Сварка алюминия полуавтоматом с газом (аргоном) и без
Устройства, в которых выступающая в качестве электрода проволока и защитный газ подаются в сварочный пистолет при нажатии на кнопку или курок, появились уже довольно давно. Их изначально высокая цена постепенно снизилась. Они появились не только в арсенале крупных предприятий, но и стали доступны людям, желающим приобрести подобное оборудование для собственных нужд. И все же, несмотря на значительное количество размещенных в сети статей и видео, условия, в которых протекает этот процесс, для многих остаются не слишком понятными.

Развеем мифы
Попытаемся разъяснить интересующую многих тему. А чтобы не возникло недопонимания, постараемся, для начала, избавиться от домыслов и мифов, которые преследуют популярную технологию.
- Чистый алюминий практически никогда не употребляется в производстве, поскольку не обладает всеми необходимыми механическими свойствами. В большинстве случаев изготовителям приходится иметь дело со сплавами алюминия или, как минимум, металлом, насыщенным различными добавками.
- Чистый алюминий токсичен, но не способен нанести человеку вред при контакте, поскольку практически мгновенно покрывается оксидной пленкой. Таким образом, мы вступаем в контакт уже с оксидом алюминия и утверждение о том, что перед сваркой металла с его поверхности следует удалить окислы, теряет всякий смысл. На самом деле, поверхность свариваемых деталей должна быть очищена от загрязнений.
- В атмосферных условиях сварка алюминия полуавтоматом без газа невозможна. Место, где накладывается шов, должно быть защищено от воздействия внешней среды. Даже в том случае, когда газ не подается вместе со сварочной проволокой, он возникает при сгорании используемого флюса, создавая, таким образом, необходимую защиту. Существуют электроды с покрытием, выделяющим при сгорании защитный газ, но в полуавтоматах они не используются.
- Миг-сварка – это не название технологии, а термин, появившийся в нашей стране благодаря появлению на рынке полуавтоматов марки MIG. На самом деле, сварка алюминия может производиться на оборудовании любой фирмы, благо, что в различных производителях сейчас уже нет недостатка. Главное, чтобы используемый аппарат был качественным и исправным. Можно ли изготовить сварочный полуавтомат самому? В принципе да, но будет ли он дешевле заводского, и соответствовать всем необходимым требованиям?
Факты – упрямая вещь
Покончив с мифами, перейдем к реальным фактам, действительно оказывающим влияние на работу с перспективным, но не слишком послушным материалом.
- Наиболее простым способом обеспечить защиту свариваемого участка деталей от воздействия внешней среды является подача под давлением аргона. Этот благородный газ вполне доступен, хотя и стоит несколько дороже, чем используемый при работе со сталью углекислый газ. Хорошие результаты дает применение смеси аргона и гелия. Поскольку мы уже выяснили, что сварка алюминия полуавтоматом без аргона невозможна, то при отсутствии газа придется раздобыть где-то флюс.
- В состав флюсов для сварки алюминия, как правило, входят соли щелочных и щелочноземельных элементов и, в небольшом количестве, активизирующие химический процесс фтористые компоненты. Существует множество рецептов различного состава, подбираемых в зависимости от характеристик металла, с которым предстоит иметь дело. Так, для сварки получивших распространение алюминиево-марганцевых сплавов хорошо подходят флюсы АН-А1 и АН-А4. При их использовании соединительный шов получается ровным, однородным и не содержит посторонних включений.
- Даже при использовании защитного газа наилучшие результаты удается получить, обработав поверхность соединяемых деталей флюсом. Однако такая обработка занимает некоторое время и замедляет ход работ.
- В промышленных условиях для проведения работ лучше всего использовать оснащение, использующее принципы импульсной сварки. Именно с его помощью достигается оптимальный результат. Ввиду относительной сложности и дороговизны подобного оборудование, все более широкое распространение получают инверторные сварочные полуавтоматы. Не слишком уступая в качестве соединительного шва, они проще, и вполне могут быть использованы даже в домашних условиях.
- Особое внимание следует уделять качеству сварочной проволоки. Ее химический состав бывает различен, и должен подбираться с учетом химического состава, используемого для изготовления деталей алюминиевого сплава. Проволока низкого качества, не имеющая равномерного сечения и обладающая низкими механическими свойствами, затрудняет работу и часто приводит к повреждению оборудования.
Особые требования
Механические характеристики применяемой для сварки алюминия проволоки заставляют предъявлять определенные требования к конструкции полуавтоматов и их эксплуатации.
- Недопустимо, чтобы длина подающего шланга превышала три метра, а его защитная оплетка была склонна к скручиваниям или изломам. Важно, чтобы канал, по которому проходит проволока, был максимально ровным, без резких поворотов. Оптимально, если сам подающий канал изготовлен из тефлона.
- Механизм подачи должен протягивать проволоку без рывков, обеспечивая минимальное механическое воздействие на ее поверхность. Его компоненты следует своевременно осматривать на наличие повреждений и почаще смазывать, обеспечивая свободное вращение роликов.
- Наилучшие результаты удается получить на оборудовании, в конструкции которых предусмотрена возможность плавной и точной регулировки всех параметров. Важно все – сила тока, скорость, с которой подается проволока, количество поступающего газа. Поскольку воздействие внешней среды может сказаться на качестве сварного шва в процессе его формирования, прекращение подачи газа должна происходить не одновременно с выключением тока, а с задержкой порядка 5 – 7 секунд.
Сварка алюминия полуавтоматом требует от занимающегося ей специалиста определенных навыков и мастерства. И хотя посмотреть на видео, как работают профессионалы, не составляет проблемы, придерживаться их рекомендаций безоглядно не стоит. Такую информацию лучше всего использовать в качестве отправной точки, оттолкнувшись от которой можно поэкспериментировать и самому набраться опыта. Это важно, поскольку отличающиеся по составу и толщине материалы ведут себя по-разному, так же как и полуавтоматы, выпущенные различными производителями.
Достоинства и недостатки
Подводя итог, стоит заметить, что сварка алюминия полуавтоматом удобна, но все же не идеальна. Она имеет свои достоинства и недостатки.
При оценке преимуществ, несомненно, следует упомянуть следующие:
- Относительно низкую, по сравнению с другими технологиями, стоимость процесса. Благодаря этому он доступен как для больших предприятий, так и для частных специалистов.
- Универсальность оборудования. Оно может быть использовано для сварки различных материалов. Достаточно просто заменить подаваемые в сварочный пистолет газ и проволоку и произвести не слишком сложные регулировки.
- Доступность необходимых материалов. С ростом популярности технологии в проволоке, газе и флюсах не стало недостатка.
- Высокая скорость выполнения работ, подготовка к которым также не занимает много времени.
Что до недостатков, то к ним относятся:
- Обязательное использование защитного газа или флюсов. Без них качества соединения будет крайне низким
- Трудность подбора сварочной проволоки при отсутствии информации о составе материала, из которого изготовлены детали.
- Скорость протекания процесса требует от сварщика сноровки. Людям с плохой реакцией освоить сварку алюминия полуавтоматом бывает не под силу.
Вникать в особенности технологии можно очень долго, ведь на эту тему написано немало серьезных научных прудов. Но надеемся, что изложенной информации будет достаточно для того, чтобы на первом этапе оценить возможности процесса и принять решение о необходимости его использования.
Поделись с друзьями
0
0
1
0
свойства сплава, сваривание в среде углекислого газа и аргона
 Употребляемое в разговорной речи слово «нержавейка» представляет собой низкоуглеродистую сталь с добавлением хрома. В результате взаимодействия с кислородом хром создает защитную оксидную пленку, которая противодействует ржавлению металла.
Употребляемое в разговорной речи слово «нержавейка» представляет собой низкоуглеродистую сталь с добавлением хрома. В результате взаимодействия с кислородом хром создает защитную оксидную пленку, которая противодействует ржавлению металла.
Если в составе металлического сплава находится от 12% хрома, то он уже относится к категории нержавеющих и обладает устойчивостью к коррозии. В то же время работа с этим материалом требует определенной подготовки металла перед проведением сварочных работ. На качество сварочных работ влияет выбор рабочего сварочного режима и правильный подбор расходных материалов.
Поверхностный антикоррозийный слой металла обладает устойчивостью к восстановлению. В составе современных антикоррозийных сплавов могут присутствовать в незначительных количествах: углерод, титан, никель, молибден, ниобий. Все эти элементы также повышают стойкость к коррозии и улучшают качество стали.
В зависимости от микроструктуры нержавеющая сталь может иметь различные свойства и применяться в разной среде:
- Сталь с содержанием хрома и никеля относится к классу аустенитной. Ее отличают высокие показатели устойчивости к ржавлению, пластичностью, прочностью и немагнитностью.
- Сплав с содержанием хрома и железа называется ферритным. Он устойчив к термической закалке и может использоваться в агрессивной среде.
- Сплав с содержанием углерода и хрома называется мартенситным и используется в слабоагрессивной среде. Объясняется такое применение высокой твердостью и одновременно хрупкостью сплава.
Свойства нержавеющего сплава
Начинающему сварщику рекомендуется учитывать некоторые свойства химического состава стального сплава, чтобы выполнить работу качественно. Среди основных параметров обычно выделяют:
- Низкую теплопроводность. Теплопроводность нержавеющей стали ниже в два раза по сравнению с другими металлами. В процессе сварочных работ металл может расплавиться больше, чем это необходимо. Устойчивость к коррозии в результате этого снизится. Для устранения негативных последствий мастера уменьшают силу тока на 20% и дополнительно охлаждают шов.
- Минимальный уровень температуры плавления. Для сохранности устойчивости к ржавлению в процессе работ сохраняют оптимальный режим температуры.
- Межкристаллитную коррозию. Является результатом образования карбидного соединения хрома и железа. Растекание, приводящее к коррозии металла, происходит при повышении температуры более 500 градусов. Для устранения нежелательных эффектов применяются различные способы охлаждения свариваемых конструкций.
- Высокий уровень линейного расширения стали. Литейная усадка стали происходит благодаря высоким температурам. Превышение температурного режима может привести к деформации металла и появлению между свариваемыми деталями трещин. С этой целью при работе с нержавейкой рекомендуется оставлять небольшие зазоры на расширение.
- Высокий показатель электрического сопротивления. Этот показатель может послужить причиной нагрева электродов из стали высоколегированного типа. Для предупреждения высокого нагревания длина электродов из никеля и хрома не превышает 350 мм.
Сварка полуавтоматом

При использовании различных способов сваривания нержавеющей стали можно получить различные по качеству результаты. Для сварки в безгазовой среде применяют порошковую проволоку. Этот метод обеспечивает получение ровного и красивого шва. Но такой шов в процессе эксплуатации изделия может поржаветь.
Для предотвращения таких последствий и получения качественного результата сварщики используют полуавтомат с применением стальной проволоки и углекислоты. Идеальным является состав газа из 2% углекислоты и 98% аргона. Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Применение полуавтомата позволяет подавать проволоку в сварочную область механизированным путем. Полуавтомат позволяет охлаждать горелку, осуществлять высококачественные соединения в аргоновой среде, регулировать скорость подачи присадочной проволоки и производить сварку в труднодоступных местах.
Перед осуществлением сварочных работ поверхность свариваемых деталей подготавливают:
- Зачищают поверхность с помощью металлической щетки и обезжиривают при помощи специальных средств: уайт-спирита, ацетона или авиационного бензина.
- Прогревают свариваемые детали до 100 градусов, чтобы сварочная зона просохла и не имела влаги.
 Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
При использовании обычной проволоки показатели могут быть хуже. Методы современной сварки нержавеющих металлов:
- Тонколистовые металлы соединяют методом короткой дуги.
- Толстолистовые металлы соединяют методом струйного переноса.
- Экономия ресурсов высокой производительности осуществляется методом сварки импульсного характера. Этот метод позволяет подавать проволоку короткими импульсами.
В среде аргона
Полуавтоматическая сварка в среде аргона позволяет увеличить производительность. Технология такой сварки позволяет осуществлять не только сваривание толстых металлов, но и получать надежные высококачественные соединения, привлекательные по внешнему виду.
В состав сварочной проволоки должен быть включен никель для повышения качества производимых работ. Для сваривания толстостенных металлов применяют смесь аргона и углекислого газа.
Сварщику следует помнить, что изделия в процессе работы могут деформироваться из-за длительного нагрева. Решить эту проблему можно простукиванием и прогревом деталей. С этой целью можно применять бытовую газовую горелку.
В среде углекислого газа
При проведении сварочных работ в среде углекислого газа полуавтоматом должны выполняться следующие требования:
 Применение обратной полярности.
Применение обратной полярности.- Выдержка угла наклона электрода. Тонкие металлы можно проваривать наклоном проволоки вперед. Этот метод делает шов шире, а глубину провара меньше.
- Величина вылета проволоки не должна превышать 12 мм.
- Обеспечение контроля за расходом газа. Слишком маленький или очень большой расход газа может отрицательно сказаться на итоговом результате.
- Применение осушителя. В процессе сварки металла при высоких температурах из баллонов с газовой смесью выделяется вода, которая при взаимодействии с углекислотой снижает прочность шва. Медный купорос, применяемый в качестве осушителя, позволяет сохранить качество сварного шва.
- Не следует начинать и заканчивать сварку по краю детали. Это может привести к появлению водородных трещин. Рекомендуется отступать от края изделия не менее 5 см.
 Применение обратной полярности.
Применение обратной полярности.Сварка алюминия полуавтоматом — особенности технологии
Залогом высокого качества сварки алюминиевых сплавов методами MIG и TIG являются:
- правильный выбор сварочного оборудования;
- подготовка свариваемых поверхностей;
- соответствующие навыки сварщика;
- визуальный контроль сварных соединений.
Даже сварщики с богатым опытом сварки стали, не всегда готовы качественно сварить алюминий. Сложности заключаются в его высокой теплопроводности, и при перегреве детали происходит прожог. Другие особенности этого “крылатого” металла также оказывают трудности при сварочном процессе.
Полуавтоматическая сварка алюминия имеет свои особенности по выбору и настройке оборудования, а также режимам и методам сварки. Возможно, правильная подготовка оборудования и свариваемого металла займет у вас больше времени, нежели сам процесс сварки . Но обо всем по порядку.

Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.

Зачистка алюминия перед сваркой
Предварительный подогрев
Предварительный прогрев алюминиевых заготовок позволяет избежать растрескивания сварного шва, при этом :
- температура не должна превышать 110°C, контроль-датчиками температуры;
- прихваточные швы по краям свариваемой зоны облегчают предварительный подогрев;
- разные по толщине свариваемые детали нуждаются в прогреве.
Следующим этапом будет определение необходимых материалов и оборудования
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.

Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки. Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
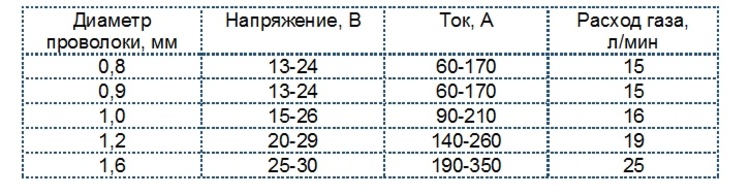
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |

Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Чем прямее в канале проволока, тем беспрепятственней она подается поэтому старайтесь держать рукав без перегибов и петель.

Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Если сварка ведется на токах свыше 200 А, стоит позаботиться о снижении тепловыделения и уменьшении проблем с подачей проволоки использованием горелки с водяным охлаждением.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
- подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.
Четырехроликовый механизм подачи проволоки

Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Правильные режимы сварки
Настройка оборудования
Сварка алюминия полуавтоматом в условиях гаражного применения, на аппаратах, не оснащенных дополнительными функциями: горячий старт, плавный подъем и опускание сварочного тока и т.д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
Оптимальные значения напряжения и сварочного тока могут быть различны в зависимости от толщины металла и степени. К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
- напряжение в районе 15 в;
- ток в пределах 130-150 А на медленной подаче;
- индуктивность устанавливается в положении 3.
Настройка “индуктивности” позволяет не повышать температуру сварочной ванны

В более продвинутых моделях сварку алюминия ведут в 4-х тактном режиме. При нажатии на кнопку горелки запускается сварочный процесс, дальше ее можно опустить и контролировать наложение сварочного шва. По завершении кнопка нажимается повторно, процесс сварки в аргоне прекращается. При нажатии и опускании кнопки могут подключаться различные функции, облегчающие сварку алюминия. Применение 4- х тактного метода наиболее оправдано на длинных швах при продолжительной сварке.
Натяжение проволоки должно обеспечивать ее равномерную подачу. Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.
Положение газовой горелки
Положение горелки следует располагать под углом 10–20° к вертикали. Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Варить алюминий полуавтоматом нужно справа налево, так называемая сварка “от себя”. Движение горелки от сварочной ванны приводит к лучшей очистке сварного шва, снижению загрязнения и улучшения защитного действия аргона.
Скорость ведения шва
Сварку следует производить быстро, активной горячей дугой. Высокая теплопроводность алюминия диктует правила на высокие занчения токов и напряжений и более высокие поступательные скорости движения горелки во избежание прожогов.
Выпуклые швы
При сварке алюминия наиболее распространенным видом брака является растрескивание, возникающее в результате значительного расширения алюминия при нагреве и, соответственно, значительного сжатия при остывании сварного соединения. Наиболее существенная угроза растрескивания возникает в кратерах, так как кратер сжимается при охлаждении, что приводит к появлению в нем разрывов.
Кратеры следует наваривать до образования куполообразной поверхности. При охлаждении сварного соединения выпуклая поверхность будет препятствовать действию сил сжатия.
Один из распространенных приемов заварки кратеров — проход в обратном направлении без выключения дуги.
Техника безопасности
Использование средств защиты является необходимым условием проведения сварочных работ. Обязательно использование респиратора для органов дыхания, защитной маски, специальной одежды и обуви для защиты от свечения сварочной дуги и брызг расплавленного металла. Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Особое внимание следует уделить защите открытых участков тела от влияния УФ-излучения, т.к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов. При попытке сварки в ” шортах” и в “майке” эффект солярия вам обеспечен уже спустя 30 мин.
Сварка полуавтоматом алюминия не сопоставима по качеству с применением TIGа, однако с лихвой компенсируется значительной производительностью. Она является прекрасным решением в случае наплавки или заполнения больших зазоров. В условиях промышленного производства применение полуавтоматов наиболее целесообразно ввиду объемов и высоких требований к скорости. Применение промышленных аппаратов и высокая квалификация сварщика позволяют добиваться отличных результатов.
как правильно, можно ли в среде аргона, MIG, проволока – Определенных металлов на Svarka.guru
Сварка алюминия полуавтоматом – надежный и экономичный способ создания неразъемных соединений деталей из алюминиевых сплавов. Ряд физико-химических особенностей металла осложняет работу с ним, поэтому при подготовке и сварке необходимо строго следовать требованиям техпроцесса.
Особые свойства
 Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Оксидный слой образуется в виде пленки и на поверхности расплава, поэтому сварочную ванну нужно защищать от контакта с воздухом.
Еще одна особенность алюминия — его высокая теплопроводность. Для полноценного проплавления приходится использовать большие сварочные токи, это повышает риск прожога. Перед свариванием толстостенных заготовок их следует подогреть.
Требования к оборудованию
Можно ли полуавтоматом варить алюминий? Технически можно варить алюминий любыми классами сварочного оборудования. На практике в производственных условиях чаще используют импульсные источники тока.

В домашней мастерской удобнее пользоваться инверторным полуавтоматом, работающим в атмосфере защитных газов (TIG). Работать таким устройством можно и без газа, при этом придется применять флюсосодержащую сварочную проволоку либо деталь должна вариться под слоем флюсового порошка. К оборудованию предъявляются следующие требования:- наконечник, подающий алюминиевую проволоку в рабочую зону, должен иметь запас по диаметру, чтобы она не застряла, расширившись при нагреве;
- длина рукава, подающего проволоку, напряжение и газ, ограничена тремя метрами, рекомендуется использовать тефлон;
- подающий механизм вместо V-образных роликов требуется оснастить U- образными, не зажимающими мягкую проволоку;
Задачи сварщика при работе
Сварщику придется решать одновременно ряд задач:
- пробить оксидный слой импульсным разрядом;
- поддерживать протяженность электродуги в пределах 12-15мм;
- учитывать высокую степень расширения алюминия при нагреве.
Чтобы при остывании и усадке заготовки не деформировались и не появлялись дефекты, начинать шов надо сильным током, разрушающем оксидный слой, а завершать – плавно снижаемым, не допуская больших температурных перепадов.
Технологические особенности
Как правильно варить алюминий полуавтоматом? В качестве защитной среды применяют аргон, гелий и их смеси. Углекислый газ не подходит. Не применяются также смеси с добавлением углекислоты. Если соединение не является особо ответственным, допустимо варить без газовой среды, с флюсосодержащей, или самозащитной проволокой.
При выборе TIG метода дуга поддерживается неплавким вольфрамовым электродом, проволока используется как присадочный материал. Дуга разжигается высокочастотным импульсом.
При MIG методе плавящиеся электроды служат присадочным материалом. Сварка идет на обратной полярности.
Настройки оборудования

Для правильной настройки и выбора режимов необходимо учитывать следующее:- режимы выбираются исходя из толщины заготовки, состава сплава; способа разделки кромок, выбранных сварочных материалов, справочные таблицы приведены в ГОСТе;
- следует проверить исправность вытяжной вентиляции, чтобы удалять образующуюся копоть;
- наконечники подбираются с запасом на тепловое расширение проволоки;
- тщательная зачистка проводится непосредственно перед сваркой;

Во время работы, особенно с тонколистовыми заготовками, необходимо следить за режимом теплоотвода. Это позволит избежать перегрева деталей и связанных с ним дефектов.
Постоянным током обратной полярности
В ходе работы по технологии MIG электродуга плавит присадочный материал. Ионизированные капли расплава притягиваются имеющей противоположный потенциал поверхностью расплава. При этом они теряют свой заряд и выделяют энергию. Это разрушает слой оксидов, возникающий на поверхности расплава. После остывания расплав кристаллизуется, формируя шовный материал.
Аппараты-полуавтоматы

Выбирая сварочный полуавтомат для сварки деталей из алюминия, необходимо уделять внимание следующим характеристикам:- Мощность. Для сварки алюминия требуется мощность от 6 квт.
- Режимы. Должен поддерживать режим работы импульсами (Pulse), TIG и MIG.
- Напряжение. Бытовые аппараты работают от сети 220 вольт. Если толщина превышает 3 мм, лучше остановиться на трехфазном питании 380 вольт.
Для заготовок большой толщины лучше выбрать аппарат, оснащенный системой охлаждения горелки.
Как использовать?
Следует обеспечить следующие параметры и характеристики:
Проволока
Выбирая алюминиевую проволоку для сварки полуавтоматом, необходимо учитывать такие моменты, как:
- химический состав должен быть близок к составу материала заготовок, это обеспечит близкие температуры плавления;
- диаметр от 0,8 до 1,6 мм.
Так, для сплавов с долей кремния менее 5% используют марку ER4043 и ER5356
Рабочие режимы для сплавов с низким содержанием кремния.Горелка
Шланг должен иметь тефлоновый тракт подачи проволоки и длину не более 3 метров.
Наконечник подбирается с запасом до +0,4 мм относительно диаметра проволоки.
При работе токами сильнее 200А потребуется система водяного охлаждения горелки.
Механизм подачи проволоки
Чтобы мягкая алюминиевая проволока не заламывалась и не застревала, следует использовать систему подачи с четырьмя роликами. Профиль роликов должен быть U образный. Механизм нуждается в тонкой регулировке силы натяжения и прижима после каждой смены диаметра проволоки.
Положение газовой горелки
При сварке аргоном сварочным полуавтоматом горелка должна быть наклонена на 10-20о. Зазор между соплом и заготовкой нужно поддерживать в районе 10-15 мм, если отвести горелку дальше, вырастет расход аргона. Ведут горелку справа налево, или движением руки «от себя», от ванны. Это позволяет очищать поверхность шва и снижать загрязнение его шлаками.
Скорость ведения
Алюминий следует сваривать быстрым движением горелки, высокотемпературной электродугой. Это позволяет избежать прожогов при высоких значениях рабочего тока, необходимого для прогрева детали.
Выпуклые швы
Соединение алюминиевых заготовок подвержено риску образования трещин из-за высокого коэффициента расширения материала. Если на шве образовался кратер, он служит точной концентрации напряжений и началом для трещин. Образующиеся в ходе сварки кратеры необходимо заваривать до образования выпуклости, усиливающей шов. Для этого следует провести горелку в обратном направлении, не гася дугу.
Меры предосторожности

При выполнении работ следует соблюдать следующие меры безопасности:- использовать средства индивидуальной защиты от брызг металла и ультрафиолетового излучения сварочной дуги: плотную несгораемую одежду и обувь, маску сварщика с адаптивным светофильтром, спилковые краги;
- защищать органы дыхания респиратором либо индивидуальным дыхательным аппаратом с подачей чистого воздуха из баллона или от магистрали;
- перед началом работы проверять исправность оборудования, отсутствие механических повреждений, нарушения изоляции и утечки газа.
Возможные сложности
К сложностям, с которыми можно столкнуться при сварке алюминия, относятся:
- недостаточный прогрев толстостенных заготовок, ведущий к неполному проплавлению кромок;
- образование оксидного слоя при некачественной или преждевременной зачистке;
- возникновение трещин из-за перегрева заготовки и последующей усадки;
- сложность определения температуры заготовки «на глаз», поскольку алюминий не меняет цвет при нагреве;

Опытные сварщики дают один общий совет: точное соблюдение режимов сварки и технологических требований поможет избежать этих проблем.
Плюсы и минусы
Технология полуавтоматической сварки характеризуется следующими преимуществами:
- прочность и долговечность соединения;
- экономный расход сварочных материалов и энергетических ресурсов;
- компактность оборудования.
Свойственен методу и ряд недостатков:
- высокая стоимость оборудования;
- механизм подачи боится запыленных помещений;
- сложности работы при отрицательных температурах.
Заключение
Полуавтоматическая сварка алюминия позволяет получать прочный и долговечный шов и экономить ресурсы. Она не требует высокой квалификации сварщика, однако требования технологии необходимо строго соблюдать. Доступна технология и для домашних мастерских.
СВАРКА АЛЮМИНИЯ ПОЛУАВТОМАТОМ [технология, с аргоном и без]
Алюминий широко используется в самых различных сферах промышленности, а поэтому будет не лишним знать, [как проводится сварка алюминия полуавтоматом], и какая должна для этого использоваться технология.
Популярность алюминия можно объяснить сразу несколькими факторами.
В первую очередь, этот металл имеет достаточно высокие эксплуатационные свойства и сравнительно небольшой вес.
Во-вторых, он обладает высокой надежностью, а изделия из него получаются прочными и долговечными.
Между тем алюминий относится к тем материалам, которые сложно поддаются различным видам обработки, в том числе и при необходимости выполнить сварное соединение.

Этот металл имеет некоторые свои характерные особенности, которые необходимо обязательно учитывать при выполнении какой-либо его обработки.
Сварка алюминия производится исключительно полуавтоматом, при этом может выполняться либо с использованием газа аргона, либо без него.
Сам процесс сварки этого металла полуавтоматом достаточно сложный, а технология выполнения работ требует определенных навыков и умения.
В этом случае для сварки используется специальная проволока и аппарат импульсной сварки.
Кроме этого, если сварка производится в аргоне, то дополнительно необходимо иметь соответствующее оборудование для подачи газа. Для того чтобы самостоятельно выполнить сварку алюминия, необходимо постараться освоить процесс выполнения работ, хорошо изучить технологию и знать особенности самого материала.
Характерные сложности выполнения работ
Алюминий широко востребован в самых разных сферах промышленности, в том числе и в таких, как кораблестроение, самолетостроение, а также автомобилестроение.
Он поддается самым разным видам обработки, при этом существуют определенные тонкости и нюансы, на которые следует обязательно обращать внимание.
Видео:
Для сварки этого универсального металла используется исключительно сварочный полуавтомат.
Основной сложностью проведения данного вида работ является образование на поверхности металла оксидной пленки.
Это происходит из-за взаимодействия алюминия с атмосферным воздухом и может негативно сказаться на качестве соединения.
Удаление продуктов окисления производится путем последующего использования некоторых химических составов.
Кроме этого, непосредственно перед началом сварки полуавтоматом поверхность алюминия следует в обязательном порядке обработать различными типами флюсов, а также хорошо зачистить, для чего используется жесткая щетка с металлической щетиной.
Следует учесть и то, что технология варки данного вида металла в некоторых случаях подразумевает использование газа, а это значит, что помимо полуавтомата потребуется дополнительное оборудование.
Выполняя сварное соединение на поверхности алюминия, следует помнить, что образуемая полуавтоматом дуга не должна перегревать металл, а электрод прилипать.
В противном случае могут образоваться дефекты, которые будет очень сложно счистить.
Перед началом самостоятельной сварки алюминиевой поверхности, рекомендуется для начала потренироваться и получить минимальные навыки выполнения соответствующей работы.
Для получения сварного соединения на поверхности алюминия при помощи газа необходимо иметь под рукой сварочный полуавтомат, оборудование для газовой сварки, нагревательный прибор.
Видео:
Кроме этого, потребуется алюминиевая проволока в бухтах, которая будет выступать в качестве электрода.
Если работа выполняется без использования защитного газа, то в этом случае используется специальная проволока, а также принудительная подача к сварному соединению флюса, который и выступает в качестве защиты от образования оксидной пленки.
И в том, и в другом случае используется особая технология сварки, которая позволяет получить качественное и прочное соединение двух отдельных алюминиевых поверхностей.
Основные особенности
Как правило, сварка алюминия полуавтоматом выполняется специальными плавящимися электродами.
Работу следует выполнять при помощи подкладок с так называемой формирующей канавкой. По сравнению со всеми остальными, данный процесс имеет много положительных моментов.
В первую очередь, такой сварочный процесс отличается своей высокой производительностью.
Этот показатель значительно повышается в том случае, когда металл имеет большую толщину.
Сам сварочный процесс происходит при постоянном токе, имеющем обратную полярность. Горение образующейся дуги происходит непосредственно в парах плавящегося материала.
Следует отметить то, что образующееся на поверхности сварочной ванны катодное пятно в процессе работы подвергается непрерывному воздействию ионов металла, которые в свою очередь выделяют большое количества тепла.
Это приводит к тому, что образующаяся оксидная пленка начинает разрушаться. При этом разрушению подвергаются только тонкие образования. Для избегания образования более грубых образований еще на этапе подготовки к обработке алюминий следует обработать либо механическим способом, либо химическим.
В процессе сварки алюминия с использованием полуавтомата, формирование шва на поверхности металла идет за счет расплавления проволоки и образования жидкого металла, который и заполняет все пространство в районе кромок.
Производить сварку металла можно в самых разных положениях в пространстве, в том числе и в горизонтальном.
Рекомендуется для выполнения сварки алюминия использовать полуавтоматы, в которых предусмотрен тянущий подающий механизм.
В некоторых отдельных случаях используется сварочный импульсной дуговой аппарат.
В этом случае вместе со сварочным током одновременно образуется определенный импульс, который помогает значительно снизить время нахождения металла в жидком состоянии.
Видео:
Использование данного вида сварки дает возможность увеличить механические параметры выполняемого соединения, а кроме этого, сама работа становится более легкой.
На видео, которое размещено в разделе, подробно показан процесс сварки алюминия с использованием полуавтомата.
Сварка без газа
Метод получения сварного соединения на поверхности алюминия с использованием полуавтомата, но без газа, считается относительно новым.
В этом случае принципиальная схема используемого аппарата имеет замкнутый контур, в состав которого в обязательном порядке входят заземление, непосредственно сам переносной инвертор, а также специальный электрод.
Кроме этого, в процессе работы в автоматическом режиме осуществляется подвод присадочного электрода.
В большинстве случаев соединение выполняется встык, а медная проволока используется в качестве наплавляющего материала.
При выполнении данного вида сварки с использованием полуавтомата для защиты сварочной ванны используют специальный флюс.
Он вводится в расплавленный металл в момент, когда идет формирование сварочного шва.
В этом случае подвод специальной флюсовой проволоки осуществляется непосредственно через суппорт к самой электрической дуге.
В момент своего сгорания проволока равномерно покрывает всю площадь сварочной ванны.
Данный вид сварки без использования газа в настоящее время активно используется в промышленной сфере для выполнения различного вида задач.
Сварка полуавтоматом алюминиевых поверхностей без использования газа обладает большим количеством самых разных преимуществ.
В первую очередь, такое соединение имеет высокое качество, а сам процесс выполнения работ обладает хорошей функциональностью.
Видео:
Следует отметить и то, что такая сварка алюминиевых поверхностей не только проста в использовании, но и стоит относительно недорого.
Выполнение сварного соединения без использования газа на полуавтомате считается безвредной операцией, которая не оказывает негативного влияния на экологию.
Полученный таким образом шов на поверхности алюминия, отличается высокой надежностью и функциональностью.
Использование аргона
Наиболее часто алюминиевые поверхности сваривают между собой при помощи полуавтомата в аргоновой среде, которая выступает в качестве защитного слоя от атмосферного воздуха, препятствуя тем самым образованию в сварочной ванне различных окислов.
Данный метод не отличается своей высокой производительностью, однако качество получаемого в итоге шва не вызывает никаких сомнений.
В полуавтоматах для варки с использованием аргона в большинстве случаев используется переменный ток, который и образует дугу.
Это позволяет при необходимости осуществлять плавную регулировку, как чистоты и ампеража, так и температуры.
Следует отметить и то, что такие полуавтоматы импульсной сварки должны обязательно поддерживать импульсный режим.
На видео ниже показан процесс сварки алюминия полуавтоматом с использованием аргона.
Видео:
Сварка алюминия является достаточно сложным процессом в технологическом отношении.
Такая обработка, как правило, производится с использованием полуавтоматов, как в защитной газовой среде, так и без нее.
При выполнении сварки алюминия не стоит забывать и о мерах безопасности.
Кроме этого, чтобы получить качественный и прочный шов на поверхности металла, необходимо в точности соблюдать технологию выполнения работ и использовать только качественные составляющие.
Полуавтоматическая сварка в аргоне
Автор admin На чтение 3 мин. Просмотров 309 Опубликовано
 Один из перспективных способов выполнения неразъемных соединений различных металлов — сварка полуавтоматом в аргоне.
Один из перспективных способов выполнения неразъемных соединений различных металлов — сварка полуавтоматом в аргоне.
Именно данный тип сварки позволяет не только гарантировать качество шва, но и увеличить скорость выполнения работ.
Принцип полуавтоматической сварки в аргоне
Полуавтоматическая сварка является дуговой электросваркой, которая может выполняться в среде инертных газов. Чаще всего для этой цели применяют аппаратуру, вырабатывающую постоянный ток (в основном сварка выполняется при отрицательной полярности).
Особенности технологии:
- Для выполнения сварочных работ могут применяться плавящиеся или неплавящиеся (вольфрамовые, графитные, угольные) электроды. Для формирования шва используется порошковая или сплошная проволока, которая подается в зону сварки автоматически. Изменение скорости подачи, величины сварочного тока позволяет выбрать наиболее оптимальный режим выполнения работ.
- Для повышения качества сварного шва применяется полуавтоматическая сварка в аргоне, который выступает в качестве защитного инертного газа. Нередко применяется не чистый аргон, а его смесь с другими газами.
Что дает применение инертных газов?
Применение защитных газов позволяет решить несколько вопросов, которые характерны для сварки, которая выполняется в среде обычного атмосферного воздуха:
- Для большинства цветных металлов основным препятствием является быстрое их окисление при контакте с воздухом. Например, алюминий создает достаточно прочную и тугоплавкую пленку оксида, которая препятствует образованию прочного соединения. Применение обдува инертными газами позволяет вытеснить из сварочной зоны атмосферный воздух, что и препятствует возникновению оксидов, ухудшающих качество шва.
- Но кислород не единственное составляющее воздуха, способное ухудшить качество шва. Большую роль играет и присутствующий в нем в больших количествах азот, попадание которого в сварочную ванну приводит к появлению повышенной пористости металла шва. Это приводит к снижению прочности и других физических характеристик, именно применение инертных газов позволяет избавиться от влияния этого фактора.
 Для большинства цветных металлов основным препятствием является быстрое их окисление при контакте с воздухом. Например, алюминий создает достаточно прочную и тугоплавкую пленку оксида, которая препятствует образованию прочного соединения. Применение обдува инертными газами позволяет вытеснить из сварочной зоны атмосферный воздух, что и препятствует возникновению оксидов, ухудшающих качество шва.
Для большинства цветных металлов основным препятствием является быстрое их окисление при контакте с воздухом. Например, алюминий создает достаточно прочную и тугоплавкую пленку оксида, которая препятствует образованию прочного соединения. Применение обдува инертными газами позволяет вытеснить из сварочной зоны атмосферный воздух, что и препятствует возникновению оксидов, ухудшающих качество шва.При выполнении сварочных работ может применяться не только чистый аргон, но и смесь его с другими газами, например, с гелием.
Для того, чтобы добиться надежной защиты зоны сварки, удельная масса подаваемых инертных газов должна превышать массу кислорода не менее чем на 40%. Только при таких условиях возможно полное вытеснение воздуха от сварочной ванны.
Преимущества сварки в аргоне
Сварка полуавтоматом в аргоне имеет следующие плюсы:
- Существует возможность выполнять работы при небольших значениях сварочного тока, что требуется для сварки тонких металлов.
- При помощи такого оборудования можно выполнять наплавление металлов на значительно изношенные детали.
- Обдув инертными газами позволяет предотвратить образование токсичных соединений (пары, окислы), которые повышают опасность выполнения работ.
- Данный тип сварки предотвращает разбрызгивание расплавленного металла.
- Сварка в среде инертных газов уменьшает появление шлака, поэтому в большинстве случаев нет необходимости в последующей механической обработке шва.
Полуавтоматическая сварка с применением защитных газов может применяться при работе с алюминием, медью, другими цветными металлами, даже тугоплавкими (титан и другие). Существующее на сегодняшний день оборудование позволяет выполнять такие работы даже в бытовых условиях.
А наличие такой аппаратуры во многих мастерских свидетельствует о его надежности и эффективности.
Сварка алюминия полуавтоматом своими руками
Алюминиевые конструкции отличаются небольшим весом, устойчивостью к коррозии и простотой монтажа с помощью метизов.
Сварка этого материала также возможна, но выполнить операцию очень непросто с применением обычных сварочных материалов и устройств. Для качественного соединения алюминия методом сварки, иногда применяются полуавтоматические приборы.
Как выполняется сварка алюминия полуавтоматом и какие применяются материалы, будет рассказано далее.
Особые свойства алюминия
Для правильного выполнения сварочных операций следует знать особенности данного материала. Среди наиболее важных физико-химических свойств алюминия можно назвать следующие:
- не изменяет цвет при нагреве;
- алюминий и его сплавы обладают слишком широким диапазоном температур плавления;
- теплопроводность металла в несколько раз выше, чем у стальных сплавов.
Неопытному сварщику следует помнить о вышеперечисленных особенностях металла и соблюдать меры предосторожности, чтобы не получить травму либо не повредить свариваемую поверхность.
При выполнении сварочных работ необходимо учитывать образование окисной плёнки, которая плавится при значительно большей температуре, чем основной металл.

Чтобы произвести расплавление окисного слоя и при этом не повредить металлическую поверхность, рекомендуется правильно подготовить материал, а также придерживаться основных правил сваривания легкоплавкого металла.
Основные правила качественной сварки алюминия
Сварка алюминия имеет особенности, которые должны учитываться при работе.

Основные задачи стоящие перед сварщиком:
- Удалить с свариваемой поверхности оксидную плёнку. Для этой цели можно воспользоваться механическим способом. Работа может быть выполнена обычной металлической щёткой. Ещё можно избавиться от тугоплавкой плёнки химическим путём или включить на сварочном аппарате импульсный режим работы. Полуавтомат с импульсным режимом работы позволяет обеспечить лучшее удаление оксидного слоя посредством мгновенного нагрева поверхности до температуры плавления.
- Обеспечить нагрев металла в необходимом диапазоне температур. Сложность сваривания алюминия заключается в том, что при более высокой теплопроводности металла, неподготовленный специалист может допустить серьёзную ошибку, которая заключается в чрезмерном нагреве небольшого участка свариваемой поверхности. В этом случае может образоваться моментальный прожёг алюминия с невозможностью восстановления прежней геометрии заготовки. Чтобы не допустить подобной ситуации, сварщику необходимо уметь правильно выбирать режим подачи проволоки и её размер.
- Предотвратить коробление металла при остывании. Алюминий обладает значительной линейной усадкой при остывании, поэтому чтобы не допустить деформации металла в месте образования сварного шва, необходимо заканчивать сварочный процесс меньшим током. Начинать сварку, наоборот, необходимо с подачей большей силы тока для быстрого проплавления оксидной плёнки.
Видео:
Сварка алюминия с помощью аргона
Соединение алюминия в среде аргона имеет неоспоримые преимущества перед методом в котором используется специальная порошковая проволока для сварки без газа.
Видео: технология соединения без газа.
Работа с алюминием в среде защитного газа позволяет получить более качественный шов, который обеспечит абсолютную герметичность между свариваемыми деталями.
Хорошего результата при использовании аргоновой сварки можно достичь только в том случае, если будет правильно настроен полуавтомат и приобретены качественные расходные материалы. Квалификация мастера также имеет большое значение для выполнения аргоновой сварки.
Если работа производится впервые, то в качестве пробного варианта рекомендуется вначале поэкспериментировать на ненужных алюминиевых деталях.
Процесс выполнения сварочной операции должен производиться в такой последовательности:
- Удалить с помощью металлической щётки или растворителя оксидную плёнку.
- Прогреть свариваемые детали до +150-300 градусов в зависимости от толщины.
- Поднести горелку к свариваемой поверхности, зажечь дугу и произвести сваривание металла.
- По завершении сварки алюминия необходимо погасить дугу и дождаться полного прекращения подачи газа.
При осуществлении сварки в среде углекислого газа последовательность действий не будет меняться, но сложность выполнения работ существенно увеличится, по причине чрезмерного образования оксидной плёнки во время сваривания металла.
Вне зависимости от вида инертного газа применяемого для сварки алюминия, горелка над соединяемой поверхностью должна перемещаться очень плавно.
Процесс сваривания этого вида металла не является сложным, но только при условии, если сварочный полуавтомат для сварки алюминия был правильно настроен. Большое внимание следует уделить выбору присадочных материалов применяемых для соединения.
Видео:
Настройка аппарата и применяемые материалы
Если будет правильно выполнена настройка полуавтомата можно добиться ровного шва и отсутствие участков со сквозным прожогом металла.

Прежде всего необходимо правильно выставить напряжение и силу тока. Примерные значения следующие:
- при толщине свариваемого металла 2 мм — напряжение 15 В;
- сила тока 140-150 А.
Проволока должна соответствовать типу алюминиевого сплава. Обычно, применяют проволоку диаметром 0,8-1,2 мм.
Приведённые выше значения настройки сварочного аппарата являются усреднёнными и могут быть скорректированы как в большую, так и в меньшую сторону в процессе выполнения сварочных работ.
Видео:
Сварка алюминия постоянным током обратной полярности
Применение переменного тока для сварки алюминия применяется наиболее часто, но не менее качественно выполнить работу можно с использованием постоянного тока обратной полярности.
Данный вариант аргоновой сварки алюминия осуществляется в такой последовательности:
- К свариваемым деталям подключается отрицательный контакт, а к электроду положительный.
- Включают подачу защитного газа.
- Осуществляют сваривание металла при вертикальном наклоне горелки не более 20 градусов.
При выполнения сварочной операции постоянным током обратной полярности рекомендуется не отрывать горелку от свариваемой поверхности более чем на 15 мм иначе возможно затухание дуги. Технология выполнения операции не допускает попадания кислорода в сварочный шов, что позволяет выполнить качественное соединения без образования пустот и примесей внутри металла.
В качестве инертного газа данным методом используется аргон или любой другой инертный газ.
Плюсы и минусы аргонового соединения
Сварка алюминия полуавтоматом в аргоне своими руками имеет как плюсы, так и существенные недостатки.
- Преимуществом метода является возможность более качественно управлять процессом дугового разряда, не допуская чрезмерного нагрева металла, в тоже время максимально быстро расплавляя алюминиевую поверхность в месте соединения. Благодаря использованию инертного газа удаётся получить более качественный шов лишённый пористости и посторонних включений.
- Недостатком метода является высокая стоимость оборудования и расходных материалов.
- Если необходимо выполнить небольшой объём работ, то дешевле, быстрее и проще воспользоваться услугами профессиональных сварщиков.
Метод соединения алюминиевых деталей требует правильной подготовки материалов и настройки оборудования, что непросто сделать самостоятельно начинающему мастеру. Если принято решение освоить аргоновую сварку алюминия самостоятельно, то советы и видео представленные в статье позволят правильно осуществить основные настройки оборудования и подобрать расходные материалы.
 Загрузка…
Загрузка…