Режимы и методы сварки, использование полуавтоматов
Значительная часть сварочных работ сегодня осуществляются с применением дуговой сварки плавящимся электродом в среде защитного газа (полуавтоматическая сварка, MIG-MAG сварка).которая характеризуется множеством неоспоримых выгод и преимуществ.Обратной стороной этой медали является зависимость результатов сварки от правильности настройки режимов сварки — напряжения, тока, скорости подачи сварочной проволоки, величины расхода защитного газа в горелке и пр. Ко всему этому еще надо учитывать влияние выбора типа и диаметра сварочной проволоки и типа применяемого защитного газа, пространственного положения сварного шва и пр.
Рассмотрим этот вопрос более подробно, отталкиваясь от ситуации замены защитного газа от традиционной углекислоты на аргоновую сварочную смесь с применением полуавтомата.
Особенности использования полуавтомата для MIG-MAG сварки
ВЫБОР ГОРЕЛКИ И НАКОНЕЧНИКОВ
Силовой агрегат сварочного полуавтомата формирует постоянный сварочный ток.

НАСТРОЙКА ПОДАЮЩЕГО МЕХАНИЗМА
Для обеспечения стабильного режима сварки необходимо стабилизировать не только электрические режимы *ток и напряжение дуги), но и скорость механической подачи сварочной проволоки в горелку. Как отмечалось выше при некорректном выборе электрического наконечника возможно заклинивание сварочной проволоки в горелке. Особенность конструкции большинства сварочных полуавтоматов в том, что подача сварочной проволоки в горелку производится через подающий канал (шланг) путем проталкивания проволоки вперед через подающие ролики, установленные на сварочном аппарате. Важным параметром настройки сварочного аппарата является регулировка натяжения подачи проволоки. При слабом натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке будет приводить к проскальзыванию проволоки между роликами и дестабилизации скорости ее подачи в зону сварки (продергивание и снижение скорости подачи вплоть до полной остановки). При слишком сильном натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке может вызвать сминание сварочной проволоки в подающем канале с последующей остановкой подачи сварочной проволоки в зону сварки.
Параметры режимов сварки
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки.

- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки.


Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги — в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва — в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям
Настройка расхода газа в сварочной горелке.
Для обеспечения качественной сварки и отсутствия пор даже для качественной сварочной смеси правильная настройка потока газа в сварочной горелке имеет огромное значение. Для обеспечения качественной сварки с применением аргоновых смесей следует выполнять следующие рекомендации :
- Для контроля расхода газа необходимо использовать только расходомер (ротаметр), контролирующий поток газа ( обычно в л/мин.). Расходомер обычно устанавливают на редукторе. Следует обращать внимание, что фактический расход газа непосредственно в горелке всегда отличается от величины расхода, установленного на редукторе. Особенно это заметно при нарушении целостности шлангов (трещины или проколы) или неплотного крепления шлангов на газовых штуцерах. Поэтому рекомендуется иметь ручной расходомер газа, который позволяет оперативно проверить величину расхода непосредственно на сварочной горелке.
- Величина расхода на сварочной горелке должна примерно соответствовать диаметру сварочной горелки (в мм). Обычно нормальный расход для аргоновых смесей составляет 12-15 л/мин. Для сварки на форсированных режимах расход газа следует увеличить до 20-25 л/мин. Следует помнить также, что для сварки в аргоновых смесях горелку следует держать близко к вертикальному положению и расстояние до сварного шва должно быть не более 15-20 мм. ;
- При расходе газа в горелке более 30 л/мин и при большом угле наклона сварочной горелки возможен подсос воздуха в зону сварки и образование пор в сварном шве. ОБРАЩАЕМ ВНИМАНИЕ, что при работе с углекислотой появление пор обычно стараются устранить путем увеличения расхода газа, и при переходе на работу со сварочной смесью при избыточной величине расхода газа такая «привычка» может сыграть злую шутку и только увеличить негативный эффект. ;
- Помимо величины расхода газа важно также проверять состояние и расположение газовой насадки (сопло) на сварочной горелке. Насадка должна быть расположена строго соосно с сварочным наконечником, определяющим направление движения сварочной проволоки. При несоосности газовый поток направляется в сторону от сварочной ванны и не может обеспечить надежную защиту зоны сварки.;
- В некоторых случаях при большом разбрызгивании сварочной проволоки часть брызг попадает в сопло сварочной горелки и застревает там в виде хаотичного сита, что может приводить также к рассеиванию ламинарного (однородного) потока газа из горелки, уводя поток защитного газа в сторону от сварочной ванны, что опять может вызвать образование пор при сварке ;
 Обычно нормальный расход для аргоновых смесей составляет 12-15 л/мин. Для сварки на форсированных режимах расход газа следует увеличить до 20-25 л/мин. Следует помнить также, что для сварки в аргоновых смесях горелку следует держать близко к вертикальному положению и расстояние до сварного шва должно быть не более 15-20 мм. ;
Обычно нормальный расход для аргоновых смесей составляет 12-15 л/мин. Для сварки на форсированных режимах расход газа следует увеличить до 20-25 л/мин. Следует помнить также, что для сварки в аргоновых смесях горелку следует держать близко к вертикальному положению и расстояние до сварного шва должно быть не более 15-20 мм. ; При несоосности газовый поток направляется в сторону от сварочной ванны и не может обеспечить надежную защиту зоны сварки.;
При несоосности газовый поток направляется в сторону от сварочной ванны и не может обеспечить надежную защиту зоны сварки.;Процесс работы со сварочным полуавтоматом не имеет особой сложности и позволяет получить сварочные швы высокого уровня на заготовках различной толщины и типоразмера. Важно лишь правильно провести подготовительные мероприятия и определиться с оптимальным режимом сваривания. Остальное зависит от уровня подготовки сварщика, его квалификации и степени сложности проводимых им действий.
Особенности сварки металлов полуавтоматичским аппаратом
Автор perminoviv На чтение 8 мин Просмотров 13 Опубликовано
Современные производители сварочных аппаратов выпускают десятки различных моделей устройств для полуавтоматической сварки. Технология сварки металлов полуавтоматом позволяет прочно соединить между собой металлические детали, обеспечивая надёжное крепление конструкций.
Под понятием полуавтоматической сварки металлов подразумевается процесс присоединения друг к другу нескольких металлических деталей, при котором электродная проволока поступает в зону сварочных работ с определённой скоростью в автоматическом режиме. Вместе с этим в область сваривания подаётся инертный или активный газ. Его задача – защищать электродную проволоку и свариваемые детали от воздействия окружающей среды. Все остальные действия для работы со сварочным аппаратом при сварке в полуавтоматическом режиме необходимо совершать вручную.
Преимущество сварочной обработки полуавтоматического типа состоит в том, что эта технология позволяет работать с материалами любой толщины. Сварка металла полуавтоматом подходит для работ с деталями, произведёнными из тонкого металла (металл считается тонким, если его толщина не превышает 5 миллиметров). Для проведения сварочных работ над такими конструкциями достаточно использовать аппараты с низкой или средней производительностью.
Для проведения сварочных работ над такими конструкциями достаточно использовать аппараты с низкой или средней производительностью.
Также полуавтоматические сварочные аппараты годятся для обработки деталей из толстых металлов. Сварка полуавтоматом эффективно соединяет конструкции, толщина которых не превышает 250 миллиметров. Специфика работы с толстыми металлическими изделиями зависит от материала, из которого они были произведены. Для обработки таких конструкций понадобится оборудование, отличающееся высоким уровнем производительности.
СОВЕТ: при сварке толстых металлических конструкций, произведённых из низколегированной стали, рекомендуется предварительно подвергнуть детали термической обработке. Высокая температура поможет размягчить металл и подготовить его к дальнейшим сварочным работам. Подогрев поможет провести сварку быстрее и с более высокими шансами на удачный результат. Если конструкция не будет подвергнута прогреванию, то тогда появится риск появления деформаций в материале.

Аппарат полуавтомат для сварки толстых металлов успешно справляется со свариванием уплотнённых деталей при помощи создаваемой им высокой плотности тока. Она обеспечивает глубокое плавление обрабатываемого материала, что позволяет прочнее скрепить монтируемые конструкции. Больше всего такой тип сварочных работ подходит для обработки жёстких металлических конструкций, а также изделий, которые изготовлены из марок стали с высокой теплоустойчивостью и особой прочностью.
При сварке изделий, выполненных из устойчивых к перепадам температур металлов, возможно ухудшение прочностных свойств материала. Причина этого в том, что в зоне температурного влияния, оказываемого сварочным аппаратом, возникают микроскопические трещины, которые и размягчают сталь. Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
СОВЕТ: помните, что сварка толстого металла полуавтоматом может привести к возникновению трещин в конструкциях.
 Также сварочные работы способны повредить антикоррозийный слой деталей, из-за чего они окажутся подвержены вредному влиянию ржавчины. По этой причине рекомендуется прибегнуть к защитным мерам после сварки. Металл необходимо обработать специальным покрытием, которое сможет восстановить защиту изделия от коррозии.
Также сварочные работы способны повредить антикоррозийный слой деталей, из-за чего они окажутся подвержены вредному влиянию ржавчины. По этой причине рекомендуется прибегнуть к защитным мерам после сварки. Металл необходимо обработать специальным покрытием, которое сможет восстановить защиту изделия от коррозии.При обработке металлических конструкций небольшой толщины не нужно стремиться получить поверхностный шов. Конструкции должны быть сварены как можно плотнее – только так удастся добиться их полноценного соединения. Именно поэтому для сварки тонких металлов используют полуавтоматический аппарат – он предельно эффективно работает со свариванием таких конструкций.
Перед сварочными работами полуавтоматом обрабатываемые конструкции необходимо предварительно подготовить. Металл требуется очистить от грязи, кусочков краски или эмали, пыли или смазочных покрытий. Если этого не сделать, то плавящийся металл будет слишком сильно разбрызгиваться, и шов выйдет искривлённым. К тому же, посторонние элементы могут быть токсичны.
К тому же, посторонние элементы могут быть токсичны.
Для сварки тонкого металла полуавтоматом понадобится следующее оборудование:
- сварочный аппарат;
- электроды для сварки;
- источник электроэнергии;
- защитная амуниция для сварщика (укреплённый шлем, термостойкие перчатки, затемнённые очки).
СОВЕТ: для того, чтобы шов получился аккуратным и ровным, сварщику необходимо самостоятельно регулировать скорость движения сварочного аппарата. Также ему нужно подобрать электроды правильного типа и осуществлять контроль за стабильной подачей тока со постоянным показателем силы.
Технология полуавтоматической сварки оцинкованных металлов
Особенностью оцинкованных металлов является их высокая сопротивляемость воздействию коррозии. Всё дело в свойствах цинка – этот элемент успешно защищает различные изделия от появления ржавчины, что повышает устойчивость конструкции и продлевает срок её эксплуатации. При сварке оцинкованного металла полуавтоматом антикоррозийная устойчивость всей конструкции может быть нарушена.
При сварке оцинкованного металла полуавтоматом антикоррозийная устойчивость всей конструкции может быть нарушена.
Причиной этого является разная температура плавления. Если для сварки большинства металлов нужна температура в пределах 1700-2200 градусов по Цельсию, то плавление цинка начинается уже при 420°С. При 907°С этот элемент закипает и превращается в оксид, который образует на поверхности металлической конструкции микроскопические поры и трещины. Это и приводит к тому, что металл становится восприимчив к появлению коррозии.
Современная технология сварки оцинкованных металлов полуавтоматом заключается в одной инновации – MIG-пайке. Она позволяет проводить сварочные работы с помощью высокочастотных электрических колебаний с пониженной температурой. При этом плавление цинка не происходит, поэтому он не превращается в оксидное соединение и не наносит повреждение основному материалу обрабатываемой конструкции. Эта технология и позволяет решить проблему разрушения антикоррозионного слоя при полуавтоматическом сваривании оцинкованных металлов.
Процесс сварки цветных металлов полуавтоматом начинается с проверки состояния оборудования. В процессе его осмотра требуется настроить режим функционирования сварочного устройства, подобрать силу тока, уровень напряжения и скорость передвижения проволоки. Если толщина обрабатываемого металла менее трёх миллиметров, то подходящая сила тока находится в пределах 120-145 амперов. При этом скорость передвижения проволоки должна равняться 900 метрам в час.
После того как оборудование проверено, происходит включение подающего проволоку переключателя в рабочее положение. Затем осуществляется зажжение электрической дуги. При наличии плавящейся проволоки нужно лишь прикоснуться к металлической поверхности. После зажжения электрической дуги можно протестировать выбранный режим работы на проверочном материале. Если аппарат функционирует нормально, то можно непосредственно приступать к сварке.
При полуавтоматической сварке цветных металлов передвижения горелки нужно вести только лишь в одном направлении. Лучшего всего проводить сваривание деталей с высокой скоростью и посредством одного шва. Если цветной металл отличается большой толщиной, то его необходимо разогреть до 150-300°С.
Лучшего всего проводить сваривание деталей с высокой скоростью и посредством одного шва. Если цветной металл отличается большой толщиной, то его необходимо разогреть до 150-300°С.
Полуавтоматическая сварка аргоном чёрных металлов
Сварка чёрных металлов полуавтоматом с аргоном отличается некоторыми особенностями. Нужно отметить, что большую опасность для чёрных металлов при их сварке представляет влага. Она может остаться внутри сварочного шва, после чего начнётся её конденсация. При испарении частицы влаги будут образовывать небольшие поры и микроскопические трещины в шве, которые в будущем отрицательно скажутся на его прочности. Поэтому перед началом сварки обрабатываемые конструкции рекомендуется прогреть до 100-150 градусов по Цельсию.
Для полуавтоматического сваривания чёрных металлов необходимо использование специальных электродов. Без них сварочный шов получится неаккуратным и слишком хрупким. Для сварки чёрных металлов лучше всего использовать электроды из цветного металла с большим содержанием графита. Наиболее оптимальный выбор – медно-никелевые компоненты, которые помогают надёжно сварить металл и не оставляют в получившемся шве большого количества графитных примесей.
Наиболее оптимальный выбор – медно-никелевые компоненты, которые помогают надёжно сварить металл и не оставляют в получившемся шве большого количества графитных примесей.
Сварка чугунных и стальных изделий полуавтоматом
Инертный газ используется не только для обработки цветных металлов. Для работы с чугунными и стальными конструкциями также применяется аргон. Для получения чугуна используется железо и углерод. Процесс его сваривания очень трудоёмок из-за того, что получающиеся швы часто трескаются.
Еще одной особенностью чугуна является его предрасположенность к ускоренному окислению. Поэтому для его сварки и нужен аргон – он помогает формировать соединительные швы без образования шлаковых осадков. Быстрое окисление чугуна сделало его популярным материалом для ремонта старых автомобилей. Этот материал соединяется с требующими починки тонкими металлическими конструкциями.
Сварка чугуна и хрупких металлов полуавтоматом зачастую проводится при помощи вольфрамовой проволоки. Обрабатываемые изделия также нуждаются в предварительном подогреве. Для сваривания чугунных конструкций используется как постоянный, так и переменный ток. Его сила зависит от толщины металла и диаметра проволоки (на каждый миллиметр проволоки приходится от 50 до 90 амперов элетротока). Вместо вольфрама в качестве материала для проволоки может использоваться графит, медь или никель.
Обрабатываемые изделия также нуждаются в предварительном подогреве. Для сваривания чугунных конструкций используется как постоянный, так и переменный ток. Его сила зависит от толщины металла и диаметра проволоки (на каждый миллиметр проволоки приходится от 50 до 90 амперов элетротока). Вместо вольфрама в качестве материала для проволоки может использоваться графит, медь или никель.
Полуавтоматическая сварка деталей из нержавеющего металла
Сварка полуавтоматом нержавеющих металлов отличается высокой производительностью. Кроме этого, её можно вести практически в любых условиях. Для сваривания нержавеющих стальных конструкций необходим сварочный аппарат, который работает в аргоновой среде. Защитный газ помогает предотвратить азотирование и окисление создающегося соединительного шва, который без аргоновой защиты сварной шов начал бы контактировать с внешней атмосферой и стал бы непрочным. Аргон подходит и потому, что даже при особо повышенной температуре не вступает в какие-либо химические реакции – он гораздо тяжелее воздуха, что помогает легко вытеснять его в зоне сварочных работ.
Сварка нержавеющего металла аргоном осуществляется при помощи электродов, изготовленных из неплавящихся материалов. В процессе работы их необходимо располагать строго перпендикулярно относительно свариваемой обрабатываемой поверхности. Если это условие будет соблюдено, то сварной шов получится высококачественным.
Напоследок необходимо отметить, что на данный момент полуавтоматическая сварка металлов получила особо широкое распространение в нескольких областях производства, тесно связанных с обработкой металлов. Наиболее востребованной сварка полуавтоматом оказалась в автомобильной промышленности. Именно там всегда присутствует необходимость в обработке металлов малой толщины, для которых и подходят полуавтоматические сварочные работы. Зачастую в автомобилестроении используется сварка полуавтоматом металлов толщиной в 10 мм и меньше. Также сварка полуавтоматом часто используется при строительных работах, которые часто требуют сваривания жёстких металлических конструкций большой толщины.
Техника сварки в углекислом газе
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Введение. Сварка в углекислом газе
Особенности техники сварки соединений основных типов. Стыковые соединения металла толщиной 0,8—1,2 мм можно сваривать на медных, стеклянных и керамических подкладках, а также на весу. Для получения швов высокого качества необходимы: тщательная сборка, точное направление электрода по шву и поддержание неизменным режима сварки. Для соединения металла такой толщины применяют следующие способы:
1. Сварка в СO2 проволоками ф0,8—1,2 мм током обратной полярности с использованием источников питания с комбинированной характеристикой и высокими скоростями нарастания Iк. з..
з..
2. Сварка на обратной полярности проволокой ф0,7— 0,8 мм на малых токах и напряжениях при питании от источника с повышенными динамическими свойствами по току, обеспечивающими получение процесса с принудительными короткими замыканиями. В качестве источников рекомендуются преобразователи ЗП 4/30, ЗП 7,5/30 и выпрямители ВСП-160, ВСП-315, ВДГ-303, ВСЖ-303 и ВС-300Б. Последовательно в сварочную цепь включают дополнительную индуктивность 0,2—0,25 мГн. Сварку ведут вертикальным электродом и направляют дугу на ванночку жидкого металла. В качестве защитных газов рекомендуются СO2 и его смеси с аргоном и кислородом.
3. Сварка с принудительными короткими замыканиями и гашением дуги.
4. Сварка с периодическим изменением мощности дуги, так называемая сварка модулированным током, или с прекращением процесса проволокой ф0,7—1,2 мм. При этом дуга легко возбуждается на горячем металле, а тепловая инерция ванны обеспечивает равномерное проплавление и формирование шва; время горения дуги составляет 0,6—1,2 с при перерыве 0,5—0,8 с.
5. Сварка проволоками ф0,7—0,8 мм на прямой полярности (в этом случае формирование шва несколько хуже, чем в предыдущих вариантах).
— Сварку металла малой толщины всегда рекомендуется выполнять в вертикальном положении сверху вниз с подводом тока в верхней части изделия. При сварке тонкого металла ширина провара обычно одинакова с обеих сторон стыка. При чрезмерно большой ширине шва возможны прожоги. Во избежание этого рекомендуется уменьшать напряжение дуги, диаметр электрода, сварочный ток и увеличивать скорость сварки. При сварке на подкладках важно обеспечить плотное прижатие листов к подкладке. При нагреве дугой листы, деформируясь, теряют устойчивость и изгибаются непосредственно перед дугой. Для исключения этого рекомендуют делать отбортовку или изгибать стык вдоль сварки таким образом, чтобы при нагреве листы прижимались к подкладке.
— Металл толщиной > 1,2 мм легко сваривать на весу. При сварке металла толщиной 1,2—2 мм дугу рекомендуется направлять на ванну жидкого металла, сварку выполняют вертикальным электродом. Для сварки металла толщиной до 2 мм следует выбирать такие режимы, чтобы полный провар получался за один проход. При значительных зазорах в соединении рекомендуется: выполнять сварку в вертикальном положении сверху вниз, сваривать шов с периодическим прекращением процесса или изменением мощности либо с поперечными колебаниями электрода. Для получения качественного формирования шва важно правильно подобрать программу изменения мощности процесса, частоту и амплитуду колебания электрода.
Для сварки металла толщиной до 2 мм следует выбирать такие режимы, чтобы полный провар получался за один проход. При значительных зазорах в соединении рекомендуется: выполнять сварку в вертикальном положении сверху вниз, сваривать шов с периодическим прекращением процесса или изменением мощности либо с поперечными колебаниями электрода. Для получения качественного формирования шва важно правильно подобрать программу изменения мощности процесса, частоту и амплитуду колебания электрода.
— Металл толщиной >4 мм сваривают в СO2, СO2+O2 (20%) или Аr + СO2 (25%) с двух сторон. Разделку кромок делают в зависимости от конструкции изделия и допустимых режимов сварки согласно ГОСТ 14771—76.
— Для получения качественного стыкового соединения на металле толщиной >3 мм необходимо предупредить подсос воздуха с обратной стороны стыка. Для этого, а также для получения полного провара соединения без прожогов при больших переменных зазорах рекомендуется корневой шов сваривать тонкой проволокой в СO2 при сварочном токе 140—220 А. Последующие проходы могут быть выполнены в СO2, или СO2 + O2 (15—20%), или под флюсом. Сварка корневого шва тонкими проволоками ф1—1,4 мм в СO2 позволяет избежать кантовки крупных изделий. Сварка первого прохода может быть выполнена также на стеклянной или медной подкладке.
Последующие проходы могут быть выполнены в СO2, или СO2 + O2 (15—20%), или под флюсом. Сварка корневого шва тонкими проволоками ф1—1,4 мм в СO2 позволяет избежать кантовки крупных изделий. Сварка первого прохода может быть выполнена также на стеклянной или медной подкладке.
— Техника сварки поворотных кольцевых стыковых швов во многом подобна технике сварки продольных швов. Важным параметром режима является смещение от верхней точки окружности. Соединение на металле толщиной 0,8—2,5 мм и корневые швы на металле большой толщины рекомендуется сваривать в вертикальном положении сверху вниз или в полупотолочном положении (рис. 3.7). Дугу следует направлять на ванну жидкого металла. Это обеспечивает получение полного провара соединения с обратным формированием шва без прожогов даже при значительных переменных зазорах. Режимы сварки некоторых изделий приведены в табл. 3.2.
— При сварке металла большой толщины рекомендуется смещение электрода в сторону, противоположную направлению вращения детали. Смещение зависит от объема ванны, диаметра и толщины стенки детали и от скорости сварки. При толщине стенки детали >15 мм целесообразна узкая щелевая разделка в сочетании с непрерывной многопроходной сваркой. Режимы сварки выбирают в зависимости от допустимого термического цикла. Сварка кольцевых швов может быть выполнена во всех активных газах (СO2, СO2 + O2, Аr+O2+СO2 и Аr+СO2). При выборе состава смеси исходят из конкретных условий производства.
Смещение зависит от объема ванны, диаметра и толщины стенки детали и от скорости сварки. При толщине стенки детали >15 мм целесообразна узкая щелевая разделка в сочетании с непрерывной многопроходной сваркой. Режимы сварки выбирают в зависимости от допустимого термического цикла. Сварка кольцевых швов может быть выполнена во всех активных газах (СO2, СO2 + O2, Аr+O2+СO2 и Аr+СO2). При выборе состава смеси исходят из конкретных условий производства.
— Нахлесточные соединения металла толщиной 0,8—1,5 мм сваривают на весу, на медной, стальной или стеклотканевой подкладке. Более толстый металл сваривают на весу. Высокое качество соединения получают при смещении электрода от кромки до ±(1—1,5) мм. При большем смещении электрода в сторону нижнего листа возможны прожоги, а в сторону верхнего — ухудшается формирование шва и возможен недостаточный провар нижнего листа. Максимальная скорость сварки достигается при выполнении соединений в вертикальном положении сверху вниз; тщательная сборка также позволяет повысить скорость сварки.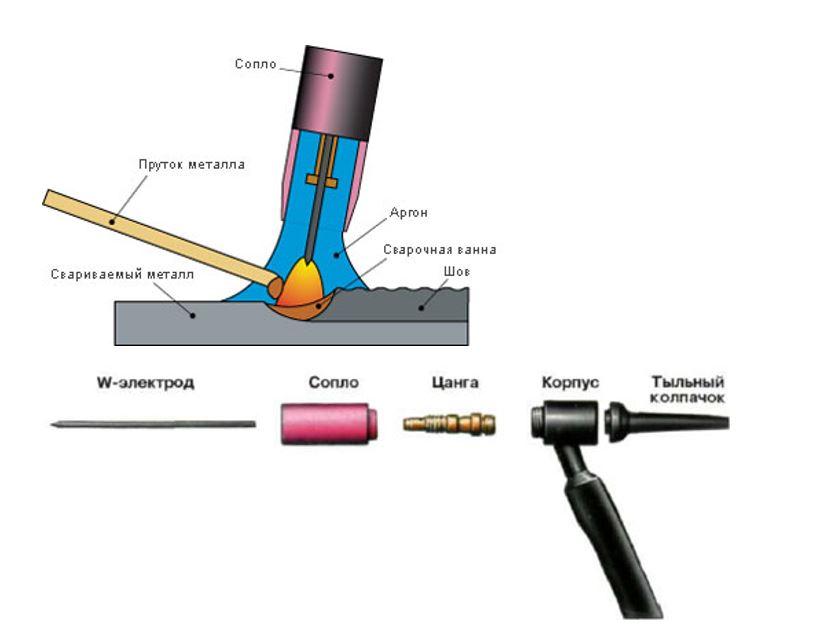 Металл малой толщины рекомендуется сваривать в СO2 по технологии с принудительными короткими замыканиями, при этом достигаются наименьшие деформации изделия. Металл толщиной >1,5 мм сваривают электродом, наклоненным поперек шва на 50—60° к поверхности листа. При сварке металла равных толщин электрод направляют в угол, а неравных — в сторону листа большей толщины. Некоторые режимы сварки нахлесточных соединений приведены в табл. 3.3.
Металл малой толщины рекомендуется сваривать в СO2 по технологии с принудительными короткими замыканиями, при этом достигаются наименьшие деформации изделия. Металл толщиной >1,5 мм сваривают электродом, наклоненным поперек шва на 50—60° к поверхности листа. При сварке металла равных толщин электрод направляют в угол, а неравных — в сторону листа большей толщины. Некоторые режимы сварки нахлесточных соединений приведены в табл. 3.3.
— Тавровые и угловые соединения можно сваривать наклонным электродом при вертикальном расположении стенки соединения и вертикальным электродом при расположении шва «в лодочку». При сварке наклонным электродом угол наклона его к полке должен составлять 40—50°. При сварке швов с катетом до 5 мм и одинаковой толщине листов электрод направляют в угол, при неодинаковой толщине — в сторону листа большей толщины. При сварке тавровых соединений на стали толщиной >5 мм электрод смещают на 1,0—2,5 мм в сторону полки. Сварку целесообразно вести «углом вперед» с наклоном электрода к детали 70—75°. При сварке сталей большей толщины делают скос кромки. В этом случае электрод направляют в угол разделки. Для повышения производительности и улучшения формирования шва целесообразно выполнять сварку на спуск.
Швы с катетом >4 мм рекомендуется сваривать «в лодочку». При этом возможно использование форсированных режимов. Кроме того, улучшается формирование шва, появляется возможность увеличить скорость сварки до 300 м/ч.
При сварке тавровых и угловых соединений можно рекомендовать приемы, повышающие скорость расплавления электрода: сварку с подачей присадочной проволоки, с увеличенным вылетом, с дополнительным нагревом электрода двумя и тремя электродными проволоками, подключенными к общему токосъемнику и в общую ванну. Некоторые режимы сварки тавровых и угловых соединений приведены в табл. 3.4.
— Замковые соединения наиболее часто применяют при сварке кольцевых швов. Такие соединения выполняют с разделкой кромок согласно ГОСТ 14771—76. Режимы сварки выбирают в зависимости от толщины листов и диаметра изделия. Замковые соединения позволяют выполнять сварку первых проходов на больших токах, поскольку в данном случае отсутствует опасность прожога листов. При сварке замкнутых сосудов во избежание появления пор в корне шва требуется сборка без зазоров. Поэтому замок делают скошенным и детали собирают с натягом. Для повышения производительности, улучшения формирования шва и уменьшения разбрызгивания электрод смещают с зенита таким образом, чтобы вести сварку на спуск.
Замковые соединения позволяют выполнять сварку первых проходов на больших токах, поскольку в данном случае отсутствует опасность прожога листов. При сварке замкнутых сосудов во избежание появления пор в корне шва требуется сборка без зазоров. Поэтому замок делают скошенным и детали собирают с натягом. Для повышения производительности, улучшения формирования шва и уменьшения разбрызгивания электрод смещают с зенита таким образом, чтобы вести сварку на спуск.
Особенности полуавтоматической (ручной механизированной) сварки. Техника полуавтоматической сварки в СO2 и в смесях СO2+O2, Аr + СO2 (25%) и Аr + O2 + СO2 (25%) проста. Задача сварщика состоит в поддержании постоянного вылета электрода, равномерном перемещении держателя вдоль кромок и (в отдельных случаях) в выполнении колебаний электрода. Глубина провара при сварке в СO2 и СO2 + O2 больше, чем при сварке в Аr + СO2 и при ручной дуговой сварке штучными электродами, т. е. можно выполнять сварку на больших скоростях. Изменения скорости сварки, неизбежные при перемещении держателя вручную, сказываются на глубине проплавления. Поэтому во избежание прожогов полуавтоматическую сварку выполняют при меньшем токе, т. е. в результате скорость полуавтоматической сварки меньше, чем автоматической.
е. можно выполнять сварку на больших скоростях. Изменения скорости сварки, неизбежные при перемещении держателя вручную, сказываются на глубине проплавления. Поэтому во избежание прожогов полуавтоматическую сварку выполняют при меньшем токе, т. е. в результате скорость полуавтоматической сварки меньше, чем автоматической.
— При сварке тонкими проволоками форма колебаний электрода обычно такая же, как при ручной дуговой сварке. При сварке проволоками ф1,6 мм и более форма поперечных колебаний зависит от типа соединения и может изменяться от слоя к слою. Корневые швы сваривают при возвратно-поступательном перемещении электрода, средние слои стыковых швов — при перемещении электрода по вытянутой спирали, а верхние слои — с поперечными колебаниями («змейкой»). Сварку стыковых соединений можно вести с наклоном электрода как «углом вперед» так и «углом назад» до 10—30°.
— В первом случае глубина провара несколько меньше, шов шире, удобно направлять дугу по разделке шва, можно добиться существенного уменьшения разбрызгивания; сварку можно выполнять с большими скоростями, чем сварку вертикальным электродом. Возвратно-поступательные движения горелки обеспечивают снижение пористости при сварке во всех активных газах. Этому способствует как улучшение защиты, так и перемешивание и замедленное охлаждение жидкой ванны.
Возвратно-поступательные движения горелки обеспечивают снижение пористости при сварке во всех активных газах. Этому способствует как улучшение защиты, так и перемешивание и замедленное охлаждение жидкой ванны.
— При сварке «углом назад» рекомендуют наклонять горелку на 5—35°. В этом случае можно несколько увеличить глубину провара, но ширина шва уменьшается. Для расширения шва сварку выполняют с колебаниями электрода. При сварке угловых швов электрод наклоняют на 45—60° к полке поперек соединения. Сварку ведут вертикальным электродом или с наклоном «углом вперед» на 70—80° к изделию. Дугу направляют со смещением на 1—2 мм от угла к нижней полке или в угол. Желательно вести сварку на спуск с наклоном изделия на 6—10°. Это существенно улучшает формирование шва, позволяет повышать скорости сварки и уменьшать разбрызгивание.
Для получения плотного шва и хорошего провара в начале сварки необходимо обеспечить предварительную подачу газа до зажигания дуги и начинать сварку вертикальным электродом, а также выполнять сварку с программированием напряжения, тока и скорости подачи электрода. Для получения качественного конца необходимо заварить кратер и обдувать его газом до полного затвердевания металла. При сварке с большой силой тока для заварки кратера нужно уменьшить силу тока и напряжение (ориентировочно до 150—180 А и 22—24 В соответственно). Для окончания сварки могут быть использованы также другие приемы, осуществляемые с программированием напряжения.
Для получения качественного конца необходимо заварить кратер и обдувать его газом до полного затвердевания металла. При сварке с большой силой тока для заварки кратера нужно уменьшить силу тока и напряжение (ориентировочно до 150—180 А и 22—24 В соответственно). Для окончания сварки могут быть использованы также другие приемы, осуществляемые с программированием напряжения.
— Вертикальные швы сваривают как со свободным, так и с принудительным формированием. Металл толщиной до 4 мм обычно сваривают «сверху вниз» со свободным формированием швов. Сварку выполняют тонкими проволоками ф0,8—1,4 мм в СO2 или СO2 + O2 (15%), реже в смеси Аr + СO2 (не менее 25%). Сварку вертикальных швов сверху вниз ведут «углом назад», направляя дугу на переднюю часть ванночки (рис 3 8, а). Это предотвращает стекание ванночки, способствует увеличению проплавления корня шва и исключает такие дефекты, как несплавление и натек по краям шва. При сварке металла толщиной до 1,2 мм эта техника исключает прожоги металла. Металл толщиной до 3 мм сваривают без колебаний электрода, металл толщиной 3—4 мм сваривают с поперечными колебаниями электрода (рис. 3.8). Требования к качеству сборки при сварке «сверху вниз» менее жесткие, чем при сварке в нижнем положении. Поэтому сварку сверху вниз применяют для выполнения корневых швов металла разной толщины при наличии переменных зазоров. Скорость сварки «сверху вниз» обычно в 2—2,5 раза выше, чем сварки «снизу вверх».
Металл толщиной до 3 мм сваривают без колебаний электрода, металл толщиной 3—4 мм сваривают с поперечными колебаниями электрода (рис. 3.8). Требования к качеству сборки при сварке «сверху вниз» менее жесткие, чем при сварке в нижнем положении. Поэтому сварку сверху вниз применяют для выполнения корневых швов металла разной толщины при наличии переменных зазоров. Скорость сварки «сверху вниз» обычно в 2—2,5 раза выше, чем сварки «снизу вверх».
Для уменьшения разбрызгивания и увеличения провара рекомендуют вести сварку на пониженных напряжениях при питании от источников с повышенными динамическими свойствами по току.
При сварке сталей толщиной >4 мм вследствие интенсивного теплоотвода в изделие наблюдается неполный провар корня шва. Повышение тока приводит к увеличению объема жидкой ванночки и усилению ее стекания. В результате натекания жидкого металла на холодный металл изделия наблюдается непровар корня и несплавления по краям шва. Поэтому стали толщиной ≥4 мм при питании дуги от источников с жесткой и пологопадающей внешней характеристиками приходится сваривать снизу вверх. Скорости сварки вертикальных швов «снизу вверх» обычно невелики (6—10 м/ч). Сварку ведут «углом вперед», направляя дугу на переднюю часть ванночки, что уменьшает ее стекание. Металл толщиной >8 мм сваривают с поперечными колебаниями электрода по треугольнику (см. рис. 3.8, г). Техника выполнения сварки швов «снизу вверх» требует более высокой квалификации сварщика, чем при сварке «сверху вниз».
Скорости сварки вертикальных швов «снизу вверх» обычно невелики (6—10 м/ч). Сварку ведут «углом вперед», направляя дугу на переднюю часть ванночки, что уменьшает ее стекание. Металл толщиной >8 мм сваривают с поперечными колебаниями электрода по треугольнику (см. рис. 3.8, г). Техника выполнения сварки швов «снизу вверх» требует более высокой квалификации сварщика, чем при сварке «сверху вниз».
Применение источников тока с комбинированной внешней характеристикой и высокими скоростями нарастания Iк.з. обеспечивает возможность сварки в СO2 углеродистых сталей толщиной до 12 мм методом «сверху вниз». Сварка выполняется проволоками ф1,2—1,4 мм на токах до 260 А (табл. 3.5). Провар корня шва полный, несплавления по краям шва отсутствуют. Швы формируются без усиления или с небольшим ослаблением. Уменьшение усиления шва обеспечивает снижение расхода электродной проволоки, газа и электроэнергии. Снижаются трудовые затраты, уменьшается деформация изделия. Сварку выполняют электродом «углом назад»; швы катетом до 4 мм сваривают без поперечных колебаний электрода, а швы катетом >4 мм выполняют с поперечными колебаниями электрода и в несколько проходов. Скорости сварки угловых швов «сверху вниз» на металле толщиной 8—12 мм достигают 30— 35 м/ч, на более тонком металле — 50—55 м/ч. Простая техника сварки и мягкая «эластичная» дуга меньше утомляют сварщика, чем сварка «снизу вверх» с колебаниями электрода.
Скорости сварки угловых швов «сверху вниз» на металле толщиной 8—12 мм достигают 30— 35 м/ч, на более тонком металле — 50—55 м/ч. Простая техника сварки и мягкая «эластичная» дуга меньше утомляют сварщика, чем сварка «снизу вверх» с колебаниями электрода.
Режимы сварки вертикальных соединений со свободным формированием швов — в СO2 (при использовании источников тока как с пологопадающей, так и с комбинированной внешней характеристиками) и в смесях СO2 + O2 (15%) и Аr+СO2 (25%) выбирают такими, чтобы процесс протекал с частыми короткими замыканиями (табл. 3.5). Сварку в смеси Аr + СO2 (<15%) можно выполнить с наложением импульсов тока. При этом можно использовать электродные проволоки ф1—2 мм.
— При значительной длине соединений прямолинейные вертикальные швы на стали толщиной 8—40 мм целесообразно выполнять по технологии с принудительным формированием, как при электрошлаковой сварке. Этот способ разработан Д. А. Дудко с сотр. в ИЭС им. Е. О. Патона в 1956—1957 гг.
А. Дудко с сотр. в ИЭС им. Е. О. Патона в 1956—1957 гг.
Для получения высокого качества и хорошего формирования швов необходимо наличие между ползуном и швом небольшого количества шлака. Для этого при использовании проволок сплошного сечения в зону сварки подают небольшое количество флюса. Флюс поступает из отдельного бункера или с присадочной порошковой проволокой, укрепленной на кромке стыка. При сварке порошковыми проволоками шлак образуется при расплавлении самой проволоки. Для защиты зоны сварки применяют СO2 или смесь СO2+O2 (15—30%). В последнем случае на поверхности ванны образуется больше шлака и формируется более жидкотекучая ванночка.
Для получения шва высокого качества необходимо предупреждать попадание воздуха к расплавленной ванночке, для чего газ рекомендуют подавать по специальным газовым соплам или по каналам, расположенным в ползунах. Наличие на поверхности ванны шлака снижает требования к качеству за щиты. Режимы сварки вертикальных швов выбирают, исходя из условия получения заданного термического цикла и получения процесса с минимальным разбрызгиванием. С повышением Iсв увеличиваются объем сварочной ванночки и ее глубина. При заданном напряжении с повышением Iсв ширина шва уменьшается. С повышением напряжения ширина ванны увеличивается. Зазор между листами влияет мало на ширину шва.
С повышением Iсв увеличиваются объем сварочной ванночки и ее глубина. При заданном напряжении с повышением Iсв ширина шва уменьшается. С повышением напряжения ширина ванны увеличивается. Зазор между листами влияет мало на ширину шва.
Соединения на металле толщиной >20 мм выполняют с колебаниями электрода. У ползунов электрод задерживают на 1,5—2 с. Сварку вертикальных швов выполняют на постоянном токе. Сварка вертикальных швов в защитных газах с принудительным формированием обеспечивает более высокую производительность, чем сварка со свободным формированием шва и ручная дуговая сварка. Стыковые соединения под сварку с принудительным формированием собирают без скоса кромок и с U-образной разделкой. При сборке с U-образной разделкой уменьшается сечение разделки и можно повысить скорость сварки. Кроме того, при U-образной разделке кромок в случае выхода из строя автомата сварку можно закончить полуавтоматической или ручной дуговой сваркой. Поперечная усадка соединения при U-образной разделке также меньше, чем при прямоугольной.
— Горизонтальные швы на стали толщиной до 6 мм сваривают в СO2 или СO2 +O2 (15—20%) проволоками ф0,8— 1,4 мм. Соединения на металле толщиной до 3 мм собирают без скоса кромок с небольшим зазором, что обеспечивает получение швов с полным проваром при небольших усилиях. Сварку ведут «снизу вверх» с наклоном электрода «углом назад» без поперечных колебаний. Дугу направляют на металлическую ванночку. При толщине металла >4 мм делают скос на кромке верхнего листа. Сварку металла толщиной >6 мм выполняют с наклоном электрода поперек шва на угол 40—60° к вертикали. Основное сечение шва заваривают с повышенной силой тока. При этом используют проволоки сплошного сечения до ф2 мм и порошковые до ф4 мм, а облицовочные швы заваривают проволоками ф1,2—1,4 мм на малых режимах (табл. 3.6). При сварке металла толщиной >6 мм на повышенных токах наблюдается стекание ванны жидкого металла. Для предупреждения этого используют формирующие ползуны. При сварке горизонтальных швов проволоками Св-08Г2С ф1,6—2 мм в металле шва встречаются характерные несплавления, имеющие вид полушарий. Места несплавления обычно покрыты тонкой корочкой шлака. Для их исключения следует «понижать» режим сварки, уменьшать диаметр электрода, а также осушать СO2 и очищать проволоку от смазки.
Места несплавления обычно покрыты тонкой корочкой шлака. Для их исключения следует «понижать» режим сварки, уменьшать диаметр электрода, а также осушать СO2 и очищать проволоку от смазки.
— Потолочные швы рекомендуется сваривать: в СO2 проволокой ф0,8—1,4 мм на режимах с частыми короткими замыканиями, а в Аr+СO2 (10%) с наложением импульсов. Сваривать такие швы полуавтоматом труднее, чем в других положениях, поэтому сварщик должен иметь более высокую квалификацию. Сварку потолочных швов ведут «углом назад» на минимальных напряжениях. Сварочный ток можно выбирать несколько большим, чем для сварки вертикальных швов. Дугу и поток СO2 направляют на ванночку жидкого металла, что уменьшает его стекание. Для этой же цели рекомендуется увеличивать расход газа. Сварку стыковых швов с разделкой кромок ведут с поперечными колебаниями электрода. Металл толщиной >6 мм рекомендуется сваривать в два прохода и более, что обеспечивает получение плотных швов.
См. также: Сварка в углекислом газе, Сварка электрозаклепками и точками в СO2
Технология MIG/MAG сварки. Характерные дефекты и способы борьбы с ними.
Технология сварки. Характерные дефекты MIG/MAG сварки и способы борьбы с ними.
Технология
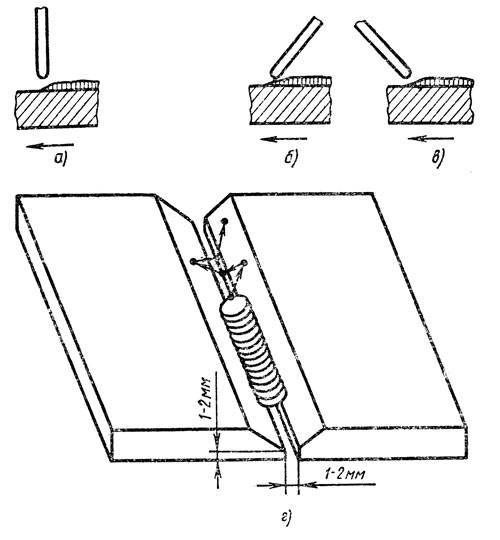
Как и любой тип дуговой сварки, процесс GMA сварки начинается с зажигания дуги. Для легкого зажигания дуги электрод (электродная проволока) должен получить хороший контакт со свариваемой поверхностью. Для этого на свариваемой поверхности не должно быть масла, грязи, окалины и прочих веществ, затрудняющих контакт. Вылет провода следует установить согласно рис. 1, поскольку при увеличении вылета электрода трудно инициализировать дугу. Угол наклона горелки должен быть 5-20°.
Рис. 1. Вылет электродной проволоки из мундштука сварочной горелки (а), расположение контактной трубки в сопле сварочной горелки при циклическом режиме сварки короткой дугой (б) и при струйном переносе металла (в)
Для компенсации веса подающего рукава и сварочного кабеля (при раздельном подводе) для облегчения манипулирования горелкой необходимо перебросить их через плечо. Поднесите горелку к заготовке, но не касаясь ее. Опустите сварочную маску и нажмите кнопку триггера. Нажатие на кнопку триггера включает сварочную цепь и подачу защитного газа. Двигатель подачи электродной проволоки не включается, пока электрод не войдет в контакт с изделием.
Поднесите горелку к заготовке, но не касаясь ее. Опустите сварочную маску и нажмите кнопку триггера. Нажатие на кнопку триггера включает сварочную цепь и подачу защитного газа. Двигатель подачи электродной проволоки не включается, пока электрод не войдет в контакт с изделием.
Переместите горелку по отношению к изделию, касаясь проволочным электродом поверхности, как бы царапая ее. Чтобы предотвратить прилипание проволоки, необходимо быстро протянуть горелку на 10-15 мм в направлении, противоположном направлению сварки, и приподнять ее. Как только появился контакт проволоки с изделием, начинает работать электродвигатель механизма подачи проволоки и работает до тех пор, пока нажата кнопка триггера.
Правильно установленная дуга имеет мягкий, шипящий звук. Регулирование скорости подачи электродной проволоки необходимо только тогда, когда дуга издает неправильный звук, например, громкий треск указывает на то, что высока скорость подачи проволоки. Проволока касается сварочной ванны и кратковременно гаснет. С накоплением опыта работы можно легко на слух определять длину дуги.
С накоплением опыта работы можно легко на слух определять длину дуги.
Чтобы погасить дугу, необходимо отпустить кнопку триггера. Это отключит сварочную цепь, при этом остановится двигатель подачи электродной проволоки. Если при сварке произошло прилипание электрода, необходимо отпустить кнопку триггера и бокорезами откусить проволоку.
При сварке в защитном газе плавящимся электродом большое значение имеет положение горелки по отношению к свариваемой детали. Если свариваемые части равны по толщине, то поперечный угол между деталями должен быть строго одинаков. Если детали не равны по толщине, то горелка наклоняется в сторону тонкого металла (поперечный угол уменьшается). Продольный угол, в зависимости от характера переноса электродного металла, должен быть в пределах 5-25°.
Сварка может производиться как углом вперед, так и углом назад. Сварка углом назад означает — горелка позиционируется так, что направление подачи электродной проволоки противоположно направлению перемещения горелки. Сварка углом вперед означает, что направление подачи электродной проволоки совпадает с направлением движения горелки. Следует отметить, что для изменения способа сварки не нужно изменять направление перемещения горелки, достаточно изменить ее наклон в продольном направлении.
Сварка углом вперед означает, что направление подачи электродной проволоки совпадает с направлением движения горелки. Следует отметить, что для изменения способа сварки не нужно изменять направление перемещения горелки, достаточно изменить ее наклон в продольном направлении.
Скорость перемещения сварочной горелки определяет скорость сварки, которая выражается в м/мин. На скорость сварки влияет:
- толщина свариваемого изделия: с увеличением толщины металла уменьшается скорость сварки и наоборот;
- скорость подачи электродной проволоки: с увеличением скорости подачи — увеличивается скорость сварки;
- направление сварки: при сварке углом вперед скорость сварки выше.
При сварке углом назад достигается большая стабильность дуги и меньшее брызгообразование. Сварка углом назад применяется для соединения толстого металла, при этом достигается большая глубина проплавления. Кроме того, сварщик видит сварочную ванну, что позволяет повысить качество сварки. Сварка углом вперед применяется для соединения тонкого металла, при этом достигается меньшая глубина провара, но сварка производится с большей скоростью.
Сварка углом вперед применяется для соединения тонкого металла, при этом достигается меньшая глубина провара, но сварка производится с большей скоростью.
Легче всего производить сварку в нижнем положении, причем качество сварного соединения получается наилучшее. В нижнем положении лучше растекание расплавленного металла и лучше газовая защита. Освоив сварку в нижнем положении, можно производить ее и в других пространственных положениях. Сварка в горизонтальном, вертикальном снизу вверх и вертикальном сверху вниз положениях производится при уменьшенном на 10% сварочном токе. На рис. 2 показан угол наклона сварочной горелки при сварке в различных пространственных положениях.
Рис. 2. Угол наклона сварочной горелки при выполнении различных швов в нижнем и вертикальном положениях при циклическом режиме сварки короткой дугой (а-г) и при струйном переносе металла (д)
Поперечный угол наклона сварочной горелки при сварке угловых швов должен быть 45°. Для стыковых швов поперечный наклон горелки должен быть всего несколько градусов, иначе ухудшается расплавление металла на боковой поверхности стыка и, соответственно, ухудшается слияние металла шва и основного металла.
Сварка в вертикальном положении может осуществляться как снизу вверх, так и сверху вниз, при этом огромное значение имеет положение горелки. Сварка должна производиться только в положении, показанном на рис. 10в,г, при этом, чтобы обеспечить полное проплавление металла, дуга должна располагаться на переднем краю сварочной ванны.
Проплавление. Проплавление — это глубина сплавления основного металла. Величина сварочного тока является основным параметром, влияющим на глубину проплавления. Увеличение или уменьшение тока вызывает увеличение или уменьшение соответственно глубины проплавления. Глубину проплавления можно также увеличить, увеличивая скорость подачи электродной проволоки, при той же скорости перемещения горелки. При этом уменьшается длина дуги и, соответственно, увеличивается сварочный ток, т. е., изменяя скорость подачи проволоки, можно изменять глубину проплавления.
Изменение остальных параметров сварки оказывает сравнительно небольшое влияние на глубину проплавления. 24 В — оптимальное напряжение для выбранного тока. С уменьшением напряжения уменьшается глубина проплавления и наоборот. Кроме того, при данном напряжении наиболее стабильная дуга. Нестабильность дуги уменьшает глубину проплавления.
24 В — оптимальное напряжение для выбранного тока. С уменьшением напряжения уменьшается глубина проплавления и наоборот. Кроме того, при данном напряжении наиболее стабильная дуга. Нестабильность дуги уменьшает глубину проплавления.
Изменение скорости перемещения сварочной горелки, т. е. изменение скорости сварки, похоже на изменение напряжения дуги — глубина проплавления максимальна при определенной скорости сварки и уменьшается как при ее снижении, так и при ее повышении. При скорости 30,5 см/мин для выбранного диаметра проволоки глубина проплавления максимальна. При скоростях 17,8 см/мин и 43,2 см/мин проплавление уменьшилось.
При низких скоростях большое количество расплавленного металла сварного шва создает <подушку> между дугой и основным металлом, что препятствует дальнейшему проплавлению. При больших скоростях сварки тепло, создаваемое дугой, не успевает достаточно глубоко проплавить основной металл.
Изменение наклона сварочной горелки в меньшей степени, чем изменение напряжения и скорости сварки, влияет на глубину проплавления. Максимальное проплавление достигается при продольном угле наклона в 25° и сварке углом назад. При наклоне на больший угол ухудшается стабильность дуги и увеличивается разбрызгивание расплавленного металла.
Максимальное проплавление достигается при продольном угле наклона в 25° и сварке углом назад. При наклоне на больший угол ухудшается стабильность дуги и увеличивается разбрызгивание расплавленного металла.
Размер валика сварного шва. Валик сварного шва характеризуется высотой (выпуклостью) и шириной. Правильность этих характеристик гарантирует, что валик сварного шва выполняется с минимумом дефектов, особенно при многопроходной сварке. В случае большой выпуклости шва при многопроходной сварке трудно наложить последующий шов, обеспечивая качественное слияние. Очень зауженный шов не обеспечивает хорошего слияния металла шва и основного металла.
Характеристика валика сварного шва зависит как от его размера, так и от формы. Для изменения размера сварного шва (количество наплавленного металла на погонный метр шва) необходимо изменить режим сварки. Основное влияние на размер сварного шва оказывает величина сварочного тока и скорость перемещения сварочной горелки. Размер сварного шва прямо пропорционален сварочному току и обратно пропорционален скорости перемещения горелки.
Изменение сварочного тока и скорости перемещения горелки изменяет размер сварного шва, но мало влияет на его форму.
Изменяя напряжение на дуге (изменяя длину дуги), можно изменять форму сварного шва. Увеличение длины дуги вызывает увеличение ширины шва и уменьшение его высоты, причем объем шва (количество наплавленного металла на единицу длины) остается неизменным. Возрастает ширина валика сварного шва, выпуклость уменьшается, и более жидкий металл сварного шва более эффективно соединяется с основным металлом, т. е. слияние улучшено.
Увеличение длины дуги для увеличения производительности сварки (скорости наплавки) вызывает увеличение выпуклости в большей степени, чем увеличение ширины шва. Валик сварного шва становится чрезмерно выпуклым. Сварка углом назад также дает узкий и высокий валик сварного шва. Уменьшая угол продольного наклона горелки, можно уменьшить высоту валика сварного шва и увеличить его ширину. Сварка углом вперед дает более плоский и более широкий валик сварного шва.
Манипулирование сварочной горелкой. Описание технологии сварки без описания приемов манипулирования сварочной горелкой будет далеко не полным. Приведенные ниже рекомендации являются справочными. Каждый сварщик по мере повышения квалификации вырабатывает свои приемы перемещения горелки.
Сварка в нижнем положении. Рекомендуемое перемещение сварочной горелки при выполнении однопроходного и многопроходного стыкового сварного шва в нижнем положении показано на рис. 3. Как видно из рисунка, при выполнении однопроходного шва совершаются пилообразные, с легким сдвигом назад перемещения горелки. В многопроходном сварном шве с разделкой кромок при выполнении корневого шва совершают зигзагообразные колебания горелки, при этом нужно следить, чтобы не было прожогов. Заполняющие и облицовочный швы выполняют с такими же, но более широкими колебаниями. Отличие в том, что при выполнении этих швов производят поперечный наклон горелки и при достижении крайнего положения делают задержку горелки. Это способствует лучшему сплавлению.
Это способствует лучшему сплавлению.
Угловой шов в нижнем положении выполняют, совершая сварочной горелкой круговые движения.
Рис. 3. Манипулирование горелкой при выполнении стыкового шва в нижнем положении
Сварка в горизонтальном положении. Стыковой шов в горизонтальном положении выполняется с использованием той же технологии перемещения сварочной горелки, что и при выполнении стыкового шва в нижнем положении. Отличие только в том, что заполняющие валики при сварке в горизонтальном положении более узкие. При выполнении сварки не следует забывать, что наклон горелки составляет 90° по отношению к поверхности, на которую накладывается валик сварного шва.
Сварка в вертикальном положении. Сварка однопроходного стыкового шва без разделки кромок в положении снизу вверх производится путем пилообразных колебаний горелки. Выполнение корневого шва при многопроходной сварке производится путем зигзагообразных перемещений сварочной горелки. Заполняющие валики и облицовочный шов выполняют при ступенчатом перемещении горелки, причем при достижении крайней точки при горизонтальном перемещении необходимо сделать задержку и спуститься вниз на величину, равную диаметру электродной проволоки, а затем подняться вверх и переместиться по горизонтали на противоположную сторону. Там снова сделать задержку и опуститься вниз и т. д.
Заполняющие валики и облицовочный шов выполняют при ступенчатом перемещении горелки, причем при достижении крайней точки при горизонтальном перемещении необходимо сделать задержку и спуститься вниз на величину, равную диаметру электродной проволоки, а затем подняться вверх и переместиться по горизонтали на противоположную сторону. Там снова сделать задержку и опуститься вниз и т. д.
Сварка углового шва в вертикальном положении снизу вверх производится движением горелки, как бы рисуя <елочку>, с задержкой на боковых поверхностях изделия.
Стыковой сварной шов с разделкой кромок при сварке сверху вниз — корневой, заполняющий и облицовочный швы выполняются путем зигзагообразных перемещений сварочной горелки с задержкой в крайних точках. Поперечный наклон горелки составляет 90° к поверхности сварки. Производя манипулирование горелкой, нужно следить, чтобы дуга располагалась на переднем крае сварочной ванны. Нельзя допускать прогона расплавленного металла впереди дуги. Это ухудшает качество сварки.
Сварка в потолочном положении. При выполнении стыкового шва с разделкой кромок в потолочном положении необходимо совершать зигзагообразное перемещение сварочной горелки. Поперечный наклон горелки составляет 90° к поверхности сварки.
В крайних точках перемещения необходимо делать небольшую задержку. Все вышесказанное применимо при выполнении как корневого, так и заполняющего и облицовочного прохода.
Характерные дефекты MIG/MAG сварки и способы борьбы с ними
Техника выполнения GMA сварки более простая, чем других видов сварки, но, тем не менее, как и любая другая сварка, имеет свои характерные дефекты.
Поверхностная пористость. Поверхностная пористость возникает из-за атмосферного загрязнения. Это может быть вызвано засорением сопла горелки, недостаточной подачи защитного газа или сваркой на ветру. Для предупреждения образования пористости необходимо систематически очищать сопло от налипших брызг, правильно отрегулировать расход защитного газа, при сварке на ветру использовать защитные противоветровые экраны.
Воронкообразная пористость. Воронкообразная пористость возникает, когда в конце сварного шва горелка убирается раньше, чем произошла кристаллизация расплавленного металла, или когда после прекращения горения дуги слишком рано прекращается подача защитного газа. Чтобы устранить образование этого дефекта, необходимо замедлить перемещение горелки в конце сварного шва или приподнять горелку.
Наплыв. Наплыв возникает, когда металл сварочной ванны затекает на нерасплавленный дугой основной металл. Наплыв часто возникает, когда сварочная ванна становится слишком большой. Чтобы устранить образование этого дефекта, необходимо держать дугу на переднем крае сварочной ванны. Для уменьшения объема сварочной ванны необходимо повысить скорость перемещения горелки или уменьшить скорость подачи электродной проволоки.
Малая глубина проплавления. Малая глубина проплавления возникает при слишком малом тепловложении в зоне сварки. При недостаточном тепловложении необходимо увеличить скорость подачи электродной проволоки, что, в свою очередь, увеличит сварочный ток. Можно также попробовать уменьшить диаметр проволоки.
Прожог сварного шва. Прожог сварного шва возникает при слишком большой глубине проплавления, т. е. при слишком большом тепловложении в зоне горения дуги. Чтобы устранить образование этого дефекта, необходимо уменьшить скорость подачи электродной проволоки, что, в свою очередь, уменьшит сварочный ток. Можно также увеличить скорость сварки (скорость перемещения горелки). Прожог сварного шва может также произойти при большом зазоре в корне шва. В этом случае необходимо увеличить диаметр сварочной проволоки и совершать небольшие поперечные колебания сварочной горелкой.
Независимо от свариваемого материала, существуют мероприятия, способствующие предупреждению пористости и образованию наплывов.
- Свариваемое изделие должно быть максимально чистым. Жир, нефтепродукты и замазученность должны быть удалены. Для получения качественного шва окалина, ржавчина и различные оксидные покрытия необходимо удалить либо механически, либо химически. Огромное значение это имеет при сварке алюминия.
- При сварке углеродистых спокойных, полуспокойных и кипящих сталей использовать только рекомендуемую газовую смесь.
- Устанавливать расход защитного газа согласно рекомендациям на выбранный режим сварки. Защищать свариваемое изделие от ветра и сквозняков.
- Электродная проволока должна выходить из сопла горелки строго по центру. При смещении проволоки к какому-либо краю следует, произвести регулировку сварочной горелки.
- При двухсторонней сварке, когда проплавление не достигло противоположной стороны, нужно убедиться, что второй проход глубоко проходит в первый шов. Если проплавление от первого прохода достигло противоположной стороны или когда имеется зазор в корне шва, необходимо зашлифовать противоположную строну шва до устранения дефектов. Это требование обязательно при сварке алюминия и при высококачественной сварке углеродистой и нержавеющей сталей.
- Избегать условий, когда расплавленный металл затекает вперед дуги. Это основная причина образования наплывов, особенно при сварке под уклон.
- При многопроходной сварке зашлифовать до получения плоской поверхности все сварные валики, которые имеют большую выпуклость и в которых обнаружится плохое сплавление металла шва и основного металла.
- При многопроходной сварке произвести зачистку поверхности предыдущего валика, если на его поверхности обнаружены включения окислов или шлака.
Полуавтоматическая сварка в Москве, услуги сварки полуавтомат: технология и виды
Компания «Атлант-Металл» предлагает вам услуги обработки металла в Москве. Цены зависят от объема и сложности работ. Из этого раздела вы узнаете больше про виды и технологию полуавтоматической сварки.
Представляем вам популярный и дешевый вид дуговой сварки. Ее технология заключается в единовременной подаче в зону сварки электродной проволоки и защитного газа, который оберегает расплавленные и нагретые стали (алюминий, нержавейку и другие) от разрушающего влияния воздушной среды.
Сварка полуавтоматом без газа
Эта услуга осуществляется с использованием особой сварочной порошковой или флюсовой проволоки – трубки из стали со сварочным порошком внутри. Когда устройство нагревается, флюс сгорает и образует защитное облако газа.
Достоинства способа:
- Для выполнения этого процесса не требуются газовые баллоны.
- Выбирая разные проволоки из большого ассортимента, вы можете получать швы с требуемыми вам характеристиками по ГОСТ.
- Высокая скорость обработки.
Инверторная полуавтоматическая сварка и ее преимущества
Для выполнения такого типа соединения понадобится специальное оборудование. Инверторный полуавтомат подает в зону самозащитную или порошковую проволоку.
Этот способ обладает множеством достоинств:
- Высокая эффективность,
- Универсальность,
- Малый вес оборудования,
- Плавная регулировка напряжения,
- Наличие множества дополнительных функций,
- Незначительная нагрузка на электрические сети.
Полуавтоматическая сварка в среде защитного газа
Она выполняется в двух режимах:
- MIG – в аргоне или в другой смеси инертного состава.
- MAG – в углекислом газе или в другом активном составе.
Для процесса применяются электроды с кремнем и марганцем. При любом режиме необходимо использовать газовые баллоны. Поэтому такую дуговую сварку удобнее всего проводить в помещениях.
Преимущества сварки в аргоне или углекислом газе:
- Сварщик легко контролирует весь процесс.
- Затраты времени на работы минимальны (не нужно менять электроды и зачищать швы от шлака).
- Высокое качество результата по ГОСТ.
Чтобы узнать цену на описанные выше работы, а также заказать их выполнение, обращайтесь к нашим специалистам. Менеджеры проконсультируют вас.
классификация и характеристика способов сварки
Сварочное соединение считается одним из самых прочных, поэтому используется в строительстве, изготовлении техники и других областях. Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
В этой статье:
Термитная сварка
Соединение металлов осуществляется путем разогрева кромок при помощи термита. Это специальный порошок, состоящий из мелкой фракции алюминия и железной окалины. Вместо алюминия допустимо применение в составе магния.
Суть термитной сварки состоит в сведении двух сторон изделия, между которыми предусматривается зазор. Концы помещаются в огнеупорную форму, изолирующую металл от внешней среды и задающую ширину и высоту сварочного соединения. К форме подведен бункер (тигль) с термитным порошком.
Стороны изделия предварительно разогревают. Обычно используют пропано-кислородное или керосино-кислородное пламя. После этого термит поджигают в бункере пламенем или запалом и накрывают крышкой. Одновременно открывают подачу из бункера снизу в зону стыковки.
Жидкий металл заливает форму и расплавляет собой окончательно кромки. Происходит сваривание сторон. Затем выжидают, пока изделие не остынет, и убирают форму. На поверхности возможны неровности, наплывы, поэтому может потребоваться механическая обработка.
Термическая сварка применяется для соединения:
Подходит для сварки углеродистых сталей и чугуна толщиной 10-15 см. В миниатюрном варианте таким методом сплавляют кабеля и провода. Технология позволяет соединять металлы большого сечения в труднодоступных местах, экономит время. Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.
Чаще всего при помощи термитной сварки ремонтируют железнодорожные пути. Соединения выполняют по ГОСТ Р 57179-2016, а стыки обозначаются аббревиатурой «ССР» — «стыковое соединение рельсов».
Электродуговая контактная сварка
Сварка электрической дугой является одной из самых распространенных, поскольку подходит для соединения большинства типов металлов и проста в реализации. Все подвиды электродуговой сварки имеют общий принцип — задействуется ток с пониженным напряжением (для безопасности сварщика) и повышенной силой (для расплавления металла).
Между положительным и отрицательным концами, подключенными к источнику тока, при касании, возбуждается электрическая дуга. Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Ручная дуговая сварка (ММА, РДС)
В международной системе классификации обозначается как ММА — Manual Metal Arc. Наиболее бюджетный способ сварки, поскольку аппараты ММА стоят дешевле остальных. Подходит для работ в гараже, на даче и для неответственных соединений на производстве. Электрическая дуга горит здесь между изделием и концом плавящегося электрода, размещенного в держателе.
Электрод состоит из металлического стержня и обмазки. Стержень тоже плавится от температуры дуги и жидкий металл переносится на изделие, заполняя стык. Обмазка выступает в качестве защиты жидкой сварочной ванны. Покрытие электрода плавится, создавая газовое облако, препятствующее воздействию внешней среды.
Сварщик манипулирует держателем и электродом, задавая ширину, высоту шва и глубину проплавления. Электрод постоянно укорачивается, поэтому требуется навык, чтобы научиться удерживать зазор между концом электрода и изделием в пределах 3-5 мм.
После остывания соединения на поверхности образуется шлаковая корка. Она удаляется шлакоотделителем и шов осматривается на предмет дефектов. Выполняется ММА сварка на переменном или постоянном токе, для чего задействуются трансформаторы или инверторы, выпрямители.
При помощи ручной дуговой сварки (РДС) можно соединять:
Для создания однородного шва используются электроды с аналогичным составом стержня. Сварка возможна во всех пространственных положениях, но отличается низкой производительностью. Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
Аргоновая сварка (TIG)
В международной системе прописывается TIG — Tungsten Inert Gas. При аргонодуговой сварке электрическая дуга горит между концом вольфрамового электрода и изделием. Сварщик манипулирует горелкой. Вольфрамовый электрод не плавится, поэтому зазор выдерживать легче. Защита сварочной ванны осуществляется путем подачи аргона от баллона, через редуктор в горелку. Газ запускается за полсекунды до начала сварки и продолжает дуть еще пару секунд после. Это надежно изолирует расплавленый металла от внешнего воздействия.
Для заполнения зазоров и увеличения высоты сварочного шва используется присадочная проволока или присадочные прутки. Они должны быть из такого же сплава, что и основной металл. На плотно сведенных сторонах листовых сталей 1.0-1.5 мм возможна сварка без присадки, если на изделие не будут оказываться высокие механические нагрузки.
За счет остро заточенной вольфрамовой иглы сварочные швы получаются узкими и аккуратными, поэтому после наложения часто не нуждаются в обработке. Толщина проплавления зависит от силы тока. Самые мощные аппараты для аргоновой сварки выдают 400 А, чего хватит для сваривания деталей толщиной 30 мм. В таком случае применяются горелки с водяным охлаждением. При сварке тонких сталей до 5 мм подойдут аппараты с воздушным охлаждением.
Аргоновой сваркой соединяют:
Аргоно-дуговая сварка обеспечивает высокое качество проплавления и универсальна по свариваемым материалам. Возможна на переменном или постоянном токе, швы не нуждаются в зачистке, но стоят аппараты для TIG сварки дороже, чем для ММА.
Сварка полуавтоматом (MIG/MAG)
Сварка полуавтоматом имеет два обозначения в международной системе. MIG подразумевает защиту сварочной ванны инертным газом (Manual Inert Gas), а MAG — защиту активным газом (Manual Active Gas). К инертным газам относятся аргон и гелий, к активным — углекислота. Возможна сварка смесью аргона 80% и углекислоты 20%.
При сварке полуавтоматом дуга горит между концом проволоки и изделием. Проволока подается через горелку. Задействуется подающий механизм с роликами (чаще всего толкательный, хотя бывает и тянущий), барабан, катушка. Возможна установка кассеты весом 1-15 кг, что зависит от вместимости отсека полуавтомата.
Проволока одновременно выступает присадочным материалом. Поскольку подается она автоматически, то сварщику только остается управлять горелкой, задавая ширину и высоту шва. На аппарате есть регулировка силы тока и скорости подачи проволоки. Сварка ведется постоянным током, но есть модели AC/DC.
Полуавтоматы бывают моноблочными и с раздельным исполнением источника тока и подающего механизма. Есть оборудование с жидкостным и водяным охлаждением. Максимальная сила тока возможна до 500 А. Благодаря полуавтоматической сварке швы качественные, аккуратные, не нуждаются в зачистке, а скорость выполнения высокая. При установке соответствующей проволоки, MIG сваркой соединяют:
Существует разновидность полуавтоматической сварки без газа. Тогда сварочная ванна защищается газом от порошка, расположенного в полой части проволоки. Порошковая проволока позволяет выполнять соединение металлов, не используя громоздкий баллон, что упрощает транспортировку. Но качество швов порошковой проволокой значительно проигрывает сварке в газовой среде, поэтому подходит только для неответственных изделий или применения в полевых условиях, труднодоступных местах.
Сварка под флюсом
Стандарты флюсовой сварки прописаны в ГОСТ 8713-79. Дуга в сварке под флюсом горит между концом проволоки и изделием. Проволока служит электродом и присадочным материалом, подаваясь автоматически от барабана. Впереди сварочной головки движется бункер, из которого подается флюс.
Флюс — это гранулированное вещество для защиты сварочной ванны. Оно плавится и выделяет газ, отталкивающий воздух. Дуга горит в слое порошка, поэтому искры практически не вырываются на поверхность, обеспечивается минимальное разбрызгивание металла. Есть модели, которые после сварочной головки имеют всасывающее сопло. Оно снимает флюс с уже наложенного шва, чем достигается экономия расходного материала и очищение поверхности. Флюсы различаются по составу (высококремниевые, низкокремнистые, безкремнистые), что определяет их пригодность для сварки конкретных металлов.
Сварка под флюсом бывает автоматическая и полуавтоматическая. Сварочное исполнительное устройство (каретка) перемещается по изделию при помощи роликов, цепи. Источник тока располагается рядом на стационарном месте и связан с кареткой кабелями. Технология применяется для соединения труб большого диаметра, прокладки магистралей.
Газопламенная сварка
Ведется при помощи пламени от горелки. Для создания пламени используется ацетилен или пропан (в качестве горючего газа) и кислород (для увеличения мощности пламени). Температура факела достигает 2800-3100º С, что позволяет плавить кромки металла. Для заполнения сварочной ванны используется присадочная проволока, подающаяся свободной рукой сварщика.
Газовой сваркой чаще всего соединяют черные металлы, трубы, латают емкости. Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Горелки рабочей части и диаметру сопла:
Электрошлаковая сварка
Суть электрошлаковой сварки заключается в соединении двух сторон металла за счет тепла, выделяемого шлаковой ванной. Для этого зону стыковки заполняют токопроводящим флюсом. К нему подводится сварочный электрод (проволока), который разогревает флюс, образуя жидкий шлак. Электрод продолжает проводить ток, будучи погруженным в сварочную шлаковую ванну. Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Диапазон толщины свариваемых металлов таким методом составляет 20-3000 мм. Шлаковой сваркой можно соединять:
Задействуется технология в химической промышленности, машиностроении, кораблестроении, авиационной промышленности.
Плазменная сварка
Для расплавления кромок и присадочного металла используется плазма. Оборудование состоит из источника постоянного тока, газового аргонового баллона, плазмотрона. Для отвода лишнего тепла от сопла плазмотрона (горелки), нередко предусматривается водяное охлаждение.
Газ подается в плазмотрон и нагревается электрической дугой. Благодаря этому он увеличивается в объеме до 100 раз. За счет теплового расширения он начинает истекать из сопла на высокой скорости. Это и есть плазма. Ее температура составляет 30 000º С, что превосходит характеристики других методов сварки.
По реализации технологии возможно два варианта:
При помощи плазменной сварки соединяют металлы толщиной до 9 мм во всех пространственных положениях. Метод подходит для сваривания:
Термомеханический класс сварки
Все перечисленные выше виды сварки относятся к термическому классу. В них соединение сторон осуществляется за счет высокой температуры, вырабатываемой дугой, пламенем или прохождением тока.
Существует еще термомеханический класс, где воздействие теплом комбинируется с давлением или прижатием. К таким видам сварки относятся: контактная стыковая, газопрессовая, диффузионная. Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Источник видео: FUBAG
Ответы на вопросы: какие виды сварки бывают: способы и классификации
Какой вид сварки легче всего освоить? СкрытьПодробнееЛегче всего научиться варить полуавтоматом. Проволока подается автоматически, вылет электрода постоянный, хорошо видно сварочную ванну (нет шлака).
Какой аппарат купить для гаража, дачи? СкрытьПодробнееЗависит от будущих решаемых задач. Для сварки мангала, калитки — хватит простого ММА инвертора. Чтобы варить двери, ворота, теплицы — купите полуавтомат MIG. Если предстоит работать с нержавейкой или алюминием, используйте инвертор TIG AC/DC.
Существуют ли универсальные аппараты? СкрытьПодробнееДа, есть сварочное оборудование 2 в 1 или 3 в 1. В них сочетается ММА с MIG или TIG, или все три режима сразу. Купив такой аппарат, можно легко переключаться с одной задачи по сварке на другую.
Чем газовая сварка пропаном отличается от сварки ацетиленом? СкрытьПодробнееПо принципу выполнения — ничем. По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
Взаимозаменяемы ли пропановая и ацетиленовые горелки? СкрытьПодробнееНет! У них разная форма мундштуков.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Сварка кузова автомобиля полуавтоматом своими руками: технология и рекомендации
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Способы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.
Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.
Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.
Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.
Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.
Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.
Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.
Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:
Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.
Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Интересное по теме:
загрузка…
Вконтакте
Одноклассники
Google+
Классификация сварочных процессов: 7 видов
Эта статья проливает свет на семь основных типов сварочных процессов. Типы: 1. Ручная сварка 2. Полуавтоматическая сварка 3. Автоматическая сварка 4. Автоматическая сварка 5. Адаптивное управление 6. Дистанционная сварка 7. Роботизированная сварка.
Тип № 1. Ручная сварка:Это означает, что все восемь операций последовательности сварки выполняются вручную. Однако обратите внимание, что этап 4, который представляет собой «относительное движение между сварочной головкой и изделием», может включать в себя некоторую механическую помощь, такую как сварочный манипулятор, который перемещает деталь примерно с правильной скоростью для сварки.
Один из таких манипуляторов, называемый гравитационным двигателем, показан на рис. 21.1, на котором сварщик наматывает груз, а затем регулирует скорость стола, удерживая край и позволяя ему проходить сквозь пальцы с желаемой скоростью, что позволяет ему выполнять более аккуратные, непрерывные сварные швы. о круговых аферах в положении сварки вниз.
Ручная сварка наиболее популярна при сварке SMAW, GTAW, газокислородной и плазменной сварке.
Тип # 2.Полуавтоматическая сварка:В этой системе этап 5, который представляет собой «управление параметрами сварки, такими как скорость подачи проволоки в GMAW или продолжительность тока при контактной сварке с помощью сварочного аппарата, является автоматическим», но сварочные средства находятся в руках. Этап 4, то есть относительное движение между сварочной головкой и работой, обычно выполняется вручную, но могут использоваться механические средства, такие как конвейерная лента или рабочий манипулятор. Таким образом, процесс GMAW можно использовать в сочетании с гравитационным двигателем для повышения качества и производительности сварки.
Различные операции на этапах 3 и 6, то есть «запуск и остановка работы», могут выполняться последовательно автоматически с помощью одного двухпозиционного переключателя.
Полуавтоматическая сварочная система наиболее популярна с GMAW и FCAW. Хотя этот метод можно использовать с процессами GTAW, SAW и ESW, но он используется редко.
Тип # 3. Автоматическая сварка :Это система, в которой, по крайней мере, этап 5 — «управление параметрами сварки», а этап 4 i.е., «относительное движение между сварочной головкой и изделием» выполняется автоматически. Обычно один переключатель, работающий через устройство последовательности, управляет элементами управления питанием и расходными материалами, такими как провод и газ. Это также может привести к автоматическому срабатыванию устройства для заполнения кратера, если оно установлено. На рис. 21.2 показана блок-схема типичной автоматической сварочной системы.
В автоматической системе сварки этапы 1, 2, 7 и 8 выполняются вручную или запускаются вручную.Согласно приведенной выше логике, гравитационная сварка классифицируется как переносной автоматический метод сварки.
Автоматическая сварочная система является наиболее популярной для процессов SAW и ESW. Он также в ограниченном объеме используется в процессах GTAW, GMAW, FCAW и плазменно-дуговой сварке.
Тип # 4. Автоматическая сварка:Автоматическая сварочная система выполняет все восемь этапов от сборки и передачи деталей на сварочную головку без регулировки органов управления сварщиком.Сварка, которая может быть завершена в один или несколько этапов, и окончательный выброс готового продукта выполняются механически без ручного вмешательства. Важным аспектом автоматизированной сварки является то, что оператору не нужно постоянно контролировать операцию. По сравнению с автоматической сваркой это увеличивает производительность, улучшает качество и снижает утомляемость оператора.
На рис. 21.3 показана принципиальная схема автоматизированной сварочной системы, в которой используются мини-компьютер, мульти-программатор и блок отслеживания мошенничества.Автоматические сварочные системы широко используются с процессами SAW, GMAW и FCAW. В ограниченной степени GTAW, PAW и ESW также используются в автоматических режимах.
Рис. 21.3 Принципиальная схема автоматизированной сварочной системы
Тип # 5. Адаптивное управление:В связи с более широким использованием автоматических и автоматизированных сварочных систем крайне важно, чтобы сварочная головка двигалась точно по траектории соединения, и чтобы обеспечить сварные швы с желаемыми характеристиками и качеством.Обычно это делается с помощью устройств, называемых адаптивным управлением.
Адаптивное управление сварочными системами, таким образом, преследует две цели, а именно: отслеживание мошенничества и контроль качества.
Есть несколько типов устройств отслеживания шва. Самый простой из них показан на рис. 21.4. представляет собой механический толкатель, который использует подпружиненные колеса для физического следа за швом соединения. Эта система удовлетворительно работает на длинных горизонтальных или вертикальных путях, но может оказаться бесполезной для отслеживания швов по изогнутой траектории, как видно из двух положений этого типа трекера мошенничества, показанных на рис.21.5.
Другие системы отслеживания швов включают электромеханические устройства, в которых используются легкие электронные датчики. Однако их способность отслеживать многопроходные сварные швы и сварные швы с квадратной канавкой ограничена. На них также отрицательно влияет высокая температура сварки.
Некоторые другие системы, используемые в процессе GTAW, основаны на обнаружении дуги с использованием управления напряжением дуги для поддержания пути. Более сложные версии отслеживания дугового шва используют механизм для колебания дуги и интерпретации изменения характеристик дуги для определения местоположения стыка.Такая система может быть желательной или нежелательной для конкретного процесса сварки и может быть ограничена в скорости движения из-за требований к колебаниям.
Безусловно, самые сложные системы отслеживания мошенничества относятся к оптическому типу, в которых используются видеокамеры, как показано на рис. 21.6, или другие устройства для получения двух- или трехмерного изображения сварного шва. Эти изображения используются компьютерной системой, чтобы сварочная головка очень точно следовала траектории соединения.
Оптическая система слежения за швом с использованием лазерного луча — это новейший метод достижения высокой точности при следовании заданной траектории сварки.Однако острые углы и эффект сварочного тепла и дыма по-прежнему создают проблемы, которые не решаются полностью.
Адаптивное управление при использовании для контроля качества в процессе контактной сварки позволяет продолжать процесс до тех пор, пока не сформируется крупинка нужного размера.
Когда используется какая-либо форма адаптивного управления, слова «с отслеживанием мошенничества» или «с адаптивным управлением» должны быть добавлены к основному режиму процесса, например, «автоматическая сварка с отслеживанием мошенничества или точечная сварка сопротивлением с контролем качества в процессе. ‘.
Тип # 6. Дистанционная сварка:Дистанционная сварка и автоматическая сварка имеют много общего. В обоих случаях сварка выполняется без непосредственного присутствия сварщика-человека. В случае автоматической сварки оператор может находиться всего в нескольких метрах от места проведения сварки, но сварщик также может находиться на расстоянии многих метров.
Это связано с тем, что мониторинг и регулировка не требуются во время работы. Во многих случаях сварочные операции выполняются за шторами, так что оператор не может даже видеть операции или на него не влияет дуга.
Дистанционная сварка во многом похожа на автоматическую сварку тем, что сварщик не находится в месте сварки и может находиться на большом расстоянии от него. Однако разница в том, что автоматическая сварка обычно предназначена для выполнения одного и того же идентичного сварного шва раз за разом. Дистанционная сварка обычно включает операции технического обслуживания, при которых каждый сварной шов может отличаться от предыдущего.
Когда один и тот же шов выполняется снова и снова, дистанционная сварка становится похожей на автоматическую сварку.Дистанционная сварка становится все более широко используемой с увеличением числа атомных электростанций. Как правило, это выполняется там, где люди не могут присутствовать из-за враждебной атмосферы, например, там, где существует высокий уровень радиоактивности. Поэтому блоки технического обслуживания должны предусматривать удаленную работу, включая сварку.
Некоторые из типичных применений дистанционной сварки включают запечатывание радиоактивных материалов в металлические контейнеры. Герметизация твэлов и стержней мишеней также выполняется в атомной промышленности дистанционной сваркой, как показано на рис.21.12.
Дистанционная сварка находит применение на некоторых предприятиях радиохимической обработки, где работают с высококоррозионными растворами. Это также делается для ядерных реакторов, где условия эксплуатации требуют наивысшего качества сварки. Заглушка негерметичных трубок теплообменников на атомных электростанциях — еще одно применение удаленной сварки с использованием автоматической установки GTAW.
Сварные швы труб в радиоактивной атмосфере также выполняются дистанционно с помощью автоматических GTAW-головок.Дистанционные сварные швы в трубах и трубках выполняются так, как если бы они выполнялись на оборудовании в нормальных условиях.
Тип # 7. Роботизированная сварка:Роботизированная сварка в основном является частью автоматизированной сварочной системы, но рассматривается отдельно, поскольку из всех технологий, доступных в настоящее время, роботы, возможно, являются наиболее захватывающими и, следовательно, нуждаются в особом справочнике по автоматизации сварки. Шарнирно-сочлененные роботы могут точно имитировать продуктивные действия человека в сварочной среде и в определенных пределах обеспечивают приемлемую альтернативу для выполнения многих монотонных и, следовательно, утомительных задач, которые часто встречаются в промышленности.В этом контексте робот может быть экономичным решением многих задач дуговой сварки.
В простейшем случае робот — это манипулятор, который можно программировать по желанию. Манипулятор приводится в действие исполнительными механизмами, такими как электродвигатели, и управляется компьютером. Большинство сварочных роботов имеют пять или шесть осей, по которым они перемещаются. Некоторые из этих осей являются линейными, а другие — вращательными.
Комбинация линейных осей и осей вращения делает робота более или менее подходящим для конкретной задачи или ряда задач.Контроллер робота имеет память, в которой могут храниться программы, и эти программы можно воспроизводить по желанию. Таким образом, обучаемые программы могут быть записаны для использования в будущем. Поскольку роботы обладают такой гибкостью, они отличаются от фиксированной автоматизации, которая предназначена только для одной задачи. На рис. 21.13 показаны основные элементы роботизированной сварочной системы с шарнирно-сочлененным роботом.
Несомненно, роботы не могут выполнять всю работу, выполняемую в настоящее время людьми, и сомнительно, что они когда-нибудь будут.Там, где необходимо сваривать экзотические материалы или где доступ сильно ограничен, где допуски на предварительные сварочные процессы недостаточно легкие или когда компоненты не могут быть надлежащим образом зажаты во время сварки, возможности использования робота сокращаются.
Несмотря на эти ограничения, существует множество приложений, в которых роботизированная система доказывает свою ценность, потому что сварка вряд ли может не стать областью роста, поскольку операция по своей природе трудоемкая, часто повторяющаяся и является экологически неприятным занятием, поэтому она требует навыки, которые довольно легко могут быть переданы роботу. Также случайно при сварке часто используется рабочий манипулятор, устройство, которое благодаря своим собственным движениям может упростить программу, которую необходимо обучить роботу, и может легко взаимодействовать с последним.
Таким образом, эффективная роботизированная сварка — это не только вопрос правильного взаимодействия между управляющей электроникой и сварочным комплексом, но и зависит от прецизионного программируемого оборудования для обработки деталей, работающего в очень узких диапазонах.
Типы сварочных роботов:
В области сварки роботы были впервые представлены для точечной сварки в автомобильной промышленности, и они хорошо зарекомендовали себя в этой области. Однако в настоящее время основное внимание уделяется разработке сварочных роботов MIG.В последнее время были разработаны даже сварочные роботы TIG, поскольку сварка TIG — это сложная, медленная и, следовательно, утомительная работа, при которой сварочная горелка должна находиться в точном положении, а сварщик вынужден мириться с интенсивно пульсирующей дугой вольфрамового электрода.
В случае, если соединение требует присадочной проволоки, ситуация еще хуже, поскольку другая рука должна подавать проволоку под правильным углом и с такой же точностью. Когда заготовка имеет сложную форму с несколькими короткими соединениями под разными углами или в случае несимметричного соединения труб, подходящего оборудования до сих пор не было.Поскольку к сварке TIG прибегают только в том случае, если основной материал представляет собой специальный сплав или когда в процессе производства необходимо обеспечить полное проплавление без каких-либо сварочных дефектов, это обычно только для некоторых специальных применений.
Однако, поскольку он используется для изготовления критических соединений в таких отраслях, как авиастроение, машиностроение для пищевых продуктов, химическая промышленность, производство огнестрельного оружия и прецизионных инструментов, роботы для сварки TIG были разработаны для промышленного использования, в котором они работают. сварочной горелкой и подает присадочную проволоку в стык.На рис. 21.14 показаны основные элементы системы сварки TIG, использующей инфракрасный сканер для отслеживания шва.
Рис. 21.14 Роботизированная система для сварки TIG, использующая инфракрасный сканер для отслеживания мошенничества
Последней разработкой в индустрии сварочных роботов является внедрение робота, который использует лазерную систему технического зрения для дуговой сварки, когда свариваемые детали имеют большие неровности. Такой робот может распознавать вариации и исправлять их, как это сделали бы люди в реальном времени.
Для эффективного использования сварочного робота важно следовать установленной процедуре, в противном случае это может привести к смещению дуги и, как следствие, низкому качеству сварных швов, как показано для стыковых и угловых швов на рис. 21.15 и 21.16 соответственно. Кроме того, неправильная процедура может повлечь за собой дополнительное перемещение заготовки, как показано на рис. 21.17, что приведет к задержке в производстве и увеличению стоимости продукта.
Меры предосторожности при использовании роботов :
Использование робота никоим образом не отменяет существующие требования безопасности к любой сварочной установке.Робот, безусловно, поможет, потому что его использование позволяет убрать людей из опасных или нездоровых ситуаций. Это не только улучшает трудовые отношения, но также может повысить производительность за счет устранения перерывов на отдых, которые часто требуются по закону в некоторых обстоятельствах.
Риск, который робот вносит в окружающую среду, лучше всего понять, если рассматривать робота как слепую, глухую и немую автоматизацию, которая будет реагировать только на сигналы, вводимые непосредственно в его мозг.Однако роботы могут точно имитировать навыки человека, но это только в том случае, если окружающая среда остается постоянной.
Самая большая сила робота в том, что он может игнорировать тепло, свет, излучение и т.д. В свете этих фактов следует признать, что роботы и люди плохо сочетаются друг с другом и что пропуски должны выдаваться тем сотрудникам, которым разрешено контактировать с роботизированной системой.
Роботизированные системы представляют собой сложные взаимодействия компьютерной электроники, механических систем и систем управления. Они могут выйти из строя неожиданным образом, поэтому необходимо принять меры для защиты окружающих людей и процессов. Это называется отказоустойчивым. В аварийных ситуациях всегда должна быть предусмотрена возможность ручного управления.
Приложения:
Роботы находят применение на работе, которая может быть опасной для человека, или на грязной или утомительной работе, где трудно поддерживать эффективность.Помимо снижения затрат за счет повышения производительности, другими преимуществами роботов являются постоянная точность, минимальные потери материалов, стабильная оплата труда, потому что отсутствие работы означает отсутствие оплаты, и, наконец, не будет проблемой нехватка квалифицированного персонала.
Теоретически робота можно использовать даже для разовой работы, но было бы явно напрасной тратой времени постоянно программировать робота, если задача может быть выполнена за одно и то же время традиционными методами. Однако, если это серийное производство и партия повторяется с любой регулярностью, скажем, еженедельно или ежемесячно, и если приспособления могут быть точно расположены после их использования для первого сварного шва, то использование робота может быть распределено по многим компонентам. .
Когда размер партии становится слишком большим, необходимо снова проверить робота, чтобы выяснить, не может ли стационарная автоматизация быть лучшим предложением. В этих обстоятельствах роботы могут быть оправданы, если партия будет меняться каждый год, так что затраты на переоснащение могут быть ограничены.
Размер сварной конструкции обычно не вызывает трудностей при обращении с ней при условии обеспечения доступа. С другой стороны, толщина свариваемого материала накладывает множество ограничений, например, когда металл становится очень тонким, скажем, менее 1 мм, сварка становится все более и более критичной.
Сварной шов нужно укладывать очень быстро, чтобы избежать прожога », а сварной шов может сильно деформироваться во время сварки. Эти нежелательные условия не подходят роботу, который в основном ожидает относительно стабильного набора условий сварки. При возникновении трудностей иногда возможно либо перепроектировать продукт, либо перепланировать работу в соответствии с требованиями робота. Следовательно, использование сварочного робота, вероятно, также будет стимулировать изменения в конструкции продукта, чтобы облегчить доступ к стыкам, и из-за улучшенного качества поверхности сварного шва можно указать больше внешних сварных швов.
Робот стоит :
Стоимость роботизированной системы для дуговой сварки может варьироваться от 25 лакхов до 30 рупий. Ожидается, что роботизированная система дуговой сварки прослужит от 10 до 20 лет. Если система стареет, она, вероятно, устареет и будет относительно неэффективной. Кроме того, неразумно ожидать, что поставщики роботов будут хранить запасные части для роботов каждой модели на неопределенный срок.
Ожидается, что роботы увеличат производительность на 200–300 процентов по сравнению с лучшей ручной производительностью.
В нормальных условиях робот окупит себя в течение 2–3 лет. Затраты на техническое обслуживание сравнительно низкие, и в среднем робот работает около 500 часов или около 3 месяцев рабочего времени между поломками.
Помещения № 130 и № 132 — Технологии сварочного производства
Лебединая пристройка, номера № 130 и № 132
Основные лаборатории: (2) процессы ручной и полуавтоматической сварки
Предназначен для курсовой работы 100 уровней для обучения практической сварке. Приложения.Лабораторные помещения содержат следующее оборудование:
- 6077 квадратных футов учебной площади
- Лаборатория № 130 — 2757 кв. Футов
- Лаборатория № 132 — 3320 кв. Футов
- Каждая лабораторная зона содержит (24) студенческие рабочие места.
- Комбинированные процессы плазменно-дуговой резки (PAC) и кислородной резки (OFC) с 48-дюймовым экраном Тележки горения и нисходящая вентиляция
- Дуговая сварка защищенным металлом (SMAW) / дуговая сварка вольфрамовым электродом (GTAW) — переменный / постоянный ток, продвинутый уровень Технология формы волны переменного тока
- Газовая дуговая сварка металла (GMAW) / Дуговая сварка порошковой проволокой (FCAW) — расширенная форма волны постоянного тока технология с пульсацией
- Переносные установки для дуговой сварки алюминия и металла в газовой среде
- Кислородно-ацетиленовая сварка (OAW)
- Портативная кислородно-топливная резка (OFC)
- Ручная плазменная резка (PAC)
- Станция раскройного стола с нижней тягой для ручных OFC и PAC
- Вращающийся трубный позиционер с системой PAC и регулировочным кронштейном для установки резака X-Y
- Станция для испытания сварных изделий WATTS — Испытания на разрыв углового шва, образцы на изгиб корня / торца, образцы для испытаний на растяжение
- Электрод расходный печной; вольфрамовый шлифовальный станок на пьедестале с двумя колесами; пьедестал с двумя колесами металличесая щетка
- Лабораторная система вентиляции
- Общие образовательные ресурсы для лабораторий № 130 и № 132:
- Шлифовальная комната (# 130A) — ленточные шлифовальные машины (4) с вентиляцией твердых частиц, (1) вертикальные дисковая шлифовальная машина, шлифовальные столы с нисходящим потоком (2) с частичными тисками
- (2) Учебные системы по дуговой сварке с дополнениями
- (2) Системы обучения виртуальной реальности
Лебединая пристройка, помещения № 130 и № 132 — основные лаборатории: (2) ручная и полуавтоматическая сварка Процессы
Swan Annex Room # 131 — Лаборатория проверки качества: проверка и тестирование сварных конструкций
Swan Annex Room # 136 — Лаборатория специальных процессов: процессы ручной и полуавтоматической сварки
Swan Annex Room # 138 — Лаборатория контактной сварки: ручная, полуавтоматическая и роботизированная Сварочные процессы
Swan Annex Room # 140 — Лаборатория автоматизации сварки: полуавтоматическая, автоматическая и роботизированная Сварочные процессы
Лаборатория № 142 — Производство металлов: ручная и полуавтоматическая сварка и процессы изготовления
СваркаMIG | Металлургия для чайников
Сварка МИГ — ОбзорСварка МИГ — это аббревиатура от Metal Inert Gas Welding.Этот процесс был разработан в 1940-х годах и считается полуавтоматическим. Это означает, что сварщику по-прежнему требуются навыки, но сварочный аппарат MIG будет постоянно заполнять свариваемое соединение. Сварка MIG может использоваться для сталей любой толщины, для алюминия, никеля и даже для нержавеющей стали и т. Д. Однако чаще всего она используется на производстве и в промышленных условиях.
Сварка MIG — это сокращение от Metal Inert Gas Welding
Сварка металла в среде инертного газа (MIG), также иногда называемая дуговой сваркой металла в газе (GMAW), — это процесс, который был разработан в 1940-х годах для сварки алюминия и других цветных металлов.Сварка MIG — это автоматический или полуавтоматический процесс, в котором проволока, подключенная к источнику постоянного тока, действует как электрод для соединения двух металлических частей, когда она непрерывно проходит через сварочный пистолет. Поток инертного газа, первоначально аргона, также пропускается через сварочную горелку одновременно с проволочным электродом. Этот инертный газ действует как экран, удерживая переносимые по воздуху загрязнители вдали от зоны сварного шва.
Основным преимуществом сварки MIG является то, что она позволяет сваривать металл намного быстрее, чем традиционные методы сварки штучной сваркой.Это делает его идеальным для сварки более мягких металлов, таких как алюминий. Когда этот метод был впервые разработан, стоимость инертного газа делала процесс сварки стали слишком дорогим. Однако с годами процесс эволюционировал, и теперь для обеспечения функции защиты можно использовать полуинертные газы, такие как двуокись углерода, что делает сварку стали методом MIG рентабельной.
ОборудованиеMIG состоит из сварочной горелки, источника питания, источника защитного газа и системы подачи проволоки, которая вытягивает проволочный электрод из катушки и проталкивает ее через сварочную горелку.Для сварочного пистолета с водяным охлаждением может потребоваться источник охлаждающей воды. Существуют также стержневые печи Mig для правильного хранения электродов.
Для большинства сварочных операций MIG требуется постоянный ток с обратной полярностью. Этот тип электрического соединения обеспечивает стабильную дугу, помогает сгладить перенос металла, имеет относительно низкие потери от разбрызгивания и дает хорошие характеристики сварного шва. Прямая полярность постоянного тока (отрицательный электрод) используется редко, поскольку дуга может стать нестабильной и неустойчивой, даже если скорость плавления электрода выше.
Основные принципы сварки MIG
Переменный ток не нашел коммерческого применения при сварке MIG, потому что дуга гаснет в течение каждого полупериода, поскольку ток уменьшается до нуля, и она может не загореться повторно, если катод достаточно охладится. Пистолеты MIG доступны для ручного управления, полуавтоматической сварки, а также для машинной или автоматической сварки. Поскольку электрод подается непрерывно, сварочная горелка должна иметь скользящий электрический контакт для передачи сварочного тока на электрод.Пистолет также должен иметь газовый канал и сопло, чтобы направлять защитный газ вокруг дуги и расплавленной сварочной ванны.
Электрический выключатель используется для включения и выключения сварочного тока, подачи электрода и подачи защитного газа. Выбор пистолетов с воздушным или водяным охлаждением зависит от типа защитного газа, диапазона сварочного тока, материалов, конструкции сварных швов, а также существующих производственных практик и условий. Пистолеты с воздушным охлаждением обычно ограничиваются использованием 200 ампер или меньше. Пистолеты с водяным охлаждением обычно используются для применений, требующих от 200 до 750 ампер.Гидравлические линии в пистолете с водяным охлаждением добавляют вес и снижают маневренность пистолета для сварки. Когда он был впервые разработан, он назывался (GMA) Gas Metal Arc.
Сварка МИГ , в отличие от большинства других сварочных процессов, имеет один стандартный тип напряжения и тип полярности. Постоянный ток течет в одном направлении, от отрицательного (-) к положительному (+). Источник питания, используемый для сварки MIG, называется «источником постоянного напряжения». При сварке MIG контролируется и регулируется напряжение.При сравнении сварки MIG с дуговой сваркой или сваркой TIG сварочные аппараты MIG используют настройки напряжения для настройки аппарата. Сварочные аппараты TIG и дуговой сварки используют силу тока для настройки аппарата или «источника постоянного тока».
Сварочные аппаратыMIG состоят из рукоятки с спусковым крючком, контролирующим подачу проволоки, подающую проволоку от катушки к сварному шву. Проволока похожа на бесконечный велосипедный тормозной трос. Проволока проходит через лайнер, который также имеет газ, подводимый по тому же кабелю к месту возникновения дуги, что защищает сварной шов от воздействия воздуха.
Преимущества сварки MIG:
- Высококачественные сварные швы можно производить намного быстрее
- Поскольку флюс не используется, нет возможности улавливания шлака в металле сварного шва, что приведет к получению высококачественных сварных швов.
- Газовый экран защищает дугу, поэтому потери легирующих элементов очень малы. Образование лишь незначительных брызг при сварке
- Сварка MIG универсальна и может использоваться с широким спектром металлов и сплавов
- Процесс MIG может осуществляться несколькими способами, включая полуавтоматический и полностью автоматический
- Он позволяет производить длинные непрерывные сварные швы намного быстрее, чем традиционные методы сварки.
- Поскольку защитный газ защищает сварочную дугу, этот тип сварки дает чистый сварной шов с очень небольшим количеством брызг.
- Может использоваться с самыми разными металлами и сплавами.
Недостатки:
- Сварку MIG нельзя использовать в вертикальном или потолочном положении из-за высокого тепловложения и текучести сварочной ванны
- Оборудование сложное.
- Оборудование довольно сложное, так как для сварки MIG требуется источник постоянного тока, постоянный источник и поток газа, а также постоянно движущийся проволочный электрод.Кроме того, электроды доступны в широком диапазоне размеров и изготавливаются из различных типов металлов в зависимости от области применения при сварке.
- Фактическая используемая технология отличается от традиционной сварки, поэтому сварка MIG требует обучения даже для опытных сварщиков. Например, сварщикам MIG необходимо отодвинуть сварочную ванну от себя и вдоль шва.
- Необходимость в защите от инертного газа означает, что сварку MIG нельзя использовать на открытой местности, где ветер сдует газовую защиту.
Газ для сварки MIG — это то, что делает сварку MIG возможной. Название сообщает нам об этом; «Сварка металлов в инертном газе». Используемые газы защищают сварной шов от кислорода воздуха. Когда в смесь добавляется углекислый газ или кислород, сварка MIG технически больше не является сваркой MIG. Это связано с тем, что и углекислый газ, и кислород не являются инертными газами. Затем процесс становится GMAW или газовой дуговой сваркой.
Также определяется вид используемого газа:
- Насколько глубоко сварной шов проникает в свариваемый металл
- Характеристики сварочной дуги
- Механические свойства сварного шва.
При выборе типа используемого газа лучше всего запросить информацию в магазине сварочных материалов. Магазин порекомендует газ, соответствующий используемой сварочной проволоке. Или можно воспользоваться рекомендациями производителя сварочной проволоки. Как правило, производитель предлагает несколько вариантов: от наилучшего до того, что обеспечит минимально приемлемые результаты. Окончательный выбор типа газа основывается на стоимости.
Четыре наиболее часто используемых газа:
- Аргон
- CO2 / диоксид углерода
- O2 / кислород
- Гелий (наименее распространенный)
В большинстве случаев эти газы используются в виде смеси, обычно состоящей из диоксида углерода и аргона или кислорода.Кислород является причиной большинства дефектов сварного шва, однако, в небольшом количестве, смешанный с другими газами, он улучшает характеристики дуги. Аргон и углекислый газ можно использовать сами по себе. В некоторых случаях используется трехкомпонентный защитный газ, содержащий аргон, диоксид углерода и гелий.
Наиболее распространенные смеси и газы:
- C2 или 2% диоксида углерода и 98% аргона
- C25 или 25% двуокиси углерода и 95% аргона
- 100% диоксид углерода
- 100% аргон
Сварку углеродистой стали можно производить только с использованием двуокиси углерода, и это дает самое глубокое проплавление, наибольшее количество дыма и самый грубый сварной шов.Можно использовать смесь газов от 2% до 25% двуокиси углерода и остального аргона. Однако более высокий процент аргона приведет к более гладкому и красивому сварному шву и улучшит характеристики дуги.
Сварка нержавеющей стали обычно выполняется с использованием C2 или 2% двуокиси углерода и 98% аргона. В некоторых случаях используется трехкомпонентный защитный газ, содержащий 90% гелия, 7,5% аргона и 2,5% двуокиси углерода. Сварка алюминия обычно выполняется одним аргоном, за одним исключением. Если свариваемый алюминий толще, чем ½ дюйма, в смесь может быть добавлен гелий.
Сварка МИГ — это сварочный процесс, с помощью которого можно сваривать практически любой металл. Это не всегда может быть лучшим выбором для качества сварки, но сварка MIG является быстрой, рентабельной и дает результаты, более чем приемлемые для большинства производственных и производственных нужд! Не все строят космическую станцию.
Три наиболее распространенных металла, свариваемых сварочным аппаратом MIG:
- Углеродистая сталь.
- Нержавеющая сталь.
- Алюминий, со специальным механизмом подачи, потому что алюминиевая проволока очень мягкая.
Сварные швы из углеродистой стали почти безупречно выполняются сварочным аппаратом MIG. Существует очень мало проблем, кроме недостатков конструкции сварочного аппарата MIG. Жесткость проволоки достаточна для того, чтобы проходить через гильзу из машины с минимальным трением, вызывающим проблемы, и имеет достаточную жесткость для подачи без наматывания. В зависимости от того, какое напряжение работает на сварочном аппарате MIG, сварной шов можно выбрать один из трех типов переноса: короткое замыкание, шаровидное соединение или распыление.
MIG-сварка нержавеющей стали не требует специального оборудования. В случае сварки нержавеющей стали самая большая проблема возникает из-за шнура или гильзы сварщика. Уловка при сварке нержавеющей стали заключается в том, чтобы шнур оставался как можно более прямым. В противном случае механизм подачи проволоки, который питает сварное соединение, будет иметь слишком большое трение из-за того, что нержавеющая сталь более жесткая, чем углеродистая. Представьте себе попытку протолкнуть проволочную вешалку через изогнутый садовый шланг. Скорее всего, если шланг прямой, его можно будет легко пропустить.Если шланг погнут, у вас возникнут трудности.
Сварка алюминия MIG обычно требует двойной подачи, называемой, (метод выталкивания и вытягивания). То есть катушка с проволокой проталкивается через ручку MIG, а сама ручка имеет шкив, который тянет проволоку. Сварка алюминия не очень распространена для сварки MIG. Обычно это делается, когда требуется высокая производительность. Первое изображение ниже представляет собой двухвальцовую толкающую подачу на машине Millermatic 350P MIG. Второе и третье изображения ниже — это вид снизу и вид сверху пистолета с питанием с питанием Python.
Возможно вам понравится
Случайные стойки
- Поломка вала направляющего ролика
Часть вышедшего из строя вала «направляющего ролика» была отправлена на анализ неисправности (рис. 1). Этот вал предназначен для … - Алюминиевый сплав
Алюминий — очень универсальный металл, его можно отливать в любой известной форме. Его можно катать, штамповать, вытягивать, формовать, формовать … - Сварка
Сварка — это процесс изготовления или скульптуры, при котором материалы, обычно металлы или термопласты, соединяются путем образования коагулянтов… - Сварка под водой
Сварка под водой — это процесс сварки при повышенном давлении, обычно под водой. Подводная или гипербарическая сварка … - Как склепать алюминий?
Заклепка — это постоянная механическая застежка. Перед установкой заклепка состоит из гладкого цилиндрического вала с …
Полуавтоматическая сварка — быстро и эффективно
Сварка — это не имеющий аналогов процесс, позволяющий максимально надежно и качественно осуществить комплексное соединение деталей или частей изделий из различных металлов.На сегодняшний день разработано и внедрено в производство множество различных методов и технологий сварки плавлением. Каждый из методов имеет ряд достоинств и недостатков.
Одна из самых востребованных сварочных технологий — полуавтоматическая сварка в различных газозащитных средах. Ее могут выполнить специалисты даже с квалификацией ниже, чем требуется для ручной дуговой сварки. Этот процесс занимает меньше времени. Полученный шов при соблюдении технологии качественный и не требует последующей зачистки от шлака.Дальнейшая обработка (грунтовка, покраска и т. Д.) Сварных изделий может производиться без излишних задержек. Использование полуавтомата сварки плавлением позволяет соединять очень тонкие металлические детали (толщиной 0,1 — 1,5 мм), выполнять стыковой шов по криволинейным стыкам, обрабатывать стыки небольшой длины. Это идеальный процесс сварки для мелкосерийного или серийного производства.Свое название «полуавтоматическая сварка» технология получила за особенности подачи проволоки. По сути, это та же дуговая сварка специальным проволочным электродом, проводимая в среде защитного газа.Принцип, на котором основана полуавтоматическая сварка, довольно прост. Устройство подачи подает сварочную проволоку в приемное устройство, а затем в зону сварки. Для контроля скорости подачи проволочного электрода используется специальное регулирующее устройство.
Запуск рабочей кнопки одновременно включает подачу газа и провод к нему. Перед началом процесса место планируемой сварки покрывается флюсом из специального бункера. Дуга возбуждается скользящим движением электрода по поверхности свариваемых кромок, когда питание электрода включено или когда подача и флюс уже соединены.В дальнейшем необходимо сбивать застывший шлак с торца электрода, если дуга гаснет и повторно зажигается. Процесс обычно выполняется на переменном токе, хотя можно использовать и постоянный.
Полуавтоматическая сварка — это частично автоматизированный процесс. Перемещение держателя по шву сварщиком производится вручную, на гири или с упором на специальный костыль, поставленный на изделие. Применяются как переносные, так и стационарные подающие механизмы, выбор зависит от специфики сварочных работ.Электроды выбираются в соответствии со свойствами свариваемых металлов и характеристиками получаемого сварного шва. Защитный газ, в котором выполняется полуавтоматическая сварка, также выбирается в зависимости от свойств свариваемых сталей. Для низкоуглеродистой стали в среде защитного газа образуется двуокись углерода (CO 2 ), также можно использовать аргон. Газ подается из сопла, вытесняя воздух из зоны сварки и защищая шов.
Приобретая сварочное оборудование, многие покупатели хотят иметь возможность производить также сварку алюминия.Из-за особенностей этого металла полуавтоматическая сварка алюминия технологически сложнее, чем соединение стальных изделий. Сложности связаны со значительной разницей температур плавления самого алюминия (660 ° C) и защитной пленкой на его поверхности (2200 ° C). Получить качественный шов и хороший полуавтомат провара в среде аргона можно, но здесь все будет зависеть от навыков, умения и умения сварщика, выполняющего работу. Полуавтомат FCAWдля кольцевых сварных швов подводных трубопроводов | OTC Offshore Technology Conference
РЕЗЮМЕ
Был предпринят проект по разработке методов повышения качества и производительности при сварке морских подводных трубопроводов на баржах.Полуавтоматическая сварка порошковой проволокой (FCAW) была определена как процесс, способный достичь обеих этих целей. Двадцать различных расходных материалов с флюсовой сердцевиной были использованы для выполнения тестовых сварных швов, которые затем подверглись механической и рентгенологической оценке. Результаты испытаний этих сварных швов показывают, что процесс полуавтоматической дуговой сварки флюсовым кордом является достоверным, надежным и повторяемым методом кольцевой сварки подводных трубопроводов.
ВВЕДЕНИЕ
Основным методом кольцевой сварки морских трубопроводов в течение последних тридцати лет была дуговая сварка металлическим электродом в защитных оболочках (SMAW), часто называемая дуговой сваркой дымовых труб или вертикальной сваркой стержнем вниз.Совсем недавно полуавтоматическая и механизированная газовая дуговая сварка металлическим электродом (GMAW short Arc Transfer) использовалась для замены сварки штангой на некоторых длинных трубопроводах большого диаметра, особенно за рубежом, но было нежелание использовать этот процесс из-за отсутствия плавления и твердости. проблемы. Сварка штангой также имеет то преимущество, что она относительно недорога, но недостатком является низкая производительность. Механизированный GMAW обеспечит повышение производительности по сравнению с любым из них, но со значительным увеличением затрат.Очевидно, что если бы можно было определить процесс сварки, обеспечивающий высокую производительность при более низких затратах, чем механизированный GMAW, это был бы предпочтительный метод сварки подводных трубопроводов. Полуавтоматическая сварка порошковой проволокой (FCAW) — это такой недорогой и высокопроизводительный процесс.
В этом документе подробно описаны результаты, полученные с двадцатью различными расходными материалами FCAW. Завершенные сварные швы были подвергнуты рентгенографии и интерпретированы в соответствии с API 1104. Затем сварные швы были подвергнуты механическим испытаниям, которые включали в себя изгибы в корне и торце, трещины на трещинах, растяжение, удары по Шарпи с V-образным надрезом и поперечное сечение микротвердости.Эти результаты были скомпилированы и сопоставлены для определения расходных материалов для дальнейшей разработки и аттестации процедуры.
Две процедуры соответствовали требованиям для линейных труб API 5L X65, требующих значений Шарпи 20 фут-фунтов при -50 C.
РАСХОДНЫЕ МАТЕРИАЛЫ FLUX CORED
В настоящее время на рынке представлены три расходных материала FCAW:
самозащитный флюс шнур, где вся защита сварочной ванны обеспечивается флюсом,
газом или двойным экранированным флюсом, где защита сварочной ванны обеспечивается газом.
Некоторые из этих расходных материалов также доступны с небольшими добавками никеля для повышения их прочности. Рекомендуемый диапазон защитных газов от 100% CO2 до 95% Ar / 5% CO2 в зависимости от производителя и предполагаемого положения при сварке. Расходные материалы с флюсовой сердцевиной доступны в диаметрах от 0,035? до 1/8 ?. При разработке, описанной в этом отчете, использовалось 0,035 °, 0,045 °. и 0,052? диаметр проволоки FCAW. Параметры, рекомендованные производителем, были использованы в качестве отправных точек для разработки параметров.
После непродолжительных испытаний были установлены адекватные рабочие параметры для каждого расходного материала. Было обнаружено, что расходные материалы с металлическим сердечником хорошо работают как с прямыми, так и с импульсными блоками питания. Провода FCAW с собственной и газовой защитой легко настраивались на плавные условия эксплуатации с использованием источника постоянного напряжения. Расходные материалы с флюсовой сердцевиной известны своим дымообразованием. Во время испытаний были сделаны визуальные наблюдения, что расходный материал с флюсовой сердцевиной производил более низкий уровень дыма, чем стержневой электрод из целлюлозы.
Общие типы сварки (FCAW, GMAW, GTAW, SMAW, SAW) (обновлено в октябре 2021 г.)
AW, GMAW, GTAV, SMAW, SAW… Сокращения могут быть похожими, но фактические процессы сварки — нет. Если вы не знаете, какие виды сварки подходят для вас или не знаете, какой процесс сварки подходит вам, это руководство для вас. И независимо от того, какой процесс сварки вы используете, всегда соблюдайте стандарты безопасности при сварке, чтобы избежать травм.
| FCAW | GMAW | GTAW | SMAW | ПИЛА | |
| Также известен как | – | МИГ | TIG | Палка | – |
| Ветер | Подходит для скорости менее 5 миль в час | Не рекомендуется | Не рекомендуется | Подходит для скорости менее 10 миль в час | Подходит для скорости менее 10 миль в час |
| Общие приложения | Стелл позволяет, утюг | Сталь и алюминий | Универсальный (черные и цветные) | Стальные сплавы, чугун | Низкоуглеродистые и низколегированные стали |
| Простота использования | Умеренная | Легко | Самый сложный | Легко | Умеренная |
| Защитный газ | Не требуется | Обязательно | Обязательно | Не требуется | Не требуется |
1.Что такое сварка порошковой проволокой (FCAW)?
Сварка FCAW с использованием сердечника из экранированного флюсаДуговая сварка порошковым флюсом или FCAW — это тип полуавтоматического процесса сварки, в котором используется дуга между плавящимся электродом или присадочной проволокой и металлической заготовкой. Тепло от дуги плавит и наполнитель, и заготовку, сплавляя их вместе и заполняя любые зазоры (если они есть).
Порошковая сварка очень похожа на сварку GMAW или MIG с одним ключевым отличием — электрод в FCAW защищен сердечником из флюса (что устраняет необходимость в защитном газе), который защищает электрод от ветра и воздуха.FCAW также обеспечивает более высокую скорость наплавки проволоки и большую стабильность дуги, что делает его лучшей альтернативой для сварки сплавов, чем MIG.
Тем не менее, MIG и FCAW настолько похожи, что FCAW часто считается частью MIG или GMAW, и оба процесса могут выполняться с почти идентичным оборудованием. FCAW — это высокопроизводительный сварочный процесс, который может использоваться для обработки металлов, таких как углеродистая, легированная, нержавеющая и дуплексная сталь, а возможность использовать этот процесс на открытом воздухе в ветреную погоду делает его очень универсальным процессом сварки.
FCAW — это также относительно простой процесс ручной сварки, с помощью которого можно быстро выполнить большое количество высококачественных сварных швов.
2. Что такое газовая металлодуговая сварка (GMAW)?
Сварка GMAW с использованием защитного газа аргоном и гелиемГазовая дуговая сварка металла (GMAW) , также широко известный как металл в инертном газе (MIG), представляет собой процесс сварки, который легко освоить и обеспечивает высокую производительность. Подобно FCAW, в процессах GMAW используется расходуемый электрод (присадочная проволока) для сварки металлических деталей вместе с дугой, генерируемой источником питания постоянного тока.Во всех процессах сварки GMAW используется защитный газ, но его типы различаются.
MIG — более популярный процесс GMAW в США, он обозначает Metal Inert Gas , что означает, что в нем используются инертные газы, такие как аргон и гелий, что делает его пригодным для сварки цветных металлов, таких как алюминий.
MAG, с другой стороны, обозначает Metal Active Gas и, следовательно, использует смеси диоксида углерода, аргона и кислорода в качестве защитных газов. MAG больше подходит для сварки сталей.
MIG — один из самых популярных сварочных процессов в США, поскольку он невероятно универсален и относительно прост в использовании. Однако требуемый уровень навыков ручного труда может сильно различаться в зависимости от модели и конфигурации (процесс MIG может быть ручным, полуавтоматическим или автоматическим). Он также требует более регулярного обслуживания, чем GTAW и SMAW.
3. Что такое газовая вольфрамо-дуговая сварка (GTAW)?
При GTAW-сварке (ITG) используется неплавящийся электрод.Газовая вольфрамо-дуговая сварка (GTAW) также известна как сварка вольфрамовым инертным газом (TIG), в которой, в отличие от GMAW и FCAW, используется неплавящийся электрод, сделанный из вольфрама, что означает отдельный наполнитель. может потребоваться проволока или пруток.GTAW или TIG — это универсальный процесс сварки, который можно использовать как для черных, так и для цветных металлов, с присадкой или без нее.
По сравнению с другими процессами сварки, GTAW или TIG требует более крутого обучения, и им труднее всего овладеть, поскольку GTAW обеспечивает меньший контроль над дугой и поведением сварочной ванны. Он по-прежнему очень популярен, потому что сварные швы, полученные с помощью аппаратов для сварки GTAW или TIG, очень высокого качества, точны и очень долговечны. Небольшая дуга также делает его пригодным для работы с тонкими металлами и ремонта пресс-форм.
4. Что такое дуговая сварка металлов в экранированной среде (SMAW)?
Сварка SMAW с использованием электрода, покрытого инертным газом (флюсом).Дуговая сварка в среде защитного металла (SMAW) или сварка палкой — это процесс ручной сварки, очень похожий на FCAW, с основным отличием в том, что весь электрод покрыт инертным газом. (поток) в SMAW, тогда как в FCAW поток находится только в сердечнике электрода.
Основными преимуществами SMAW являются его гибкость, простота и стоимость. Сварщикам требуется минимальное оборудование для начала работы, и хотя ручной процесс требует некоторого обучения, SMAW гораздо проще и проще для новичков.
5. Что такое сварка под флюсом (SAW)?
Сварка под флюсом с использованием слоя порошкового флюса в качестве защитного экрана.Дуговая сварка под флюсом (SAW) — это полуавтоматический или автоматический процесс сварки, используемый для сварки толстых металлических листов или когда требуются длинные сварные швы. Заготовка погружается под слой порошкового флюса, создающий защитный экран (отдельный защитный газ не требуется).
SAW — это чрезвычайно эффективный процесс сварки с тепловым КПД до 60%, отсутствие токсичных паров металла или брызг сварочного шва.Автоматические машины тракторного типа, используемые для резки SAW, обычно используются в тяжелой промышленности, такой как судостроение, железная дорога, строительство труб и т. Д.
Типы сварки разрабатывались десятилетиями
Эти типы сварочных процессов разрабатывались на протяжении многих десятилетий по определенной причине и для достижения определенного результата. В этой статье освещаются различные преимущества каждого процесса, и она должна помочь вам выбрать правильный процесс сварки.
| активный | Вещество, вступающее в реакцию с другими элементами.GMAW использует в качестве защиты как активный, так и инертный газ. |
| сплавы | Металл, состоящий из смеси двух или более элементов, один из которых должен быть металлом. Сплавы сочетают в себе полезные свойства смешанных элементов. |
| Американское общество сварки | AWS.Некоммерческая организация, регулирующая промышленные стандарты для сварки. Американское сварочное общество также продвигает сварочную промышленность в Соединенных Штатах. |
| сила тока | Количество тока, протекающего в цепи. Сила тока определяется скоростью подачи проволоки в GMAW. |
| дуга | Область, в которой электричество передается от электрода к заготовке.Тепло, выделяемое дугой, плавит основные металлы и присадочный металл во время сварки. |
| длина дуги | Расстояние, которое электричество должно пройти от кончика электрода до сварочной ванны. Для большей длины дуги требуется большее напряжение. |
| аргон | Бесцветный инертный газ без запаха, обычно используемый в качестве защиты для GMAW.Аргон намного тяжелее воздуха, поэтому он эффективно защищает область сварного шва. |
| автомат | Тип сварочного процесса, в котором компьютер или робот управляет сварочным оборудованием и параметрами сварки. При автоматической сварке сварщик отвечает за установку и управление специальными настройками компьютера или робота. |
| AWS | Американское общество сварки.Некоммерческая организация, регулирующая промышленные стандарты для сварки. AWS также продвигает сварочную промышленность в Соединенных Штатах. |
| осевой перенос распылением | Тип переноса металла, при котором металл на конце электрода плавится на маленькие мелкие капли, которые переходят в сварочную ванну. Осевой перенос распыла создает стабильную дугу и небольшое количество брызг. |
| диоксид углерода | Бесцветный активный газ без запаха, обычно используемый в качестве защиты для GMAW. Двуокись углерода недорога, но дает сильную дугу. |
| контур | Контролируемый путь для электричества. Для всех процессов дуговой сварки требуется замкнутая электрическая цепь, которая включает источник, путь, нагрузку и управление. |
| код | Сборник законов или стандартов, описывающих методы работы с конкретным приложением. Сварочные нормы и правила обеспечивают безопасные методы сварки и высокое качество сварных изделий. |
| постоянный ток | CC. Источник питания, поддерживающий ток, который незначительно изменяется при изменении напряжения.Источники питания постоянного тока часто используются в GTAW и SMAW. |
| постоянное напряжение | CV. Источник питания, поддерживающий постоянное напряжение при компенсации изменений силы тока. Источники питания постоянного напряжения обычно используются для GMAW. |
| расходный электрод | Устройство, которое проводит электричество от контактного наконечника к дуге и плавится в сварном шве в качестве присадочного металла.В GMAW используется расходный электрод в виде проволоки. |
| контактный наконечник | Устройство, расположенное внутри сварочного пистолета, которое проводит электричество к электроду. Контактный наконечник обычно изготавливается из меди. |
| расстояние между контактным наконечником и рабочим столом | CTWD.Расстояние от контактного наконечника сварочного пистолета до поверхности детали. Расстояние между контактным наконечником и рабочим элементом учитывает удлинение электрода и длину дуги. |
| кабель управления | Путь, используемый в некоторых процессах дуговой сварки для обеспечения связи между источником питания и механизмом подачи проволоки. Кабель управления используется, когда механизм подачи проволоки является внешним устройством, а не встроен в источник питания. |
| охлаждающая жидкость | Вещество, обычно жидкое, используемое для снижения или поддержания температуры компонента в процессе производства. Охлаждающие жидкости используются для предотвращения перегрева некоторых пистолетов GMAW. |
| медь | Красноватый металл, очень пластичный, термически и электропроводный, устойчивый к коррозии.Медь и медные сплавы обычно используются для изготовления контактного наконечника в сварочном пистолете. |
| коррозионная стойкость | Способность материала противостоять износу, вызванному воздействием определенной окружающей среды. Добавление никеля в электрод GMAW улучшает коррозионную стойкость. |
| кратер | Нежелательное углубление сварного шва.Кратер может вызвать растрескивание, если он не заполнен должным образом. |
| CTWD | Контактный наконечник для рабочего расстояния. Расстояние от контактного наконечника сварочного пистолета до поверхности детали. CTWD сочетает удлинение электрода и длину дуги. |
| текущий | Поток электричества по цепи.Ток измеряется в амперах (A) или амперах и контролирует нагрев дуги. |
| DCEP | Положительный электрод постоянного тока. Ток, который всегда течет в одном непрерывном направлении с обратной полярностью. При DCEP электричество течет от отрицательной детали к положительному электроду. |
| дефект | Неравномерность указанного и ожидаемого состава сварного шва, превышающая допуски конструкции детали.Дефект — это недопустимая прерывистость. |
| раскислители | Материал, удаляющий кислород из расплавленной сварочной ванны и дуги. Раскислители предотвращают повреждение сварного шва кислородом. |
| скорость наплавки | Скорость, с которой электрод плавится в расплавленной сварочной ванне с образованием сварного шва.Скорость осаждения может быть измерена в фунтах в час или в граммах в минуту. |
| диффузионный водород | Максимальное количество водорода в миллилитрах, которое будет присутствовать на 100 граммах металла шва. Классификация электрода может указывать на диффузионный водород. |
| постоянный ток | DC.Ток, который течет в одном непрерывном направлении. GMAW требует постоянного тока. |
| электрод постоянного тока положительный | DCEP. Ток, который всегда течет в одном непрерывном направлении с обратной полярностью. При положительном электроде постоянного тока электричество перетекает от отрицательной детали к положительному электроду. |
| приводные ролики | Колеса, которые направляют проволочный электрод, когда он движется через механизм подачи проволоки.Приводные ролики специально разработаны для различных типов и размеров проволоки. |
| пластичность | Способность металла вытягиваться, растягиваться или формироваться без разрушения. Добавление в электрод молибдена или никеля увеличивает прочность и твердость, не влияя на пластичность. |
| рабочий цикл | Количество времени в десятиминутном периоде, в течение которого электрическое устройство может выполнять работу, прежде чем оно должно отдохнуть, чтобы предотвратить перегрев.Номинальные значения рабочего цикла даны в процентах от десятиминутного периода. |
| поражение электрическим током | Поток электричества через тело. Поражение электрическим током может быть смертельным. |
| электрод | Устройство, проводящее электричество в электрической цепи. В GMAW электроды представляют собой проволоку, которая также служит в качестве присадочного металла. |
| электродный кабель | Путь, используемый при дуговой сварке для передачи электричества от источника питания к электроду. Кабель электрода подключает источник питания к механизму подачи проволоки или горелке. |
| удлинитель электрода | Расстояние от конца контактного наконечника до конца электрода.Удлинение электрода в сочетании с длиной дуги равно расстоянию от контактного наконечника до рабочего расстояния. |
| вкладыш электрода | Изолированная подкладка вокруг проволочного электрода. Направляющая для электрода поддерживает электрод от механизма подачи проволоки до контактного наконечника. |
| ориентация электродов | Положение электрода по отношению к заготовке и направлению движения.Ориентация электрода относится к рабочему углу и углу перемещения. |
| быстрозамороженный шов | Сварной шов, который быстро затвердевает. Сварочные швы с быстрым замораживанием легче выполнять в нерабочем положении, и они снижают риск утечки сварочной ванны. |
| присадочный металл | Металл, нанесенный на сварной шов, что часто увеличивает прочность и массу сварного соединения.Проволочный электрод, используемый для GMAW, также действует как присадочный металл. |
| угловой шов | Тип сварного шва треугольной формы, соединяющий две поверхности под прямым углом друг к другу. Угловые швы являются наиболее распространенными типами сварных швов. |
| плоский | Позиция сварки, используемая для сварки с верхней стороны соединения.При сварке в плоском положении поверхность шва горизонтальна. |
| расходомер | Устройство, указывающее и регулирующее объем защитного газа, поступающего в сварочную горелку. Расходомер состоит из расходомера, который измеряет объем, и регулирующего клапана, который контролирует объем. |
| флюс | Неметаллический материал, используемый для защиты сварочной ванны и охлаждающего металла от атмосферного загрязнения в некоторых сварочных процессах.GMAW не использует флюс. |
| дым | Потенциально опасные газы и твердые частицы, образующиеся в электрической дуге во время сварочных процессов. Пары включают частицы электрода, защитного газа, основного металла и любых покрытий, используемых в процессе. |
| баллон газовый | Внешнее устройство, используемое для подачи защитного газа.Защитный газ поступает из газового баллона в газовый шланг, а затем в сварочный пистолет. |
| диффузор газовый | Устройство внутри сварочного пистолета, через которое проходит защитный газ. Газовый диффузор регулирует поток газа. |
| газовая дуговая сварка металлом | GMAW.Процесс дуговой сварки, при котором неизолированный проволочный электрод и защитный газ подают в сварной шов через сварочную горелку. Газовая дуговая сварка металлическим электродом также называется сваркой MIG или MAG, хотя в США эти термины нестандартны. |
| сопло газовое | Устройство расположено непосредственно над контактным наконечником и газовым диффузором сварочного пистолета. Газовое сопло заставляет защитный газ окружать электрод и дугу. |
| газовая дуговая сварка вольфрамом | GTAW. Точный процесс дуговой сварки с использованием неплавящегося вольфрамового электрода. Сварка вольфрамовым электродом в газовой среде также известна как сварка TIG. |
| шаровидный перенос | Тип переноса металла, при котором металл на конце электрода плавится в большой шар и падает на заготовку.При шаровом переносе большие количества металла попадают в сварочную ванну. |
| GMAW | Газовая дуговая сварка металла. Процесс дуговой сварки, при котором неизолированный проволочный электрод и защитный газ подают в сварной шов через сварочную горелку. GMAW также называют сваркой MIG или MAG, хотя эти термины нестандартны в США. |
| твердость | Способность материала противостоять проникновению, вдавливанию или царапинам.Твердость металла может измениться из-за тепла, выделяемого во время сварки. |
| горизонтальное положение | Обычное положение при сварке, при котором сварка выполняется на верхней стороне горизонтальной поверхности и против вертикальной поверхности. Сварка в горизонтальном положении часто используется для угловых и канавок. |
| дюймов в минуту | изобр. / Мин.Единица измерения скорости, показывающая, сколько дюймов проволочного электрода проходит через сварочную горелку за одну минуту. Скорость подачи проволоки измеряется в дюймах в минуту. |
| инертный | Вещество, не вступающее в реакцию с другими элементами. GMAW использует в качестве защиты как инертный, так и активный газ. |
| изолятор | Непроводящий материал, препятствующий прохождению электричества.Небольшой изолятор внутри сварочного пистолета предотвращает электрический заряд газового сопла. |
| фунт на квадратный дюйм | тысяч фунтов / кв. Дюйм. Единица давления, используемая в английской системе, равняется тысячам фунтов на квадратный дюйм. Килофунды на квадратный дюйм измеряют величину давления нагрузки, которое прикладывается к площади в один квадратный дюйм для описания прочности материала на растяжение. |
| марганец | Твердый, хрупкий металл серо-белого цвета, который часто добавляют в электроды GMAW. Марганец действует как раскислитель и увеличивает прочность и твердость сварного шва. |
| сварка металлом в активном газе | MAG сварка. Процесс дуговой сварки, при котором электрод с неизолированной проволокой и активный защитный газ подают в сварной шов через сварочную горелку.Сварка металла активным газом — нестандартный термин, который иногда используется для обозначения дуговой сварки металла в газе (GMAW). |
| сварка металла в инертном газе | Сварка МИГ. Процесс дуговой сварки, при котором в сварной шов через сварочную горелку подается неизолированный проволочный электрод и инертный защитный газ. Сварка металла в инертном газе — нестандартный термин, который иногда используется для обозначения дуговой сварки металла в газе (GMAW). |
| переводчик металла | Нанесение присадочного металла в сварной шов. Перенос металла в GMAW может происходить тремя разными способами. |
| миллиметров в минуту | мм / мин. Единица измерения скорости, показывающая, сколько миллиметров проволочного электрода проходит через сварочную горелку за одну минуту.Скорость подачи проволоки измеряется в миллиметрах в минуту. |
| молибден | Твердый серебристо-белый металлический легирующий элемент. Молибден часто добавляют в электроды GMAW для увеличения прочности и твердости без снижения пластичности. |
| никель | Твердый, податливый, серебристо-белый металл.Никель часто добавляют в электроды GMAW для увеличения прочности и твердости без снижения пластичности. |
| окисление | Химическая реакция материала с кислородом. Окисление может испортить сварной шов. |
| проникновение | Глубина, на которую дуговое нагревание приводит к плавлению стыка ниже поверхности основных металлов.Сила тока напрямую влияет на проплавление шва. |
| полярность | Имеет два противоположно заряженных полюса: положительный и отрицательный. Полярность определяет направление, в котором течет ток. |
| источник питания | Устройство, обеспечивающее электроэнергию, необходимую для выполнения дуговой сварки.Источники питания также могут содержать механизм подачи проволоки для электрода. |
| манометр | Устройство, показывающее количество защитного газа в газовом баллоне. Манометр определяет уровень давления газа и отображает его на шкале. |
| полуавтомат | Тип сварочного процесса, при котором источник питания поддерживает равномерную дугу, а механизм подачи проволоки регулирует скорость подачи проволоки электрода.При полуавтоматической сварке сварщик отвечает за управление положением сварочного пистолета, а также за направление и скорость движения. |
| дуговая сварка в экранированном металле | SMAW. Процесс дуговой сварки, в котором в качестве электрода используется стержень, покрытый флюсом. Дуговая сварка защищенным металлом также называется сваркой штучной сваркой или ручной сваркой. |
| защитный газ | Газ, который защищает сварочную ванну и дугу от негативного взаимодействия с атмосферой.Защитный газ GMAW подается из баллона и проходит через сварочную горелку. |
| короткое замыкание | Цепь, в которой ток проходит по более короткому непредусмотренному пути между двумя проводниками, прерывая предполагаемый поток электричества. Короткое замыкание вызывает избыточный ток. |
| передача короткого замыкания | GMAW-S.Тип переноса металла, при котором электрод касается детали, вызывая короткое замыкание и сильный ток, вызывающий интенсивный перенос металла. Для передачи короткого замыкания используются малые силы тока и небольшие электроды. |
| кремний | Неметаллический материал, не проводящий электричество. Кремний часто добавляют в электроды GMAW в качестве раскислителя. |
| шлак | Охлажденный флюс, который образуется поверх сварного шва и должен быть удален.Сварные швы GMAW не имеют шлака, поскольку электроды GMAW не используют флюс. |
| брызги | Капли жидкого металла выброшены из процесса сварки. Брызги могут оставлять нежелательные частицы металла на поверхности детали. |
| предел прочности | Способность материала противостоять силам, которые пытаются его разорвать или растянуть.Электроды должны создавать сварные швы, которые, по крайней мере, соответствуют минимальному пределу прочности на растяжение, необходимому для предотвращения деформации или разрушения готовой детали. |
| скорость движения | Скорость, с которой сварщик перемещает электрод вдоль шва для выполнения сварного шва. Скорость движения определяет размер сварного шва. |
| триггер | Рычаг сварочного пистолета, запускающий и останавливающий сварочный процесс.Курок на пистолете GMAW управляет подачей электричества, электродом и защитным газом. |
| напряжение | Электрическая сила или давление, вызывающее протекание тока в цепи. Напряжение и длина дуги прямо пропорциональны в GMAW. |
| сварной шов | Конечный продукт сварного соединения.Формирование сварного шва зависит от движения электрода. |
| сварочная ванна | Небольшая область расплавленного металла, образующаяся во время сварки. Охлажденная сварочная ванна образует неразъемный шов. |
| кабели сварочные | Путь, используемый при сварке для создания замкнутой электрической цепи.Сварочные кабели включают рабочие кабели и электродные кабели. |
| сварочный пистолет | Сварочный инструмент, который проводит электричество, направляет электрод и, в некоторых случаях, выпускает защитный газ. Сварочные пистолеты используются в некоторых автоматических и полуавтоматических сварочных процессах, таких как GMAW. |
| сварочные позиции | Положение, в котором сварщик выполняет сварку.Позиции сварки включают в себя сварку в потолочном, вертикальном, плоском и горизонтальном положениях. |
| скорость подачи проволоки | WFS. Скорость подачи проволочного электрода через сварочную горелку. В GMAW скорость подачи проволоки определяет силу тока и количество тепла в дуге. |
| механизм подачи проволоки | Устройство, подающее проволоку на сварочную горелку.Механизм подачи проволоки может быть встроен в источник питания или установлено внешнее устройство рядом с ним. |
| рабочий кабель | Путь, используемый при дуговой сварке для передачи электричества от источника питания к заготовке. Рабочий кабель прикрепляется к заготовке с помощью рабочего зажима. |
| рабочий зажим | Компонент, который соединяет рабочий кабель с заготовкой.Рабочий зажим обеспечивает заземление цепи GMAW. |