Что значит вязкость краски 60 din. Какая вязкость у водоэмульсионной краски. Лучшие безвоздушные электрические краскопульты
Наш кузов. Осталось залить краску в бачок краскопульта и можно приступать к покраске. Но перед этим ее обязательно нужно правильно разбавитьи довести до необходимой рабочей вязкости.
Сегодня вы узнаете:
- зачем контролировать вязкость и чем чревато ее отклонение от нормы ;
- как и чем измерять вязкость ;
- средняя рабочая вязкость для различных ЛКМ (акриловая эмаль, база, лак, грунты) ;
- в какой посуде готовить ЛКМ и как соблюдать правильное соотношение компонентов ;
- как приготовить акриловую, базовую эмаль и бесцветный лак ;
- как отфильтровать краску .
«Вязкость» от латинского viscosus — липкий, клейкий.
Давайте на примере грунта-наполнителя разберемся, почему так важно доводить лакокрасочные материалы до нужной вязкости.
Итак, поверхность, которую мы собираемся покрывать наполнителем, имеет различного рода микронеровности, оставшиеся после подготовки (шлифовальные риски, поры и т.д.). Так вот, если мы нанесем
Возьмем обратную ситуацию с нанесением слишком густого наполнителя . Казалось бы, здесь проблем уж точно не должно быть. Как бы не так. Слишком густой и нетекучий наполнитель, опять-таки, не сможет толком заполнить все микронеровности — его проникающая способность слишком низкая и он попросту не способен затечь в эти углубления (как футбольный мяч не может упасть в лунку для гольфа). Покрытие получается неплотное, наполнитель плохо сцепляется с поверхностью и в дальнейшем начинает отслаиваться. Не слишком радужная перспектива, однако и на этом неприятности не заканчиваются. Очень густой наполнитель не сможет растечься по поверхности гладким слоем, в результате чего образуется повышенная шагрень, что приводит к мучениям и перерасходу шлифовальных материалов при шлифовке. И это только грунт-наполнитель! Что уж говорить за краски и лаки. Глянец, оттенок, адгезия опять же… Все это напрямую зависит от вязкости.
Вы можете спросить: «А что, если развести пожиже, чтобы везде затекло, хорошо сцепилось и растеклось гладко, а нанести потолще, чтобы был запас для выравнивания шлифовкой?» Не советую. Толстый слой жидкого материала содержит большое количество растворителя — покрытие будет очень долго отвердевать (до полного высыхания н
Вязкость водоэмульсионной краски в din для краскопульта
Свойства лакокрасочного покрытия зависят от качества применяемых материалов и способа их нанесения. Чтобы получить добротное, гладкое, равномерное по толщине покрытие, применяется специальное оборудование − краскопульт. Знание того, как правильно разбавить краску для краскопульта, является одним из главных при работе с этим оборудованием.

Краскопульт позволяет получить после окраски лучшую поверхность, без дефектов и потеков, с равномерно нанесенным тонким слоем красителя. С его помощью можно не только сократить время выполнения работ, но и иметь экономию за счет уменьшения требуемого количества материалов. Но при этом стоит учитывать две особенности:
- Не все материалы можно использовать, выбор краски для краскопульта — ответственная задача.
- Лакокрасочные материалы должны иметь определенную вязкость, которая не будет препятствовать работе оборудования.
Качество нанесения покрытия напрямую зависит от того, насколько густой применялся краситель, иными словами, от его вязкости.
Вязкость лакокрасочных материалов
Воспользовавшись дорогими качественными красителями, можно все равно получить неудовлетворительный результат по следующим причинам:
- Густую краску трудно нанести равномерным слоем по поверхности, она будет долго сохнуть, завышенная толщина отразится на стоимости.
- Нанесенная на вертикальную или наклонную поверхность краска будет стекать неравномерными потеками, которые трудно устранить.
- Густая краска не будет проникать в поры и трещины поверхности, что скажется на качестве получаемого в результате покрытия.
- Существующие модели краскопультов не всегда рассчитаны на высокую вязкость материала. Они могут забиваться, что потребует разборки оборудования и очистки внутренних поверхностей.
- Чтобы получить качественное покрытие после применения жидких лаков и красок, необходимо наносить жидкости в несколько слоев, что отражается на прочности покрытия и времени выполнения работ.

Измерение вязкости жидкости
Для правильного определения вязкости применяется специальный прибор − вискозиметр. Принята единица измерения вязкости в DIN-секундах.
Необходимая для получения качественного покрытия вязкость указана на упаковке ЛКМ. Но на эту величину влияют еще некоторые параметры, такие как температура воздуха, влажность. В случае отсутствия подробной информации на этикетке пригодятся следующие данные:
- Вязкость автомобильных эмалей должна быть 15-20 сек.
- Масляная краска и эмали должны иметь вязкость 15-25 сек.
- Широкий диапазон для грунтовки – 15-30 сек.
- Лак доводят до вязкости в 18-20 сек.
- Допускается высокая вязкость у латексных красок – 35-45 сек.
Визуально разбавленная краска должна по консистенции напоминать жирное молоко. Вязкость водоэмульсионной краски вȍin для краскопульта, ? Добиться правильного показателя вязкости можно с помощью растворителя, который подбирается в зависимости от состава окрашивающего вещества.
Применяемые для покраски материалы
Чтобы правильно подобрать растворитель, нужно знать состав и свойства применяемой краски. Для покрытия поверхностей с помощью краскопульта хорошо зарекомендовали себя следующие лакокрасочные материалы:
- алкидные;
- акриловые;
- масляные;
- водоэмульсионные;
- нитроэмали.
Применяемые растворители
Получить краску требуемой правильной консистенции допустимо с помощью добавления растворителя. Наиболее простой способ – применить тот, который рекомендован в прилагаемой инструкции. Вязкость краски для краскопульта определение вязкости?
Чтобы защитить себя от проблем, связанных с несовместимостью краски и растворителя, лучше применять продукцию одного производителя.

Для получения качественного, пригодного для нанесения краскопультом состава, необходимо точно следовать инструкции и не проводить эксперименты.
Самостоятельно подобрать подходящий растворитель возможно с учетом характеристик лакокрасочных материалов.
Чтобы убедиться в правильности выбора, необходимо попробовать каждый из вариантов. Общие рекомендации:
- Водоэмульсионные краски разводят дистиллированной водой, спиртом или эфиром. Обычная вода не годится в связи с наличием примесей, которые при высыхании могут оставлять белый налет.
- Масляные разбавляют олифой, масляно-смоляным лаком, Уайт-спиритом.
- Для разбавления эмалей можно применять всевозможные растворители, такие как #645, # 646, сольвент, Уайт-спирит, Р-4, Р-6, бензин, ксилол.
- Двухкомпонентные красители вначале смешиваются строго по указанной в инструкции схеме. Полученную вязкость проверяют вискозиметром и в случае необходимости разводят жидкостью.

Дополнительные свойства
В зависимости от состава и свойств растворители делят на:
- Неполярные, включающие в свой состав углеводороды в жидком состоянии, − это керосин, Уайт-спирит.
- Полярные, химическая форма которых имеет группу (ОН). Относящиеся к ним спирты используются для растворения водоэмульсионных красок и акриловых эмалей.
При выборе растворителя учитывают, что полярная группа подходит только к тем лакокрасочным материалам, которые считаются полярными, и наоборот. Ксилол и бензол относятся к универсальным растворителям, которые сочетаются с любыми красящими веществами.
Краткая характеристика растворителей
Растворители, имеющиеся в торговой сети, обладают сложным составом и применяются для разбавления определенного вида ЛКМ:
- # 646 не самый лучший вариант. Вязкость водоэмульсионной краски в din для краскопульта? По отношению к краскам проявляет агрессивность: не только разбавляет их, но и вносит изменения в состав. Чаще всего применяется для грунтовок и материалов на основе акрила.
- # 647 относительно агрессивный по свойствам, растворяет нитроэмали и нитролаки. При использовании требуется особая осторожность.
- Растворитель #650 за счет мягкого взаимодействия широко используется для растворения.
- Алкидные краски разбавляются Р-4, в состав которого включены полимеры.

Приведенные рекомендации помогут правильно разбавить краску для краскопульта. Это будет способствовать получению высококачественного равномерного покрытия без потеков и дефектов.
Дополнительная информация:
Так вот – capasilan, разбавленный на 5%, очень хреново разбивается этим краскопультом. Как и 10%. Воздух из турбины, как верно заметили выше, выходит горячий и сушит краску.
Стеновая насадка дает краску очень толстым слоем, энергии воздуха в головке совсем не хватает для распыления данной краски в мелкую дисперсию. В итоге краску на стену кладет жирно, если подачу краски уменьшать, то просто вылетают крупные капли (краска на силиконовых смолах) и краска совсем не растекается. На стену еще как-то можно нанести (проверено), но при окраске потолка есть очень серьезные проблемы (краска ложится крупной шагренью, так как не растекается совсем).
При выборе растворителя учитывают, что полярная группа подходит только к тем лакокрасочным материалам, которые считаются полярными, и наоборот. Ксилол и бензол относятся к универсальным растворителям, которые сочетаются с любыми красящими веществами.
В безвоздушных краскопультах лакокрасочный материал поступает в форме факела с четко очерченными контурами, распыление происходит под большим давлением. Это позволяет использовать устройства при работе с вязкими материалами. Безвоздушные краскопульты используют в случаях, когда важна производительность и высокая скорость покраски без высоких требований к качеству.
Приборы, оснащенные выносным компрессором, являются менее мобильными. Но пользователи отмечают, что они более удобны в использовании, чем устройства с интегрированной запчастью. Это объясняется пониженным уровнем вибрации во время эксплуатации пистолета для краски такого типа.
При работе с эмалями и глянцевыми ЛКМ частой ошибкой является пренебрежение фильтрацией воздуха на входе в компрессор и поддержанием в чистоте каналов пистолета-распылителя, шланга подачи воздуха от компрессора в пистолет. Регулярная очистка фильтра на входе компрессора избавит от частичек пыли на глянцевом слое.
При разбавлении состава важно не перестараться. Что такое вязкость краски для краскопульта определение вязкости краски? Переизбыток растворителя ведет к уменьшению толщины пленки, а значит снижению эксплуатационных прочностных характеристик покрытия.
Бывает, что одна и та же краска при распылении дала удивительно красивый первый слой, а второй слой начал ложиться с шагренью и не растягивается в красивую гладкую поверхность.
Свойства лакокрасочного покрытия зависят от качественных свойств используемых материалов и способа их нанесения. Дабы получить крепкое, гладкое, одинаковое по толщине покрытие, применяется определенное оборудование ? распылителя краски. Знание того, как правильно разбавить краску для распылителя краски, считается одним из главных во время работы с данным оборудованием.
Величине вязкости жидкости примерно пропорционально время вытекания определенного ее объема из определенной трубки под определенным давлением. Пользуясь этим свойством, вязкость ЛКМ обычно оценивают в секундах, которые проходят до полного вытекания лакокрасочного материала из мерных чашек (воронок).
Вязкость краски в din таблица
Общий успех покраски, выраженный в равномерности нанесенного слоя, во многом зависит от консистенции распыляемого лакокрасочного материала. Именно вязкость смеси будет влиять на работу краскопульта и внешний вид созданного им покрытия. Чтобы не допустить дефектов или проблем в работе с инструментом, мы создали подробный и максимально краткий ликбез, где популярным языком объяснили наиболее важные нюансы по выбору и подготовке краски к распылению.
Зачем разбавлять краску
Как известно, диаметры сопел краскопультов могут существенно различаться и варьироваться в пределах: от 0.1 до 4 мм. И это мы ещё не берем в расчет картушные пистолеты, которые тоже входят в эту группу инструментов. Рассудив логически, становиться ясно, что аэрограф с дюзой в 0.1 мм, явно не сможет активно выплевывать густую эмаль, а потребует смесь максимально жидкой консистенции. При этом, если такую “крашеную водичку” залить в бачок краскопульта с дюзой в 4 мм, то при работе он будет разбивать её на очень крупные капли, которые начнут образовывать подтеки на поверхности. Исходя из этого, прежде чем разбираться, как развести краску для краскопульта в домашних условиях, следует четко определить, какого диаметра сопло установлено на Вашем инструменте.
Разновидности красок
Принцип действия краскопульта, позволяет ему распылять совершенно любые текучие материалы. На сегодняшний день на рынке представлены десятки производителей красок с тысячами всевозможных вариантов смесей. Разбирать каждый продукт в отдельности нецелесообразно, но мы расскажем о 5-ти основных группах, от которых идут все возможные производные.
Алкидные эмали. Создаются на основе лака в смеси с различными растворителями, наполнителями и цветными пигментами. Широко применяется для покрытия дерева, металла и даже бетона. В качестве разбавителя алкидной эмали, зачастую используется уайт-спирит.
Акриловые краски. Имеют в основе полимеры сложных эфиров. Наиболее часто применяются в живописи. В качестве материала в отделочных работах, могут наноситься на дерево, металл и штукатурку. Разбавляются обычной или дистиллированной водой комнатной температуры.
Водоэмульсионные краски. Как и акриловые, производятся на основе полимеров, смешанных с водой и красящими пигментами. Невероятно популярны в строительных и отделочных работах, как наиболее дешевый и практичный материал. Все водно-дисперсные краски, можно разбавить обычной, чистой водой.
Масляные краски. Представляют комбинацию неорганических красителей с наполнителями, смешанных в олифах или растительных маслах. Имеют высокую токсичность, но очень яркий оттенок. К примеру: отличная краска по металлу для краскопульта, имеет в составе свинцовый сурик. Масляные краски широко применяются на производствах, при работе с металлом или пластиком. Разбавляются уайт-спиритом, пененом, скипидаром и прочими растворителями.
Нитроэмали. Изготавливаются на основе нитроцеллюлозного лака в смеси с неорганическими пигментами. Широко используется при работе с металлом, зачастую в покраске кузовов авто. Выбирая краскопульт для краски по металлу, из которого будет распыляться нитроэмаль, обязательно следует рассматривать инструменты только с металлическим корпусом. Разбавлять данный тип краски, можно уайт-спиритом, растворителем 646 или специальным составом, рекомендуемым производителем.
Определение вязкости
Консистенция вещества, может быть очень приблизительной, особенно при её определении “на глаз”, без использования специального оборудования, и тем более, опыта. Конечно, всегда можно сослаться на текучесть тех или иных распространенных жидкостей (масло, кефир, шампунь), но точных показателей таки способом добиться никогда не получиться. А именно основой бесперебойного качества работы, является умение установить точную вязкость краски для краскопульта. Определение вязкости краски осуществляется нехитрым прибором – вискозиметром, а полученные данные исчисляются в единицах измерения DIN или секундах (в отечественных моделях).
Устройство вискозиметра предельно просто и заключается в емкости на 100 мл с отверстием на 4, 6 или 8 мм и держателя, который может быть съемным. Бюджетные модели выполняются из пластика, а более профессиональные из полированного металла. Как пользоваться вискозиметром для измерения вязкости краски, расскажем по пунктам:
- Набираем полную емкость краской, предварительно заткнув пальцем нижнее отверстие устройства.
- Берем секундомер и запускаем, одновременно убирая палец, открывая тем самым путь для вытекания смеси.
- Когда емкость полностью опустеет (капли не в счет), останавливаем секундомер и записываем/запоминаем время.
- Полученные данные сверяем с таблицей, идущей в комплекте с вискозиметром, и определяем вязкость нашей краски в DIN.
Наглядный процесс обращения с вискозиметром, с комментариями, продемонстрирован в нижеприведенном видеоролике.
Чем разбавлять
Однородность готовой к нанесению смеси, во многом зависит от используемого в разбавлении компонента. Перед тем, как разводить краску для краскопульта, стоит ознакомиться с рекомендациями производителя на упаковке, так как каждый лакокрасочный материал имеет свой уникальный состав. К сожалению, универсального средства для разведения краски не бывает, и хоть мы знаем такие знаменитые растворители, как 646 или уайт-спирит, они подходят далеко не ко всем лакокрасочным смесям. К примеру, акрил-уретановую краску, лучше всего разбавлять растворителем Р-12, а если использовать ранее указанные средства, можно сжечь красящий пигмент.
Применять универсальные растворители, можно лишь в том случае, когда Вы не знаете название краски и наливаете её из безымянной канистры. Или же, если требования к качеству максимально низкие. В остальных случая следует придерживаться рекомендациям на упаковке конкретной смеси или на официальном сайте производителя.
Как разбавлять краску
Самый ответственный этап всего вышеприведенного руководства. Требует повышенной точности, аккуратности, и главное, размеренности. Для большинства лаков и эмалей, процент вливаемого разбавителя, составляет 5-30% от общего объема, а для водоэмульсионных красок, может и вовсе достигать 50%. Поэтому, чтобы понять, как разбавить краску для краскопульта правильно, необходимо определить её изначальную вязкость при помощи вышеупомянутого вискозиметра. Если консистенция слишком густая, её понижают вливанием небольших порций разбавителя, тщательно перемешивая и проводя повторное измерение, до тех пор, пока вязкость не станет оптимальной.
Ориентироваться можно не только на данные вискозиметра, но ещё и на указанное на упаковке наполнение состава (концентрацию). Лакокрасочные смеси бывают низконаполненными, средненаполненными и высоконаполненными. Низконаполненным краскам обычно хватает 5% ± 3%. Высоконаполненные могут разводиться до 30%. Средненаполненные составы разводятся в пределах, между двумя предыдущими.
В качестве обозначения концентрации, некоторые производители указывают на емкости следующую маркировку (значения указаны в порядке увеличения: от жидкого к вязкому):
Определив вязкость, можно приступать к процессу смешивания. Делать это лучше в цилиндрической емкости с ровными стенками (как у обычной банки краски). В качестве мешалки, можно использовать обычную отшлифованную палочку без заусенцев, или металлическую линейку, у которой так же рекомендуется сгладить края. Для смешивания более объемных партий, можно использовать дрель со специальной насадкой в виде крестовины.
Увидеть более наглядно, как разбавлять краску для пулевизатора, Вы можете в приведенном ниже видеоролике.
Что делать если смесь слишком жидкая
Если Ваш раствор утратил свою вязкость в следствии чрезмерного разбавления, вернуть ему былую консистенцию, можно только двумя способами.
- Добавить в него точно такую-же, но более густую краску. Если речь идет о масляных, алкидных или нитроэмалях, можно попробовать добавить в раствор алкидынй лак, или иную связывающую смесь, используемую в производстве Вашей краски.
- Дать отстояться несколько часов или дней, периодически перемешивая. Так как растворитель имеет свойство испаряться, то определенная его часть выйдет. Желательно увеличить площадь испарения и установить емкость в постоянно проветриваемом месте.
Из крайних вариантов, которые явно скажутся на качестве материала, можно попробовать охладить краску в холодильнике. Если цвет белый, можно попробовать добавить наполнителя (гипс, мел, тальк).
Даже если у Вас получилась слишком жидкая краска, пулевизатор сможет её распылить, и даже довольно неплохо, если установить сопло меньшего диаметра. Поэтому не стоит слишком отчаиваться и прибегать к крайним мерам.
Коктейли бывают разные, и далеко не все они предназначены для приема «на грудь». Краски и лаки, которые мы используем для восстановления лакокрасочного покрытия автомобиля, – это ведь, по сути, тоже коктейли — правильно приготовленные смеси из нескольких ингредиентов. И коль мы стремимся к тому, чтобы восстановленная машина (крыло, дверь) после ремонта сверкала ярче новой, а краска лежала ровно, то и наш «окрасочный коктейль» должен быть приготовлен грамотно, с толком и расстановкой, а не состряпан абы как.
Сегодня вы узнаете
Ингредиенты
Прежде всего определимся с типом нашего «покрасочного коктейля»: будет ли это обычная акриловая эмаль (что менее вероятно), либо же краска типа «металлик» или «перламутр» (скорее всего).
Обычная акриловая эмаль — двухкомпонентная, с отвердителем. «Набор ингредиентов» для таких материалов состоит из трех банок. Например, литр краски, пол-литра отвердителя и 100-150 мл разбавителя. То есть, покупая литр краски, реально вы получаете около 1,6-1,7 литра разбавленной краски.
Это надо учитывать на подборе краски: некоторые лаборатории указывают цены за «густую» краску, а некоторые — за «разведенку». Разница, как вы сами понимаете, огромная.
В случае с «металликом» базовая краска обязательно покрывается сверху прозрачным лаком — без него эффектные покрытия выглядят невзрачно, да и стойкость к атмосферным воздействиям у двухслойных покрытий намного выше. Прозрачный лак, также как и акриловая эмаль — двухкомпонентный, с отвердителем. А вот к «базе» отвердитель не нужен — она однокомпонентна.
Таким образом «комплект» для двухслойных покрытий состоит уже из пяти банок. Например, литр «базы», 500-700 мл разбавителя для нее, литр прозрачного покровного лака, пол-литра отвердителя и 100-150 мл разбавителя для лака — всего 3,3 литра! При этом самой разведенной краски больше не стало, те же 1,7 литра.
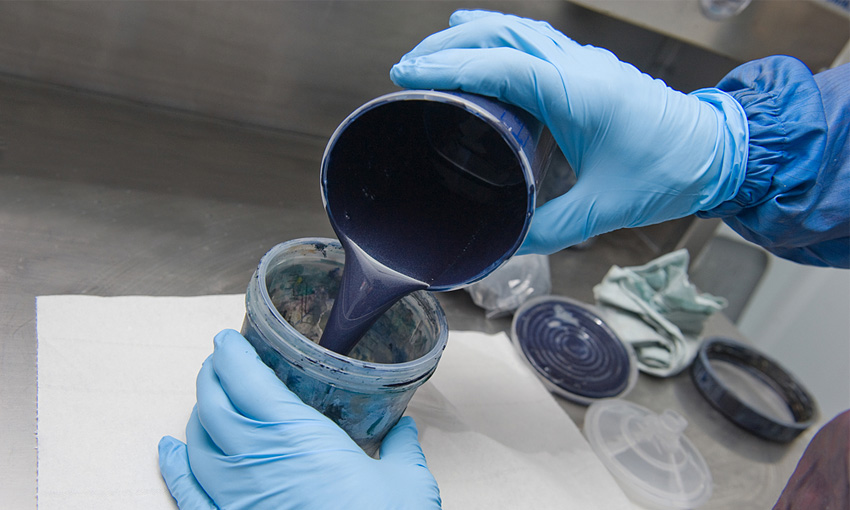
Делаем замес
Прежде чем заправить пистолет, следует смешать составляющие приобретенной краски.
Для правильного смешивания компонентов, при котором получается окрасочный материал требуемой вязкости, необходимо выполнить следующие условия.
Посуда
Важно, чтобы тара, в которой мы проводим смешивание, была строго цилиндрической формы (плоское дно и вертикальные стенки). Только в такой таре можно равномерно перемешивать компоненты и корректно отмерять их количество.
Лучше, если это будет специальная мерная посуда в виде прозрачной пластиковой банки с крышкой. На такие банки нанесена разметка, позволяющая смешивать материалы в необходимом объемном соотношении (1:1, 2:1, 3:1, 4:1, 5:1 и т.д.).
Мерные емкости выпускаются разных объемов, начиная от 100 мл и чуть ли не до полуведра
Также для дозирования и перемешивания ЛКМ удобно пользоваться специальной линейкой с метками, определяющей объемные доли компонентов.
Наливаем основу в цилиндрическую посуду до определенного деления, а после до нужной отметки доливаем отвердитель (если добавляется), затем растворитель. Все той же линейкой перемешали — и готово. Нередко мерная линейка продается вместе с комплектом краски, а на всех фирменных банках указаны пропорции согласно этим линейкам.
Необходимое количество компонентов удобно отмерять с помощью мерной линейки. Затем той же линейкой поболтал — и готово
Пропорции
При том изобилии, которое воцарилось на лакокрасочном рынке, дать, как говорится, один рецепт на все случаи жизни невозможно по определению. Да и не нужно этого делать. Есть TDS — остальное сами знаете от кого.
Тем не менее, обозначить некоторые общие ориентиры было бы полезно. В принципе, мы уже говорили о них немного выше: в двухкомпонентные продукты обычно добавляется до 50% отвердителя и 10-20% разбавителя. Степень разбавления базовых эмалей колеблется, как правило, в пределах 50-80%. Ну а точные пропорции смотрите уже в инструкции к конкретному продукту: все баночные лаки и эмали имеют указания в виде пиктограмм, которые информируют, в какой пропорции нужно развести краску с отвердителем (если материал двухкомпонентный) и разбавителем.
Напоминаем: в однокомпонетные материалы (алкиды, базовые эмали, 1К-грунты) добавляется только разбавитель; в двухкомпонентные материалы (акриловые эмали и лаки, 2К-грунты) сначала добавляется отвердитель, затем смесь доводится до нужной вязкости разбавителем.
Если же вы заказываете краску на подборе в лаборатории, то вам выдадут комплект компонентов (обычно заказывают комплектом), смешав которые вы получите готовый к применению материал с рабочей вязкостью — как говорится, «под распылитель». Либо выдадут уже разведенную краску (естественно, это касается только базы, поскольку время жизни двухкомпонентных материалов после смешивания строго ограничено).
Добавки
Описание рецептов приготовления лакокрасочных коктейлей было бы неполным без упоминания о добавках — материалах, применяющихся для изменения отдельно взятых характеристик эмалей, лаков или грунтов.
Например, для создания шероховатой поверхности — очень часто так окрашиваются пластиковые бамперы внедорожников — существуют структурные добавки разной степени зернистости. И вообще, чтобы краска на пластике не трескалась, в нее обязательно добавляется 20-40% пластификатора. Есть матирующие эластификаторы, разработанные для снижения степени блеска и окраски пластиковых деталей типа боковых накладок автомобилей Mercedes-Benz.
При покраске эффектными двухслойными покрытиями эти добавки нужно подмешивать к покровному лаку (пластификатор рекомендуется добавлять еще и в грунт-наполнитель). Подробнее о добавках и их применении читайте здесь.
Измеряем вязкость
Любой маляр должен уметь контролировать такой жизненно важный показатель, как вязкость. Зачем? Чтобы она соответствовала рекомендованному значению. Опять же, зачем? Чтобы равномерно нанести материал на поверхность, и получить покрытие необходимой толщины с запланированными свойствами — красивое и прочное.
«Вязкость» (от лат. viscosus — липкий, клейкий) — величина, характеризующая текучесть жидкости.
Зачем?
Подробнее — на примере грунта-наполнителя. Поверхность, которую мы им покрываем, имеет различного рода микронеровности, оставшиеся после подготовки (шлифовальные риски, поры и т.д.). Иными словами — выступы и углубления. От самой глубокой до самой высокой точки — примерно 50 микрон.
Так вот, если мы нанесем на эту поверхность слишком жидкий наполнитель, его тонкая пленка будет не в состоянии перекрыть эти неровности, да еще и с запасом на шлифовку (по аналогии: если положить на дно банки камушки и налить воды, не покрывая камни «с головой»). В результате поверхность останется неровной, а материал, по большому счету, потрачен зря. Приходится делать лишнюю работу — повторно наносить наполнитель, затрачивая на ремонт в два раза больше времени.
Возьмем обратную ситуацию с нанесением слишком густого наполнителя. Казалось бы, здесь проблем уж точно не должно быть. Как бы не так. Слишком густой и нетекучий наполнитель, опять-таки, не сможет толком заполнить все микронеровности — его проникающая способность слишком низкая и он попросту не способен затечь в эти маленькие углубления (как футбольный мяч не может упасть в лунку для гольфа).
Покрытие получается неплотное, плохо сцепленное с поверхностью, и в дальнейшем наполнитель начинает отслаиваться. Не слишком радужная перспектива, но и на этом неприятности не заканчиваются. Слишком густой наполнитель не сможет растечься по поверхности гладким слоем, образуется повышенная шагрень, что приводит к мучениям и перерасходу материалов при шлифовке.
И это только грунт-наполнитель! Что уж говорить про краски и лаки. Глянец, оттенок, фактура и адгезия опять же… Все это напрямую зависит от вязкости.
Кто-то спросит: «А что, если развести пожиже, чтобы везде затекло, хорошо сцепилось и растеклось гладко, а нанести потолще, чтобы был запас для выравнивания шлифовкой? Чем толще — тем лучше защита!»
Не советуем. Толстый слой жидкого материала содержит большое количество растворителя — покрытие будет очень долго отвердевать (до полного высыхания не часы и не дни — месяцы), а нанесенная поверх не высохшего грунта эмаль может привести к сморщиванию покрытия и нарушению адгезии между краской и грунтом. Кроме того, повышается вероятность возникновения такого неприятного дефекта, как «кипение» и множества других.
Итак, уметь контролировать вязкость необходимо. Возникает вопрос: как?
В обиходе измерение вязкости чаще всего выглядит следующим образом: маляр берет какой-либо длинный предмет (скажем, отвертку), обмакивает ее в банку с приготовленной краской и по одному ему известным признакам определяет, оптимальна ли вязкость или нужно разбавить еще. Грубо говоря, если нравится, как смесь стекает с отвертки — отлично, идем красить. Если не нравится — делаем жиже, добавляя растворитель, или гуще, добавляя основной продукт и отвердитель (если добавляется).
Должны сказать, что такой способ если и хорош, то только для профессионалов с очень большим практическим стажем. Уж они-то, что называется, кожей чувствуют лакокрасочный материал. А что делать малярам-новичкам, тем, у кого опыта не так много?
Из школьного курса физики мы помним, что вязкость обычно измеряется в паскаль-секундах (динамическая вязкость) или в квадратных метрах в секунду (кинематическая вязкость). Также известно, что методы определения истинных вязкостных свойств жидкостей довольно сложны, а значит — непригодны для применения в условиях ремонтных мастерских. Поэтому в обращение и было введено такое понятие, как «условная вязкость».
Определение условной вязкости сводится к измерению времени (в секундах) истечения определенного объема жидкости (100 мл) из воронки через отверстие определенного диаметра (обычно 4 мм).
Так что не удивляйтесь, увидев на банке с эмалью надпись: «рабочая вязкость 22-24 с». Это всего лишь значит, что материал следует разбавлять до условной вязкости 22-24 с, которая определяется при помощи специального устройства — вискозиметра, представляющего собой цилиндрическую мерную емкость объемом 100 см³ с конической нижней частью и отверстием в ней.
Наиболее распространенным для измерения вязкости лакокрасочных материалов является вискозиметр стандарта DIN4 — с диаметром калиброванного отверстия 4 мм. В нашем стандарте он называется ВЗ-4. Также может применяться воронка ВЗ-246, только у нее сопла сменные — с диаметрами 2, 4 и 6 мм.
Вискозиметр DIN4. В нашем стандарте — ВЗ-4
Зарубежные производители ЛКМ для измерения вязкости своих продуктов могут рекомендовать и другие приборы, например — вискозиметр Ford #4 (диаметр сопла 1/6 дюйма или примерно 4,2 мм), некоторые фирмы могут рекомендовать и свои собственные устройства.
На практике с равным успехом можно пользоваться любым из них: построены все эти приборы по одному принципу, а для пересчета показаний существуют специальные графики и номограммы. На точности измерений это никак не скажется, погрешность нивелируется допустимым разбросом рабочей вязкости.
Как же пользоваться вискозиметром? Примерная схема такова. Закрепляем вискозиметр в вертикальном положении, ставим под него чистую емкость объемом больше 100 мл, закрываем сливное отверстие вискозиметра и наливаем в него лакокрасочный материал вровень с краями. Жидкости даем немного отстояться, чтобы из нее вышли все пузырьки воздуха, а образовавшуюся пену можно снять ножом или стеклянной палочкой.
Затем открываем сливное отверстие и одновременно включаем секундомер. Заканчиваем измерение, когда жидкость прекращает течь непрерывной струей и приобретает капельный характер. Зафиксированное на секундомере время в секундах и есть условная вязкость измеряемой жидкости. К примеру, вязкость воды при 20 °С по DIN4 — 13 секунд.
Вязкость — важнейший показатель. Она определяет расход материала, оптимальный режим его нанесения, а также свойства получаемого покрытия.
Добавим, что измерения необходимо проводить при температуре 20±0,5°С. Отклонения от этой температуры чреваты неточными измерениями, так как при повышении температуры вязкость материала понижается, он становится более текучим, а при понижении, наоборот, повышается.
Средняя рабочая вязкость при 20 ºC по DIN4 составляет:
- для акриловых эмалей — 18-20 секунд;
- базовых эмалей — 16-17 секунд;
- лаков — 18-20 секунд;
- 2К-грунтов — 20-22 секунд;
- жидких шпатлевок — до 30 секунд.
Точные рекомендации смотрите в инструкции к продукту. Допустим, указанная вязкость — 22 секунды. Если краска вытекала дольше, значит ее вязкость выше нормы и ее необходимо еще немного разбавить.
Кстати, сами разбавители бывают «медленными» и «быстрыми» — в зависимости от скорости испарения и температурных условий, при которых они должны применяться. Так, при пониженных температурах стоит применять более «быстрые» разбавители, при работе в жару — «медленные». В стандартных температурных условиях (18-25°C), соответственно, стандартный. Подробнее об этом — здесь.
Фильтруем
Приготовленный лакокрасочный материал перед заправкой в бачок краскопульта должен быть непременно отфильтрован, так как в нем могут содержаться посторонние включения, угодившие туда в процессе приготовления, сгустки и т.д. В противном случае гарантировать получение качественной поверхности нельзя, ибо весь этот мусор в конечном итоге может оказаться на окрашиваемой поверхности.
Для фильтрации удобно использовать одноразовые бумажные воронки с фильтрующей нейлоновой вставкой (размер ячейки, как правило, 190 микрон). Вставил воронку прямо в бачок, процедил — готово, можно красить!
Заправку бачка для краски производим только с использованием фильтрующей воронки
Основные ошибки
Добиваться стабильно высокого качества выполняемых работ можно только при соблюдении технологических рекомендаций по применению тех или иных материалов. Другого пути у тех, кто хочет ремонтировать современные автомобили и ремонтировать качественно, просто нет.
А между тем, игнорирование технологических требований остается основной (!) причиной дефектов и ошибок. Как говорится, «…уж сколько раз твердили миру»…
Но «свободные нравы» всегда были и будут: краскопульт настраиваем «на слух», краску смешиваем «на глаз», забываем о строго определенных «сроках жизни» приготовленных к использованию продуктов.
Например, за час лак меняет вязкость в среднем на 100%. Он густеет. До обеда мы его размешали, измерили вязкость — 20, довольные ушли трапезничать, возвращаемся минут через 50, а у него уже все 40! Само-собой, применять материал уже нельзя. Но часто ли кто-нибудь считается с подобной «мелочью»?
Часто ли кто-нибудь помнит о том, что материал, в который мы недолили отвердителя, уже не сможет толком отвердеть, как его ни суши. Акриловые двухкомпонентные материалы ведь как отверждаются: за счет химической реакции между акриловым связующим (основой) и веществом для сшивания молекул — полиизоцианатом (отвердителем). И только производитель ЛКМ может знать, какое количество звеньев -N=C=O (присутствующих в отвердителе) необходимо для реакции с определенным количеством звеньев OH (находящихся в составе основы) и превращения материала в прочную полимерную пленку (подробнее об этом здесь).
Вот и получается, что если мы наливаем недостаточно отвердителя, для корректного отверждения пленки просто не хватает сшивающего материала. Покрытие получается мягким, неотвержденным.
Обратная ситуация — с избытком отвердителя (и, соответственно, излишком звеньев -N=C=O) имеет противоположный эффект — покрытие получается слишком твердым, но при этом неэластичным, сильно подверженным отслаиванию, растрескиванию, возникновению сколов.
Так что если на банке лака написано разбавлять в пропорции 2:1, то нужно не полениться отмерить строго две части лака и одну часть отвердителя. Ни больше, ни меньше.
Корректная полимеризация двухкомпонентных материалов возможна только при соблюдении правильных пропорций смешивания с отвердителем
Ну а то, что отверждать акриловые материалы можно только оригинальными отвердителями — вообще обсуждению не подлежит. В акриловых системах сополимер и полиизоцианат тщательно подбираются друг к другу, и если мы возьмем отвердитель от другого лака или другого производителя — получим другой полимер с совершенно иными свойствами.
Банка с остатками отвердителя должна быть плотно закрытой, так как отвердитель реагирует с воздушной влагой, в результате чего происходит его помутнение и выпадение кристаллов, иногда гелеобразование. Чтобы воздух не поступал в частично использованную банку с отвердителем, рекомендуется переворачивать ее и ставить на крышку, и в таком положении хранить.
Экономить на разбавителе при покупке фирменной краски также не стоит: дорогая краска помутнеет, и это быстро отобьет охоту к подобным экспериментам.
Хороший мастер, которому небезразлично то, чем он занимается, все подобные рекомендации должен хорошо знать. Он должен иметь под рукой всю технологическую документацию и уметь читать пиктограммы, чтобы знать, где, как и какой именно продукт применить.
Итак, все вышеописанные действия были последовательно и добросовестно выполнены. Базовая краска приготовлена с рекомендованным количеством разбавителя, тщательно перемешана, отфильтрована и залита в бачок краскопульта. Теперь главное не забыть сделать тест-напыл, чтобы убедиться, что краскопульт распыляет лакокрасочный материал равномерно. Подробнее об этом — в следующей статье.
Краскопульт HAMMER PRZ80A – универсальный краскораспылитель, предназначенный для обработки небольших поверхностей. Модель подходит для работы с акриловыми красками, синтетическими лаками и смолами, морилками и пестицидами, пропитками, дезинфицирующими средствами. Не рекомендуется применять жидкости с твердыми включениями во избежание поломки краскораспылителя. Визуальный контроль уровня краски в емкости позволяет оператору регулировать скорость работ.
Модель краскопульта HAMMER PRZ80A рассчитана на бытовые, не профессиональные работы по покраски поверхностей. Отлично подойдет для дачи и небольших малярных работ в квартире и доме. Имеет пониженный уровень шума, а также встроенное регулирование экономичного расхода краски за счет снижения ее разбрасывания в виде «тумана».
Объем бака достаточен для работ до 30 минут в зависимости от вязкости жидкости. Сам бачок изготовлен из полупрозрачного инертного к агрессивным веществам пластика, ударопрочного и безопасного. Прозрачность бака позволяет отслеживать количество жидкости непосредственно во время работы.
При помощи повышенной гибкости удлинителя с форсункой можно менять угол распыления, что удобно при сложных или наклонных поверхностей поверхностях. За счет небольшого веса и маневренности инструмент отлично пригодится в покраске потолка.
Специальный плунжер распыляет безвоздушным способом лаки и краски вязкостью до 35 DINS. Краскопульт оснащен регулятором изменения объемов подаваемой краски. Аэрозольный факел краскопульта может иметь 14 положений.
Надежная багинетная стыковка баллона и корпуса обеспечивают износостойкость и продолжительную эксплуатацию инструмента, а также стойкость к удару (например, при падении краскопульта). Обрезиненная удобная рукоять дает надежный, нескользящий хват краскопульта, что немаловажно при работе с вязкими жидкостями и краской.
Технические характеристики краскопульта HAMMER PRZ80A:
— тип работы – электростатическое распыление ударом
— номинальная мощность – 80 Вт
— производительность – 250 мл/мин
— объем бака для краски – 700 мл
— давление — 140 Бар
— положения аэрозольного «факела» — 14 положений
— вязкость красок и жидкостей – до 35 DIN-S
— наличие удлинителя – есть
— вискозиметр – есть
— вес в упаковке – 2,5 кг
— вес инструмента – 1,7 кг
— Гибкий удлинитель с форсункой позволяет регулировать угол распыления, что очень удобно, например, для покраски потолка и пола.
— Бак (700 мл) изготовлен из ударостойкого химически инертного пластика, что позволяет производить визуальный контроль уровня наполнения.
— Эргономичная обрезиненная ручка для удобства работы.
— Регулятор изменения количества подаваемой краски.
— Износостойкий плунжер обеспечивает безвоздушное распыление лакорасочных материалов с вязкостью до 35 DIN-S.
Максимальная вязкость жидкости, с которой можно работать – 35 Din-s, этот показатель смотрите на банке с краской.
Как измерить вязкость? Для этого есть специальный стакан в комплекте. Наполните его рабочей жидкостью и дайте ей вытечь, пока струя течет без отрыва, засеките время в секундах. Сколько будет секунд – столько и будет показатель вязкости (Din-s). В случае необходимости разбавьте краску совместимым растворителем.
Распылитель не подойдет для работы с такими материалами как дисперсионные краски, щелочи, материалы, которые в своём составе содержат свинец, абразив, силикатная краска. Просто-напросто будет заметно выше износ инструмента, ну и гарантия на такие случаи не распространяется.
Таблица для применяемых материалов и их вязкости:
Лаки – неразбавленные 30Din-s
Синтетические краски, прозрачные лаки – 15-35Din-s
Акриловые краски – 20-35Din-s
Морилка, масла для древесины – 35Din-s
Дезинфицирующие средства, полироль неразбавленная – 35Din-s
Серебрянка – 20-30
Краска для автомобилей – 18-22
Работайте, используя маску для защиты дыхания. После работы, прочищайте краскораспылитель, используя растворитель, температура возгорания у него должна быть не ниже 80 градусов. Также есть игла для прочистки сопла.
Распыление нужно проводить на 25см-30см от объекта, постоянно выдерживая это расстояние, для более качественного окрашивания.
При вертикальном окрашивании, прежде чем наносить второй слой, сначала должен высохнуть первый, это позволит избежать наплывов. Для покраски потолков в комплекте имеется длинное сопло.
В бачке всегда должна быть краска, полностью не опустошайте его, чтобы воздух не проходил в систему при работе.
1. Евгений :Все прекрасно работает, никаких нареканий нет. Купил в сентябре и всю осень интенсивно пользовался. Ставлю пятерку!
2. Александр (Тверь): Покрасил дачный домик 6х5 с сарайчиком 2х2 краской ПФ-115. На все ушло 20 кг. краски и 5 литров уайт спирита, 7 часов рабочего времени, 1 час на отмытие краскопульта и себя. Отметка 5.
3. Ильдар ([email protected]):Тоже пробовал эту штуку. Красил пинотексом ультра, без разбавления, только надо сопло побольше открыть. Тянул нормально без плевков. Вобщем работает не хуже компрессора,компактный и не слишком шумный, в отличие от того же компрессора или мембранных распылителей . Рекомендую , это не реклама, я строитель!
Вязкость краски — инструкция по измерению
Вязкость краски — инструкция по измерению
- Как определить вязкость печатной краски?
- Как измерить вязкость лака или краски?
- Вискозиметр для флексографии и вязкость;
- Контроль вязкости краски?
Условие правильной работы с краской — поддержание требуемой вязкости. Её снижение уменьшает расход краски, толщину и механическую стойкость красочного слоя, насыщенность цвета, растекание.
Вязкость краски сказывается на её печатных свойствах: насыщенность цвета, контраст, равномерность наката краски, яркость.
Вязкость типографской краски (флексо) измеряется вискозиметром — воронкой ВЗ – 246 (ГОСТ 9070-75), который используется при нормальном давлении 0,1 МПа и температуре 20С.
Обычно воронки для флексографии применяют с диаметром сопла 4мм. Для измерения вязкости красок глубокой печати используют импортные аналоги: 2мм, DIN3, DIN4 мм. Это обусловлено тем, что краски для глубокой печати жидкие и вязкость печатной краски лежит в интервале 16 — 28 сек по ВЗ 4.
Данный вискозиметр состоит из воронки определенного объема и сопла определенного диаметра. Вискозиметр ВЗ – 246 измеряет условную (ньютоновскую) вязкость – время истечения заданного материала / краски через калиброванное отверстие сопла 2мм, 4мм, 6мм.
- в производственных условиях, в цехе лучше использовать — погружной вискозиметр;
- в лабораторных условиях модель вискозиметра на штативе;
| Вискозиметр, тип | Цена | |
| погружной, металлический | сопла, 2,4,6 мм | купить / смотреть |
| погружной, пластиковый | сопла, 2,4,6 мм | купить / не поставляем |
| на штативе, металл. | сопла, 2,4,6 мм | купить |
| на штативе, пластик | сопла, 2,4,6 мм | купить |
| Вискозиметр (воронка) DIN 3 | сопла, 3 мм | заказать |
| Вискозиметр (воронка) DIN 4 | сопла, 4 мм | купить / смотреть |
Величина требуемой вязкости краски будет зависеть от температуры, при которой выполнено измерение, ведь обычно поставщик указывает вязкость для температуры 20–22 °С. Определить нужное значение помогут графики зависимости вязкости конкретной краски от температуры. Либо довести температуру краски до необходимой.
Благодаря измерению вязкости можно так же проверить и качество краски или лака – добавлялся ли какой-то растворитель в краску вашим поставщиком.
Инструкция по измерению вязкости краски:
- Возьмите вискозиметр. Налейте в воронку краску, так,чтобы образовался выпуклый мениск над верхним краем вискозиметра.
- Наполняйте вискозиметр краской медленно, чтобы предотвратить образование пузырьков воздуха в лаке краске.
- Не стоит проводить измерения вязкости, когда водная краска вспенена, так это не даст точного результата.
- Под сопло вискозиметра поставить сосуд / стакан.
- Откройте сопло и одновременно засеките время на секундомере, которое требуется краске или лаку для непрерывного истекания из воронки (до первой капли).
- Конечное время истекания — момент, когда перестает течь струйкой и начинает капать.
Рекомендации по измерению вязкости:
— замеры вязкости рекомендуется проводить в процессе печати тиража и по полученным данным периодически необходимо возмещать потери растворителя,
— если краска густая: добавьте растворителя,
— если краска жидкая: отгрегрулируйте вязкость введением свежей краски или лака- разбавителя,
— не стоит измерять вязкость, когда краска вспенена — корректирующие действия не дадут нужного эффекта.
— помните, что на значения вязкости, зависят от температуры.
| температура воздуха |
поправочный коэффициент |
| 13° | 0,6875 |
| 14° | 0,7261 |
| 15° | 0,7639 |
| 16° | 0,8088 |
| 17° | 0,8527 |
| 18° | 0,8979 |
| 19° | 0,9483 |
| 20° | 1,0000 |
| 21° | 1,0526 |
| 22° | 1,1111 |
| 23° | 1,1702 |
| 24° | 1,2359 |
| 25° | 1,3020 |
| 26° | 1,3750 |
| 27° | 1,4474 |
| 28° | 1,5278 |
*Пример расчета (пояснение):
Измерили условную вязкость краски по ВЗ-4 при тем.25°С. Она составила 17 с.
Поправочный коэффициент при 25°С составляет: 1,3020.
17х1,3020=22 с.
Таким образом фактическая вязкость краски составляет 22 с.
Воронка — самый распространённый способ измерения вязкости во флексографии. Скорость истечения жидкой краски завист не только от её температуры (см. табл. выше), а также от формы воронки — её типа, и диаметра сопла / отверстия. Таким образом, время истечения краски т.е. вязкость из разных измерительных воронок не одинаково.
Типы вискозиметров: DIN, «вонронка Цана / Zahn cup», «Воронка Шмидта», «Воронка Шелла / Shell cup» (отличие: запканчивается узкой трубкой, через котроую вытевает краска) — чаще применяют в глубокой печати — стандарт ASTDM 4212. Европейские исследования показали, что более надежные величины получаются при помощи воронки DIN 4, а воронка Zahn 2 не дает достаточной точности и повторяемости результатов*.
«ПолиФлекс»,© копирование материала с сайта разрешено только при обязательной гиперссылки
Вязкость ЛКМ
Вязкостью, или внутренним трением, называется свойство жидкости, проявляющееся в сопротивлении перемещению ее частиц под влиянием действующих на них сил.
Вязкость и обратная ее величина — текучесть являются одним из важных характеристик лакокрасочных материалов. Именно вязкость определяет такие свойства, как способность к нанесению различными методами, склонность к образованию потеков и других дефектов.
Различают вязкость динамическую, кинематическую и условную.
Для водно-дисперсионных материалов чаще всего определяют динамическую вязкость(вязкость по Брукфильду), для органорастворимых материалов — условную вязкость по воронке ВЗ-246.
В системе СИ за единицу динамической вязкости принят ньютон-секунда на квадратный метр (Н-с/м2), представляющий собой вязкость жидкости, в которой при перемещении с градиентом скорости 1 м/секслой жидкости площадью 1 мг испытывает сопротивление силой в 1 Н. Десятая часть Н •с/м2называется пуазом. Истинная динамическая вязкость в пуазах может быть определена капиллярными вискозиметрами. В технике для определения вязкости обычно пользуются методами и приборами, дающими ‘ лишь относительную характеристику вязкости, выражаемую условными единицами.
Кинематическая вязкость(единица измерения в СИ— м²/с, в СГС— стокс, внесистемная единица — градус Энгелера).
Кинематическая вязкость может быть получена как отношение динамической вязкости к плотности вещества и своим происхождением обязана классическим методам измерения вязкости, таким как измерение времени вытекания заданного объёма через калиброванное отверстие под действием силы тяжести.
За условную вязкостьлакокрасочных материалов, обладающих свободной текучестью, принимают время непрерывного истечения в секундах определенного объема испытуемого материала через калиброванное сопло вискозиметра типа ВЗ-246.
— Вискозиметр ВЗ-246(по российскому ГОСТ 9070-75), европейский аналог DIN (DIN 53211-87) Наиболее часто используют вискозиметр ВЗ-246 с диаметром сопла 4 мм и объемом воронки 100 мл. Температура испытуемого материала должна быть 20±0,5°С. Метод предназначен для лакокрасочных материалов с условной вязкостью по этому вискозиметру от 12 до 200с.
Для определения вязкости в вискозиметр заливают ЛКМ, открывают отверстие сопла и включают секундомер. В момент первого перекрывания струи испытуемого материала секундомер останавливают.
За величину условной вязкости (Х) в секундах принимают среднее
арифметическое значение трех параллельных определений времени
истечения (Т) испытуемого материала и вычисляют по формуле:
Х=ТґК,
где К — поправочный коэффициент вискозиметра.
Наиболее распространенным для измерения вязкости лакокрасочных
материалов является вискозиметр стандарта DIN4 – с диаметром
калиброванного отверстия 4 мм.
— Наливные воронки ISO
По сравнению с DIN, эта воронка оснащена более длинным соплом, имеет не такой заостренный
корпус и другие внутренние размеры. Это обеспечивает отличающиеся значения времени истечения.
Расширенный диапазон измерений делает воронку ISO полезным дополнением к прибору DIN.
Воронка ISO вмещает 100мл ± 1мл.
— FORD (ASTM D 120087)для американских продуктов. Это чашки в виде усечённого конуса
с широким горлышком и узким отверстием определённого диаметра, расположенным снизу.
В соответствии с европейским стандартом существует пять чашек одинаковой формы вместимостью
100 мл, но с разным диаметром нижнего отверстия — 2, 3, 4, 6 и 8 мм. Чашки FORD имеют отличающиеся
от этого ряда отверстия , например, – вискозиметр Ford #4 (диаметр сопла 1/6 дюйма или примерно 4,2 мм).
Некоторые фирмы могут рекомендовать и свои собственные измерительные устройства. На практике с
равным успехом можно пользоваться любым из них: построены все эти приборы по одному принципу,
а для пересчета показаний существуют специальные графики и номограммы.
Однако этим методом нельзя определить точную вязкость тиксотропных материалов, так как они очень легко разжижаются при перемешивании. После прекращения воздействия через некоторое время их вязкость снова повышается. Вязкость тиксотропных материалов может быть определена только с помощью специальных вискозиметров.
— Метод Брукфильда
Вискозиметры Брукфильда включены в большое количество международных стандартов и спецификаций. Все вискозиметры Брукфильда используют стандартный принцип ротационной вискозиметрии: измерение вязкости осуществляется посредством пересчета крутящего момента, необходимого для вращения шпинделя прибора с постоянной скоростью при погружении его в исследуемую среду. Каждая модель вискозиметра Брукфильда может использоваться для широкого спектра измерения вязкости, благодаря возможности выбора скорости и сменным измерительным системам.
Точность измерения: +-1% полной шкалы, воспроизводимость +-0.2%
Определение кажущейся вязкости по Брукфильду производится по ГОСТ 25271-93 и стандарту ИСО 2555-89 Настоящий стандарт устанавливает метод определения кажущейся вязкости по Брукфильду Вискозиметры позволяют проводить измерения вязкости от 0,02 Па•с (20 сП) до 60000 Па•с (60•10 сП).
Продукты, к которым применим настоящий стандарт, обычно являются неньютоновскими жидкостями и поэтому их вязкость зависит от скорости сдвига, при которой проводится измерение.
Для всех трех типов вискозиметра скорость сдвига в разных точках шпинделя не одинакова. Таким образом, для неньютоновской жидкости полученный результат не является «вязкостью при известной скорости сдвига», вследствие чего ее условно называют кажущейся вязкостью. Для определения вязкости шпиндель цилиндрической или соответствующей формы (диск) приводится во вращение синхронным двигателем с постоянной скоростью в испытуемом продукте.
Сопротивление жидкости вращению шпинделя, зависящее от вязкости продукта, обусловливает крутящий момент, который фиксируется соответствующим измерителем. Это измерение базируется на связи силы натяжения спиральной пружины с величиной крутящего момента, фиксируемой движением стрелки на шкале.
Кажущуюся вязкость по Брукфильду вычисляют умножением показаний шкалы на коэффициент, который зависит от скорости вращения и характеристики шпинделя.
Для определения условной вязкости густотертых красок, шпатлевок, высоковязких грунтов и т.п. можно пользоваться методом, основанным на погружении в исследуемый материал металлического конуса и определении глубины его погружения в единицу времени. Сущность метода (ГОСТ 5346) заключается в определении глубины погружения в испытуемый материал стандартного конуса за 5 сек. при 25°С и при общей нагрузке 150 г, выражаемой целым числом десятых долей миллиметра по шкале пенетрометра.
Контроль получаемой условной вязкости осуществляется экспресс-методом с использованием вискозиметра ВЗ-246 (Россия), Форд-4 (Англия, США), ДИН-4 (Германия). Метод основан на измерении продолжительности истечения известного объема жидкости из воронки и отверстием определенного диаметра. Время истечения является мерой вязкости ЛКМ и определяется с помощью секундомера в секундах (ГОСТ 8420).
Во всех случаях вязкость в значительной степени зависит от температуры, и поэтому перед применением лакокрасочный материал желательно подогреть до температуры помещения, где производится окраска, так как резкое изменение вязкости в процессе использования лака из-за большого перепада температуры (склад-цех) может привести к разнотолщинности и появлению дефектов в покрытии.
Вязкость лаков считается удовлетворительной, если она не создает затруднений при определенном способе применения. Ровную пленку, имеющую одинаковую толщину по всей поверхности, удается получить только при применении лакокрасочных материалов, обладающих оптимальной вязкостью.
Высокая вязкость затрудняет применение лакокрасочных материалов, так как слишком вязкие материалы с трудом проходят или даже совсем не проходят через сопло распылителя и не могут быть распределены ровным слоем по поверхности окрашиваемого изделия.
При слишком низкой вязкости лакокрасочные материалы стекают с окрашиваемых вертикальных или наклонных поверхностей, оставляя на верхней их части слишком тонкий слой материала и образуя натеки в нижней части поверхностей. Таким образом, каждый лакокрасочный материал должен обладать оптимальной вязкостью, зависящей от способа его применения.
Вязкость лкм при нанесении их кистью должна быть по вискозиметру ВЗ-4 30 — 40 сек, при нанесении распылением — 18 — 22 сек.
Для доведения до оптимальной вязкости (рабочая вязкость) используют разбавители, которые вводят в ЛКМ перед применением.
После добавления в лакокрасочный материал разбавителя его вязкость значительно снижается.
Кроме снижения вязкости материала это также приводит к сокращению его сухого остатка и, следовательно, толщины лакокрасочной плёнки.
Изготовители указывают количество добавляемого разбавителя (по весу или по объёму), необходимого для придания лакокрасочному материалу рабочей вязкости для нанесения оборудованием определённого типа в техническом описании на лакокрасочный материал.
Это количество разбавителя, установленное производителем ЛКМ, является действительным при стандартных условиях, которые включают в себя температуру окружающей среды и лакокрасочного материала 20оС и влажность воздуха 50%. На практике данные условия выполняются очень редко, поэтому конкретное количество вводимого разбавителя определяется индивидуально в зависимости от условий применения лкм.
Важно учитывать изменение вязкости с изменением температуры. Если в спецификациях приведены данные измерения при 20°С, то контролировать вязкость надо строго при указанной температуре. Перед измерением вязкости надо хорошо перемешать тестируемый материал, особенно в случае длительного хранения. Если температура лакокрасочного материала понижается , его вязкость увеличивается, и, следовательно, требуется большее количество разбавителя для придания продукту необходимой технологичности.
Рекомендуется регулярно измерять рабочую вязкость продукта, обычно это удобно делать чашкой DIN4. Только в этом случае можно определить необходимую степень разбавления лакокрасочного материала вне зависимости от температурных условий.
В пигментированных системах вязкость в большей степени определяет скорость оседания пигментов под действием сил тяжести. Плотность пигментов значительно превосходит плотность пленкообразующего. При осаждении частицы пигмента образуют осадок. Скорость оседания частиц обратно пропорциональна вязкости, т.е. чем больше вязкость, тем медленнее происходит образование осадка.
При длительном хранении у пигментированных ЛКМ может образовываться значительный плотный осадок, поэтому перед употреблением и замером исходной вязкости лакокрасочные материалы должны быть тщательно перемешаны.
Возможные дефекты лакокрасочного покрытия при нарушение вязкостных показателей:
- Потеки
- Сморщивание лаковой пленки
- Кипение (пузыри)
- Усадка
- Потеря блеска
- Разноооттеночность
- Нарушение режима сушки
- Ухудшение адгезии
- Растрескивание лкп
- Вспучивание лкп
Разбавление автомобильных красок и лаков, измерение вязкости
Коктейли бывают разные, и далеко не все они предназначены для приема «на грудь». Краски и лаки, которые мы используем для восстановления лакокрасочного покрытия автомобиля, – это ведь, по сути, тоже коктейли — правильно приготовленные смеси из нескольких ингредиентов. И коль мы стремимся к тому, чтобы восстановленная машина (крыло, дверь) после ремонта сверкала ярче новой, а краска лежала ровно, то и наш «окрасочный коктейль» должен быть приготовлен грамотно, с толком и расстановкой, а не состряпан абы как.
Сегодня вы узнаете
Ингредиенты
Прежде всего определимся с типом нашего «покрасочного коктейля»: будет ли это обычная акриловая эмаль (что менее вероятно), либо же краска типа «металлик» или «перламутр» (скорее всего).
Обычная акриловая эмаль — двухкомпонентная, с отвердителем. «Набор ингредиентов» для таких материалов состоит из трех банок. Например, литр краски, пол-литра отвердителя и 100-150 мл разбавителя. То есть, покупая литр краски, реально вы получаете около 1,6-1,7 литра разбавленной краски.
Это надо учитывать на подборе краски: некоторые лаборатории указывают цены за «густую» краску, а некоторые — за «разведенку». Разница, как вы сами понимаете, огромная.
В случае с «металликом» базовая краска обязательно покрывается сверху прозрачным лаком — без него эффектные покрытия выглядят невзрачно, да и стойкость к атмосферным воздействиям у двухслойных покрытий намного выше. Прозрачный лак, также как и акриловая эмаль — двухкомпонентный, с отвердителем. А вот к «базе» отвердитель не нужен — она однокомпонентна.
Таким образом «комплект» для двухслойных покрытий состоит уже из пяти банок. Например, литр «базы», 500-700 мл разбавителя для нее, литр прозрачного покровного лака, пол-литра отвердителя и 100-150 мл разбавителя для лака — всего 3,3 литра! При этом самой разведенной краски больше не стало, те же 1,7 литра.
Делаем замес
Прежде чем заправить пистолет, следует смешать составляющие приобретенной краски.
Для правильного смешивания компонентов, при котором получается окрасочный материал требуемой вязкости, необходимо выполнить следующие условия.
Посуда
Важно, чтобы тара, в которой мы проводим смешивание, была строго цилиндрической формы (плоское дно и вертикальные стенки). Только в такой таре можно равномерно перемешивать компоненты и корректно отмерять их количество.
Лучше, если это будет специальная мерная посуда в виде прозрачной пластиковой банки с крышкой. На такие банки нанесена разметка, позволяющая смешивать материалы в необходимом объемном соотношении (1:1, 2:1, 3:1, 4:1, 5:1 и т.д.).

Мерные емкости выпускаются разных объемов, начиная от 100 мл и чуть ли не до полуведра
Также для дозирования и перемешивания ЛКМ удобно пользоваться специальной линейкой с метками, определяющей объемные доли компонентов.
Наливаем основу в цилиндрическую посуду до определенного деления, а после до нужной отметки доливаем отвердитель (если добавляется), затем растворитель. Все той же линейкой перемешали — и готово. Нередко мерная линейка продается вместе с комплектом краски, а на всех фирменных банках указаны пропорции согласно этим линейкам.

Необходимое количество компонентов удобно отмерять с помощью мерной линейки. Затем той же линейкой поболтал — и готово
Пропорции
При том изобилии, которое воцарилось на лакокрасочном рынке, дать, как говорится, один рецепт на все случаи жизни невозможно по определению. Да и не нужно этого делать. Есть TDS — остальное сами знаете от кого.
Тем не менее, обозначить некоторые общие ориентиры было бы полезно. В принципе, мы уже говорили о них немного выше: в двухкомпонентные продукты обычно добавляется до 50% отвердителя и 10-20% разбавителя. Степень разбавления базовых эмалей колеблется, как правило, в пределах 50-80%. Ну а точные пропорции смотрите уже в инструкции к конкретному продукту: все баночные лаки и эмали имеют указания в виде пиктограмм, которые информируют, в какой пропорции нужно развести краску с отвердителем (если материал двухкомпонентный) и разбавителем.


Напоминаем: в однокомпонетные материалы (алкиды, базовые эмали, 1К-грунты) добавляется только разбавитель; в двухкомпонентные материалы (акриловые эмали и лаки, 2К-грунты) сначала добавляется отвердитель, затем смесь доводится до нужной вязкости разбавителем.
Если же вы заказываете краску на подборе в лаборатории, то вам выдадут комплект компонентов (обычно заказывают комплектом), смешав которые вы получите готовый к применению материал с рабочей вязкостью — как говорится, «под распылитель». Либо выдадут уже разведенную краску (естественно, это касается только базы, поскольку время жизни двухкомпонентных материалов после смешивания строго ограничено).
Добавки
Описание рецептов приготовления лакокрасочных коктейлей было бы неполным без упоминания о добавках — материалах, применяющихся для изменения отдельно взятых характеристик эмалей, лаков или грунтов.
Например, для создания шероховатой поверхности — очень часто так окрашиваются пластиковые бамперы внедорожников — существуют структурные добавки разной степени зернистости. И вообще, чтобы краска на пластике не трескалась, в нее обязательно добавляется 20-40% пластификатора. Есть матирующие эластификаторы, разработанные для снижения степени блеска и окраски пластиковых деталей типа боковых накладок автомобилей Mercedes-Benz.
При покраске эффектными двухслойными покрытиями эти добавки нужно подмешивать к покровному лаку (пластификатор рекомендуется добавлять еще и в грунт-наполнитель). Подробнее о добавках и их применении читайте здесь.
Измеряем вязкость
Любой маляр должен уметь контролировать такой жизненно важный показатель, как вязкость. Зачем? Чтобы она соответствовала рекомендованному значению. Опять же, зачем? Чтобы равномерно нанести материал на поверхность, и получить покрытие необходимой толщины с запланированными свойствами — красивое и прочное.
«Вязкость» (от лат. viscosus — липкий, клейкий) — величина, характеризующая текучесть жидкости.
Зачем?
Подробнее — на примере грунта-наполнителя. Поверхность, которую мы им покрываем, имеет различного рода микронеровности, оставшиеся после подготовки (шлифовальные риски, поры и т.д.). Иными словами — выступы и углубления. От самой глубокой до самой высокой точки — примерно 50 микрон.
Так вот, если мы нанесем на эту поверхность слишком жидкий наполнитель, его тонкая пленка будет не в состоянии перекрыть эти неровности, да еще и с запасом на шлифовку (по аналогии: если положить на дно банки камушки и налить воды, не покрывая камни «с головой»). В результате поверхность останется неровной, а материал, по большому счету, потрачен зря. Приходится делать лишнюю работу — повторно наносить наполнитель, затрачивая на ремонт в два раза больше времени.
Возьмем обратную ситуацию с нанесением слишком густого наполнителя. Казалось бы, здесь проблем уж точно не должно быть. Как бы не так. Слишком густой и нетекучий наполнитель, опять-таки, не сможет толком заполнить все микронеровности — его проникающая способность слишком низкая и он попросту не способен затечь в эти маленькие углубления (как футбольный мяч не может упасть в лунку для гольфа).
Покрытие получается неплотное, плохо сцепленное с поверхностью, и в дальнейшем наполнитель начинает отслаиваться. Не слишком радужная перспектива, но и на этом неприятности не заканчиваются. Слишком густой наполнитель не сможет растечься по поверхности гладким слоем, образуется повышенная шагрень, что приводит к мучениям и перерасходу материалов при шлифовке.
И это только грунт-наполнитель! Что уж говорить про краски и лаки. Глянец, оттенок, фактура и адгезия опять же… Все это напрямую зависит от вязкости.
Кто-то спросит: «А что, если развести пожиже, чтобы везде затекло, хорошо сцепилось и растеклось гладко, а нанести потолще, чтобы был запас для выравнивания шлифовкой? Чем толще — тем лучше защита!»
Не советуем. Толстый слой жидкого материала содержит большое количество растворителя — покрытие будет очень долго отвердевать (до полного высыхания не часы и не дни — месяцы), а нанесенная поверх не высохшего грунта эмаль может привести к сморщиванию покрытия и нарушению адгезии между краской и грунтом. Кроме того, повышается вероятность возникновения такого неприятного дефекта, как «кипение» и множества других.

Итак, уметь контролировать вязкость необходимо. Возникает вопрос: как?
Как?
В обиходе измерение вязкости чаще всего выглядит следующим образом: маляр берет какой-либо длинный предмет (скажем, отвертку), обмакивает ее в банку с приготовленной краской и по одному ему известным признакам определяет, оптимальна ли вязкость или нужно разбавить еще. Грубо говоря, если нравится, как смесь стекает с отвертки — отлично, идем красить. Если не нравится — делаем жиже, добавляя растворитель, или гуще, добавляя основной продукт и отвердитель (если добавляется).
Должны сказать, что такой способ если и хорош, то только для профессионалов с очень большим практическим стажем. Уж они-то, что называется, кожей чувствуют лакокрасочный материал. А что делать малярам-новичкам, тем, у кого опыта не так много?
Из школьного курса физики мы помним, что вязкость обычно измеряется в паскаль-секундах (динамическая вязкость) или в квадратных метрах в секунду (кинематическая вязкость). Также известно, что методы определения истинных вязкостных свойств жидкостей довольно сложны, а значит — непригодны для применения в условиях ремонтных мастерских. Поэтому в обращение и было введено такое понятие, как «условная вязкость».
Определение условной вязкости сводится к измерению времени (в секундах) истечения определенного объема жидкости (100 мл) из воронки через отверстие определенного диаметра (обычно 4 мм).
Так что не удивляйтесь, увидев на банке с эмалью надпись: «рабочая вязкость 22-24 с». Это всего лишь значит, что материал следует разбавлять до условной вязкости 22-24 с, которая определяется при помощи специального устройства — вискозиметра, представляющего собой цилиндрическую мерную емкость объемом 100 см³ с конической нижней частью и отверстием в ней.
Наиболее распространенным для измерения вязкости лакокрасочных материалов является вискозиметр стандарта DIN4 — с диаметром калиброванного отверстия 4 мм. В нашем стандарте он называется ВЗ-4. Также может применяться воронка ВЗ-246, только у нее сопла сменные — с диаметрами 2, 4 и 6 мм.

Вискозиметр DIN4. В нашем стандарте — ВЗ-4
Зарубежные производители ЛКМ для измерения вязкости своих продуктов могут рекомендовать и другие приборы, например — вискозиметр Ford #4 (диаметр сопла 1/6 дюйма или примерно 4,2 мм), некоторые фирмы могут рекомендовать и свои собственные устройства.
На практике с равным успехом можно пользоваться любым из них: построены все эти приборы по одному принципу, а для пересчета показаний существуют специальные графики и номограммы. На точности измерений это никак не скажется, погрешность нивелируется допустимым разбросом рабочей вязкости.
Как же пользоваться вискозиметром? Примерная схема такова. Закрепляем вискозиметр в вертикальном положении, ставим под него чистую емкость объемом больше 100 мл, закрываем сливное отверстие вискозиметра и наливаем в него лакокрасочный материал вровень с краями. Жидкости даем немного отстояться, чтобы из нее вышли все пузырьки воздуха, а образовавшуюся пену можно снять ножом или стеклянной палочкой.
Затем открываем сливное отверстие и одновременно включаем секундомер. Заканчиваем измерение, когда жидкость прекращает течь непрерывной струей и приобретает капельный характер. Зафиксированное на секундомере время в секундах и есть условная вязкость измеряемой жидкости. К примеру, вязкость воды при 20 °С по DIN4 — 13 секунд.

Вязкость — важнейший показатель. Она определяет расход материала, оптимальный режим его нанесения, а также свойства получаемого покрытия.
Добавим, что измерения необходимо проводить при температуре 20±0,5°С. Отклонения от этой температуры чреваты неточными измерениями, так как при повышении температуры вязкость материала понижается, он становится более текучим, а при понижении, наоборот, повышается.
Средняя рабочая вязкость при 20 ºC по DIN4 составляет:
- для акриловых эмалей — 18-20 секунд;
- базовых эмалей — 16-17 секунд;
- лаков — 18-20 секунд;
- 2К-грунтов — 20-22 секунд;
- жидких шпатлевок — до 30 секунд.
Точные рекомендации смотрите в инструкции к продукту. Допустим, указанная вязкость — 22 секунды. Если краска вытекала дольше, значит ее вязкость выше нормы и ее необходимо еще немного разбавить.
Кстати, сами разбавители бывают «медленными» и «быстрыми» — в зависимости от скорости испарения и температурных условий, при которых они должны применяться. Так, при пониженных температурах стоит применять более «быстрые» разбавители, при работе в жару — «медленные». В стандартных температурных условиях (18-25°C), соответственно, стандартный. Подробнее об этом — здесь.
Фильтруем
Приготовленный лакокрасочный материал перед заправкой в бачок краскопульта должен быть непременно отфильтрован, так как в нем могут содержаться посторонние включения, угодившие туда в процессе приготовления, сгустки и т.д. В противном случае гарантировать получение качественной поверхности нельзя, ибо весь этот мусор в конечном итоге может оказаться на окрашиваемой поверхности.
Для фильтрации удобно использовать одноразовые бумажные воронки с фильтрующей нейлоновой вставкой (размер ячейки, как правило, 190 микрон). Вставил воронку прямо в бачок, процедил — готово, можно красить!

Заправку бачка для краски производим только с использованием фильтрующей воронки
Основные ошибки
Добиваться стабильно высокого качества выполняемых работ можно только при соблюдении технологических рекомендаций по применению тех или иных материалов. Другого пути у тех, кто хочет ремонтировать современные автомобили и ремонтировать качественно, просто нет.
А между тем, игнорирование технологических требований остается основной (!) причиной дефектов и ошибок. Как говорится, «…уж сколько раз твердили миру»…
Но «свободные нравы» всегда были и будут: краскопульт настраиваем «на слух», краску смешиваем «на глаз», забываем о строго определенных «сроках жизни» приготовленных к использованию продуктов.
Например, за час лак меняет вязкость в среднем на 100%. Он густеет. До обеда мы его размешали, измерили вязкость — 20, довольные ушли трапезничать, возвращаемся минут через 50, а у него уже все 40! Само-собой, применять материал уже нельзя. Но часто ли кто-нибудь считается с подобной «мелочью»?
Часто ли кто-нибудь помнит о том, что материал, в который мы недолили отвердителя, уже не сможет толком отвердеть, как его ни суши. Акриловые двухкомпонентные материалы ведь как отверждаются: за счет химической реакции между акриловым связующим (основой) и веществом для сшивания молекул — полиизоцианатом (отвердителем). И только производитель ЛКМ может знать, какое количество звеньев -N=C=O (присутствующих в отвердителе) необходимо для реакции с определенным количеством звеньев OH (находящихся в составе основы) и превращения материала в прочную полимерную пленку (подробнее об этом здесь).
Вот и получается, что если мы наливаем недостаточно отвердителя, для корректного отверждения пленки просто не хватает сшивающего материала. Покрытие получается мягким, неотвержденным.
Обратная ситуация — с избытком отвердителя (и, соответственно, излишком звеньев -N=C=O) имеет противоположный эффект — покрытие получается слишком твердым, но при этом неэластичным, сильно подверженным отслаиванию, растрескиванию, возникновению сколов.
Так что если на банке лака написано разбавлять в пропорции 2:1, то нужно не полениться отмерить строго две части лака и одну часть отвердителя. Ни больше, ни меньше.
Корректная полимеризация двухкомпонентных материалов возможна только при соблюдении правильных пропорций смешивания с отвердителем
Ну а то, что отверждать акриловые материалы можно только оригинальными отвердителями — вообще обсуждению не подлежит. В акриловых системах сополимер и полиизоцианат тщательно подбираются друг к другу, и если мы возьмем отвердитель от другого лака или другого производителя — получим другой полимер с совершенно иными свойствами.
Банка с остатками отвердителя должна быть плотно закрытой, так как отвердитель реагирует с воздушной влагой, в результате чего происходит его помутнение и выпадение кристаллов, иногда гелеобразование. Чтобы воздух не поступал в частично использованную банку с отвердителем, рекомендуется переворачивать ее и ставить на крышку, и в таком положении хранить.
Экономить на разбавителе при покупке фирменной краски также не стоит: дорогая краска помутнеет, и это быстро отобьет охоту к подобным экспериментам.
Хороший мастер, которому небезразлично то, чем он занимается, все подобные рекомендации должен хорошо знать. Он должен иметь под рукой всю технологическую документацию и уметь читать пиктограммы, чтобы знать, где, как и какой именно продукт применить.
Итак, все вышеописанные действия были последовательно и добросовестно выполнены. Базовая краска приготовлена с рекомендованным количеством разбавителя, тщательно перемешана, отфильтрована и залита в бачок краскопульта. Теперь главное не забыть сделать тест-напыл, чтобы убедиться, что краскопульт распыляет лакокрасочный материал равномерно. Подробнее об этом — в следующей статье.

О чем подумать, выбирая краскопульт
Современный краскопульт превращает малярные работы в удовольствие. Но только при правильном выборе аппарата и соблюдении условий эксплуатации.

На фото:
Область применения
Краскопульт вездесущий. Малярные гаджеты позволяют быстро и качественно наносить краску на любые поверхности, но особенно рекомендуются там, где кисточка и валик бессильны, — например, при окрашивании предметов сложной формы.
Краска — это еще не все. Профессионалы активно применяют краскопульты для нанесения пропиток, морилок, а также клея и лаков (при достаточно высоком значении допустимой вязкости у пистолета). Кроме того, краскопульт удобно использовать для опрыскивания растений.
Виды краскопультов
Пневматические. Состоят из сопла, спускового крючка и резервуара для краски, соединенного с компрессором резиновым шлангом. Компрессор нагнетает воздух, который в резервуаре смешивается с краской. При нажатии на спусковой крючок краска распыляется на окрашиваемую поверхность из сопла.
Электрические. В конструкцию входят насос, выключатель, дюза, шланг регулятора расхода смеси, спусковой курок, подставка под краскопульт и бачок. Этот вариант пистолета подключается к внешнему источнику питания и преобразовывает электрическую энергию в пневматическую. Электрический краскопульт дешевле пневматического, поскольку значительно уступает ему в эффективности.
Распыляющие агрегаты. Это крупное оборудование, действующее по типу краскопультов. Различие — в масштабах и в расположении резервуара: у распыляющего агрегата он находится рядом с компрессором. Агрегаты чаще всего применяют для нанесения структурных красок и жидких обоев.
Основные характеристики
Объем резервуара. Указывается, сколько жидкости можно поместить в резервуар пистолета за один раз.
Допустимая вязкость жидкости. Специальный параметр — DIN-sec — показывает, насколько густые жидкости можно наносить с помощью данного краскопульта. Степень вязкости определяется при помощи вискозиметра (так называемой «чаши Форда»), в который заливают жидкость, засекая, через какой отрезок времени она вытечет полностью. Вязкость часто указывают на упаковке краски.
Продуктивность нагнетания. Этот показатель говорит о скорости работы, то есть о том, сколько литров (или граммов) краски краскопульт выбрасывает за минуту.
Давление. Измеряется в барах и определяет, с какой силой краскопульт распыляет жидкость. Средние показатели: 160–180 бар.
Дополнительные функции

На фото: краскопульт M4910-20 компании Milwaukee.
Защита от перегрева. На рынке представлены краскопульты со встроенным механизмом, который автоматически выключает прибор в случае излишнего нагрева.
Всасывающий фильтр. Можно купить и краскопульт со всасывающим фильтром, предотвращающим «комкование» краски: сопло не забивается, а распыляющий поток остается равномерным.
Измеритель вязкости. Часто в комплект краскопульта входят измеритель вязкости жидкости и таблица, по которой можно самостоятельно определить, справится ли пистолет с данной жидкостью.
Насадки на сопло. К краскопультам можно докупить различные насадки, удлиняющие сопло или меняющие форму распыляемой струи жидкости.
Правила пользования
Следите за вязкостью. Перед наполнением резервуара жидкостью нужно проверить, не превышает ли ее вязкость максимально допустимой величины для вашего краскопульта. Невнимательность может привести к неисправности механизма.
Выполняйте пробное окрашивание. Своевременный тест-драйв на ненужном куске фанеры убережет вас от лишних хлопот.
Соблюдайте дистанцию. Во время окрашивания сопло должно находиться на расстоянии не менее 30 см от основания.
Избегайте толстых слоев. Лучше наносить краску несколькими тонкими слоями, чтобы не появлялись некрасивые подтеки.
Не забывайте чистить. После каждого использования в резервуар краскопульта нужно наливать воду или растворитель и разбрызгивать до последней капли.
Минусы краскопульта
Неточность нанесения краски. Краскопульт заметно уступает в точности кисти и валику. Чтобы провести ровную полосу при помощи краскопульта, понадобятся малярные ленты для ограничения краев и защиты остальной поверхности от забрызгивания.
Проблемы с наружным окрашиванием. Занявшись окрашиванием внешней стены дома в ветреный день, вы можете столкнуться с неудобствами: быстрое движение воздуха будет сдувать и деформировать поток краски.
В статье использованы изображения: blackanddecker.ru, milwaukeetool.ru