Аргонно-дуговая сварка, все о технологии сварки в среде аргона
- Содержимое:
- Технология аргонодуговой сварки
- Оборудование для аргонодуговой сварки
- Автоматическая аргонодуговая сварка
- Присадочные материалы для аргонодуговой сварки
- Техника ручной аргонодуговой сварки
- Как правильно варить аргонодуговой сваркой
Некоторые виды металлов не могут быть сварены обычной сваркой. В случае использования электродов шов получается не прочным и не может обеспечить плотного соединения. Для цветных металлов, легированной стали и сплавов требуется аргонно-дуговая сварка.
- Чем способ сварки в среде аргона отличается от остальных?
- Что включает в себя технология проведения сварочных работ с применением защитной среды аргона?
- Какие меры безопасности потребуется соблюдать?
Технология аргонодуговой сварки
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений — вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки — наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.

Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Оборудование для аргонодуговой сварки
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
- Сопла для сварки — предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.

Горелка — конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.- Осциллятор — это устройство обеспечивает поджигание дуги с помощью бесконтактного метода. Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка.
- Балластный реостат — еще одна необходимая деталь. Балластный реостат помогает регулировать силу тока подаваемого на дугу и подбирать оптимальные параметры при работе с различными металлами. Профессиональный инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения.
- Источник напряжения — существуют как трансформаторные установки, так и сварочные инверторы для аргонно-дуговой сварки. Инверторный вариант более предпочтителен. Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети.
- Дополнительные аксессуары — для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост часто называют столом, но он представляет собой нечто большее. Сварочный пост — это полностью укомплектованное рабочее место, существенно облегчающее процесс выполнения работ и увеличивающий качество результата. Стол для сварки может быть как стационарным, так и передвижным. Пост обеспечивает своевременный отвод отработанных газов, а также дает защиту от случайного попадания искры на поверхности находящиеся рядом.
Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Автоматическая аргонодуговая сварка
Для облегчения рабочего процесса предусмотрена автоматическая аргонодуговая сварка неплавящимся электродом. Потребитель может приобрести установку с разным коэффициентом автоматизации. Принято различать следующие установки:
Механизированная — в оборудовании горелкой управляет непосредственно сварщик, проволока подается автоматически.- Автоматизированная — технологический процесс и нанесение сварного шва происходит под надзором оператора, управляющего оборудованием. Движение горелки и подача проволоки выполняется с помощью автоматики.
- Роботизированная — сварочное оборудование для автоматической аргонодуговой сварки плавящимся электродом в таком случае полностью выполняется с помощью механизма. Контроль над режимом, нанесением сварного шва и другими аспектами контролирует компьютерный процессор, следуя заложенной программе.
Механизированная сварка в России используется чаще всего. Поэтому, при выполнении сварных работ большое значение играет человеческий фактор, а именно квалификация мастера.
Присадочные материалы для аргонодуговой сварки
Присадочные прутки для аргонодуговой сварки используются для наполнения сварной ванны при подаче аргона. Этот материал применяют при обработке металлов имеющих свойства, которые усложняют наложение шва. В зависимости от характеристик и состава, электроды для сварки в среде аргона могут быть обязательны при работах с чугуном, алюминием, никелем, титаном и другими цветными металлами и также легированной и жаропрочной сталью.
В зависимости от основного материала различают следующие присадки:
Из нержавейки — присадка для сварки из нержавеющей стали применяется для создания шва имеющего антикоррозионные свойства.- Алюминия и сплавов — получаемый шов способен выдерживать воздействие высоких температур и других факторов не поддаваясь растрескиванию и сохраняя прочностные и другие характеристики.
- Меди и сплавов — такая присадка позволяет получить шов отличающийся вязкостью и текучестью, а также высокой электропроводностью, что незаменимо при обработке определенных цветных металлов.
- Никеля — присадочный пруток из никелевого сплава позволяет выполнять работы по наложению шва среди неоднородных материалов. Широкое применение присадочный пруток из никеля получил при сварке чугуна, тяжело поддающегося термической обработке. Получаемый шов отличается как прочностью, так и устойчивостью к окислениям.

Сварочная проволока для аргонодуговой сварки нержавеющей стали имеет свои особенности, учитываемые при работе с этим материалом. Особенно важно следить за тем, чтобы сварочная ванна не выходила за пределы защитного облака аргона.
Техника ручной аргонодуговой сварки
Процесс выполнения работ достаточно простой, ему можно научиться самостоятельно. При наличии качественного оборудования для ручной аргонодуговой сварки наложение шва не составит труда даже в бытовых условиях. При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
- Наложение шва должно проходить исключительно по направленности обрабатываемой комки. Колебательные движения утолщают шов и снижают его прочность.
- Необходимо следить за достаточной скоростью движения дуги. От мастера требуется обеспечить должную глубину провара металла.
- Качественная ручная аргонодуговая сварка неплавящимся электродом зависит от равномерной подачи проволоки и выставления соответствующего режима работы.
Максимально удобно выполнять ручную сварку с помощью инверторного оборудования с механической подачей присадочного материала.
Как правильно варить аргонодуговой сваркой
Для аргонно-дуговой сварки нужно соблюдение следующих условий:
Создать защитное облако аргона — подачу газа начинают за 15-20 сек. до начала выполнения работ и заканчивают спустя 5-7 сек. Аргон защищает шов от растрескивания и обеспечивает его прочность.- Выставить необходимые настройки. Техническая документация поможет правильно установить скорость подачи проволоки, необходимое напряжение и другие параметры.
- Заканчивать шов необходимо с помощью реостата, постепенно снижая напряжение дуги.

Область применения аргонодуговой сварки
Технологический процесс проведения работ позволяет использовать этот метод для ремонта и изготовления деталей и конструкций любых цветных металлов и тугоплавких сталей. В настоящее время благодаря особенностям оборудования сварные работы с использованием защитной среды аргона можно проводить как в промышленных условиях, так и в быту.
Можно условно обозначить сферы применения метода сварки в аргоне по разновидности обрабатываемых металлов. А именно:
- Аргонодуговая сварка алюминия — сложность обработки алюминиевого сплава с помощью обычного электродного метода состоит в том, что металл имеет хорошую теплопроводность и не меняет свой цвет при нагревании. Обеспечить высокое качество шва на алюминии можно только в среде защитных газов. Сварка алюминиевых сплавов требует использования присадочных материалов, проволока в таком случае будет иметь однородный состав.
- Сварка нержавейки — еще один материал, сложно поддающийся процессу обработки. Недостатком электродного метода в данном случае выступает то, что в процессе нанесения шва по нержавеющей стали приходится преодолевать пленку окиси. Работы выполняют с использование проволоки из нержавейки или без присадочного материала. Угол наклона горелки во втором случае будет составлять около 90° градусов. Выбирая режимы аргонодуговой сварки нержавеющей стали необходимо учитывать, что этот металл склонен к растрескиванию, поэтому требуется, чтобы шов остывал медленно при постоянной подаче газа.
- Аргонодуговая сварка чугуна — это оптимальное решение задач ремонта, как сантехнических труб, так и других изделий. Возможно использование для мелкого ремонта дефектов чугунных поверхностей возникших в процессе литья.
- Сварка титана в среде аргона — практически единственный способ обработки титановых сплавов. Сложность заключается в том, что даже при нагревании до 450° градусов титан образует оксид и окалину насыщенную кислородом. Это способствует образованию трещин и не дает провести качественное наложение сварного шва другим способом. При сварке титана используют специальные накладки, способствующие подаче аргона с тыльной стороны обрабатываемой детали.
- Углеродистые стали — существуют особенности обработки и этих металлов. Режим сварки углеродистых сталей подразумевает использование проковки шва при достижении им температуры каления и обеспечения медленного остывания обрабатываемой поверхности.
- Медь — особенностью меди является высокая теплопроводность. Поэтому аргонно-дуговая сварка меди выполняется при условии увеличенной подачи аргона около 150-200 л/час.
Техника безопасности при аргонодуговой сварке
Проведение работ с использованием среды защитного газа регламентируются согласно ГОСТ 12.3.003-86. В ГОСТе требования, предъявляемые к промышленному применению, но их рекомендуется соблюдать и в бытовых условиях.
В первую очередь ограничения связаны с вредными веществами, образующимися в процессе выполнения работ и другими потенциально опасными ситуациями.
Некоторые положения этого ГОСТ приведены ниже:
Организация рабочего места — запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.- Необходимо обеспечить стабильную вентиляцию рабочего места, при необходимости подключить систему принудительного удаления продуктов сгорания.
- Перед началом работ надо удостовериться в исправности оборудования.
- Мастер должен регулярно проходить инструктаж в кабинете охраны труда и сдавать соответствующие экзамены.
- Запрещается использование тройников, редукторов и других приспособлений для одновременного подключения сразу нескольких горелок.
- Необходимо обеспечить рабочего средствами индивидуальной защиты. Для предотвращения термического воздействия на человека при резке и сварке толстостенных металлов используются перчатки и горелки с удлиненным штативом.

Маска для сварки или специальные очки являются обязательным условием для выполнения работ. Хорошо зарекомендовали себя маски «хамелеоны». Сварочные маски со стеклами «хамелеонами» самостоятельно меняют затемнение в зависимости от воздействия излучения.
Комплектующие и расходные материалы
Помимо приобретения установки понадобится купить расходники для аргонно-дуговой сварки и постоянно следить за их наличием и исправностью. Так для выполнения работ понадобится:
- Смесь для сварки — хотя основной процент имеет доля аргона, он не подается на горелку в чистом виде. Качественная аргоновая смесь имеет от 10 до 50 процентов углекислоты в своем составе. Допустимо использование составов с гелием. Перед приобретением следует уточнить у консультанта, для каких целей используется смесь.
- Баллоны — могут быть использованы повторно. Время от времени необходимо проверять баллоны на отсутствие разгерметизации. Некоторые сервисные центры могут заправить необходимую смесь в уже приобретенные баллоны. Так как для некоторых металлов необходим большой расход газа (для меди потребуется интенсивность подачи в 150-200 л. / в час) приобретать необходимо комплектующие с достаточным объемом.
- Шланги — можно купить сварочный рукав различной длины и дополнительными функциями. Перед приобретением шлангов следует убедиться в том, что выбранный рукав подходит к сварочной установке. Рукав аргонно-дуговой сварки подсоединяется к редуктору.
- Редуктор — осуществляет контроль над расходом и подачей аргона. Редуктор устанавливается на баллон и автоматически понижает или повышает давление при работе с определенными типами металлов.
Недостатки аргонодуговой сварки
Как и у любого метода, у аргонодуговой сварки есть свои недостатки. К ним относится:
- Большое количество дополнительно используемого оборудования.
- Сложность правильного подбора, режима выполнения работ. Для начинающего мастера выбрать необходимые параметры крайне сложно. При работе с некоторыми металлами требуется импульсная сварка, на другие шов наносится точечным методом с перерывами. Может потребоваться использование постоянного или переменного напряжения.
- Невозможность полной защиты шва при сквозняке или сильном ветре.
При этих недостатках у метода проведения сварочных работ в среде аргона есть и свои положительные стороны.
Преимущества аргонодуговой сварки
На выбор аргонно-дуговой сварки должны повлиять преимущества, которые не могут быть достигнуты ни одним другим методом обработки металла. А именно:
- Незначительный нагрев поверхности металла. Для титана и чугуна и других цветных металлов сильное прогревание критично. Использование метода сварки с использованием аргона позволяет выполнить сварные работы качественно.
- Высокая скорость проведения работ.
- Возможность обработки металлов, не поддающихся сварке другим способом.
- Качественный ровный и тонкий шов.
- Возможность выполнения работ в домашних условиях без профильного образования. Согласно статистике большинство из тех, кто выбирает аппарат аргонодуговой сварки для дома, не является специалистом.
Возможности аргонодуговой сварки практически безграничны, а техника наложения шва настолько проста, что позволяет выполнить работы даже без профильного образования и практики. Именно это и объясняет популярность оборудования.
Аргонодуговая сварка неплавящимся электродом
Преимущества аргонно-дуговой сварки:
- Качественный шов;
- Долговечность соединений;
- Доступность;
- Разумная стоимость работ;
- Эстетичный вид шва.

Что такое аргонодуговая сварка
Аргонно-дуговая сварка — способ сварки применимый для сваривания металлов с использованием электрической дуги и газа (аргона). Электрическая дуга плавит металл свариваемой детали, а также присадочный пруток, формируя шов.

Газ аргон в баллонах
Аргон – инертный газ, играет роль изолятора, препятствующего попаданию кислорода и других газов, взаимодействующих со сварочной ванной. При попадании в место сваривания металлов кислород вызывает сильное окисление, влияя на качество шва, а некоторые металлы и вовсе могут возгораться от такой реакции. Благодаря своей инертности аргон сам не вступает в реакции и не дает кислороду реагировать с металлом в сварочной ванне, именно поэтому газ подается до розжига дуги и после окончания сваривания продолжает подаваться некоторое время.
Сварка аргоном проводится двумя видами электродов: плавящимися и неплавящимися.
- Плавящиеся электроды вызывают розжиг дуги и одновременно являются припоем. Существует обширная классификация такой проволоки, разделяющейся по размеру, а также составу.
- Неплавящиеся электроды выполнены из самого тугоплавкого металла – вольфрама. При работе аппарата электрод провоцирует розжиг дуги, температура которой – 2000 градусов, а сам вольфрам начинает плавиться при 3600 и более градусов. Такой пруток нужен исключительно для розжига дуги и ее поддержания, присадочный металл подается вручную. Разделяют неплавящиеся электроды по толщине, длине и составу сплава, подходящего под тот или иной металл и способ сварки.
Разновидность сварочных технологий
- TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматически.
Существуют и другие разновидности, но они предназначены для работы с высокоточными изделиями и промышленных работ. Мы же поговорим, как выглядит технология сварки аргоном, применимая в домашних условиях. Оба аппарата имеют главный пляс – простоту работы, и им будет рад каждый начинающий сварщик. В данной статье более детально рассмотрим первый метод.
Оборудование аргонодуговой сварки неплавящимся электродом
Оборудование для аргонно-дуговой сварки
Ручная аргонодуговая сварка неплавящимся электродом предполагает наличие специального оборудования, состоящего из источника питания, газовой установки, при необходимости – механизма подачи проволоки и ряда других систем.
У каждой системы есть свое предназначение и свои особенности, так для проведения качественных работ вам понадобятся:
- источник напряжения сварки аргонно дуговой – разделяют трансформаторы и инверторы. Последние более удобны в использовании и универсальны, являются источником постоянного и переменного тока. Инвертор может использоваться практически в любых условиях квартиры, загородного дома или гаража. Работают инверторы от трехфазной сети и обычных 220В. Лучше всего чтобы аргонная сварка была универсальная и нечувствительная к перепадам напряжения.
- горелка – основной рабочий элемент, конструкция которого может различаться, в зависимости от выбранной техника сварки. Существуют горелки для плавящихся электродов и вольфрамовых прутков. Использование аргонной сварки с подачей проволоки подразумевает наличие специальной горелки.
- сопло – наконечник горелки, регулирующий точность подачи защитного газа и ряд других параметров. Так, как этот элемент работает в непосредственной близости от сварочной ванны, то подвергается высоким температурам. Оптимальным материалом для сопла считается – керамика.
- осциллятор – система розжига дуг без контакта со свариваемой поверхностью.
- газовый баллон с редуктором. Объем емкости для газа напрямую влияет на частоту заправки и соответственно отрыв от работы. Редуктор – регулирует расход аргона при сварке.
- дополнительные аксессуары. Сюда входят основные средства индивидуальной защиты, без которых не обойтись при работе с аргонно дуговой сваркой tig. Также, к аксессуарам стоит отнести – сварочный столик. Этот элемент во многом облегчает работу сварщика. Ведь позволяет жестко фиксировать свариваемые детали, оборудован системой отвода газов, хорошим освещением. Правильный сварочный стол защитит мастерскую от возгораний, вызванных разбрызгиванием искр.
Расходные материалы
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
- нержавейки, используется для нержавеющей стали и создания швов, с высокой сопротивляемостью коррозии;
- алюминия и алюминиевых сплавов, надежный шов выдерживающий высокие температуры, не теряя герметичности шва;
- меди и медных сплавов, такой шов имеет высокие показатели электропроводимости, гибкости. Прутки из меди используются для
- сваривания ряда цветных металлов;
- никеля, для сваривания чугунных изделий и создания швов стойких к окислению.
Проволока

Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Газ
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
Особенности сварки вольфрамовым электродом
Аргоновая сварка неплавящимся и плавящимся электродом еще недавно подразумевала определенное образование сварщика. Без знаний, полученных в учебных заведениях или специальных курсах самостоятельно выполнить сварочные работы было очень сложно. Но, с развитием технологий и внедрением полезных для пользователей систем, аргонодуговые сварки технологии стали доступными для масс. Учитывая распространенность данного оборудования, его вполне можно зачислить к остальной бытовой технике, которая есть почти в каждом гараже. Но если сварка в среде аргона такая простая, то как варить аргоном?
Отличается этот способ сварки от привычных для большинства инверторов с электродами, в использовании газа, принцип, как и у защитного покрытия, но это только на первый взгляд. В действительности способ сварки имеет ряд особенностей и нюансов, не сложных, но необходимых:
- Если мы работаем электродом из вольфрама, то он располагается как можно ближе к металлу, но не касается стали. Для розжига дуги используют осциллятор или специальные материалы.
- Расстояние между электродом и металлом должно быть постоянным. В противном случае дуга может начать прыгать, снижается провар или начинается прожиг металла. Также изменяется область действия защитного газа, что может привести к окислению шва.
Очень важный момент – это направление движения. В отличие от работы с электродами, колебаний совершать не нужно. Горелка ведется плавно вдоль шва.
Режимы аргонодуговой сварки
- Способ сварки подразумевает защиту шва от кислорода с помощью инертного газа – аргона. Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения.
- Скорость подачи проволоки должна быть постоянной, стоит исключить подачу припоя рывками. Если проволока подается автоматически, то оптимальные параметры можно найти в специальных таблицах. При ручной подаче припоя все зависит от самого сварщика. Пруток должен подаваться под правильным углом, перед горелкой и строго по направлению движения шва.
- Расход газа – величина постоянная, прописанная в ГОСТах. Там же можно найти оптимальный баланс между аргоном и другими примесями.
- Настройки тока – один из наиболее сложных, после работ с горелкой, пунктов. Особенно это касается начинающих сварщиков. Основная идея заключается в том, что не стоит настраивать режимы аргонодуговой сварки вручную, не имея опыта. Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.

Внимание! Для каждого типа свариваемых металлов настройки оборудования будут различны.
Как правильно варить аргонодуговой сваркой
Успешное примененная технология аргонодуговой сварки заключается в трех вещах:
- Первая – правильные настройки всей системы. В отличие от сварки электродом, где достаточно выбрать силу тока, здесь нам понадобится изучить внимательно возможности нашей системы, свариваемую деталь и подобрать рекомендованные настройки.
- Второй пункт успеха – твердая рука сварщика. Даже если мы настроили все правильно, но при этом не выдержали расстояние от электрода до заготовки или неправильно подавали пруток, то рассчитывать на качественный шов не придется.
- Третий столп успеха – рабочее место. Здесь мы сможем удобно расположится самостоятельно, крепко зафиксировать заготовку, расположить вблизи все необходимые расходные материалы, обеспечить хорошую вентиляцию, при этом избегая сквозняков. Сквозняки или сильные порывы ветра – единственная вещь, кроме самого сварщика, которая может ухудшить качество работ.
Сварка аргоном по технологии выглядит следующим образом:
- Подбираем материал для припоя;
- Устанавливаем подходящий электрод и сопло;
- Настраиваем аппарат, согласно значениям таблицы;
- Регулировка скорости подачи газа на редукторе;
- Выставляем задержку подачи газа;
- Нажимаем на курок, при этом подается газ, но дуга не зажигается
- Зажигается дуга, подносим припой и ведем к горелке строго вдоль шва;
- Отключаем курок и держим горелку, пока не прекратится подача газа.
Полезные советы
- Если подавать газ с другой стороны шва, это увеличит его расход, но и повысит качество работы
- Осциллятор облегчает розжиг дуги, а реостат поможет вам закончить шов.
- Для снижения стоимости шва стоит использовать смесь аргона с другими газами.
- Успех работы с горелкой для сварки аргоном по технологии описанной выше, заключается в постоянной практике.
Заключение
Сварка ручная аргонодуговая становится все более доступной и дешевой. Сегодня, за стоимость дорогих инверторов для работы с электродами, можно купить стартовый набор ТИГ сварка или МИГ. Но учтите, что купленная ручная аргонодуговая сварка это только часть расходов, ведь для работ необходимо постоянно докупать недешевые прутки и газ, поэтому для нечастого использования покупка может потерять свой смысл. Ценность сварки аргоном и технологии заключается в том, что благодаря опыту сварщика и качеству, предлагаемому при сварке аргоном, можно получить соединение исключительной прочности и красивое внешне.
Аргонодуговая сварка tig. Гост, видео, технология и оборудование

Без такой операции, как сварка сегодня не обходится ни одна стройка, ни одно производство, где необходимо соединить металлические детали. Этот вид соединения считается одним из быстрых и довольно качественных. Существует несколько видов сварки, но в этой статье, речь пойдет именно об аргонодуговой. Чем она примечательна, ее плюсы и минусы, все это будет рассмотрено ниже.
Технология
Аргонодуговая сварка ― это по сути та же ― электродуговая, но в ней используется инертный газ ― аргон, который подается в место горения электрической дуги. Международных обозначений аргонодуговая сварка имеет аж целых два- это TIG (сварка неплавящимися вольфрамовыми электродами в среде газа — аргона) и MIG/MAG (сварка электродной проволокой в среде аргона или углекислого газа).
Таким образом, создается газовая среда, в которой происходит плавление металла. Благодаря тому, что аргон не вступает во взаимодействие с металлом, он не меняет его химический состав и это большой плюс. То, что этот газ тяжелее на 1/3 воздуха, способствует вытеснению последнего из среды дуги, и изоляции расплавленного металла от воздействия атмосферы.
Это защищает сварочный шов от образования оксидной пленки и в целом улучшает качество соединения металла. Бывают случаи, когда к аргону добавляют кислород в количестве 4%. Это обусловлено тем, что при сгорании кромок металла, внутри газовой среды, аргон полностью не защищает шов от разного рода загрязнений и влаги. А кислород сжигает эти вредные примеси, исключая образование пористости шва. Но это делают в основном там, где необходимо очень высокое качество сварочного соединения. Обычно достаточно одного аргона.

Принцип работы
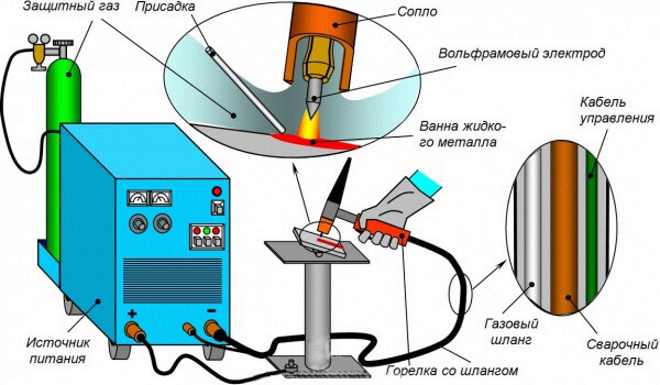
Оборудование для аргонной сварки состоит из: сварочного аппарата ― в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля.
Аргонодуговая сварка (tig) неплавящимся электродом
Перед началом работы включается аппарат и подается аргон. Для образования электродуги, сварщик приближает вольфрамовый (при сварке неплавящим электродом) электрод на небольшое расстояние к детали. На этом этапе есть один важный нюанс. Дуга не сможет образоваться при прямом соединении электрода с деталью, как при электросварке. Это из-за того, что для создания в среде аргона дуги, необходима высокая ионизация. А так как вольфрамовый электрод тугоплавкий (температура плавления около 5000 °C) и практически не сгорает, отсутствует образование газов, способствующих ионизации и зажиганию дуги. Потому в таких случаях используется ― осциллятор.
Осциллятор ― это устройство, обычно установленное в сварочном аппарате для аргонодуговой сварки, которое зажигает электродугу в случае с неплавящим электродом. Происходит это следующим образом: поднося горелку с вольфрамовым электродом на небольшое расстояние к детали, осциллятор подает на электрод высоковольтный импульс высокой частоты, который электрически пробивает расстояние к детали образуя ионизацию в газовой среде. Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
При использовании постоянного тока сварки, применяется подключение прямой полярности. То есть на корпус изделия подается «плюс», а на электрод «минус». Делается так потому, что при таком подключении, на детали, то есть «плюсе», выделяется до 70% тепла, а на электроде ― «минусе» всего 30%. Вследствие этого, металл детали плавится, а электрод меньше подвержен сгоранию. Исключением является сварка алюминия. В этом случае лучшие результаты получаются при сварке переменным током, так как при этом разрушается образование оксидной пленки. Что касается осциллятора, то при использовании переменного тока, после зажигания дуги, он переходит в режим стабилизации, подавая импульсы пробоя каждый раз, когда меняется полярность. Это обеспечивает стабильное горение электродуги.

Ввиду того, что вольфрамовый электрод не плавится, для образования шва в место горения дуги добавляется присадочный материал, который сварщик держит левой рукой, и при надобности подает.
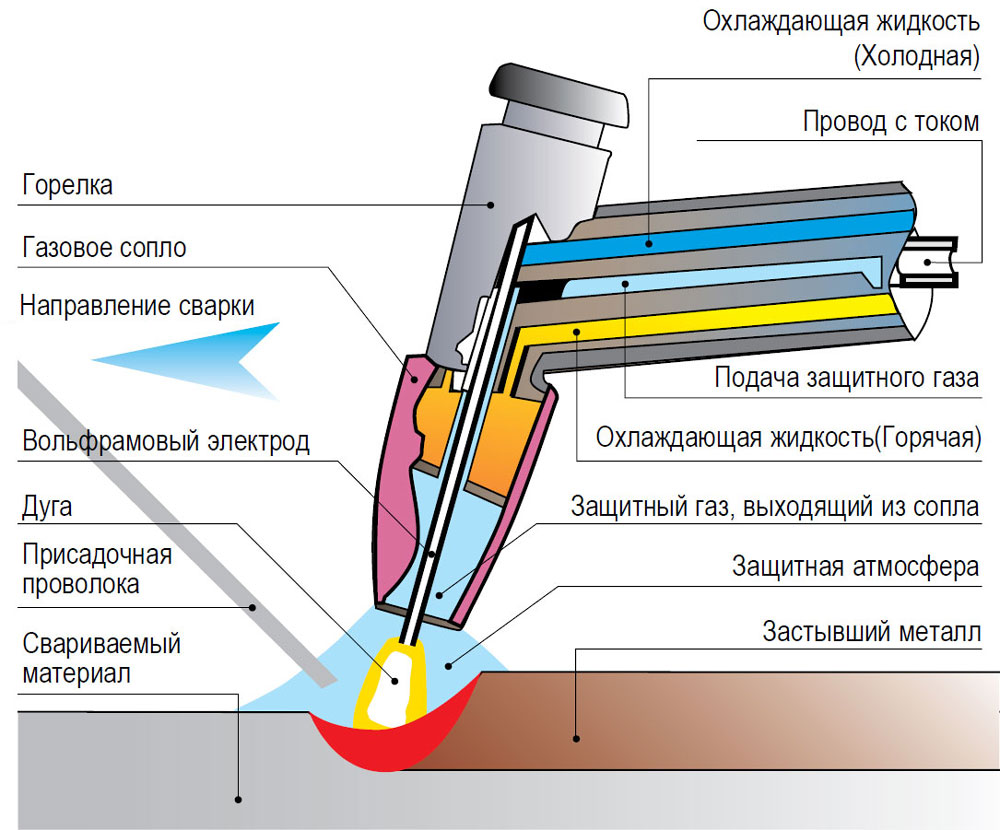
В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку.
Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
Аргонодуговая сварка плавящимся электродом
В этом случае, роль электрода выполняет стержень из металла, с нанесением рутила. При прямом касании электродом детали, происходит короткое замыкание (как при обычной электродуговой сварке), вследствие чего образуются пары расплавленного металла, которые и дают ионизацию в газовой среде аргона. Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости. Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.

Область применения
Аргонодуговая сварка (tig и mig/mag) с успехом применяется при соединении цветных металлов, легированных сталей и алюминия. Также она хороша при сварке алюминиевых и титановых сплавов. Например, легкосплавных дисков и других узлов автомобиля. При малой толщине свариваемых поверхностей, сварка аргоном может проводиться без дополнительных присадок.
Аргонная сварка плавящим электродом, применяется при соединении нержавеющей стали и алюминия.
Плюсы аргонодуговой сварки
Основными достоинствами аргонодуговой сварки являются:
1) высокое качество получаемого шва;
2) равномерное проплавление глубины металла;
3) незаменима при сваривании изделий из тонкого листового алюминия;
4) широкая сфера применения, начиная от автомастерских и заканчивая авиастроением;
5) не требует частой замены электрода, что не образует дефектов при остановке и возобновлении работы.

Недостатки аргонной сварки
1) при ручной сварке ― низкая производительность;
2) для качественной сварки, необходима высокая квалификация и достаточная практика;
3) автоматический вариант ― не всегда удобен, так как применяется для однопрофильных длинных швов. При сваривании коротких и разной ориентации соединений ― не практична;
Из рассмотренного выше понятно, что такой вид сварки намного эффективнее и универсальнее обычной электродуговой. Понятно, что для домашних целей это может быть дорогое удовольствие, но применяя эту технологию в бизнесе, оборудование с лихвой себя окупит за минимальный срок.
Сварка аргоном — всесторонний обзор технологии
Использование высокой температуры дуги при проведении сварки является широко применяемой во многих сферах технологией соединения металлических конструкций. Однако применять ее можно не для всех сплавов, т. к. многие из них при разогреве до высоких температур и расплавлении на открытом воздухе окисляются и теряют свои технологические свойства. Поэтому для них применяется особая сварка аргоном, при которой, кроме нагревания с помощью электрической дуги, для защиты металла используется нейтральный газ аргон.
Особенности аргонодуговой технологии
Как и сварочная дуговая, технология сварки в среде аргона основана на расплавлении области соединения металлов с помощью электрической дуги. Она может проводиться с помощью расплавляющихся и неплавящихся электродов. Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
В этом случае зону соединения металлов заполняют присадочным материалом. Для этого используют металлическую проволоку, изготовленную из сплава, легированного теми же элементами, что и свариваемый металл. Главное правило при ее выборе — не ухудшить свойства основного металла шва. Поэтому важно:
Процентное содержание легирующих элементов в присадочной проволоке не должно быть меньше, чем в соединяемых металлических деталях.
Диаметр проволоки подбирают в соответствии с параметрами сварного шва и толщиной изделия.
При использовании плавящихся электродов в качестве их материала применяется проволока или пруток, которые также по требованиям к химическому составу должны соответствовать основному металлу изделий и при расплавлении не должны ухудшать его свойства.
Аргонодуговая сварка с поддувом может проводиться тремя способами:
- в полном автоматическом режиме;
- в режиме автоматической подачи проволоки;
- в ручном режиме проведения процесса.
При автоматическом режиме весь сварочный процесс полностью автоматизирован: и управление движением электрода, и подачу присадочной проволоки осуществляет автомат.
При полуавтоматическом режиме сварочным аппаратом управляет человек, а подача присадочной проволоки регулируется автоматически.
В ручном режиме весь сварочный процесс проводится сварщиком.
Нейтральный газ в сварочной зоне выполняет две функции. Он служит защитной средой от агрессивного действия компонентов воздуха и регулирует прохождение импульса тока через ионизацию дугой.
При аргонодуговой сварке эти функции обеспечивает газ аргон. Он предотвращает расплавленный металл сварного шва от взаимодействия с компонентами воздуха, т. к. значительно тяжелей воздуха (на 38%) и поэтому выдавливает его из сварной зоны, заполняя рабочее пространство и надежно изолируя расплав от контакта с атмосферной средой.
Для каких целей применяется защитная среда? Дело в том, что при достижении высоких температур многие высоколегированные стали и сплавы цветных металлов легко вступают в реакцию с кислородом и азотом, присутствующих в составе воздуха, образуя соединения, которые вредят их прочности и лишают устойчивости к коррозии. Аргон — нейтральный газ, он не реагирует на компоненты разогретых металлических сплавов, поэтому служит своеобразной завесой, препятствующей контакту разогретого металла с воздухом, предотвращая его взаимодействию с агрессивными газами воздуха.
Иногда, особенно при ванной сварке, для исключения образования пористости сварного металла к аргону добавляется небольшой объем кислорода (3-5%). Он берет на себя роль чистильщика жидкого расплава, взаимодействуя с его поверхностными вредными включениями, которые в дальнейшем выгорают или всплывают на поверхность расплава в виде шлаков.
Кроме того, инертный газ имеет повышенную склонность к ионизации, а это влияет на характер прохождения направленных электронов сварной дуги к поверхности металла, а, следовательно, и параметры силы сварного тока.
Розжиг дуги при разных электродов
При расплавляющихся электродах розжиг дуги происходит во время соприкосновения электрода с изделием. Электродная проволока при касании металлической поверхности начинает искрить и вокруг нее происходит испарение паров железа. Они влияют на степень ионизации аргона, понижая ее, поэтому розжиг дуги происходит с легкостью.
При использовании неплавящихся электродов розжиг дуги таким способом невозможен, т. к. чистый аргон имеет высокий показатель ионизации, поэтому для розжига требует более сильную искру. При касании вольфрамового электрода поверхности металла ее невозможно получить. Кроме того, при касании происходит загрязнение поверхности и ее существенное оплавление. Поэтому для разжигания дуги при вольфрамовом электроде применяют вспомогательный прибор, называемый осциллятором. С помощью него на электрод после включения устройства подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и поверхностью изделия и последующим розжигом дуги.
Для выполнения шва используется аргонодуговая сварка с переменным током и выпрямленным (постоянным) током.
Если аргонодуговая сварка проводится в режиме переменного тока, то осциллятор впоследствии после розжига дуги в дальнейшем играет роль стабилизатора, подающего импульсы в моменты замены полярности, это обеспечивает стабильное горение сварочной дуги.
При сварке с использованием постоянного тока на анодном и катодном конце величина выделяемого тепла разная. При его значении менее 300 ампер до 70% выделяемого тепла образуется на аноде и только 30% приходится на катод.
Для обеспечения большого нагрева металла, приводящего к его расплавлению и исключения перегрева электрода, применяют прямой вид полярности. Тогда изделие служит анодом, а электрод — катодом. Такую схему используют для всех металлических сплавов за исключением алюминиевых. Для них применяют сварку с переменным током, чтобы эффективней удалить окисный поверхностный слой.
Сварка аргоном наиболее понятна при выполнении работы в ручном режиме, поэтому лучше рассмотреть подробно этот вариант соединения металлических деталей.
Этапы ручной аргонодуговой сварки
Для проведения сварки в аргоновой среде используют неплавящиеся электроды. Для работы потребуется:
- источник питания;
- горелка с вольфрамовым электродом;
- газовый баллон с аргоном;
- присадочная проволока.
Схема выполнения сварочных работ с использованием неплавящегося вольфрамового электрода в среде защитного газа изображена на рисунке:

Электрод располагается в держателе горелки и выступает на 2-5 мм вперед.
Его диаметр подбирают, ориентируясь на характер сварного шва и толщину соединяемых металлических деталей. Вокруг держателя электрода расположено сопло для подачи аргона в область сварки в момент проведения работ.
Сварка с поддувом аргона должна проводиться в такой последовательности:
- очистка поверхности зоны сварки;
- приведение горелки в рабочее положение: подача аргона для создания защитного слоя и розжиг дуги;
- процесс выполнения сварного шва.
Тщательную очистку кромочной поверхности соединяемых деталей от загрязнений и окисной пленки необходимо провести перед тем, как приступать к процессу сварки. Для этого используют механический или химический способом очистки с последующим обезжириванием поверхностей.
Затем приводят оборудование в рабочее состояние: подключается источник питания к электросети, к детали, подлежащей сварке, с помощью кнопок управления на горелке подается защитный газ, а сама деталь подключается к «массе». С помощью высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия. Причем газ подается заранее секунд на 20 перед подачей тока для обеспечения защитного слоя.
Важно!Нельзя допускать касания вольфрамового электрода свариваемой поверхности, он должен располагаться на минимальном расстоянии в 2 мм от нее, чтобы создать малую сварочную дугу. В этом случае она обеспечивает максимальное проплавление металла по толщине.
Сразу после разжигания дуги сварщик приступает к созданию сварного шва в зоне, защищенной аргоном. Аргонная сварка проводится так:
Горелкой, находящейся в правой руке, сварщик медленно ведет дугу строго по линии шва, а левой рукой навстречу движению горелки подает присадочную проволоку в зону сварки. Проволока должна всегда располагаться перед горелкой под небольшим углом от 15о до 30о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90о.
Важно!Нельзя допускать резкую подачу присадочной проволоки при выполнении ручных сварочных работ, т. к. это ведет к образованию брызг расплавленного металла и неаккуратной линии шва.
После окончания работы, подача аргона не должна прекращаться сразу, чтобы не допустить окисления еще не остывшего металла шва.
Преимущества технологии
Сварка в среде аргона имеет ряд преимуществ, которые позволяют использовать эту технологию во многих ситуациях, где другие виды сварочных работ невозможны. Среди них характерными преимуществами являются:
- исключение окисляющего воздействия на жидкий металлический расплав компонентов воздуха за счет защитной среды аргона;
- благодаря локальной тепловой мощности в рабочей зоне и правильно выбранных параметрах обеспечивается высокая скорость сварки и качественный шов в автоматическом и полуавтоматическом режиме;
- аргонодуговая сварка дает возможность соединять детали, изготовленные из разных металлов;
- сварочный процесс можно проводить под визуальным контролем.
Оборудование для аргонодуговой сварки
Разные режимы технологии аргонодуговой сварки предполагают использование оборудования, имеющего различные принципы работы и устройства.
Аппараты для соединения деталей с помощью дуги в аргонной среде подразделяются на специальные и универсальные устройства:
- Сварочные трансформаторные устройства работают на использовании переменного тока.
- Аппараты, играющие функцию выпрямителей и генераторов, служат для обеспечения выпрямленного (постоянного) тока при выполнении сварочных работ.
- Универсальные аппараты предназначены для сварочных работ, как на постоянном, так и на переменном характере тока.
Наиболее востребованным является аппарат универсального действия. К таким устройствам относятся инверторы.
Аппараты для ручной сварки с использованием вольфрамового электрода обязательно содержат в комплекте горелку, а также трансформаторы для преобразования тока из переменного в постоянный ток, стабилизаторы напряжения и устройства для розжига дуги.
Аппараты для работы в автоматическом режиме должны включать устройства для управления сварочным процессом и подачей защитного газа.
Сварка аргоном: преимущества и особенности
Вам наверняка знакома проблема качественной сварки особых типов металла, например, алюминия, меди или цветных металлов. При стандартной электросварке с помощью электродов у вас не получится сварить надежный шов, это связано с особенностями металла и его свойствами. В таких случаях опытные мастера ищут другой способ сварки, и их выручает сварка в среде аргона.

Что такое аргонная сварка и каков принцип работы? Какие плюсы или минусы есть у такого метода сварки и как правильно сварить металл аргоном? В этой статье мы ответим на все интересующие вас вопросы.
Содержание статьи
Общая информация
Аргонно-дуговая сварка — что это такое? Как работает аргонная сварка? Это, по сути, такая же сварка, как и все остальные, отличие заключается лишь в том, что процесс производит в аргоновой среде. Аргоновая среда — это газовый поток, который направляется в сварочную зону во время сварки. Ниже вы можете видеть схему сварки с применением аргона. Аргон, как и любой другой газ, выполняет при сварке защитную функцию: препятствует окислению металла, улучшает качество шва и ускоряет работу. Аргон для сварки, направляемый в сварочную зону, образует своеобразные «Купол», не позволяя кислороду негативно влиять на качество шва.

Можно варить аргоновой сваркой различные особые металлы, например, титан. В работе можно использовать плавящиеся и неплавящиеся электроды, проволоку из вольфрама. Вольфрамовая проволока зачастую используется при сварке разнородных металлов. Сварка осуществляется как в ручном, так и в автоматическом режиме.
Ручная сварка в аргоне (РАД сварка) — это самый распространенный и недорогой вид аргоновой сварки. Если выбрана РАД сварка, то желательно использовать неплавящийся электрод. Есть автоматическая сварка аргоном с применением плавящего и неплавящегося электрода (маркировка ААДП и ААД, соответственно). Мы не будем утверждать, что ручная сварка лучше автоматической или наоборот. В конечном итоге, каждый сварщик сам для себя решает, какой метод для него предпочтительнее при выполнении тех или иных работ.
Оборудование
Для аргонной сварки используется несколько типов сварочного оборудования. Это может быть ручной способ, когда мастер своими руками держит горелку и подает проволоку в сварочную зону или усовершенствованный ручной способ, когда проволока подается с помощью специального прибора.
Также есть оборудование, с помощью которого осуществляется автоматическая сварка аргонодуговая. Горелка и проволока подаются в сварочную зону в автоматическом режиме, порой сварщику даже не нужно следить за этим процессом, его может заменить специальный оператор. На дорогих производствах может использоваться роботизированное оборудование, не требующее присутствия человека. В аппарат заранее загружают программу, по которой робот выполняет сварку.
Теперь перейдем к делу. Мы расскажем вам, как варить аргоновой сваркой, чтобы работа получилась качественной и долговечной.
Как варить в аргоне
Что нужно для правильной сварки? Конечно, немного теории и много практики. Теорию мы вам расскажем, а вот практику придется выполнять самостоятельно. Чем больше вы будете практиковаться, тем быстрее сможете приступить к выполнению серьезной работы. А пока давайте узнаем, какова технология аргонодуговой сварки и что нужно учесть, чтобы не наделать ошибок.

Прежде всего, нужно тщательно очистить и обезжирить стыки свариваемых деталей. Даже если визуально нет никаких загрязнений или коррозии, нужно все равно очистить поверхность металла. Во время работы старайтесь сокращать длину сварочной дуги. Дело в том, что длинная дуга формирует широкий неглубокий шов. Качество такого соединения оставляет желать лучшего.
Поэтому при работе с неплавящимся электродом постарайтесь сделать дугу как можно короче, приближая стержень к поверхности металла. Но этого может быть недостаточно для того, чтобы шов получился узким и глубоким. Двигайте электрод продольно, не отклоняясь в сторону и не выполняя поперечные движения. Именно по этой причине у сварщика должна быть «твердая рука» при сварке аргоном, иначе малейшее отклонение может привести к ухудшению качества сварного соединения.
Присадочную проволоку и электрод следует располагать только в сварочной зоне. Если вы будете постоянно отводить стержень или проволоку в сторону, то нарушите защитные свойства аргона и в сварочную ванну проникнет кислород. Проволоку стоит подавать плавно и равномерно, избегая резкой подачи. В противном случае металл будет сильно разбрызгиваться и ухудшит качество сварки.
Многим мастерам (особенно начинающим) по началу трудно понять, с какой скоростью подавать проволоку. Увы, не существует какой-то единой нормы, которая решит эту проблему. Все познается с опытом, так что экспериментируйте. Проволока для присадки должна подаваться под углом и перед стержнем. Эти требования обязательны. Их несоблюдение приводит к формированию неровного шва и усложняет сварочный процесс.

Также не рекомендуется резко начинать или заканчивать процесс сварки, поскольку в сварочную зону гарантировано попадет ненужный кислород. Мы рекомендуем на протяжении 20 секунд подавать в сварочную зону газ для аргоновой сварки и только затем приступать к работе. Если вы планируете окончить сварку, то сначала уберите проволоку, затем выключите горелку. Этот процесс должен занимать около 10 секунд. Также при окончании сварки снизьте силу тока. Если вы этого не сделаете, а просто уберете проволоку и горелку, то кислород попадет в сварочную зону.
Как видите, сварка аргоном требует большого терпения и хотя бы минимального опыта. Вы можете оценить свою работу, пользуясь показателем проплавленности. Осмотрите шов, который вы сделали: он не должен иметь округлую выпуклую форму. Если шов выглядит так, то это значит, что он не проплавлен. Таким незамысловатым способом можно проверить качество шва и оценить его прочностные характеристики. Конечно, такой метод не заменить полноценный контроль качества с помощью приборов, но вы уже на начальном этапе сможете увидеть недостатки своей работы.
Настройка режима сварки
Теперь, когда мы разобрались, как работает аргонная сварка, подробнее остановимся на выборе режима. От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
Итак, режим сварки — это, по сути, выбор полярности и направления тока. Выбор режима сварки зависит от индивидуальных характеристик металла (или металлов), который нужно сварить. Если нужно сварить стальные металлоконструкции, то установите прямую полярность и постоянный ток. Если нужно сварить алюминий и его сплавы — постоянный ток и обратную полярность.
Также важно правильно настроить силу тока. Этот параметр настраивается исходя из толщины металла, диаметра электрода и установленной вами полярности. Все эти параметры взаимосвязаны. Многие мастера узнают практическим путем, какое значение силы тока нужно установить для выполнения конкретных задач. Но мы рекомендуем для начала воспользоваться специальными таблицами, одну из которых вы можете видеть ниже.

Ранее мы говорили, что качественный шов получается в случае, если дуга короткая. То же самое касается и напряжения дуги. Кстати, не забывайте о расходе газа в аргоновой среде. Если вы работаете на производстве, то вам нужно будет следить за этим показателем. Чтобы сократить расход лучше создавать ламинарное течение газа. Ламинарное течение — это когда газ движется равномерно, не перемешивается и не пульсирует.
Плюсы и минусы
Плюсы:
- Нет необходимости сильно нагревать стыки, поэтому детали не деформируются под действием высокой температуры.
- Газ аргон для сварки называют инертным, а это значит, что тяжелее воздуха, так что при соблюдении технологии кислород не проникнет в сварочную зону.
- Дуги высокая тепловая мощность, поэтому при должном опыте работа проводится быстро и качественно.
- Несмотря на множество нюансов, процесс сварки не такой сложный, как кажется, и ему можно быстро обучиться.
- Можно сварить металлы, которые при других типах сварки не соединяются.
Минусы:
- Не рекомендуется проводить сварку на открытом воздухе, если на улице сильный ветер. Часть газа улетучивается, из-за чего сварочный шов становится менее качественным. Проводите сварку в закрытом цеху или гараже и с принудительной вентиляцией.
- Новичкам первое время трудно правильно настроить оборудование и вести дугу.
- Если планируется использование высокоамперной сварочной дуги, то нужно заранее продумать, как вы будете охлаждать шов.
Вместо заключения
Теперь вы знаете, что такое аргоновая сварка и как внедрить ее в свою рабочую практику. Аргонодуговая сварка обладает очень важным преимуществом — она позволяет соединять детали, которые в других условиях соединить просто невозможно. А такая необходимость может возникнуть не только на крупном производстве, но и дома или на даче (например, при сварке труб). Но помните: теория без практики не работает. Постарайтесь как можно больше отработать навыки на тестовых образцах до того, как приступите к более серьезным задачам. Расскажите о своем опыте сварки аргоном в комментариях и делитесь этим материалом в социальных сетях. Желаем удачи!
[Всего голосов: 4 Средний: 2/5]технология аргонодуговой сварки неплавящимся электродом

В мире современной сварки множество самых разнообразных методов – как старых, так и самых новых. Но среди всех технологий выделяется одна – TIG или тиг . Область ее применения самая широкая: от кустарных сервисных мастерских для ремонта автомобилей до крупных производственных объектов со сложнейшими технологическими циклами.
Данный способ годится и для производства тонких швов, и для работы с массивными деталями с толстыми кромками. Предлагаем разобраться с методом TIG с его особенностями, оборудованием, преимуществами и недостатками.
Что это за метод в принципе
Для начала разберемся с аббревиатурой TIG, которая как раз и описывает суть метода: в переводе с английского это не что иное как «вольфрам и инертный газ». Иными словами, это горение электрической дуги в инертном газе.
Главный элемент в технологии TIG – это электрод из вольфрама. Он относится к классу неплавящихся электродов, ведь температура плавления вольфрама – почти 4000°С. Это великолепное качество позволяет работать с вольфрамовыми электродами практически со всеми видами и сплавами стали.
Уход за ним заключается в периодической заточке кончика для сохранения точности и тонкости образования . Вольфрамовый наконечник зафиксирован в специальной горелке и расположен в цанге. Если электрод длиннее, чем нужно, лишняя длина размещается в специальном корпусе, чтобы не произошло короткое замыкание.

Технология сварки с использованием инертного газа.
В роли инертного газа чаще всего используется аргон, поэтому вся сварка называется аргонодуговая сварка плавящимся электродом. Аргон подается по окружности, в центре которой находится электрод, расположенный в керамическом сопле на конце горелки.
Без инертного газа ничего хорошего не выйдет, в этом случае в сварочную ванну попадает кислород с выделением водорода, что приводит к высокой пористости сварочного шва и кристаллизации металла при затвердевании. Аргон как инертный газ защищает процесс от данных нежелательных явлений. Подача газа запускается кнопкой на горелке.
Как и во всех видах сварки с использованием дуги кромки соединяемых металлических заготовок начинают плавиться при зажженной дуге. Если между поверхностями есть зазор, нужно использовать дополнительную присадочную проволоку, которую сварщик подает просто свободной рукой.
Если же соединяемые детали соприкасаются поверхностями вплотную, для формирования качественного шва вполне достаточно самого металла.
Применение и преимущества технологии TIG
Cварка в среде аргона применяется чрезвычайно широко благодаря высокой температуре горения электрической дуги. Данный факт делает этот метод приемлемым как для работ с углеродистой сталью, так и для работ с различными и весьма капризными цветными металлами: алюминием, медью, титаном и другими металлами.
Нержавеющая сталь также отлично варится методом TIG: швы формируются очень качественными и эстетичными. Метод тиг не требует очистки шва от шлака после рабочего процесса.
Работа с алюминием заслуживает отдельного упоминания. Этот чрезвычайно капризный металл без аргона варить практически невозможно. Проблема в оксидной пленке, которая мгновенно образуется и не дает сформироваться сварочной ванне и, соответственно, сварочному шву.

Схема сварки в среде инертного газа.
Благодаря аргону, создающему защитную среду, алюминий плавится очень равномерно, и шов формируется правильно и ровно. Если используется дополнительная присадочная , то она должна быть из того же металла, что и соединяемые детали.
Области применения аргоновой сварки следующие:
- все виды машиностроения;
- автомастерские;
- пищевая промышленность;
- нефтеперерабатывающая и химическая промышленности и многие другие.
Тиг сварки имеют немало преимуществ в сравнении с другими видами:
- точная компактная локализация прогрева заготовки, что минимизирует риск деформации;
- полная свобода сварочной ванны от кислорода в результате вытеснения его аргоном, который тяжелее кислорода;
- отличная скорость сварки тиг;
- простота в исполнении и несложное обучение методу;
- шов высокого качества;
- широкая палитра металлов для работ;
- грамотная экология: меньше выбросов в атмосферу.
Порядок работы и ее параметры
Прежде всего следует хорошенько очистить свариваемые кромки от ржавчины, грязи, следов масла или краски. Затем нужно обдумать и рассчитать следующие параметры: величину сварочного тока, давление аргона при его подаче, толщину электрода.
Электрод нужно подготовить: его кончик следует заточить и отполировать на наждачном круге. Острота кончика будет зависеть от толщины кромок свариваемых заготовок. Если, к примеру, вы планируете варить тонкий металл, кончик должен быть заточен очень остро. И, соответственно, при работе с толстыми краями угол заточки увеличивается.

Устройство горелки для аргонодуговой сварки.
Сила сварочного тока влияет на параметры шва и глубину проплавки. Розжиг электрической дуги можно произвести тремя способами:
- Провести иглой по металлу: данный способ не очень популярный, потому что часто происходит прилипание электрода в дополнение к его быстрому стачиванию.
- Точечно коснуться, это называется Lift TIG и используется в аппаратах средней ценовой категории.
- Бесконтактный розжиг – самый удобный способ, применяется в дорогом оборудовании.
также ведет себя по-разному, в зависимости от планируемого результата. Для того, чтобы сварочный шов был высокого качества, следует держать и контролировать точный зазор между свариваемой поверхностью и иглой наконечника в три миллиметра.
Если зазор будет шире, степень проплавки снизится из-за расширения сварочной ванны. Направление формирования шва всегда идет справа налево без каких-либо колебаний. Такие правила работают при работах с тонкими краями металлов.
Если вы планируете варить толстые заготовки, сначала нужно произвести разделку кромок с углом в 45°. Швы выполняются по-разному: корневой шов – ровно, а заполняющий и накладной швы – с помощью колебательных движений с дополнительной присадочной проволокой.
Если соединение имеет стыковую форму, вылет иглы должен составлять 5 мм. Ну а если соединение имеет угловой формат, размеры устанавливаются индивидуально в зависимости от размера выходного отверстия сопла и степени доступности в рабочей зоне.
Особенности и недостатки метода TIG
Ручная аргонодуговая сварка относится к универсальным технологиям со множеством преимуществ. Тем не менее недостатки имеются, и о них нужно знать и помнить.

Как выполняется TIG сварка?
Минусы следующие:
- Работать с аргоном практически невозможно на улице при ветреной погоде: аргон полностью вытесняется ветром. Можно, конечно, выставлять защитные щиты с одновременным увеличением подачи аргона, но такое решение нельзя назвать эффективным и экономным.
- Работа с плавящимся электродом в облаке аргона имеет жесткое требование по предварительной подготовке рабочих поверхностей – тщательной зачистке кромок от ржавчины, масла и краски. Если этого не сделать, в сварочных швах окажутся здоровенные поры.
- Структура горелки с колпачком и соплом могут привести к затруднениям в ведении шва в местах с трудным доступом. Чаще всего такое встречается при угловых соединениях или во время работы в малом пространстве. Решениями являются либо увеличение расстояния вылета иглы, либо перестановка колпачка с обрезкой вольфрамового электрода.
- Вариант способа TIG Lift включает риск следа на поверхности из-за розжига шва вне рабочей зоны. В этом случае понадобится специальная зачистка.
Для выполнения тиг метода необходимо определенное оборудование.

Сборка горелки для TIG сварки.
Комплект нужных вещей включает в себя следующее:
- с поддержкой разных режимов;
- баллон с аргоном или другим инертным газом;
- редуктор и кабель;
- газовая горелка в одной из двух версий: №1 для работ с металлами с тонкой кромкой, а №2 для работ с металлами с большей толщиной.
что это такое, технологии аргонодуговой сварки, таблица
Среди методов сваривания выделяется TIG сварка, позволяющая при сваривании различных металлов получать высокое качество шва. Что такое TIG сварка нетрудно разобраться, ознакомившись со способом ее применения.

Принцип действия
Для того, чтобы разобраться что это — аргонодуговая сварка TIG, необходимо иметь хотя бы элементарные познания в области сварки. Технология процесса методом сварки TIG была разработана в 1841 году. Прогресс состоял в том, что это позволило производить сварку ранее не соединяемых этим способом материалов.
Суть метода — горение электрической дуги в аргоне. Этот газ обладает рядом примечательных свойств. Тяжелее воздуха, он, проникая в сварочную ванну, является ее защитой от других атмосферных газов. В результате шов получается без оксидной пленки. Это способствует хорошему качеству соединения металлов. Аргон — самый недорогой защитный при сварке газ.

Основной элемент — электрод из вольфрама. Температура его плавления почти 4000°С. Это дает возможность работы почти со всеми видам стали. Вольфрамовый электрод не плавится. Необходима лишь его периодическая заточка для обеспечения точного и аккуратного сварочного шва. Электрод, находящийся в цанге, зафиксирован в горелке. Его избыточная длина, бездейственная в работе, находится в особом колпаке, что предотвращает возможность замыкания.
Горелка оканчивается соплом из керамики. По центральной линии сопла проходит электрод, а вокруг находится инертный газ. При сварке ТИГ в качестве инертного газа выступает аргон. Его присутствие исключает попадание воздуха в сварочную ванну, что вызвало бы пористость шва при затвердевании. Запуск аргона регулируется кнопкой на горелке.
Электрод разжигает дугу, а она плавит кромки свариваемых металлов. Если между металлическими пластинами существует зазор или стоит задача создать шов, обладающий высоким сопротивлением на разрыв и излом, то применяют присадочную проволоку. Ее диаметр выбирают в зависимости от толщины изделия и сварного шва. При ручной сварке проволоку в зону плавления подает сварщик.
Качественный шов обеспечивает сварка аргоном с поддувом. Это осуществляется подачей защищающего газа к другой стороне шва.
Аргонодуговая сварка с поддувом имеет следующие режимы:
- автоматический;
- полуавтоматический;
- ручной.
В первом случае аргоновая сварка с поддувом осуществляется полностью автоматически. Прокладывание траекторий, по которым перемещаются электрод и присадочная проволока, — функция аппарата. При полуавтоматическом режиме оператор регулирует сварку с помощью аппарата, а подача проволоки происходит автоматически. При ручном режиме автором процесса является сварщик.
В ручной аргонодуговой сварке не пользуются электродами с покрытием, поскольку защитой является инертный газ. Высокую температуру обеспечивает электрическая дуга. Покрытый электрод не обеспечивал бы необходимого уровня защиты. Кроме того, в отсыревших электродах может скопиться водород, что наносит урон качеству шва.
Автоматическая аргонодуговая сварка работает по такому же принципу, как и ручная. Отличие состоит в том, что управление происходит с помощью автоматов. Оператор устанавливает необходимую программу, и техническое оборудование начинает работать по заданным параметрам. Автоматическая система также подает проволоку с установленной скоростью.
Аргонодуговая сварка плавящимся электродом предполагает, что розжиг дуги возникает при соприкосновении электрода с металлом. Когда применяются неплавящиеся электроды, такой способ неприменим, поскольку у аргона величина ионизации высокая и для розжига потребуется сильная искра. При использовании вольфрамового электрода для разжигания нужен дополнительный прибор — осциллятор. Он вырабатывает ток высокой частоты для импульса розжига. В процессе сварки осциллятор генерирует импульсы, которые стабилизируют дугу.
На электрод подается высокое напряжение с большой частотой импульсов. Это обеспечивает ионизацию и розжиг дуги. Применение осциллятора позволяет сварщику спокойно осуществлять сварку, как при переменном, так и при постоянном токах.

Оборудование может работать при разных режимах. Разберемся, что это — режим TIG сварки. Для сваривания применяются два способа в зависимости от вида тока: переменного или постоянного.
При ТИГ сварке переменным током после розжига роль стабилизирующего элемента, подающего импульсы при замене полярности ТИГ сварки, играет осциллятор. Это гарантирует постоянство горения дуги.
Во время TIG сварки на постоянном токе выделяемое тепло на аноде и катоде неодинаково. Для лучшего нагрева металла используют прямой вид полярности, при котором плюс на детали, а минус — на электроде. Такая полярность TIG сварки подходит для всех сплавов, исключая алюминиевых. Для них требуется сварка на переменном токе, чтобы окись на поверхности удалялась более эффективно.
Работа при постоянном токе обладает следующими преимуществами:
- Экономичность процесса.
- Возможность сварки на большой глубине. Шов в результате становится глубоким, но узким.
- Увеличение скорости процесса.
При режиме TIG сварки на переменном токе смена полюсов происходит автоматически. Режимы выбирают в зависимости от свариваемых металлов.

Применение
Достоинства сварки ТИГ металлов находят ей применение в отраслях:
- машино- и приборостроение;
- пищевое производство;
- нефтяная промышленность;
- химическая промышленность;
- буровые вышки;
- строительство металлоконструкций для высотных зданий;
- каркасные конструкции из стали;
- трубопроводы;
- авиация;
- космонавтика;
- самолетостроение;
- кораблестроение.
Сварка аргоном ТИГ применяется и для менее глобальных решений. Ее нередко используют в бытовых условиях. Примером являются монтаж в автомобиль кондиционера, заделывание трещин в радиаторе машины. Во всех домах найдется кухонная посуда и металлические сушители для полотенец, изготовленные этим способом.
Такое широкое распространение сварка аргоном TIG получила благодаря тому, что при ее помощи можно сваривать, как углеродистую сталь, так и цветные металлы, сохраняя отличное качество шва.
Преимущества и недостатки метода
К основным преимуществам относятся:
- Вытеснение аргоном воздуха из зоны, где происходит сварка. Благодаря этому шов получается без дефектов.
- Возможность сваривания разных металлов.
- Высокое качество шва.
- Невысокий нагрев деталей, что исключает их деформацию.
- Работа с металлами, плохо поддающимися сварке.
- Возможность работы с конструкциями разных габаритов.
- Пожаробезопасность.
- Отсутствие отходов.
- Изоляция от влияния внешней среды.
- Стабильность электрической дуги.
- Универсальность.
- Возможность работы с тонкими металлическими листами.
- Небольшая зона нагрева изделия.
- Обучение, что такое сварка ТИГ, не представляет трудности.
- Защита поверхности от оксидной пленки.
- Отсутствие необходимости дополнительной обработки после сваривания.
- Хороший контроль за состоянием сварочной ванны.
- Возможность делать наплавку при восстановительных и реставрационных работах.
- Возможность применения прямой и обратной полярностями.
- Компактность инвертора с этой функцией.
- Различные режимы ТИГ сварки.
Недостатки метода:
- Невысокая производительность.
- Небольшая скорость процесса.
- Высокая стоимость применяемого оборудования.
- Наличие профессиональных навыков.
- Неэффективность работы на сквозняке или при большой силе ветра. Приходится устанавливать специальные щиты и увеличивать подачу аргона, что приводит к его перерасходу.
- Необходимость предварительной подготовки поверхностей.
- Затрудненность работы в труднодоступных местах.
При условии, что недостатки не являются слишком значимыми, применение данного метода является оправданным.
Заточка электродов
Главным элементом в сварке является вольфрамовый электрод. За электродами для ТИГ сварки необходим постоянный уход. Он заключается в регулярной заточке его кончика. Это обеспечивает хороший сварочный шов.

Существует правило — при сварке с постоянным током кончик электрода затачивают конусообразно, а с переменным током — сферически. Длину конуса можно вычислить, удвоив значение диаметра электрода. Для устойчивости конец конуса следует слегка притупить.
Значения углов заточки электродов для TIG сварки:
- при небольшой величине тока — 10-20°;
- среднем — 20-30°;
- для тока большой величины — 60-120°.
Если угол заточки менее 20°, то сокращаются возможности электрода, а при угле более 90° горение дуги может утратить устойчивость. На нее также отрицательно влияют риски, которые возникают на поверхности при заточке.
Чтобы сделать их минимальными, TIG электроды надо затачивать вдоль. Точение происходит с помощью болгарки, мелкозернистым абразивным кругом, наждаком, вращая электрод в руке. Чтобы сделать заточку равномерной, стержень закрепляют в шуруповерте или электродрели. При этом надо устанавливать небольшие значения оборотов вращения. Для защиты от пыли следует надевать маску.
Инвертор для сварки
Понятие инвертора включает в себя устройство, функция которого — преобразование тока постоянного в переменный. Также он может изменять частоту переменного тока.

Преимущества применения сварочных инверторов:
- Повышают эффективность при работе со сварочным аппаратом.
- Конструкция из сваренных деталей становится более надежной.
- Швы приобретают надежность и долговечность.
- Компактность позволяет с легкостью переносить прибор на место работы.
- Высокий КПД увеличивает производительность процесса.
- Расход электроэнергии умеренный.
- Наличие возможности регулирования плавной подачи тока.
- Несложность управления.
Аргоновая сварка с инвертором требует особой разновидности этого прибора. В нем должна быть предусмотрена функция подключения горелки, в которой имеются шланги, с помощью которых подается газ. Аргонная сварка с инвертором дает возможность сваривать сталь на постоянном токе и алюминий на переменном.
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.

Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности.
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.

Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.

Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма — куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке — 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы — нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку — алюминий и магний. Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция — пульсовый режим. Одна из характеристик — частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.
К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS — позволяет плавно производить отключение дуги;
- BALANCE — возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения — от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство — невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии — большее количество дополнительных функций. Отличительная черта — комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели — РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Ошибки при ТИГ сварке
Основная ошибка — быстрое сгорание электрода. Это может произойти из-за неправильной полярности выбранного режима, маленькому расходу газа, плохо подобранному диаметру вольфрамового электрода. Может произойти загрязнение сварочного шва вольфрамом. Причина — попадание электрода в сварочную ванну и начало его плавления там.
Шов плохого качества может получиться при наличии конденсата на металле, неисправности шлага или его неплотного прилегания, недостаточного поступления газа, плохой предварительной очистке поверхности. Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
К распространенным ошибкам относится изменение цвета шва и появление желтого дыма. Причиной является чересчур быстрое отключение аргона. Отключают газ через 10 секунд после того, как погаснет дуга.
Заключение
Сварка методом — современный способ, позволяющий соединять различные металлы. Результатом является получение швов высокого качества.