Сварка аргоном – видео уроки для начинающих специалистов
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
 youtube.com/embed/J-mqgG0CMqQ»/>
youtube.com/embed/J-mqgG0CMqQ»/>Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.

Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла.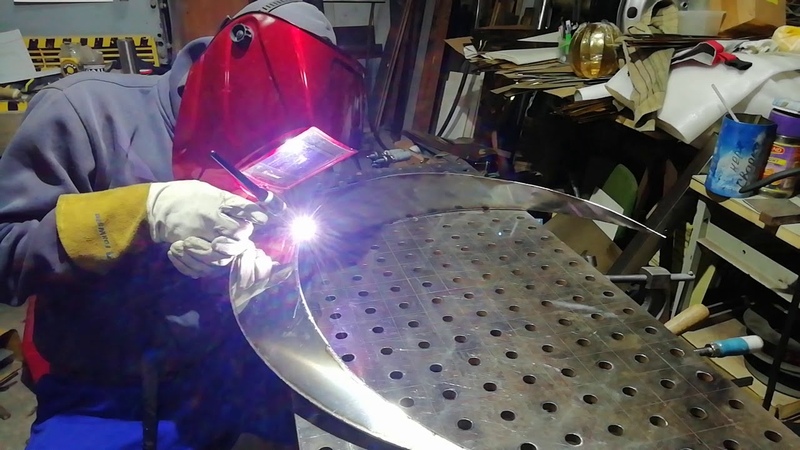 На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора.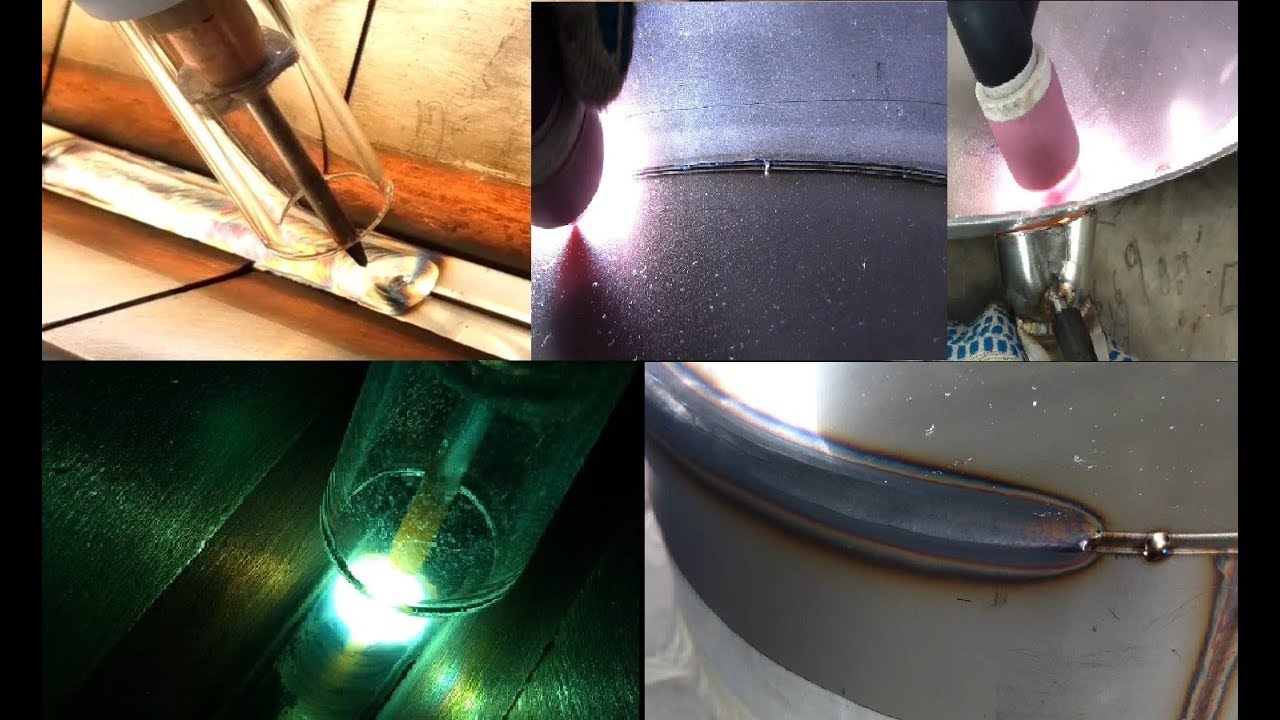 Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.


Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.

Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Аргонная сварка
Аргон применяют во многих производственных процессах, в том числе и в сварке. Аргон при сварке применяют в качестве защитного газа и часто называют это как аргоновая сварка или аргонодуговая сварка. Существует два популярных вида аргонодуговой сварки.
Аргоновую сварку можно разделить на сварку автоматическую и ручную. А так же разделяют сварку еще на два подвида это плавящимся электродом и неплавящимся электродом.
Не стоит забывать что аргон это всего лишь защитный газ при сварке. А сама сварка электрическая. По этому сварку еще называют аргонно дуговой сваркой что на самом деле у обоих названий суть одна.
А сама сварка электрическая. По этому сварку еще называют аргонно дуговой сваркой что на самом деле у обоих названий суть одна.
Вот как это выглядит графически.
Автоматическая аргонно-дуговая сварка
Вот как работает автоматическая аргонно-дуговая сварка плавящимся электродом.
Почему плавящимся электродом. На видео видно как на кончике сопла торчит проволока которая и называется электродом. В процессе сварки она подается автоматически. Тоже самое есть на сварочных автоматах которые называются полуавтоматами но с таким отличием что проволока подается автоматически, а все остальное выполняет не робот а человек.
А теперь рассмотрим как работает автоматическая аргонно дуговая сварка только теперь неплавящимся электродом. В качестве электрода который не плавится применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Всю работу выполняют роботы которые запрограммированные на определенные действия.
В качестве электрода который не плавится применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Всю работу выполняют роботы которые запрограммированные на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют как правило проволоку которая подается автоматически и называют ее электродом. Смотрим видео о том как работает данная сварка.
Ручная аргоновая сварка неплавящимся электродом. Электрод здесь не плавится, а материал для сварки подается непосредственно сварщиком.
Давайте посмотрим видео о том как можно аргоновой сваркой заварить чугун алюминий или нержавейку.
Как вы убедились что аргонная сварка это довольно не сложный способ соеденения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами. Если у вас остались вопросы мы вам рекомендуем статью «Какие металлы можно варить аргонной сваркой.»
Если у вас остались вопросы мы вам рекомендуем статью «Какие металлы можно варить аргонной сваркой.»
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Необходимо оборудование
Сварку в аргоновой среде выполнить при помощи обычного дугового сварочного аппарата не получится. Для этого необходимо дополнительное специализированное оборудование. Необходимо запастись следующим:
Схема движений электрода при сварке.
- Трансформатор. Можно использовать обычный прибор, предназначенный для дуговой сварки. Однако следует учитывать технологические особенности процесса при выборе подходящей мощности прибора.
- Силовой контрактор. Обеспечивает подачу сварочного напряжения на горелку.
- Осциллятор.
- Устройство для регулировки времени обдувки аргоном. Начинать подавать газ нужно заранее, а прекращать его подачу немного позже, чем отключать горелку. Регулятор нужен для обеспечения этой задержки.
- Сварочная горелка.
- Аргоном в баллоне, который оснащен редуктором.
- Неплавящиеся электроды из вольфрама.
- Дополнительный трансформатор. Он будет обеспечивать питание электричеством для коммутирующих устройств.
- Выпрямитель. С его помощью будет обеспечено питание коммутирующих устройств постоянным током с напряжением 24 В.
- Электрогазовый клапан. При питании переменным током 220 В, постоянным — 24 В.
- Реле включения и выключения для контрактора и осциллятора.
- Индуктивно-емкостный фильтр. Данное оборудование позволяет защитить сварочный трансформатор от высоковольтных импульсов, которые посылает осциллятор.
- Амперметр, чтобы измерять силу сварочного тока.
- Автомобильный аккумулятор. Можно использовать даже неисправный. Он будет последовательно включен в электрическую цепь. Это позволит снизить постоянную составляющую тока, возникновение которой всегда сопровождает сварку переменным током.
- Защитные очки.
Можно на основе этих приборов собрать самостоятельно прибор для сварки аргоном. Выпускается и готовое оборудование, которое можно приобрести в том случае, если нет желания возиться со сборкой аппарата.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.
К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.
Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Достоинства и недостатки
Газовая сварка аргоном не является панацеей. Она, как и любой другой процесс, обладает определенными достоинствами и недостатками. Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
К достоинствам можно отнести отсутствие чрезмерно высокой температуры в сварочной ванне. В результате этого детали не деформируются. Применение аргона дает ряд преимуществ.
- Во-первых, газ инертный, поэтому химические реакции полностью исключены.
- Во-вторых, аргон тяжелее воздуха, он опускается вниз, вытесняя атмосферный кислород.
Примечательно то, что при относительно невысокой температуре дуга обладает достаточной тепловой мощностью, поэтому сварка аргоном не только характерна качеством, но и низкими временными затратами. Было отмечено, что сварщик должен обладать определенными навыками. Тем не менее, эти навыки не так сложно получить. Практически каждый желающий может освоить данный процесс. Наконец, явным преимуществом TIG сварки является то, что есть возможность соединить металлы, которые другими способами просто не сварить.
К недостаткам можно отнести тот факт, что на улице при сильном ветре сварку качественно не провести. Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
технология, использование присадки, видео процесса.
Пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов , титана, меди, алюминия, их сплавов и др. Что характерно, является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой ( , давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – с использованием аргона и электрода плавящегося типа.
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов : легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
Основная часть конструкции аппарата — горелка . В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло . Оно выполняет две защитные функции: сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее. Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Покупая личный аппарат обратите внимание на маркировку . Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана .
Медь и др.) которые практически не поддаются соединению с применением традиционного оборудования, поэтому для создания неразъемных конструкций из этих материалов успешно применяется аргонно-дуговая сварка. Аргонная сварка своими руками осуществляется на стандартном оборудовании или при помощи агрегата собственного изготовления и требует определенных навыков и знаний, без которых процесс обречен на неудачу.
Горелка для сварки аргоном
Особенности аргонодуговой сварки
При аргонно-дуговой сварке процесс происходит в среде инертного газа (аргона), который защищает сопрягаемые поверхности от окисления, тем самым улучшая качества шва. может осуществляться в ручном, и автоматическом режимах с использованием неплавящегося и плавящегося электрода.
В качестве неплавящегося электрода при аргонно-дуговой сварке обычно применяется вольфрамовый элемент, поскольку это очень тугоплавкий материал. При помощи подобного способа сваривания можно осуществить надежное соединение материалов, которые очень затруднительно сварить традиционных способом, и даже разнородных деталей.
Особенности техники при аргонодуговой сварке
Для уверенной и продуктивной работы следует знать, как варить аргоном, и придерживаться некоторых правил, выполнение которых значительно облегчит процесс и позволит добиться высокого качества шва.
Аргонно-дуговая сварка своими руками предполагает создание прочного и надежного шва, и поэтому требует повышенного внимания при проведении работ.
- Неплавящийся электрод следует держать как можно ближе к свариваемой поверхности, создавая минимально возможную длину дуги. С увеличением дуги уменьшается глубина проплавления металла и увеличивается ширина шва, то есть страдает качество.
- Обычно при аргонно-дуговой сварке совершается только одно движение, которое направленно вдоль оси шва. Отсутствие частых поперечных движений дает возможность создать более узкий и эстетически привлекательный шов, что выгодно отличает эту технологию от применения покрытых электродов.
- Для предотвращения насыщения свариваемых поверхностей азотом и , содержащихся в воздухе, следует внимательно следить за тем, чтобы неплавящийся электрод и присадочная проволока находились в зоне аргонной защиты.
- При резкой подаче сварочной проволоки наблюдается активное разбрызгивание металла. Для предотвращения этого процесса следует подавать проволоку очень плавно, что достигается практикой.
- Одним из показателей качества шва является его проплавленность, о которой можно судить по форме, образованной сварочной ванной. О хорошей проплавленности можно судить по сварочной ванне, удлиненной в сторону направления сварки, а овальная или круглая форма говорит о недостаточном проплавлении поверхности.
- При сваривании неплавящимся электродом присадочную проволоку следует располагать под углом к свариваемой поверхности впереди горелки, избегая поперечных колебаний. Таким способом легче обеспечить ровный и узкий сварочный шов.
- Заваривание кратера при окончании работ производят с помощью понижения силы тока реостатом (неправильно прекращать работу путем обрыва дуги, отводя горелку, поскольку резко снижается защита шва). Обычно подачу газа (аргон) прекращают через 7 – 10 секунд после окончания работы, а начинать подачу газа в область соединения следует за 15 – 20 секунд до начала процесса.
- Перед началом проведения сварочных работ поверхности деталей следует очистить от окислов и грязи механическими или химическими способами, а также обезжирить.
Параметры режимов при аргонно-дуговой сварке
Сварка аргоном своими руками пройдет на высоком уровне, если выбрать оптимальные режимы, которые обеспечат максимально эффективное проведение процесса.
- Полярность и направление тока выбираются согласно свойствам свариваемого металла. Обычно при работе с основными сталями и сплавами применяется постоянный ток прямой полярности. Сварку алюминия, магния и бериллия предпочтительней вести при обратной полярности, что способствует более быстрому разрушению оксидной пленки.
- Устанавливаемый сварочный ток зависит от марки и состава материалов, от диаметра вольфрамового электрода, а также от полярности тока. Точные данные режимов для решения конкретной задачи следует выбирать из справочных материалов или на основании собственного опыта.
- Напряжение дуги полностью зависит от ее длины, поэтому рекомендуется проводить работы, создавая минимальную дугу, добиваясь снижения напряжения. При увеличении длинны дуги растет напряжение и ухудшается качество шва.
- Расход инертного газа следует устанавливать таким образом, чтобы создавался ламинарный поток, который полностью защитит провариваемые поверхности от окисления.
Режимы сваривания металла
Подбор оптимальных режимов — это довольно сложный процесс, поэтому аргонно-дуговая сварка, обучение должно проводиться опытным специалистом, владеющим как теоретическими знаниями, так и практическими навыками выполнения подобных работ.
Модернизация обычного сварочного аппарата для использования аргона
Зачастую аргоновая сварка своими руками осуществляется на нестандартном , то есть аппарате, переделанном для решения конкретных задач. Для обеспечения качества работ понадобятся два дополнительных агрегата, которые помогут осуществить процесс на высоком уровне качества.
- Осциллятор – это устройство, используемое для бесконтактного зажигания электрической дуги. Оно поддерживает стабильный дуговой разряд при работе на режимах, требующих применения переменного тока. Поскольку зажигание дуги при аргонно-дуговой сварке по ряду причин невозможно путем непосредственного касания электродом рабочей поверхности, осциллятор генерирует высоковольтный разряд (4 – 8 кВт.), который и пробивает дуговой промежуток.
- Балластный реостат служит для регулирования силы тока и подбора оптимальных параметров при сварке деталей из различного материала. При сваривании алюминия на переменном токе рекомендуется осуществлять регулирование реостата в очень узких пределах (15- 20%), поскольку постоянную составляющую тока компенсировать все равно не удастся.
Преимущества и недостатки аргонодуговой сварки
Более наглядно с процессом можно ознакомиться, посмотрев аргонно-дуговая сварка (видео), где показаны методики настройки оборудования и способы сопряжения различных поверхностей.
Преимущества:
- область нагрева основного металла очень незначительна, что сохраняет первоначальную форму заготовок;
- аргон является инертным газом, удельный вес которого тяжелее воздуха, поэтому он надежно защищает свариваемые поверхности от воздействия окружающей среды;
- высокая тепловая мощность дуги позволяет увеличивать скорость проведения работ;
- несложность технических приемов делает такой способ сварки общедоступным;
- возможность сваривания деталей, которые нельзя соединить другим способом, с получением аккуратного и эстетичного шва.
Недостатки:
- возможность неполной защиты швов при работе на сильном ветре или сквозняке, поскольку часть аргона может не попасть по назначению;
- при проведении работ высокоамперной дугой предпочтительно использовать дополнительное охлаждение;
- довольно сложное оборудование, используемое для работы, и некоторые трудности точной настройки.
Для более подробного ознакомления с процессом следует посмотреть, как варить аргоном (видео), в котором очень доступно показаны все особенности проведения процесса, а также ознакомиться с необходимым оборудованием.
Применение аргона во время сварки дает достаточно высокие результаты качества соединения, которые не может не обеспечить ни один другой способ. Именно поэтому, в профессиональной сфере использования, а также при работе со сложно свариваемыми металлами, стараются применять именно такой метод. Сварка алюминия аргоном обеспечивает высокий уровень соединения, так как сам газ является инертным и создает уникальную защитную среду, сквозь которую не может пробиться кислород из атмосферы, а также на сварочную ванную не воздействуют ни какие другие негативные внешние факторы.
Несмотря на то, что здесь применяется газ, сварка аргоном все же относится к дуговой, так как основной силой, которая расплавляет металл, является электрическая дуга. Газ выполняет только защитную функцию и может быть использован для и после нее. Процесс его использования является достаточно дорогим, так что для обыкновенных видов сварки его не всегда выгодно использовать, но для таких вариантов, как сварка нержавейки и алюминия он является незаменимым. Для его применения требуется не только специальная аппаратура, но и умения. В промышленности приходится часто встречаться с алюминием, так как его нередко используют для создания разнообразных вещей благодаря его легкости и относительно высокой прочности сплавов.
Сварка алюминия аргоном применяется преимущественно для ответственных сооружений и конструкций. Для этого процесса используется неплавкий , который облегчает создание сварочной ванны, с учетом свойств расширения алюминия. Выставив правильно параметры, можно избежать множества неприятностей, которые обусловлены плохими свойствами сваривания металла.
Свойства и свариваемость алюминия
Когда происходит сварка алюминия аргоном, то следует учитывать все особенности, с которыми придется столкнуться во время работы с данным металлом. Основной проблемой свариваемости является то, что на поверхности металла образуется оксидная пленка. Бороться с ней температурным воздействием бесполезно, так как ее температура плавления составляет выше 2 000 градусов Цельсия, а алюминий плавится уже при 680 градусах. Скорость ее образования является достаточно быстрой, так что нужно не только убрать ее перед свариванием, но и не допустить во время этого процесса, для чего и служит аргон. В ином случае, капли расплавленного алюминия будут окутываться в эту пленку, что помешает нормальному соединению и образованию шва.
Технология сварки алюминия аргоном предполагает работу преимущественно в нижнем положении. Ведь металл в расплавленном состоянии обладает высокой жидкотекучестью, из-за которой в других положениях он может попросту стечь вниз, вместо образования валика шва. Это же создает сложности во время сваривания, так как вместо тягучего состояния мастеру приходится сталкиваться с водянистой субстанцией, а для нормального проведения процесса требуется опыт работы. При нагревании металл практически не меняет цвет, так что даже в расплавленном состоянии трудно определить его температуру.
Аргонно-дуговая сварка алюминия
Плохая свариваемость проявляется также в том, что во время образования шва в нем могут возникать поры, трещины и раковины. Это может получиться из-за плохого защитного слоя или создания напряжения. Если сварка алюминия аргоном проходит в правильном режиме, то подобных вещей не должно случаться. Коэффициент расширения здесь заметно отличается от стали, так что усадка в алюминии происходит совершенно по-другому, что может привести к деформации в это время. При образовании шва металл может расширяться, что способствует нежелательному сгибанию сваренных заготовок.
Преимущества
- Сварка алюминия аргоном дает достаточно высокий результат качества, который почти не достижим для других способов сваривания;
- Горелка может использоваться для подогрева, что очень удобно во время работы;
- Применяется современное оборудование, которое обладает тонкими настройками, что помогает легко подстроиться под любой режим;
- Техника может применяться не только для алюминия, но и для других сложно свариваемых металлов;
- Аргон помогает бороться со всеми негативными факторами, которым подвергается сварочная ванна, образуя непроницаемую среду;
- Можно создавать длительные беспрерывные швы, так как здесь не используются электроды с обмазкой;
- Работа с тонкими заготовками становится более легкой.
Недостатки
- Высокая себестоимость проведения сварочного процесса, так что использовать его выгодно не во всех процедурах;
- Применяется сложное дорогостоящее оборудование, которое не всегда удобно использовать;
- Работа с газом повышает уровень опасности при работе;
- Для качественной сварки мастер должен иметь высокую квалификацию;
- Подготовка, а также последующая уборка рабочего места, занимает большое количество времени.
Способы сварки и оборудование
Аргонная сварка алюминия относится к одним из лучших способов соединения деталей и проводится практически по тем же самым шагам, что и при работе с другими металлами, за исключением некоторых нюансов. Сварка алюминия аргоном предполагает использование следующего ряда материалов:
- Аргоновый инвертор – это практически обыкновенный сварочный трансформатор, который обеспечивает подачу электричества нужных параметров. Современные модели могут обеспечить как постоянный, так и переменный ток, в зависимости от имеющихся режимов, не говоря уже о широкой регулировке параметров.
- Горелка с неплавящимся электродом – для такой сварки используется специальная горелка, в которую вставляется неплавящийся угольный или вольфрамовый электрод. Через него зажигается и поддерживается электрическая дуга, а также он помогает размешивать металл в сварочной ванне, чтобы образовался валик шва. С горелки подается защитный газ, который обеспечивает нормальные условия работы. Электрод вставляется в горелку для того, чтобы пламя точно распределялось вокруг расплавленного им металла.
- Газовый – он соединяется с горелкой шлангом, благодаря чему его можно удалять на безопасное от контакта с пламенем расстояние. Это должен быть специальный баллон, рассчитанный на хранение данного вида газа.
- Присадочный материал – зачастую это сварочная проволока, которая заполняет область между двумя кромками. Подбирается согласно составу сплава, с которым ведется работа.
Сварка алюминия аргоном обязательно требует выполнения подготовительных процедур. Если работа ведется с толстой заготовкой, то ее следует зашкурить перед свариванием. Если же толщина относительно небольшая, то следует зачистить при помощи металлической щетки или наждачной бумаги. Следующим этапом является обработка с целью ликвидировать налеты, обезжирить и убрать оксидную пленку. Для этого подойдет растворитель, к примеру, ацетон, или другое схожее вещество.
Также может потребоваться разделка кромок, если толщина более 4 мм. Дело в том, что свойства алюминия ухудшают глубину проварки, поэтому, она ниже, чем в той же стали. Чтобы получить более надежное соединение, то края деталей, где будет проходить сварка алюминия аргоном, нужно скосить под углом от 30 до 45 градусов, в зависимости от толщины. Последней сталей подготовки может стать обработка флюсом, если того требует ситуация.
Сварка алюминия аргоном пошаговая инструкция для начинающих
- Проделать все необходимые подготовительные процедуры, которые более подробно описаны выше.
- Далее идет обработка краев флюсом, чтобы улучшить свойства свариваемости и обеспечить дополнительную защиту от образования оксидной пленки.
- Далее можно приступать к самому свариванию. Следует зажечь электрическую дугу, а вместе с ней и горелку и постепенно подавать в сварочную ванну присадочный материал. При работе с тонким металлом лучше делать короткие проходы по место сваривания, а при сваривании толстых заготовок можно проводить длительный шов.
- После окончания процедуры нужно дать остыть заготовке и проверить качество сваривания при помощи керосина или другими методами.
Без зашкуривания и обработки растворителем шов не будет ложиться ровно, а после сварки могут возникать трещины на поверхности.»
Техника безопасности
Аргонодуговая сварка алюминия требует соблюдения правил безопасности. В первую очередь следует позаботиться о наличии средств индивидуальной защиты, таких как огнеупорная одежда, сварочная маска и прочее. Баллон с газом нужно ставить на расстояние, как минимум, 5 метров от непосредственного места сварки. Перед его использованием нужно убедиться в исправности оборудования, это же касается и шлангов. Прикасаться к металлу после, сварку следует только после полного остывания, на которое может понадобиться около 10 минут. Не стоит забывать о правилах элементарной электробезопасности.
Сварка аргоном широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Глава 5. АРГОНОВАЯ СВАРКА ПОСТОЯННЫМ ТОКОМ
Если вы уже освоили электродуговую сварку постоянным током, то самое время переходить к следующему этапу. Теперь вы можете создать установку иного уровня – аргонодуговую сварку постоянного тока.Аргонодуговая сварка, или проще – аргоновая сварка, позволит вам достигать таких результатов, о которых, не имея ее, нельзя было и мечтать.
Зародившись во время второй мировой войны в авиационной промышленности, она смело шагнула во все отрасли промышленности, а в последнее время и в бытовую сферу.
Имея аргоновую сварку постоянного тока, вы можете варить практически все известные металлы и сплавы (кроме алюминия и его сплавов). Причем эту сварку можно осуществлять на уровне, достижимом только на хорошо оборудованных предприятиях. Для частного сварщика аргоновая сварка особенно ценна тем, что можно получать сварные швы отличного качества даже у тех сплавов и сталей, химический состав которых неизвестен.К сожалению, выпускаемые промышленностью бытовые аппараты аргоновой сварки пока еще недешевы, поэтому автор предлагает построить такой аппарат самостоятельно. По своим эксплуатационным возможностям он ничуть не уступает промышленным аппаратам. А если вы уже построили сварочный выпрямитель, то на его базе создать аргоновую сварку будет совсем несложно.
Схема аргоновой сварки постоянного тока
Аргоновая сварка постоянного тока состоит из следующих частей: сварочный выпрямитель, баллон с аргоном, аргоновый редуктор, расходомер, газоэлектроподводящий шланг, специальная сварочная горелка, вольфрамовые электроды.
Сварочный выпрямитель можно использовать уже имеющийся (Рис. 4.1.). Требуется небольшая модернизация: к проволочному сопротивлению добавляется спираль мощностью 3 кВт. Использование спирали позволяет уменьшить сварочный ток до единиц и даже долей единиц Ампер. Это необходимо для сварки тонкого и особо тонкого металла. Аргоновая дуга очень стабильна, что позволяет использовать ее на таких малых токах.
Аргоновый баллон по конструкции ничем не отличается от кислородного. Если у вас не имеется специального баллона, в качестве аргонового вы можете приспособить кислородный, перекрасив его в серый цвет. Такие баллоны принимаются к заправке аргоном.
Аргоновый редуктор
Специальный аргоновый редуктор также не требуется, его вполне заменяет кислородный. Применяя поначалу кислородный редуктор, вы в дальнейшем придете к выводу о необходимости его модернизации. Применение только кислородного редуктора приводит к двум несущественным, но неприятным последствиям:
1) увеличенный расход аргона за счет «самотека» редуктора;
2) увеличенный расход аргона или недостаточная защита места сварки за счет неправильно подобранной скорости истечения аргона.
Самотек редуктора особенно заметен в перерывах между сваркой. Когда вы перекроете подачу газа на аргоновой горелке, редуктор не может сразу полностью закрыться, и в газоэлектроподводящий шланг поступает избыточное давление. При открывании вентиля горелки в первое время обдув места сварки будет избыточен, что вызывает перерасход аргона. Это было бы не страшно, если бы аргон не стоил так дорого.
Устранение самотека можно осуществить двумя способами.
Способ первый: приобретите двухкамерный редуктор. Такой редуктор понижает давление в две ступени, и на выходе он гарантирует стабильное давление, независимо от расхода газа.
Способ второй: к уже имеющемуся кислородному редуктору добавьте редуктор для сжиженных газов. Такой редуктор питает обычную газовую плиту от пропанового баллона и имеется в широкой продаже. Лучше всего выбрать тот редуктор, что имеет вверху регулировочный винт.
Если такой редуктор не обеспечивает необходимого давления, регулировочную пружину замените на более жесткую.
Расходомер
Для обеспечения необходимой скорости истечения защитного газа используется такое приспособление, как расходомер. В продаже имеются редукторы, где вместо манометра низкого давления стоит пластиковая трубка. Находящийся внутри трубки шарик поднимается под напором исходящего газа, и по высоте его подъема сварщик судит о величине расхода газа.
Если вы такого редуктора не приобрели, то можно на конце двухкамерного или пропанового редуктора поставить трубку расходомера. Этот вариант наиболее предпочтителен. Он гарантирует точный подбор расхода газа.
Расходомер представляет собой прозрачную трубку, внутри которой помещается поплавок. Под давлением исходящих снизу газов поплавок поднимается и фиксируется на определенном уровне. Расход газа определяется по нанесенной на трубку шкале. Если шкала отградуирована не на аргон, а на другой газ, то при расчете расхода аргона применяется поправочный коэффициент.
В случае, если вам не удалось приобрести расходомер, можно воспользоваться народным средством: откройте вентиль и поднесите наконечник аргоновой горелки к щеке. По обдуву щеки аргоном можно с достаточной точностью судить о его расходе. Правда, здесь необходима тренировка.
Вам придется работать с разными сплавами и разными толщинами металлов, а как раз от этого зависит скорость истечения аргона. Для каждого типа изделия вам придется находить оптимальное соотношение между двумя крайними величинами:
1) избыточная скорость истечения аргона и связанный с этим его перерасход;
2) недостаточная скорость истечения аргона — и повышенная пористость шва.Газоэлектроподводящий шланг
Такой шланг служит для подвода к горелке защитного газа и сварочного тока.
Конструктивно он состоит из резиновой оболочки, внутрь которой вставлен многожильный гибкий медный провод. Длина шланга может быть два или три метра. Если вы такой шланг будете заменять самодельным, то лучше его разделить на два. Для подвода газа используйте обычный кислородный шланг, а ток к горелке подводите с помощью сварочного кабеля. Такая конструкция, кстати, уменьшает последствия «самотека» редуктора.
Аргоновая горелка
Принципиальная схема горелки изображена на Рис. 5. 8.
Вольфрамовый электрод 3 фиксируется цанговым зажимом 2. К зажиму подводится ток 5. Чтобы не было утечки газа, электрод сверху закрывается крышкой 4. В сторону сварки газ направляется соплом 1.
При приобретении горелки купите в комплекте с ней с десяток запасных керамических сопел 1. Они являются самыми теплонапряженными элементами горелки и могут разрушаться. Диаметры сопел подбирайте по таблице 5. 1
Расходным элементом горелки также является вольфрамовый электрод. Он изнашивается (хоть и медленно) как в процессе сварки, так и при перезаточке.
Вольфрамовые электроды
Для аргоновой сварки постоянным током применяются вольфрамовые электроды, покрытые тонкой пленкой окислов лантана, иттрия и тория. Это увеличивает стойкость электродов при сварке на больших токах.
Вольфрамовые электроды маркируются следующими буквами:
ЭВЛ — электрод вольфрамовый лантанированный;
ЭВИ — электрод вольфрамовый иттрированный;
ЭВТ — электрод вольфрамовый торированный.
Предельная сила тока для каждого диаметра электрода подбирается по таблице 5. 3.
Довольно сильное влияние на качество сварки оказывает заточка электрода. Заточка вольфрамовых электродов производится твердыми дисками с мелким зерном для избегания образования бороздок. Круг, на котором затачиваются вольфрамовые электроды, не должен применяться для других металлов.
Электроды затачиваются на конус длиной 2 – 3 диаметра электрода. Угол заточки 15 — 90°. При меньших углах снижается ресурс работы электрода, а при углах свыше 90° возможно неустойчивое горение дуги из-за блуждания катодного пятна на торцевой поверхности.
Изменение угла заточки приводит к изменению формы и размеров столба дуги. При углах заточки 15 — 75° столб имеет коническую форму, при больших углах форма столба дуги приближается к цилиндрической, а пятно нагрева сокращается.
Чтобы избежать попадания вольфрама в шов, острый конец конуса притупляется. Диаметр притупления электрода и угол заточки влияют на проплавляющую способность дуги.
При уменьшении диаметра притупления повышается концентрация теплового потока, растет давление дуги и плотность тока, увеличивается глубина проплавления.Аргон
Защитный газ аргон относится к категории инертных. Это означает, что он не вступает в реакции с расплавленным металлом.
Для сварки постоянным током применяют аргон двух марок:
1) марка А – для сварки активных и редких металлов (титана, циркония, ниобия) и сплавов на их основе, а также для сварки особо ответственных изделий из других материалов на заключительных этапах изготовления;
2) марка В – для сварки нержавеющих, хромоникелевых, жаропрочных сплавов, легированных сталей различных марок.
Практические работы
По принципу работы аргоновая сварка во многом напоминает газовую. Здесь, как и при газовой сварке, металл нагревается посторонним источником, а шов формируется за счет присадочной проволоки. Отличие одно: электрическая дуга аргоновой сварки обеспечивает более концентрированный нагрев и до более высокой температуры, чем это могла бы сделать газовая сварка.
Перед началом работы заточенный электрод вставляется в горелку так, чтобы его конец выступал над обрезом сопла на 3 – 5 мм. В цанговом зажиме электрод фиксируется завинчиванием крышки.
Первые пробные швы можете выполнять на листе обычной углеродистой стали толщиной 2 мм.
В качестве присадочной проволоки лучше всего взять проволоку с раскислителями. Свариваемый металл чаще всего покрыт окислами, и эти окислы затем перейдут в шов, сделав его пористым. Проволока с раскислителями используется для полуавтоматической сварки в защитной среде углекислого газа и имеется в массовой продаже. Ее марка СВ – 08 ГС или СВ – 08 Г2С.Включите подачу газа и установите поток 0,3 м³/час.
При зажигании дуги и сварке электрод никогда не должен касаться поверхности металла. Рядом со сваркой положите угольный электрод, зажгите на нем дугу и перенесите к месту сварки.
Удерживая электрод на одном месте, расплавьте металл, отведите дугу в начало сварки, а с другой стороны погрузите присадочную проволоку в расплав. Затем подведите дугу к присадочной проволоке, расплавьте ее. Вновь отведите дугу и подайте присадочную проволоку.
Аргоновую горелку наклоняйте под углом 75° в сторону, противоположную направлению движения. Расплавленный шов и присадочную проволоку всегда держите в защитной среде аргона.
В процессе тренировки регулируйте сварочный ток так, чтобы производить плавление металла почти на всю его толщину.
Формирование шва происходит за счет присадочной проволоки так же, как это было при газовой сварке.
Если в процессе сварки вы коснулись концом электрода металла, то немедленно удлините дугу до ее погасания. Дайте электроду полностью остыть и перекройте подачу газа. Вытащите электрод из зажима и откусите кусачками почерневший кончик. Сделайте перезаточку электрода.
Шов в месте касания удалите. Сварку продолжайте в этом же месте.
После сварки конец вольфрамового электрода должен оставаться серебристым. Следы загрязнений или шершавый на ощупь конец электрода — признаки недостаточной защиты газом. Проверьте плотность прилегания сопла и защитной крышки.
Появившийся на конце электрода шарик свидетельствует о чрезмерном токе для данного диаметра электрода. Уменьшите ток или вставьте электрод большего диаметра.
Синий или фиолетовый цвет кончика электрода свидетельствует о недостаточном времени обдува электрода аргоном при остывании. Удлините это время.
Сварка нержавеющей стали
Аргоновой сваркой целесообразно сваривать нержавеющую сталь толщиной менее 2 мм. Другие способы сварки тонкой нержавеющей стали такого качества обеспечить не могут.
Перед сваркой поверхность кромок зачистите до блеска стальной щеткой. Затем промойте ацетоном для удаления жира, следы которого вызывают пористость шва и снижают устойчивость дуги.Сделайте прихватки на расстоянии 50 – 70 мм одна от другой.
При сварке нержавеющей стали обращайте внимание на повышенную деформацию такой стали по сравнению с углеродистой. Варите короткими швами вразброс, постепенно заполняя промежутки между швами.
Отличительная особенность аргоновой сварки – возможность защиты обратной стороны шва. При сварке емкости сделайте от аргонового шланга отвод и направьте аргон внутрь емкости. Это вытеснит воздух с обратной стороны, где его воздействие способно приводить к окислению расплавленной стали. При защите обратной стороны учитывайте, что аргон тяжелее воздуха и всегда скапливается внизу.
При сварке нержавеющей трубы ее концы закройте с помощью картона и липкой ленты и заполните аргоном.
Сварку ведите справа налево. Поперечные движения прутком и электродом делать нельзя, так как при этом в зону сварки может попасть воздух и окислить металл шва.
Присадочная проволока также должна быть нержавеющей. Если таковой не сумели приобрести, используйте нержавеющие электроды диаметром 1,5 – 2 мм, освобожденные от обмазки.
Необходимые режимы тока подберите по таблице 5. 4.
Сварка меди и ее сплавов
Сплавы на основе меди делятся на латуни, бронзы и медно-никелевые. Наилучшей свариваемостью обладает чистая медь, сплавы же при сварке могут получаться пористыми. Это связано с выкипанием из расплава легкоплавких присадок (цинка, олова и других).
Перед сваркой основной металл и присадочную проволоку обезжирьте ацетоном и очистите до блеска металлической щеткой.
Режимы сварки подберите по таблице 5. 5.
В процессе сварки возможно попадание меди на вольфрамовый электрод, поэтому присадочную проволоку вводите не в столб дуги, а немного впереди. В качестве присадочной проволоки при сварке меди можете использовать проволоку из электротехнической меди, при сварке медных сплавов проволока должна быть идентична основному металлу.Расстояние конца вольфрамового электрода от обреза сопла не должно превышать 3 – 5 мм, длину дуги поддерживайте 2 – 3 мм.
Если после сварки шов получился пористый (а это возможно при сварке медных сплавов), устраните пористость одним из следующих способов:
1) проковка шва молотком до усадки металла и ликвидации пор. Такой способ применяют там, где основной металл не прогибается под ударами молотка;
2) лужение поверхности шва оловянно-свинцовым припоем. Припой надежно закроет все поры.
Разумеется, устранять пористость необходимо только в случае повышенного требования к герметичности шва.
Сварка титана и его сплавов
Чистый титан из-за невысокой прочности не находит промышленного применения, в качестве конструктивных элементов используются сплавы титана.
Титан имеет высокую химическую активность по отношению к кислороду. Она начинает проявляться при температуре 350°С и выше. Поэтому в процессе сварки необходимо защищать не только сварочную ванну, но и околошовную зону, нагревающуюся до температуры свыше 350°С.
Титановые заготовки лучше всего резать механическим способом, это предохраняет кромку реза от окисления.
Свариваемые кромки промывают ацетоном на ширину 30 мм в обе стороны, затем зачищают металлической щеткой.
В процессе сварки необходимо защищать обратную сторону свариваемого металла. Это лучше всего сделать с помощью сопла с насадкой. В сопло подается аргон со скоростью, указанной в таблице 5. 6.
Защита шва и околошовной зоны будет считаться качественной, если в зоне стыка отсутствуют следы окисления и металл имеет серебристый цвет. Допускается изменение окраски шва не темнее светло-соломенного цвета. После сварки такие участки должны быть зачищены до блеска.
В процессе сварки поперечные колебания электрода недопустимы, вылет электрода из сопла не должен превышать 5 – 7 мм.
После окончания сварки гасится дуга, а газ подается на шов и присадочную проволоку до остывания их до температуры 400°С.
В качестве присадочной проволоки используется проволока марки ВТ.
Сварка никеля и его сплавов
Никель и его сплавы относятся к категории кислото- и жаростойких. В промышленности широко применяется технический никель и сплав, называемый монель-металл.
Сварка никеля затруднена из-за его большой чувствительности к растворенным газам.
Подготовительные операции перед сваркой проводят такие же, как и для титана. Также требуется защита обратной стороны шва.
Режимы сварки никеля приведены в таблице 5. 7.
При сварке особое значение имеет выбор присадочной проволоки. Специально разработанная проволока для сварки никеля НМцАТЗ-1-1,5-2,5-0,15 обеспечивает получение швов без пор и трещин.
Сварка свинца
Существуют несколько марок свинца, для изготовления сварных изделий применяют сплав свинца марки ССу.
Свинец всегда покрыт тугоплавкой окисью РвО, поэтому перед сваркой кромки на ширину 30 – 40 мм очищаются до блеска металлической щеткой. Такая же очистка требуется и для присадочной проволоки. Присадочную проволоку выбирают в соответствии с маркой свинца.
В расплавленном виде свинец жидкотекуч, поэтому применяются специальные формирующие подкладки. Они могут быть изготовлены из меди, стали или асбеста.
Свинец сваривают всегда в нижнем положении.
Свинец легкоплавок, поэтому для его сварки не требуется значительных тепловложений. Ток подбирается исходя из необходимых условий плавления.
Сварка цинка
Цинковые сплавы обладают хорошей коррозионной стойкостью, удовлетворительными механическими и технологическими свойствами.
Сварку затрудняют низкая температура плавления и кипения цинка, а также легкая его окисляемость.
Пары цинка токсичны, поэтому при его сварке требуется дополнительная местная вентиляция. Поставьте настольный вентилятор так, чтобы он обдувал ваше лицо. Не направляйте струю вентилятора на горелку.
Режимы сварки цинка смотрите в таблице 5. 8.
Сварка неизвестного металла
В ремонтной практике достаточно много случаев сварки металла, вид которого, а тем более химический состав, не удается определить.
Аргоновая сварка замечательна тем, что позволяет сваривать такой металл с довольно приличным качеством.
Аргон не вступает в реакцию с металлом, и это позволяет расплавлять металл, не опасаясь изменения химического состава.
Перед сваркой неизвестного металла нарежьте тонкие полоски, они будут присадкой. Если позволяет ситуация, полоски можно нарезать из самого свариваемого изделия; при невозможности этого полоски нарезаются из аналогичного изделия. Нарезайте отрезной машиной, это предохранит края от окисления.
Небольшое по размеру изделие перед сваркой прогревают пропановой горелкой, на массивном изделии вначале лучше сварить контрольный шов. Сразу после сварки отключите все источники шума и прослушайте остывание шва. Звонкие щелчки при остывании могут свидетельствовать о появлении околошовных трещин.
Наличие трещин дополнительно проверьте лупой с восьмикратным увеличением. Если трещины имеются, удалите шов и в дальнейшем сварку производите с использованием нагрева. Вам придется опытным путем подобрать степень нагрева.
Аргонодуговая сварка tig. Гост, видео, технология и оборудование
Без такой операции, как сварка сегодня не обходится ни одна стройка, ни одно производство, где необходимо соединить металлические детали. Этот вид соединения считается одним из быстрых и довольно качественных. Существует несколько видов сварки, но в этой статье, речь пойдет именно об аргонодуговой. Чем она примечательна, ее плюсы и минусы, все это будет рассмотрено ниже.
Технология
Аргонодуговая сварка ― это по сути та же ― электродуговая, но в ней используется инертный газ ― аргон, который подается в место горения электрической дуги. Международных обозначений аргонодуговая сварка имеет аж целых два- это TIG (сварка неплавящимися вольфрамовыми электродами в среде газа — аргона) и MIG/MAG (сварка электродной проволокой в среде аргона или углекислого газа).
Таким образом, создается газовая среда, в которой происходит плавление металла. Благодаря тому, что аргон не вступает во взаимодействие с металлом, он не меняет его химический состав и это большой плюс. То, что этот газ тяжелее на 1/3 воздуха, способствует вытеснению последнего из среды дуги, и изоляции расплавленного металла от воздействия атмосферы.
Это защищает сварочный шов от образования оксидной пленки и в целом улучшает качество соединения металла. Бывают случаи, когда к аргону добавляют кислород в количестве 4%. Это обусловлено тем, что при сгорании кромок металла, внутри газовой среды, аргон полностью не защищает шов от разного рода загрязнений и влаги. А кислород сжигает эти вредные примеси, исключая образование пористости шва. Но это делают в основном там, где необходимо очень высокое качество сварочного соединения. Обычно достаточно одного аргона.
Принцип работы
Оборудование для аргонной сварки состоит из: сварочного аппарата ― в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля.
Аргонодуговая сварка (tig) неплавящимся электродомПеред началом работы включается аппарат и подается аргон. Для образования электродуги, сварщик приближает вольфрамовый (при сварке неплавящим электродом) электрод на небольшое расстояние к детали. На этом этапе есть один важный нюанс. Дуга не сможет образоваться при прямом соединении электрода с деталью, как при электросварке. Это из-за того, что для создания в среде аргона дуги, необходима высокая ионизация. А так как вольфрамовый электрод тугоплавкий (температура плавления около 5000 °C) и практически не сгорает, отсутствует образование газов, способствующих ионизации и зажиганию дуги. Потому в таких случаях используется ― осциллятор.
Осциллятор ― это устройство, обычно установленное в сварочном аппарате для аргонодуговой сварки, которое зажигает электродугу в случае с неплавящим электродом. Происходит это следующим образом: поднося горелку с вольфрамовым электродом на небольшое расстояние к детали, осциллятор подает на электрод высоковольтный импульс высокой частоты, который электрически пробивает расстояние к детали образуя ионизацию в газовой среде. Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
При использовании постоянного тока сварки, применяется подключение прямой полярности. То есть на корпус изделия подается «плюс», а на электрод «минус». Делается так потому, что при таком подключении, на детали, то есть «плюсе», выделяется до 70% тепла, а на электроде ― «минусе» всего 30%. Вследствие этого, металл детали плавится, а электрод меньше подвержен сгоранию. Исключением является сварка алюминия. В этом случае лучшие результаты получаются при сварке переменным током, так как при этом разрушается образование оксидной пленки. Что касается осциллятора, то при использовании переменного тока, после зажигания дуги, он переходит в режим стабилизации, подавая импульсы пробоя каждый раз, когда меняется полярность. Это обеспечивает стабильное горение электродуги.
Ввиду того, что вольфрамовый электрод не плавится, для образования шва в место горения дуги добавляется присадочный материал, который сварщик держит левой рукой, и при надобности подает.
В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку.
Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
Аргонодуговая сварка плавящимся электродомВ этом случае, роль электрода выполняет стержень из металла, с нанесением рутила. При прямом касании электродом детали, происходит короткое замыкание (как при обычной электродуговой сварке), вследствие чего образуются пары расплавленного металла, которые и дают ионизацию в газовой среде аргона. Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости. Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.
Область применения
Аргонодуговая сварка (tig и mig/mag) с успехом применяется при соединении цветных металлов, легированных сталей и алюминия. Также она хороша при сварке алюминиевых и титановых сплавов. Например, легкосплавных дисков и других узлов автомобиля. При малой толщине свариваемых поверхностей, сварка аргоном может проводиться без дополнительных присадок.
Аргонная сварка плавящим электродом, применяется при соединении нержавеющей стали и алюминия.
Плюсы аргонодуговой сваркиОсновными достоинствами аргонодуговой сварки являются:
1) высокое качество получаемого шва;
2) равномерное проплавление глубины металла;
3) незаменима при сваривании изделий из тонкого листового алюминия;
4) широкая сфера применения, начиная от автомастерских и заканчивая авиастроением;
5) не требует частой замены электрода, что не образует дефектов при остановке и возобновлении работы.
Недостатки аргонной сварки1) при ручной сварке ― низкая производительность;
2) для качественной сварки, необходима высокая квалификация и достаточная практика;
3) автоматический вариант ― не всегда удобен, так как применяется для однопрофильных длинных швов. При сваривании коротких и разной ориентации соединений ― не практична;
Из рассмотренного выше понятно, что такой вид сварки намного эффективнее и универсальнее обычной электродуговой. Понятно, что для домашних целей это может быть дорогое удовольствие, но применяя эту технологию в бизнесе, оборудование с лихвой себя окупит за минимальный срок.
https://www.youtube.com/watch?v=w8L1DshNYL8
Сварка латуни аргоном – описание технологии и видео
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются. Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Технология сварки латуни с использованием аргона является наиболее перспективной методикой, так как устраняет многие сложности и обеспечивает высокую скорость операций. В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.
Требуемые условия для безопасной сварки
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.
Латунь бывает разных марок. Чем больше в ней содержание Zn, тем меньше выбирается мощность струи.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Встречается много описаний создания неразъемных соединений деталей из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
Что такое сварка вольфрамовым электродом в среде инертного газа (GTAW или TIG)?
Знание профессии 6
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как газовая дуговая сварка вольфрамовым электродом (GTAW), представляет собой процесс дуговой сварки, при котором выполняется сварка неплавящимся вольфрамовым электродом.
Сварка вольфрамовым электродом в среде инертного газа (TIG) в 1940-х годах стала мгновенным успехом в соединении магния и алюминия. Использование инертного газа вместо шлака для защиты сварочной ванны, процесс был очень привлекательной заменой газовой и ручной дуговой сварки металла.TIG сыграл важную роль в принятии алюминия для высококачественной сварки и строительства.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Характеристики процесса
В процессе сварки TIG дуга образуется между заостренным вольфрамовым электродом и заготовкой в инертной атмосфере аргона или гелия. Небольшая интенсивная дуга, создаваемая острым электродом, идеально подходит для высококачественной и прецизионной сварки.Поскольку электрод не расходуется во время сварки, сварщику TIG не нужно балансировать подвод тепла от дуги, поскольку металл осаждается из плавящегося электрода. Когда требуется присадочный металл, его необходимо добавлять в сварочную ванну отдельно.
Источник питания
СваркаTIG должна выполняться с понижающим постоянным током источника питания постоянного или переменного тока. Источник постоянного тока необходим, чтобы избежать чрезмерно высоких токов, возникающих при коротком замыкании электрода на поверхности детали.Это могло произойти либо намеренно во время зажигания дуги, либо случайно во время сварки. Если, как при сварке MIG, используется источник питания с плоской характеристикой, любой контакт с поверхностью заготовки приведет к повреждению наконечника электрода или расплавлению электрода на поверхности заготовки. При постоянном токе, поскольку тепло дуги распределяется примерно на одну треть на катоде (отрицательный) и две трети на аноде (положительный), электрод всегда имеет отрицательную полярность, чтобы предотвратить перегрев и плавление. Однако альтернативное подключение источника питания с положительной полярностью электрода постоянного тока имеет преимущество в том, что, когда катод находится на заготовке, поверхность очищается от оксидных загрязнений.По этой причине переменный ток используется при сварке материалов с прочной оксидной пленкой на поверхности, таких как алюминий.
Начало дуги
Сварочную дугу можно запустить, поцарапав поверхность, образуя короткое замыкание. Только при прерывании короткого замыкания будет течь основной сварочный ток. Однако существует риск того, что электрод может прилипнуть к поверхности и вызвать включение вольфрама в сварной шов. Этот риск можно свести к минимуму, используя метод «подъемной дуги», когда короткое замыкание формируется при очень низком уровне тока.Самый распространенный способ зажигания дуги TIG — использовать HF (высокочастотный). ВЧ состоит из высоковольтных искр в несколько тысяч вольт, которые длятся несколько микросекунд. Высокочастотные искры вызовут разрыв или ионизацию зазора между электродом и заготовкой. После образования электронно-ионного облака из источника питания может течь ток.
Примечание. Поскольку ВЧ генерирует аномально высокое электромагнитное излучение (ЭМ), сварщики должны знать, что его использование может вызывать помехи, особенно в электронном оборудовании.Поскольку электромагнитное излучение может передаваться по воздуху, например радиоволны, или передаваться по силовым кабелям, необходимо соблюдать осторожность, чтобы не создавать помех для систем управления и инструментов в непосредственной близости от места сварки.
HF также важен для стабилизации дуги переменного тока; в переменном токе полярность электродов меняется с частотой примерно 50 раз в секунду, в результате чего дуга гаснет при каждом изменении полярности. Чтобы обеспечить повторное зажигание дуги при каждом изменении полярности, в зазоре между электродом и заготовкой генерируются высокочастотные искры, которые совпадают с началом каждого полупериода.
Электроды
Электроды для сварки постоянным током обычно изготавливаются из чистого вольфрама с содержанием тория от 1 до 4% для улучшения зажигания дуги. Альтернативными добавками являются оксид лантана и оксид церия, которые, как утверждается, обеспечивают превосходные характеристики (зажигание дуги и меньший расход электродов). Важно выбрать правильный диаметр электрода и угол наклона наконечника для уровня сварочного тока. Как правило, чем меньше ток, тем меньше диаметр электрода и угол наклона наконечника. При сварке на переменном токе, поскольку электрод будет работать при гораздо более высокой температуре, вольфрам с добавкой диоксида циркония используется для уменьшения эрозии электрода.Следует отметить, что из-за большого количества тепла, выделяемого на электроде, трудно поддерживать заостренный кончик, и конец электрода принимает сферический или «шаровой» профиль.
Защитный газ
Защитный газ выбирается в зависимости от свариваемого материала. Следующие рекомендации могут помочь:
- Аргон — наиболее часто используемый защитный газ, который может использоваться для сварки широкого спектра материалов, включая сталь, нержавеющую сталь, алюминий и титан.
- Аргон + от 2 до 5% h3 — добавление водорода к аргону приведет к небольшому восстановлению газа, что способствует получению более чистых сварных швов без поверхностного окисления. Поскольку дуга более горячая и более суженная, она обеспечивает более высокие скорости сварки. К недостаткам можно отнести риск водородного растрескивания углеродистых сталей и пористость металла шва в алюминиевых сплавах.
- Смеси гелия и гелия с аргоном — добавление гелия к аргону повысит температуру дуги.Это способствует более высокой скорости сварки и более глубокому проплавлению шва. Недостатки использования гелия или смеси гелий / аргон — высокая стоимость газа и сложность зажигания дуги.
Видеотека Miller® Welding
Узнайте, что Miller ® Welding может сделать для вас и вашего бизнеса. Познакомьтесь с некоторыми из наших продуктов, проектов и советов из этих полезных видео.
Также посетите Miller Welding Smart Shop и Miller Welding Learning Center.
Сварочные аппараты MIG
Miller Welding Millermatic ® 211 Сварочный аппарат MIG
Узнайте, как качественный сварочный аппарат «все в одном», который легче транспортировать, настраивать и использовать, улучшает сварку.
Miller Welding Millermatic ® 255 Сварочный аппарат MIG
Узнайте, что упрощенный, эффективный, универсальный и компактный процесс сварки может сделать для повышения производительности с помощью 255 MIG Welder.
Miller Welding Millermatic ® 141 Сварочный аппарат MIG
Выполнение сварных швов высокого качества может быть проще, быстрее и удобнее.Узнайте, как лучшее в своем классе качество дуги может обеспечить исключительную портативность.
Сварочные аппараты TIG
Miller Welding’s: что можно и чего нельзя делать при пайке TIG Silicon Bronze
Изучите все тонкости точной сварки наплавленных валиков и пайки TIG с силиконовой бронзой.
Miller Welding’s: узнайте, как сваривать TIG-сварку труб 4130
Узнайте, как безопасно, точно и эффективно сваривать высокопрочные трубки 4130 с помощью этих простых шагов.
Miller Welding’s: газовая линза с наконечником сварочной горелки TIG vs.Цанговый корпус
Научитесь легко сваривать на более узких и небольших участках с помощью этой полезной регулировки вашей цанги.
Универсальные сварочные аппараты
Miller Welding Multimatic ® 215 Многопроцессорный сварочный аппарат
Посмотрите, как высококачественная сварка MIG, Stick и TIG делает Multimatic 215 новым уровнем универсальности.
Miller Welding Multimatic ® 255 Универсальный сварочный аппарат
Узнайте, что упрощенный, эффективный, универсальный и компактный сварочный процесс может сделать для повышения производительности с помощью 255 MIG Welder.
Miller Welding Multimatic ® 220 Многопроцессорный сварочный аппарат
Вам нужен простой и гибкий аппарат для сварки MIG, Stick & TIG с отличным качеством дуги? Вам нужен сварочный аппарат Millermatic 220 Welder.
Образовательная
Miller Welding’s: выходите за рамки пламенного нагрева — ProHeat ™ 35 Система индукционного нагрева
Узнайте, почему индукционный нагрев — это более простой, безопасный и гибкий способ нагрева плоских пластин?
Miller Welding’s: исключение обратной продувки при сварке труб из нержавеющей стали
Узнайте, как выполнять сварку труб из нержавеющей стали за треть времени, воспользовавшись этими советами экспертов.
Miller Welding’s: советы по плазменной резке
С помощью этих советов экспертов вы можете настроить плазменную резку для более простой, быстрой и качественной работы.
Проектов
Miller Welding’s: Как построить пожарную яму — сварочный проект своими руками
Хотите развести костер на заднем дворе? С небольшой сваркой MIG и плазменной резкой от Miller построить костровище — это просто прогулка в парке.
Miller Welding’s: как сделать подставку для собачьей миски — сварочный проект своими руками
Порадуйте своих питомцев держателем для чаши из нержавеющей стали — это легко с сварочным аппаратом Miller TIG и этим удобным руководством.
Miller Welding’s: Поднос для сварочного инструмента — Сварочный проект своими руками
Вы когда-нибудь замечали, что ваше рабочее место загромождено сварочными инструментами и оборудованием? Избавьтесь от беспорядка, научившись сваривать поддон для инструментов с помощью этих простых шагов.
Training — Holston Gases
Пожалуйста, ознакомьтесь с нашей библиотекой обучающих видео! Мы надеемся, что эти короткие видеоролики будут вам полезны! Они полны отличных советов, объяснений и инструкций по некоторым из наиболее распространенных сварочных установок и вопросов, которые мы видим. Просто нажмите на изображение и наслаждайтесь!
Загрязнение вольфрамом
Распространенные причины преждевременного выхода из строя вольфрама
Рабочие соединения в сварочном контуре
Рабочие зажимы разных размеров и почему они важны
63 Размер сварочного кабеля правильный размер сварочного кабеляДуговая сварка порошковой проволокой (FCAW)
В этом обучающем видео объясняется, что такое сварка порошковой проволокой, как определить электрод FCAW, а также дается несколько советов по правильной технике, используемой для FCAW
Ar vs.Ar / He (GTAW)
Быстрая иллюстрация разницы между аргоном и аргоном / гелием и того, как они могут повлиять на процесс GTAW
КОРОТКИЙ ЗАМЫКАНИЙ МИГ
Цель этого обучающего видео — дать лучшее представление о режиме короткого замыкания при передаче металла и о том, как начать работу в правильном направлении для настройки станка. Мы обсудим некоторые общие идеи о том, как будет звучать короткое замыкание и как начать работу с соответствующими настройками
УСТРАНЕНИЕ НЕПОЛАДОК MIG
Цель этого обучающего видео — дать некоторые советы по устранению распространенных проблем в процессе GMAW
MIG SPRAY TRANSFER
Это обучающее видео поможет лучше понять метод переноса металла распылением.Также, чтобы было удобнее настраивать параметры для оптимизации настроек сварного шва для переноса распылением. Существуют видеоклипы переноса распылением с помощью высокоскоростной камеры, а также видеоклипы для сварки в реальном времени за линзой фильтра
ОСНОВНАЯ НАСТРОЙКА TIG
Это обучающее видео разработано, чтобы дать базовое понимание настройки GTAW ( TIG) система. Обсуждаем резак, расходные материалы, вольфрам, подключение станка и немного о процессе. Если вам нужно научиться собирать Tig Torch перед тем, как делать это перед покупателем, это отличное освежение знаний. вот некоторые из их обучающих видео
Сварка MIG в 100% аргоне в защитном газе
Можно ли сваривать сталь методом MIG с использованием 100% аргона?
Это вопрос, с которым в какой-то момент столкнется каждый сварщик, и да, вы можете сваривать сталь методом MIG, если все, что у вас есть, — это чистый аргон.Но это не идеально. И нержавеющая не рекомендуется.
А…
Кажется, всегда есть одно, или два, или три. Однако в этом случае вам нужно знать, как и почему стоят эти «но», чтобы правильно ответить на этот, казалось бы, простой вопрос.
Зачем использовать чистый аргон?
Большинство людей, читающих эту статью, уже знают, почему кто-то может рассмотреть возможность использования 100% аргона для сварки стали методом MIG.
Необходимость.
У каждого сварщика заканчивается газ.Но никто не хочет тратить драгоценное время на беготню за бензином посреди рабочего дня. Или, может быть, ваш поставщик газа закрыт.
Но, если у вас есть резервуар со 100% -ным аргоном для других видов сварки, вы можете использовать его и продолжать работать. Вам не нужно отвлекаться, чтобы пополнить баллон газовой смеси MIG.
Использование чистого аргона означает просто проявить изобретательность и продуктивность в крайнем случае.
Но стальной сварной шов может быть недостаточно высокого качества в зависимости от того, что вы свариваете.
Почему 100% аргон так отличается?
Защитный газ MIG не только защищает сварной шов от вредных атмосферных газов. Да, важно не допускать попадания этих газов и не сделать сварной шов пористым.
Но его состав также влияет на качество дуги и теплопроводность. Эти свойства также существенно влияют на получаемый сварной шов.
Итак, вам нужно знать, чего ожидать при использовании 100% аргона для сварки стали методом MIG. Некоторые из характеристик, которые вы испытаете при его использовании, включают:
- Аргон имеет более низкий потенциал ионизации, что снижает напряжение и мощность дуги.
- Дуга имеет тенденцию быть менее стабильной.
- Сочетание нестабильной дуги с пониженной мощностью предотвращает образование текучей рабочей лужи. Другими словами, металлическая ванна будет жесткой и трудной для обработки.
- Аргон имеет более низкую теплопроводность, и внешние края дуги остаются холодными. Это означает, что вы получите узкое, уменьшенное проникновение с меньшим количеством сплавления.
- Наполнитель укладывается поверх стали узким высоким валиком. Сварные швы
- MIG с использованием чистого аргона подвержены подрезу.
- Опыт показывает, что сварка MIG стали на чистом газе аргоне теряет пластичность. В результате изгиб или скручивание может привести к растрескиванию или разрушению жесткого сварного шва.
Таким образом, можно склеить сталь, используя сварочный аппарат MIG с использованием защитного газа 100% аргона. Но в результате получается некачественный, слабый, хрупкий сварной шов.
Если вам нужен прочный и качественный сварной шов, 100% аргон НЕ подходит для сварки стали методом MIG.
Эти проблемы еще более выражены с нержавеющей сталью, и никогда не рекомендуется использовать чистый аргон для сварки MIG нержавеющей стали.
Видео на YouTube ниже представляет некоторую полезную информацию и наглядные материалы о сварке стали методом MIG со 100% -ным аргоном.
Использование 100% аргона для сварки MIG стали
Если вы оказались в незавидном положении, когда вам нужно сваривать сталь методом MIG с использованием чистого аргона, есть несколько советов, которые могут помочь.
- Сделайте фаску на краях стыка.Это поможет сплавить основной металл и сделать соединение более прочным.
- Увеличьте огонь, но будьте осторожны, чтобы не прожечь более тонкую сталь. Скорее всего, будет сложно или невозможно заставить бусину сидеть ровно.
Кроме того, аргон дает хорошие сварные швы при использовании другого метода сварки (например, TIG) или других основных металлов. Некоторые недрагоценные металлы, для которых вы можете использовать 100% аргон в сварочном аппарате MIG, включают:
- Алюминий
- Титан
- Магний
- Никель (менее дюйма)
- Медь (менее дюйма)
И последнее интересное замечание: для некоторых меньшее проплавление делает MIG-сварку со 100% аргоном более предпочтительной при сварке стального листа.
В этом случае чистый аргон может снизить вероятность плавления тонкого основного металла. Но у вас, вероятно, все равно получится высокая узкая бусинка.
СмесиCO2 / аргона лучше подходят для сварки MIG стали
Добавление некоторого количества диоксида углерода («CO2») в аргон решает проблемы, связанные со 100% -ным аргоном.Обычно добавляют от 5 до 25% CO2 для улучшения результатов с помощью сварочного аппарата MIG.
Эта газовая смесь создает текучую рабочую лужу и лучшее проникновение. Кроме того, это устраняет подрезы и уменьшает разбрызгивание. Важно отметить, что нагрев и охлаждение лучше контролируются, что повышает устойчивость сварного шва к изгибу и скручиванию.
При покупке смеси аргон / CO2 на газе указывается количество CO2, добавленного к аргону.
Например, «C25» — это защитный газ с 25% CO2 и 75% аргоном.Сварка со 100% Co2 будет обозначена как C100.
Переходя на новый уровень концепции смешения газов, использование защитного газа тримикс (например, 90% гелия, 7,5% аргона и 2,5% CO2) обеспечивает наилучшие сварные швы на нержавеющей стали.
Этот газ может быть дорогим и не всегда доступен сварщику-любителю. Но для качественных сварных швов на нержавеющей стали поиск смеси тримиксов может стоить затрат и усилий.
Связанное чтение : Какого размера бензобак для MIG / TIG
Почему 100% аргон подходит для сварки TIG стали?
СваркаMIG и сварка TIG различаются нанесением присадочного материала и типом используемого электрода.Это влияет на дугу и характеристики сварного шва.
СваркаMIG использует присадку в качестве электрода, и, следовательно, необходимо непрерывно подавать проволоку к наконечнику по мере ее расходования.
Напротив, при сварке TIG использовался неплавящийся вольфрамовый электрод, а присадочный материал вводился в дугу отдельно. Этот электрод создает стабильную и сильную дугу, но вольфрамовый наконечник должен оставаться чистым и неповрежденным.
Сопутствующие товары : Сварка MIG и TIG
Итак, для сварки TIG требуется газ, который остается инертным даже при высоких температурах сварки.Аргон остается инертным даже при повышенных температурах. Он также обеспечивает легкий запуск, поддерживает стабильную дугу и помогает содержать вольфрамовый электрод в чистоте.
Итак, для сварки TIG стали с аргоном может работать, тогда как для MIG-сварки стали лучше использовать смесь аргона и CO2.
Также прочтите : Типы сварочных газов и их применение
Советы и рекомендации по сварке TIG от Miller Welding
Мы делаем все возможное, чтобы найти информацию, которую хотят видеть наши читатели, используя некоторые платформы социальных сетей и просто задавая вопрос: «Вы хотите увидеть больше этого?» В обязательном порядке наши преданные читатели и поклонники Facebook отвечают однозначным «да» или «нет» по этому поводу.В большинстве случаев в поддержку первоначального ответа будут добавлены дополнительные комментарии.
В одном из недавних опросов на Facebook мы спросили, хотят ли наши читатели узнать больше об основах сварки. Отклик был исключительно положительным, поэтому мы рыскали по Интернету в поисках лучшего места для начала. К счастью для нас, у нас прекрасные отношения с Miller Welding, компанией, которая спонсирует производственную часть нашего магазина.
ВидеоМиллера показывает правильный угол наклона горелки для большинства сварочных операций TIG.
Мы впервые встретили Миллера Джона Шварца на торговой выставке в Орландо, Флорида, много лет назад, когда он был менеджером по маркетингу систем MIG и TIG в компании. Он продолжал руководить маркетингом продуктовой линейки TIG и продолжал продвигаться по служебной лестнице, где сейчас он является бизнес-менеджером отдела аренды. Джон предоставил нам много ценной информации на протяжении многих лет, и мы обнаружили, что видеоработы, которые он проделал еще в 2011–2013 годах, по-прежнему являются наиболее информативными из доступных.
Угол присадочного стержня в сварной шов также покрывается.
В этом видео подробно рассматриваются три ключевых элемента, которые все сварщики должны практиковать и совершенствовать, чтобы решить 80-90 процентов прикладных проблем, которые возникают во всех ситуациях:
- Угол резака
- Угол присадочного материала
- Понимание того, что горелка плавит основной материал, а основной материал плавит присадочный стержень.
Джон показывает, как запустить резак перпендикулярно основному материалу на расстоянии примерно 1/8 дюйма, а затем повернуть его на 15-20 градусов от направления движения.Для справки: 1/8 дюйма немного больше ширины никеля. Так что вы можете покопаться в мелочи в кармане и вычислить, как далеко должен быть фонарь, чтобы поразить дугу.
Один из ключей к отличной сварке TIG — поддержание чистоты вольфрамового стержня, чтобы по возможности не прилипать к основному материалу или присадочному материалу. Это загрязняет стержень и затрудняет сохранение прямой дуги.
В большинстве видеороликов с советами и приемами по сварке не учитываются основы. В этом видеоролике Miller Welding подробно описаны основы и основные советы по сварке TIG.
В видео показано, как подготовить вольфрамовый стержень, чтобы дугу было легче зажигать и поддерживать, шлифуя стержень по длине. Это сохраняет направление волокон в направлении дуги и предотвращает блуждание дуги при перемещении резака.
Мы надеемся, что вы найдете это видео столь же информативным, как и мы. Джон будет горд, что мы до сих пор используем его в качестве обучающего инструмента.
Видео и статьи, которые помогут вам лучше выполнять сварку TIG
Если вам нужна высококачественная обработка металла, используйте сварочные аппараты TIG, которые справятся с этой задачей.Сварка вольфрамом в среде инертного газа включает использование неплавящегося вольфрамового электрода и сварочного стержня для практического плавления двух кусков металла вместе. Хотя для этого требуется больше времени и квалифицированной руки, этот процесс даст превосходный результат без необходимости шлифования или шлифования.
Как сваривать алюминий TIG
Сегодня мы собираемся провести ускоренный курс по сварке алюминия TIG и, надеюсь, мы сможем помочь вам получить несколько советов на этом пути. Сварка алюминия TIG — это то, с чем многие новички сталкиваются с проблемами в начале своего пути.Мы видели, как сварщики возвращались, потому что пользователь думал, что он работает некорректно, из-за неправильных настроек или технических проблем. Я постараюсь показать вам правильную технику сварки алюминия и несколько советов для новичков … ПОДРОБНЕЕ
5 обновлений для сварочного аппарата TIG, которые вы можете себе позволить
Хорошая особенность притока ребят и девушек со сварочными аппаратами TIG дома заключается в том, что мы можем заполнить или линейку принадлежностей для сварки TIG. Это позволяет вам настроить сварщика в соответствии с вашими потребностями (и бюджетом).Как только вы освоите процесс, вы сможете быстро узнать, какие надстройки помогут вам улучшить сварные швы … ПРОЧИТАЙТЕ БОЛЬШЕ
Как изготовить резьбовые вставки HD
Недавно, передавая мою Ford Model A, я хотел использовать крепеж 8-го класса для всех креплений кузова вместо того, чтобы просто нарезать резьбу в раму или вставить рифленые гайки, которые со временем могут выйти из строя. Во-первых, стенка трубки толщиной 1/4 дюйма была недостаточно толстой, чтобы обеспечить достаточную резьбу, чтобы выдержать вес и скручивание тела при нормальном движении.Мы придумали отличное решение и решили, что поделимся … ПРОЧИТАЙТЕ БОЛЬШЕ
Определение типов вольфрама
Одним из определяющих элементов сварки TIG является вольфрам. Фактически это то, что означает первая буква в TIG: вольфрамовый инертный газ. TIG использует инертный газ для защиты сварного шва (обычно аргон), присадочный пруток из металла, который соответствует тому, что вы свариваете, и электрод из вольфрама, который фокусирует и направляет дугу. Все электроды TIG состоят более чем на 95% из вольфрама, который используется редко, потому что он твердый и имеет одну из самых высоких температур плавления среди всех металлов.Существует по крайней мере 5 различных типов «вольфрамов», как их называют большинство людей, обычно с цветным покрытием в зависимости от того, сколько других элементов было добавлено … ПОДРОБНЕЕ
Советы по быстрой настройке на вольфрам
Если вы новичок в сварке TIG, вам нужно пройти множество шагов, чтобы наложить хороший сварной шов. Неправильная настройка или настройка чего-то совсем немного могут быть разницей между серым беспорядком сварных швов из птичьей какашки и радужными стопками монет. Ни для кого не секрет, что сварка TIG требует ОЧЕНЬ много практики, и даже с идеально настроенным аппаратом она не заменит повторения и практики…. ПОДРОБНЕЕ
Как сделать кастомную заднюю дверь
Возможно, самым большим предприятием для этого грузовика было изготовление новой специальной платформы для Project Pilehouse. Процитирую Рона Ковелла на уроке обработки металлов в штаб-квартире Иствуда; «Я думаю, что эти прикроватные тумбочки были самыми большими кусочками, которые я когда-либо видел в своей жизни!». Кровать определенно была самой большой частью машины, которую я изготовил с нуля … ПОДРОБНЕЕ
Часто задаваемые вопросы по сварке TIG
Что такое сварка TIG? — TIG означает инертный газ вольфрама.В отличие от сварки MIG или дуговой сварки, TIG использует электрод отдельно от присадочного материала. Этот электрод называется вольфрамовым, и разные его разновидности имеют разные сварочные характеристики. В качестве инертного газа обычно используется аргон, иногда гелий или смесь …. ПОДРОБНЕЕ
Лучшие каналы YouTube по сварке и изготовлению
На YouTube много каналов о сварке и производстве, поэтому мы составили для вас список лучших каналов. Чтобы попасть в этот список, у каналов должно быть более 10 000 подписчиков и недавнее видео, размещенное в течение последних 3 месяцев.Пожалуйста, не стесняйтесь добавлять ссылки в комментариях ниже на любые, которые мы могли пропустить, или на любые новые каналы YouTube, за которыми нам следует следить.Советы и рекомендации по сварке — 543 316+ подписчиков YouTube
Советы и рекомендации по сварке:
Пух и грязные советы по сварке для всех нас.
Заявление об ограничении ответственности: эти видео предназначены для развлечения и вдохновения. Сварка опасна. Перед использованием сварочного оборудования всегда обращайтесь за профессиональной консультацией и обучением.Если вы сомневаетесь перед выполнением любого сварочного задания, остановитесь и изучите более безопасный метод. Не пытайтесь сваривать просто потому, что вы видели это в одном из моих видеороликов.
ChuckE2009 — 452,797+ подписчиков
О патронеE2009:
Здравствуйте, и добро пожаловать на мой канал! Мои видео о сварке, металлообработке, машинном оборудовании и многом другом! Я занимаюсь сваркой с 2009 года, включая 3 года формального образования и получение 5 различных сертификатов по трубам и пластинам.
Одно примечание — сообщения YouTube предназначены ТОЛЬКО для коммерческого интереса к шоу. За это я приношу свои извинения, хотя я хотел бы отвечать на личные сообщения каждого, но огромное количество получаемых мной сообщений делает это непрактичным.
О Weld.com:
Видеоролики о сварке, скрытые за капотом, позволяют ближе познакомиться со сварочным швом.
Видеоролики Weld.com о сварке — это серия шоу-шоу, наполненных советами, приемами и советами по сварке, которые помогут вам каждый раз отбрасывать идеальный борт! Если вы пытаетесь стать лучше в области сварки TIG, сварки MIG, сварки палкой или резки; Сварка.com есть то, что вам нужно. Все видеоролики сняты «из-за кулис», чтобы вы могли увидеть сварщиков со стороны сварщика. Мы не только покажем вам, как сваривать, но и много раз покажем вам типичные ошибки и способы их избежать.
Новые видео TIG каждую пятницу
Новые видео MIG каждый понедельник
О форумах Fab:
Добро пожаловать на форумы The Fab. Меня зовут Кайл Восс, и я создаю для вас любой контент Custom Motorsports Fabrication.Углеродное волокно, сварка TIG, формовка металла, хот-стержни, маслкары, кастомные чопперы и все, что между ними. Я упорно работаю над тем, чтобы еженедельно доставлять вам новый контент.
О сайте 6061.com:
Сварка и изготовление алюминия, а также другие видеоролики.
О производственной серии
Канал Fabricator на YouTube здесь, чтобы показать вам, как построить что угодно.Многие проекты создаются с использованием моего 15-летнего опыта в производстве автомобилей, но я строю, чиню, модифицирую, проектирую, корректирую и создаю практически все. Я всегда открыт для новых предложений от зрителей.
О гараже Джимбо:
Этот канал в основном посвящен сварке и металлообработке. Мы будем делать нестандартные работы из дерева тут и там, но, в конце концов, это все потому, что я люблю строить.
О таможне Ramsey — turbocobra
Меня зовут Гэри Рэмси.Владелец, производитель Ramsey Customs. Мы начали этот канал в первую очередь, чтобы задокументировать полное восстановление Мустанга 1965 года, но с годами канал превратился в место для демонстрации различных проектов, которые мы делаем. Эти проекты в основном связаны с производством металла и дерева. Металлообработка. Мы фокусируемся на искусстве из металла, домашнем / деловом декоре и мебели, но мы также предлагаем видеоролики, в которых показаны различные инструменты, методы и методы, используемые в металлообработке.
В последнее время мы занимаемся производством инструментов для производителей.Мы продаем их в виде комплектов, которые можно сваривать или скреплять болтами, или продаем только чертежи. В наших видеороликах вы часто будете видеть такие вещи, как сварка Mig, сварка Tig, сверление, фрезерование, токарные работы по металлу. Некоторое из имеющегося у нас оборудования: Lincoln Mig Welder. Миллер Сварщик. Токарный станок по металлу Monarch 10EE. Фрезерный станок типа Bridgeport. Фрезерный станок Cincinnati, горизонтальная ленточная пила Ellis, вертикальная ленточная пила DoAll. Плазменный стол Trucut с ЧПУ.
О компании Allen’s Welding / Woodworking:
Видео по сварке и обработке дерева.всевозможные постройки от ям для барбекю до деревянных зеркальных рам на поддонах.
О производстве DoRite:
Привет всем … Джим Боллинджер здесь. Я изготовитель, сварщик, строитель, пожарный и фельдшер. Люди говорят мне, что я вроде как Ларри Кабельщик встречает МакГайвера. Я купил своего первого сварочного аппарата, когда мне было 14 лет, на деньги, заработанные стрижкой газонов. Сегодня я преподаю сварку для Lincoln Electric на семинарах и выставках. Я никогда не переставал хотеть учиться, и это вдохновляет меня учить других.Мои работы были замечены в телешоу «Экстремальный макияж», «Кошмары на кухне» и «Спасение в баре». Но не волнуйтесь, Голливуд меня не изменил. Больше всего на свете я люблю работать руками… сочетая творчество с техническими и инженерными ноу-хау, чтобы построить все, от детских игрушек до канализационных заводов, пожарных спасательных инструментов и буксируемых машин.