60+ лучших изображений доски «Холодная ковка» в 2020 г —
Художественная ковка фото. Кованые изделия фотогалерея
Козырьки
Кованые козырьки и навесы являются элегантным решением для защиты небольшого пространства от влияния непогоды и ультрафиолетового излучения.
Решётки
Оконные решетки выполняются методом сварки и ковки, они имеют дополнительные приспособления для крепления на рамах.
Ворота
Мастера кузницы Алоис способны выполнить любые кованые изделия методом художественной ковки и сварки — эффектные ажурные ворота…
Кредит, рассрочка
Вы всегда можете Купить или Заказать любую продукцию кузницы «Алоис» в кредит или в рассрочку
Перила
Перила являются основной частью лестницы. Интересным и ярким стилевым решением станет использование в создании дизайна интерьера кованых перил.
Мангалы
Если Вы хотите приобрести кованый мангал, который будет служить Вам долгие годы. Если Вы ищете оригинальный дизайн.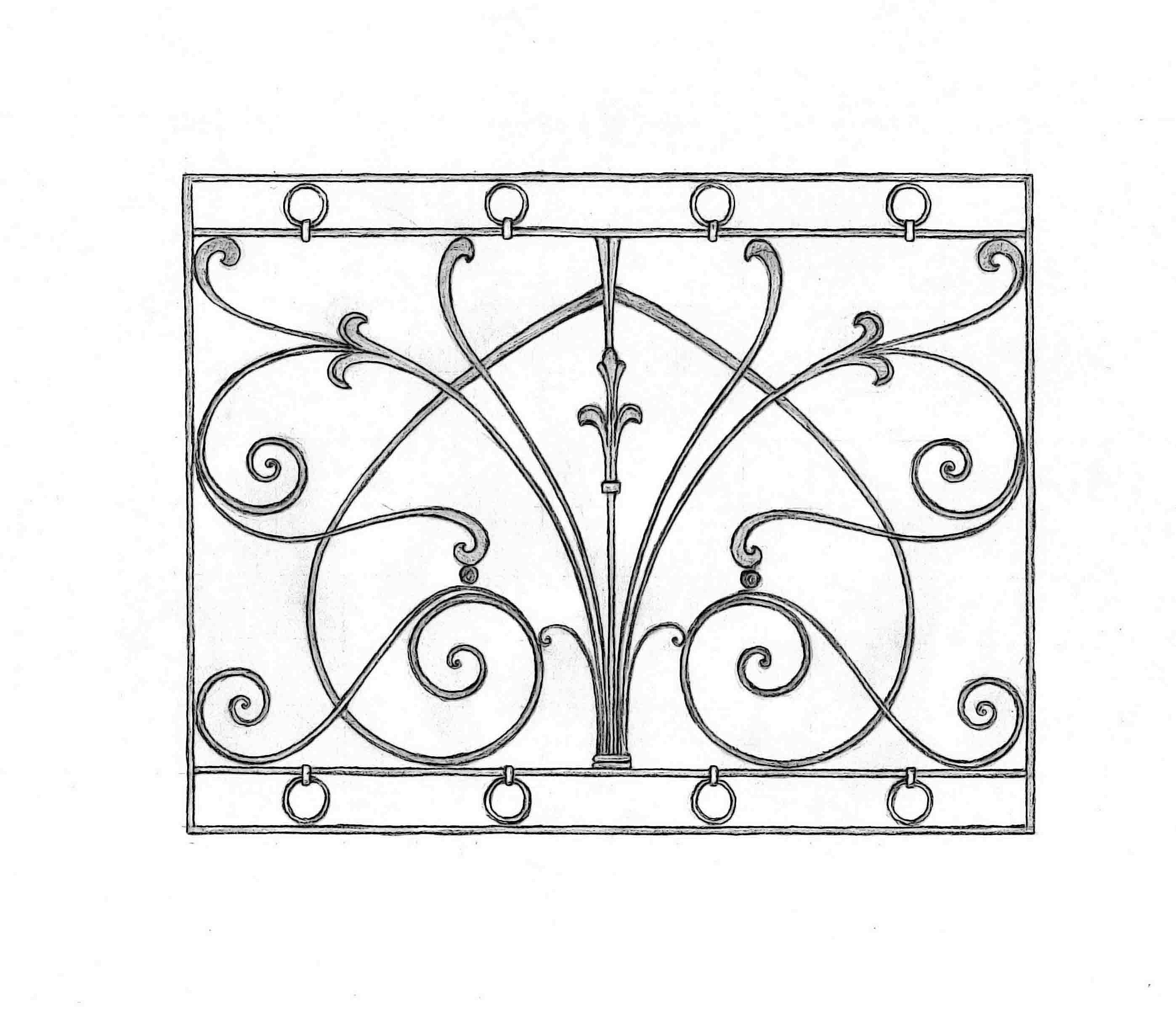
Кованая мебель
Кованая мебель. Производство кованой мебели на заказ
В строительстве
Ковка в строительстве художественная от производителя по лучшим ценам в Москве и Подмосковье
Ковка в интерьере
Под заказ кованые предметы интерьера от производителя в Москве и Московской области
Ландшафтная ковка
Художественная ландшафтная ковка от производителя. Ковка в ландшафтном дизайне
Ритуальная ковка
Ритуальная ковка на заказ. Ритуальные кованые изделия от производителяКованые элементы
Кованые элементы от производителя. Детали кованые купить
Кованые элементы, низкая цена | Каталог компании СталИван
Когда появилась необходимость изменить что-то в дизайне дома или отдельной комнаты, совсем не обязательно прибегать к трудоёмкому ремонту. Иногда достаточно появления небольшой детали, чтобы придать интерьеру обновленный вид, расставить акценты, привлечь внимание. Справиться с этой задачей помогут кованые элементы, которые для вас с удовольствием выполнят мастера художественной ковки, работающие в компании «СталИван».
Справиться с этой задачей помогут кованые элементы, которые для вас с удовольствием выполнят мастера художественной ковки, работающие в компании «СталИван».
Скачать прайс кованых элементов из каталога Артеферро
Скачать прайс кованых элементов из каталога Подкова
Почтовый ящик из алюминия
Конусообразное навершие
Опора для стекла
Декоративная подкова
Оформление коваными элементами
Жилые комнаты обретут налёт аристократичности, если добавить в интерьер следующие виды кованых элементов:
Люстры
Подсвечники
Подставки для цветов
Розетки
Светильники
Необходимые детали подбираются а зависимости от конечной цели и места, которое требует эксклюзивного декора:
- Кухонное помещение выглядит более добротно и уютно, если в нем присутствует оригинальный орнамент.
 Пусть даже он будет небольших размеров.
Пусть даже он будет небольших размеров. - Используйте поручни, пики, наконечники. Загородный дом станет настоящим дворянским гнездом.
- Дачный участок преобразится вмиг, если для него вы решите купить кованые элементы. Очень уместны здесь художественные предметы, выполненные из металла: флюгер или цветы как декор различных изделий.
 Пусть даже он будет небольших размеров.
Пусть даже он будет небольших размеров.Эти же детали могут нести и практическую функцию. Крепления и соединительные кованые элементы, выполненные методом холодной ковки или проката, значительно прочнее, чем аналоги из других материалов.
Закругленный фланец
Начальный элемент поручня
Кованая розетка
Кованый декоративный элемент
Услуги компании «СталИван»
Специалисты компании «СталИван» всегда готовы пойти навстречу клиенту и выполнить самые затейливые узоры, которые станут проявлением индивидуальности домовладельца. Наши дизайнеры помогут воплотить идеи в эскиз, а кузнецы – исполнить его в металле.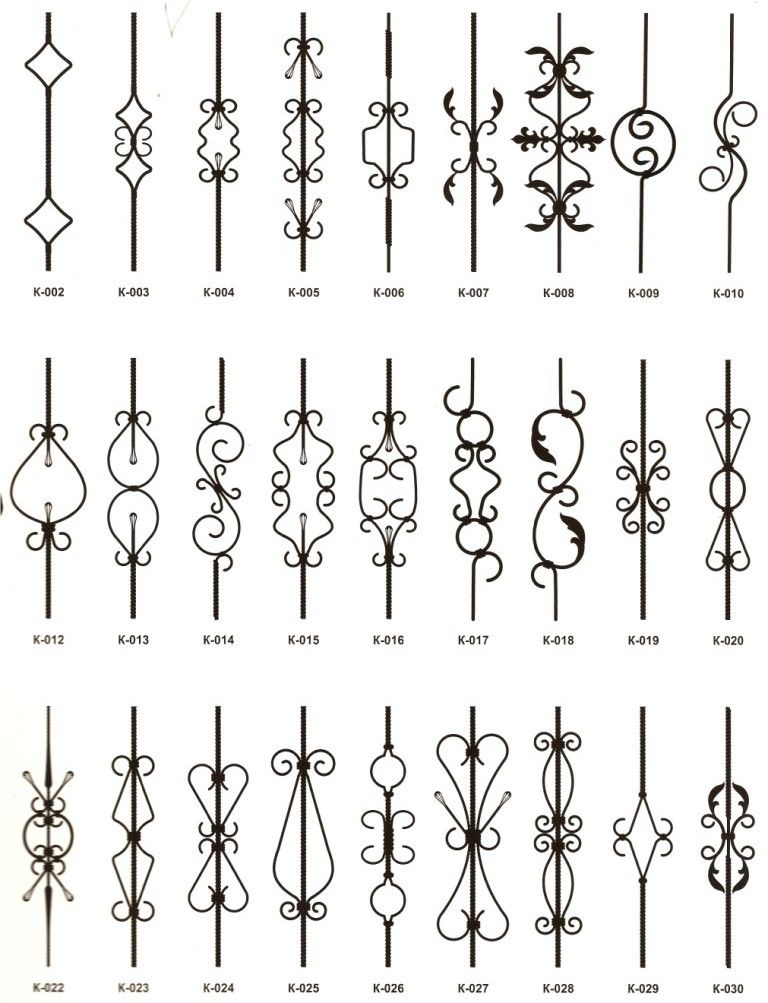 Ведь цена кованого элемента – ваш статус. Такие предметы не останутся незамеченными гостями.
Ведь цена кованого элемента – ваш статус. Такие предметы не останутся незамеченными гостями.
При желании заказчика декоративные кованые элементы могут быть искусственно состарены или окрашены под бронзу. Более подробную информацию о возможных эффектах художественной ковки вы можете узнать у наших менеджеров по телефонам +7 (495) 722-76-85, +7 (495) 648-50-02.
Элементы художественной холодной ковки: фото, видео, эскизы
Изделия, получаемые методами художественной ковки, всегда являются прочными, эксклюзивными. Одновременно они производят и глубокое эстетическое впечатление на окружающих. Именно поэтому продукция кузнечных дел мастеров столь популярна и востребована.
Элементы холодной ковкиРазновидности элементов холодной ковки металла
 Для низкоуглеродистых сталей нижний предел таких температур начинается от 1000 — 1150 °С. С повышением процентного содержания углерода требуемая ковкость стали достигается при меньших температурах: 800 — 900 °С. Для нагрева исходного материала применяются печи малоокислительного нагрева, хотя для небольших мастерских характерны и кузнечные горны, работающие на твёрдом топливе.
Для низкоуглеродистых сталей нижний предел таких температур начинается от 1000 — 1150 °С. С повышением процентного содержания углерода требуемая ковкость стали достигается при меньших температурах: 800 — 900 °С. Для нагрева исходного материала применяются печи малоокислительного нагрева, хотя для небольших мастерских характерны и кузнечные горны, работающие на твёрдом топливе.Виды кованых элементов — «Завитки»
Холодная ковка (штамповка) может производиться как при температуре окружающего воздуха, так и при температурах, не превышающих предела начальных структурных изменений, т.е., до 200 — 250 °С. Преимуществом холодной ковки считается повышенная точность готовой продукции и отсутствие на ней поверхностной окалины, а горячей – меньшие удельные усилия формообразования. Кроме того, при помощи операций ковки в холодном состоянии можно выполнять рельефные кованые элементы на листовых и полосовых заготовках, а также на изделиях из цветных металлов и сплавов.
 youtube.com/embed/52DGhPWINtc?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/52DGhPWINtc?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
Кроме собственно ковки, операции пластического деформирования металла применяются также и для соединения готовых элементов в законченные художественные композиции. Технология сварки для таких случаев малоприемлема, поскольку в зоне сварного шва металл всегда имеет пониженную прочность, а сама зона во многих случаях выглядит настолько неприглядно, что нуждается в трудоёмкой зачистке. Поэтому истинные мастера своего дела для соединения применяют кузнечную сварку. Она заключается в нагреве готовых элементов до температур повышенной пластичности металла (до 650 — 700 °С), после чего орнамент для ковки обжимают или расклёпывают частями, либо при сборке. Для такой технологии конечная прочность соединения соответствует прочности отдельных его элементов.
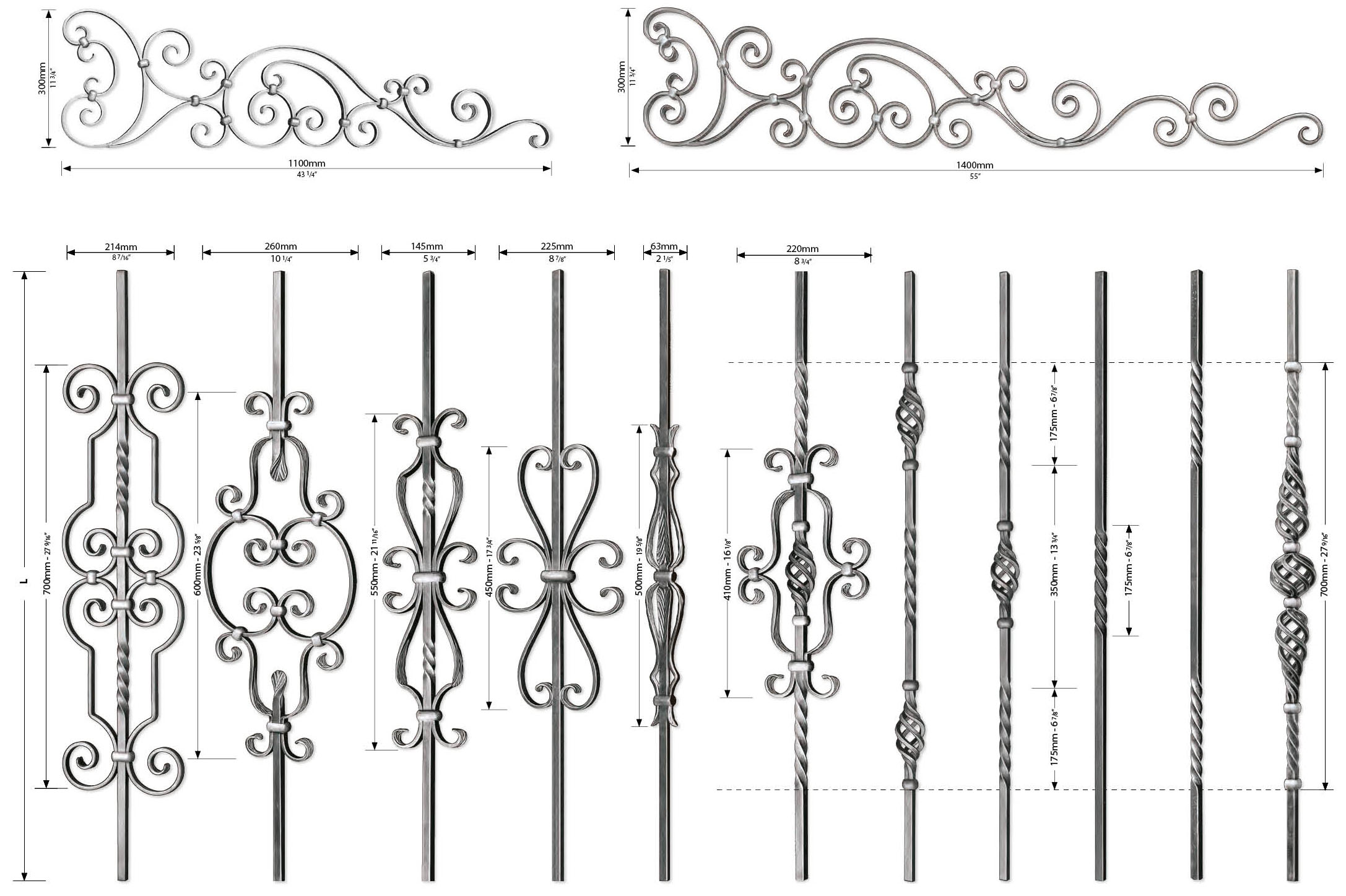
Элементы кованых узоров
Для объёмного металлопроката (пруток, проволока) применяются следующие кованые элементы:
- Спираль. Рисунок кузнечной спирали состоит из постепенно уменьшающихся к её основанию пространственных незамкнутых окружностей. Спираль может быть одно- и двунаправленной. В последнем случае диаметры могут периодически изменять направление своего уменьшения на противоположное. Кроме того, иногда может также изменяться (уменьшаться) диаметр исходного прутка или проволоки.
- Двойная спираль. Такие кованые элементы представляют собой пространственные фигуры, каждая из которых представляет двухрядную обычную спираль. При этом своей средней частью данный элемент имеет наибольший диаметр, из-за чего иногда такой орнамент для ковки называют ещё китайским фонариком. Для получения орнамента используются два прутка или отрезка проволоки большого поперечного сечения.
- Волюта. Геометрически такой вид орнамента представляет собой завиток произвольной формы, который может размещаться вертикально, или горизонтально. Волюта может иметь однонаправленную вогнутость, когда завитки расположены по одной линии от оси гибки, и разнонаправленную. Тогда завитки располагаются по обе стороны от конечной оси заготовки. Волюта может быть и односторонней.
- Крутень. В технологии художественной ковки крутень формируется закручиванием части стержня (или всей заготовки). Направление скручивания такого орнамента — всегда монотонное, поскольку даже для высокопластичного состояния пруток, закручиваемый попеременно то в одну, то в другую сторону, может разрушиться из-за превышения деформируемым металлом предела своей прочности на кручение.
- Навершие. Такие кованые элементы применяются на украшения головок оград и заборов, а также оконных решёток. Они представляют собой части прутка с острой кромкой на одном из торцев, к которому впоследствии прикрепляется ряд завитков.
 Рисунок кузнечной спирали состоит из постепенно уменьшающихся к её основанию пространственных незамкнутых окружностей. Спираль может быть одно- и двунаправленной. В последнем случае диаметры могут периодически изменять направление своего уменьшения на противоположное. Кроме того, иногда может также изменяться (уменьшаться) диаметр исходного прутка или проволоки.
Рисунок кузнечной спирали состоит из постепенно уменьшающихся к её основанию пространственных незамкнутых окружностей. Спираль может быть одно- и двунаправленной. В последнем случае диаметры могут периодически изменять направление своего уменьшения на противоположное. Кроме того, иногда может также изменяться (уменьшаться) диаметр исходного прутка или проволоки.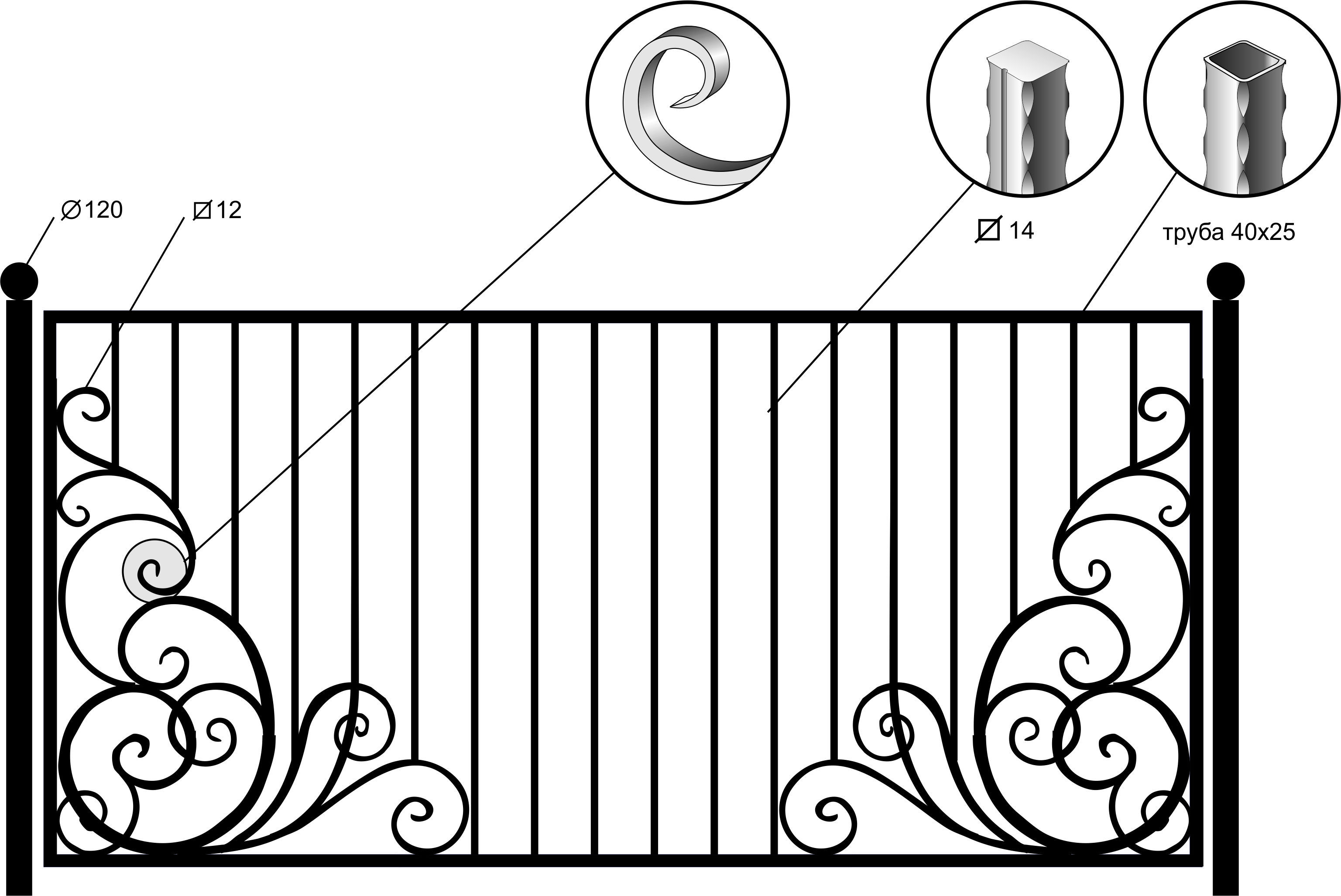 Тогда завитки располагаются по обе стороны от конечной оси заготовки. Волюта может быть и односторонней.
Тогда завитки располагаются по обе стороны от конечной оси заготовки. Волюта может быть и односторонней.Элементы художественной ковки создаются также и из листового металла. К ним относят:
- Пространственные спирали, напоминающие шнек, по направлению вращения которого ширина спирали уменьшается.
- Плоский завиток, который по сути идентичен объёмному, но производится из части металлической полосы.
- Чеканка, которая получается точечной обработкой кузнечным зубилом плоской поверхности штучной заготовки. В результате чеканки создаётся объёмный рисунок. Чеканку применяют преимущественно для цветных металлов и сплавов.
- Кернение. Такой художественный орнамент выштамповывается специальным инструментом, который вдавливает часть листа или полосы в специальную форму штампа. Кернением получают объёмные изображения на плоской заготовке, формовать надписи, вензеля и иные элементы.
- Оголовки. Элемент представляет собой чашеобразную ёмкость, сворачиваемую из цельного куска полосы, и свариваемую методом кузнечной сварки в пространственную деталь. Оголовок может иметь сферическую, конусовидную или цилиндрическую форму.


Комбинацией этих и ряда других художественных орнаментов обычно создаются весьма сложные кузнечные композиции – подсвечники, розы, кубки и т.д.
Последовательность окончательной сборки отдельных кованых элементов
Для получения конечного изделия кованые элементы соединяют в цельную композицию. Для объёмных деталей применяют кузнечную сварку или клёпку. Последний вариант отличается тем, что может выполняться при обычных температурах, но для этого на каждом из соединяемых между собой фрагментов должно быть отверстие. Эти отверстия получают ещё на стадии ковки методом прошивки.
Прошивка может быть открытой, когда кузнец выполняет отверстие при помощи непрофилированного инструмента – прошивня, либо закрытой, когда отверстие формируется пуансоном по матрице. Закрытая прошивка точнее, но требует большего значения рабочего усилия. На листовых элементах прошивку можно выполнять нахолодно, используя пробивные штампы. В таком случае создаётся возможность дополнительного орнаментирования деталей за счёт получения фигурных отверстий. Заклёпки, в свою очередь, также изготавливаются методами холодной или горячей высадки, и имеют головку произвольной формы – круглую, фасонную, цилиндрическую, потайную и пр., которая более всего соответствует изобразительному решению кованой композиции.
Закрытая прошивка точнее, но требует большего значения рабочего усилия. На листовых элементах прошивку можно выполнять нахолодно, используя пробивные штампы. В таком случае создаётся возможность дополнительного орнаментирования деталей за счёт получения фигурных отверстий. Заклёпки, в свою очередь, также изготавливаются методами холодной или горячей высадки, и имеют головку произвольной формы – круглую, фасонную, цилиндрическую, потайную и пр., которая более всего соответствует изобразительному решению кованой композиции.
Соединение плоских элементов художественной ковки может производиться несколькими способами:
- фальцеванием, когда смежные кромки деталей скручиваются друг с другом;
- двойным загибом, когда соединение происходит по незамкнутой части периметра узла, а свободные концы фрагментов образовывают плоский, либо рельефный рисунок;
- зачеканиванием кромок двух смежных деталей в сборе, когда соединение происходит вследствие пластического вдавливания части одной заготовки в тело другой.
- сваркой плоских деталей.
Выбор способа, при помощи которого отдельные кованые элементы соединяются между собой, зависит от места, где должен располагаться определённый орнамент для ковки, а также условий эксплуатации готового изделия. Например, при внешней установке элементы художественной ковки обязательно должны иметь антикоррозионное покрытие (окраску атмосферостойкой краской, меднение и пр.). Тогда для соединения можно использовать сварку. Применяя воронение, лучше сразу после этой операции соединять части орнамента кузнечной сваркой, и уже в окончательно собранном виде устанавливать на необходимое место.
Ковка. Словарь терминов
Словарь терминов — что нужно знать о ковке заказчику.
Общение с любым специалистом значительно расширяет не только кругозор, но зачастую словарный запас заказчика. Обратившись в мастерскую за коваными элементами для собственного загородного дома, вы точно встретитесь с некоторыми новыми
для вас понятиями. Чтобы не ставить мастеров в тупик формулировкой своих вопросов и легко понимать, о чем они говорят вам,
мы составили небольшой словарь основных «кузнечных» терминов.
Обратившись в мастерскую за коваными элементами для собственного загородного дома, вы точно встретитесь с некоторыми новыми
для вас понятиями. Чтобы не ставить мастеров в тупик формулировкой своих вопросов и легко понимать, о чем они говорят вам,
мы составили небольшой словарь основных «кузнечных» терминов.
Общие понятия
Металлы и сплавы, использующиеся в художественной ковке — железо, сталь, медь, бронза, латунь, жесть, алюминий.
Ковкость — свойство металлов, позволяющее им поддаваться воздействию ковки и прочим видам обработки металлов. Основные показатели ковкости — сопротивление деформации и пластичность.
Коррозийная стойкость — способность металла сопротивляться воздействию агрессивной среды.
Жесткость кованых конструкций — свойство кованых частей металлических конструкций не менять геометрические размеры под внешним воздействием.
Элементы: кованые и литые
Часто для уменьшения стоимости изделия предлагается «собрать» конструкцию из готовых элементов. Или в описании проекта, выполненного по вашей картинке, упоминаются названия, незнакомые вам на слух. Чаще всего это классические элементы декора кованых изделий.
Или в описании проекта, выполненного по вашей картинке, упоминаются названия, незнакомые вам на слух. Чаще всего это классические элементы декора кованых изделий.
Это может кого-то расстроить, но кованые элементы делают обычно в Китае. Оптовые поставщики привозят для кузнецов под заказ партии элементов на выбор по обширным каталогам.
- Акантовый лист
- классический декоративный элемент, изображающий лист южного растения.
-
Балясины - фигурные столбики, сверху соединяющиеся перилами. В кузнечном деле используются при изготовлении ограждений лестниц, балконов, террас.
-
Вазон - украшение, стилизованное под вазу или корзину.
-
Волюта - элемент в форме завитка. Шире — в архитектуре спиралевидный мотив, часто с глазком внутри.
-
Вензель - начальные буквы имен собственных, связанные между собой в ажурный рисунок.
-
Гирлянда - мотив из сплетения цветов, листьев и фруктов, иногда перевитых лентой.
-
Картуш - элемент в виде свитка или щита с закрученными краями.
-
Кронштейн (кованый) - художественно-оформленная деталь или конструкция, которая прикреплена к стене и служит опорой чему-либо.
-
Медальон - овальная или круглая оправа для какого-либо изображения, а также сам рисунок, рельефный орнамент, заключенный в такую рамку.
-
Навершение - декоративное завершение верхней части столба, стойки (шары, пики, шишки и др.).
-
Оконечник - классический элемент художественной ковки, завершающая часть кованого изделия, характеризующаяся оттянутостью окончания (часто — нежный завиток с уменьшающейся толщиной).
-
Пальметта - мотив в виде стилизованного многолопастного пальмового листа.
-
Розетка - мотив, имеющий вид круглого стилизованного изображения цветка с одинаковыми лепестками.
-
Соломонова спираль (корзинка, шишка) - декоративный элемент, сформированный из тонких прутьев, спирально закрученных и образующих пустотелый ажурный «кокон».
-
Цветы - Один из популярнейших мотивов в художественной ковке. Чаще всего изготавливаются по частям, после чего собираются в художественный узор с помощью сварки, клепки или пайки.

Не лишним будет знать, что
- Раппорт
- это повторяющийся элемент орнамента.
- Модуль
- художественно-декоративный элемент (или фрагмент), принятый за основу построения одного и того же повторяющегося рисунка.
- Звено (секция)
- часть металлического забора или ограды, ограниченная двумя столбами или стойками.
Отделка кованых изделий
- Воронение
- термическая обработка металлического изделия с предварительным нанесением на его поверхность специальных химических веществ: кислот и масел. В результате металл покрывается сине-черной окисной пленкой.
- Вытравка
- получение рисунка, узора или надписи на металлическом предмете с помощью едких химических веществ.
- Инкрустация
- украшение металлических кованых изделий другими цветными металлами или драгоценными камнями.
- Насечка
- декоративная обработка металла, заключающаяся в нанесении «прочерков» на поверхность. Используется для выполнения тонкого фигурного рисунка, например, изображения прожилок на листьях растений.
- Патина
- оксидно-карбонатная пленка, которая имеет цветовой оттенок (серебро, бронза, зелень). Патина образуется под воздействием окружающей среды, в то же время предохраняя металл от разрушений. Она имеет декоративную ценность особенно при производстве кованых предметов «под старину».
- Рифление
- один из способов декоративной отделки кованых изделий при помощи кузнечных инструментов (грубое гравирование).
- Скань
- декоративная отделка металлических изделий узорами из скрученной проволоки.

Соединение
Элементы:
- Хомут
- элемент, соединяющий несколько прутков или других кованых элементов. Сегодня используется лишь в ручной горячей ковке.
- Биндра
- проволока, с помощью которой временно (до сварки или пайки) соединяют элементы кованого изделия.
- Заклепка
- железный стержень, имеющий цилиндрическую форму с головкой на одном конце; применяется для соединения кованых элементов и деталей.
Методы:
- Клепка
- один из старейших способов соединения кованых металлов, когда отдельные детали соединяются при помощи заклепок.
- Пайка
- процесс введения между металлическими деталями припоя (расплавленного материала), который имеет температуру плавления ниже, чем сплавляемые детали, в результате чего формируется прочное соединение.
- Сварка
- способ соединения металлических изделий путем их совместного деформирования после нагрева мест сварки. Раньше для этого использовался горн, сегодня чаще применяют газовую и электрическую сварку.
Обработка кованого изделия
- Закалка
- быстрое охлаждение стали, нагретой до очень высокой температуры; придает изделию твердость и прочие необходимые качества.
- Зачистка
- механическое удаление с кованого изделия окалины, наплывов сварных швов, сварочных брызг и других дефектов металла.
- Матировка пескоструйным способом
- обработка поверхности струей песка, подаваемого под давлением, что позволяет выровнять поверхность и сделать ее более шероховатой (для улучшения адгезии лакокрасочных материалов).
- Антикоррозийная обработка
- покрытие металлических поверхностей тонким слоем другого металла, сплава или неметаллических материалов, образующих антикоррозийное покрытие для защиты от коррозии.
- Грунтовка
- нанесение на кованое изделие предварительного покрытия для улучшения адгезии (прилипания) основного защитного или декоративного покрытия.
- Покраска
- нанесение защитного или декоративного (зачастую эти функции совмещены) покрытия на изделие.
- Гальваническое покрытие
- металлическая пленка, наносимая на поверхность металлических изделий методом гальваники для придания им твердости, износостойкости, антикоррозийных, антифрикционных, декоративных свойств (цинкование, анодирование, хромирование, никелирование, оксидирование). Широкого применения метод не получил в силу своей дороговизны.
 Широкого применения метод не получил в силу своей дороговизны.
Широкого применения метод не получил в силу своей дороговизны.Прокатный материал
То, из чего кузнец будет изготавливать изделие.
- Пруток
- металлический полуфабрикат, заготовка для производства деталей с помощью пластической деформации или обработки резанием. В зависимости от назначения прутки обладают сечением круглой, прямоугольной, шестиугольной, реже трапециевидной, овальной или сегментной формы.
- Квадрат — прут квадратного сечения диаметром от 8 до 25 мм.
- Кругляк — прут круглого сечения.
- Болванка
- кругляк диаметром 50 мм, используется для точеных деталей.
- Полоса
- прут прямоугольного сечения, половинный по отношению к квадрату.
- Профиль
- мерный отрезок изделия, полученный прокаткой, прессованием, формовкой (гибкой) между валками. Сечение профиля — разрез по линии, перпендикулярной длинной стороне отрезка; различается по ширине.
- Поковка
- промежуточная заготовка или изделие, полученное ковкой или объемной штамповкой. В зависимости от своих характеристик поковки подразделяются по сечению — квадратные, прямоугольные, многоугольные и круглые, а также по методу изготовления — штампованные и кованые.
 Сечение профиля — разрез по линии, перпендикулярной длинной стороне отрезка; различается по ширине.
Сечение профиля — разрез по линии, перпендикулярной длинной стороне отрезка; различается по ширине.Технологии
- Ковка
- один из основных видов обработки металла давлением с применением нагрева. По технологии различают горячую (обработка раскаленного металла), холодную (деформация заготовок холодного металла), смешанную (использование кованых, готовых литых и сварных элементов).
- Ковка в штампах
- способ обработки железа, при котором необходимую форму получают вдавливанием подготовленных материалов в специальную металлическую форму.
- Литье
- процесс получения фасонных отливок путем заполнения расплавленным металлом приготовленных форм. Литые элементы (шары, пики и т.п.) часто применяются параллельно с кузнечными элементами и являются неотъемлемыми частями ограждений, ворот, перил.
- Штамповка
- вид обработки металлов давлением, при которой формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента — штампа.
- Штамп
- заготовка для производства стандартных повторяющихся элементов, требующихся в большом количестве (например, однотипных завитков для ограды).
- Торсирование (скручивание)
- способ обработки металлических стержней для придачи декоративного вида. Стержни толщиной не более двух сантиметров, предварительно отожженные и охлажденные на воздухе, с помощью простых технологий поддаются скручиванию в холодном состоянии.
 Литые элементы (шары, пики и т.п.) часто применяются параллельно с кузнечными элементами и являются неотъемлемыми частями ограждений, ворот, перил.
Литые элементы (шары, пики и т.п.) часто применяются параллельно с кузнечными элементами и являются неотъемлемыми частями ограждений, ворот, перил.Приемы обработки металла
- Вальцовка
- превращение проволоки в узкую полоску путем прокатывания в специальных вальцах, один из классических приемов художественной ковки.
- Волочение
- обработка металлов давлением, при которой заготовки круглого или фасонного профиля протягиваются через отверстие, сечение которого меньше сечения заготовки.
- Выбивка
- выгибание детали на форме с помощью ударов молотком с предварительным нагревом.
- Выкраивание (вырезка)
- изготовление из листового металла с помощью режущих инструментов деталей заданной формы посредством резки.
- Вырубка
- высекание c помощью острого инструмента (зубило, кузнечный топор и т.п.) деталей определенной формы или части заготовки.
- Гибка
- изменение формы и геометрии металла, производится без предварительного нагрева. Под воздействием силы заготовка изгибается и деформируется, наружные слои её растягиваются, внутренние — сжимаются
- Прокатка
- обработка металлов и металлических сплавов давлением, состоящая в обжатии их между вращающимися валками прокатных станов.
- Рубка
- процесс обработки металла с помощью специального кузнечного топора, зубила или подсечки. Один из технических приёмов художественной ковки, результатом которого является отсечение части металла по наружному контуру заготовки.
- Рихтовка
- выравнивание (выправление) проката, проволоки, протяженных поковок, штамповок, отливок, механически обработанных деталей для устранения искривлений и прочих дефектов.
- Чеканка
- художественная обработка металла, изготовление рисунка, надписи, изображения, заключающееся в выбивании на пластине определенного рельефа.

 Один из технических приёмов художественной ковки, результатом которого является отсечение части металла по наружному контуру заготовки.
Один из технических приёмов художественной ковки, результатом которого является отсечение части металла по наружному контуру заготовки.Холодная ковка своими руками как отдельный вид искусства
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Холодная ковка своими руками – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.

Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Важно! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Кованые изделия своими руками. Эскизы кованых изделий
Кованые художественные изделия пользуются заслуженной популярностью по всему миру. На протяжении многих веков художественная ковка занимает прочное место в строительстве и архитектуре, сочетая в себе красоту, долговечность и индивидуальность.
Где используются кованые изделия из металла?
Сегодня художественная ковка прочно вошла в наш обиход и используется практически повсеместно. Эти изделия можно встретить как на улицах и во дворах, так и в домах и квартирах.
Кованые изделия, пользующиеся наибольшей популярностью:
- Кованые ворота.
- Кованые заборы.
- Кованые оконные решетки.
- Кованые ограждения и лестницы.
- Мангалы, беседки, фонари.
- Кованая мебель и предметы интерьера.
- Кованые изделия для камина.
На самом деле, такой список можно продолжать очень долго, ведь благодаря возможности сделать из металла изделие любой стилистики и формы его можно вписать в практически любой интерьер.
Чтобы понять все многообразие, которое имеют сегодня кованые изделия, фото недостаточно. Массу красивых вещей можно увидеть в специальных книгах, руководствах и просто на улицах городов.
Достоинства кованого металла
За что люди так любят кованые изделия из металла? Ведь стали присуща подверженность коррозии, что очень негативно сказывается как на эстетике, так и на эксплуатации. Что в ковке такого особенного, что даже сегодня, когда появилось множество искусственных материалов для тех же ворот или заборов, которые легче по весу, не подвержены коррозии и обладают привлекательным внешним видом, многие выбирают ковку?
Преимущества кованого металла:
- Красота.
- Долговечность.
- Хорошие защитные функции.
- Возможность изготовления по индивидуальным размерам.
- Ручная работа.
- Кованые изделия можно выполнить в любом стиле.
- Ковка прекрасно сочетается с другими материалами.
Перечень достоинств получается довольно большим, причем его можно продолжать. Если же охарактеризовать кованый металл в нескольких словах, то получится, что такие изделия сочетают в себе красоту, долговечность и хорошую функциональность.
Недостатки ковки
Как бы ни была хороша ковка, кованые изделия, как и любые другие, обладают своими недостатками. Причем эти минусы заставляют многих людей отказываться от нее.
Основные недостатки кованого металла:
- Стоимость.
- Подверженность металла коррозии.
Можно, конечно, добавить еще несколько минусов, но они так или иначе будут вытекать из выше перечисленных.
Высокая стоимость кованых изделий отпугивает многих потребителей. Поскольку бюджет даже простого художественного изделия, например, забора, получается весьма большим.
А за счет сложных рисунков кованые вещи достаточно сложно подготавливать к окраске и окрашивать. Поэтому коррозия может проявляться достаточно быстро.
Виды ковки
Если рассматривать стилистику ковки, то ее можно сделать практически любого вида. И это является одним из самых важных ее преимуществ. Поскольку можно сделать как простые, строгие вещи, так и насыщенные, обладающие сложным рисунком. Причем всегда легко осуществлять привязку к разным архитектурным стилям.
В техническом плане принято разделять художественную ковку на два вида:
- Горячая ковка.
- Холодная ковка.
Несмотря на множество общих черт, а также тот факт, что оба направления предлагают на выходе одни и те же изделия, холодная и горячая ковка имеют между собой множество различий. В первую очередь это стоимость и индивидуальность.
Горячая ковка
Классический метод изготовления кованых изделий. При его использовании металл сперва разогревается до высоких температур, а потом ему придается форма. В современных кузнечных цехах уже давно не используются горны на мехах, да и молотобойцев не встретишь. На смену древним методам давно пришли электрические двигатели, пневматические молоты, отрезные и сверлильные станки и электросварка.
Хотя основной принцип ручной ковки остался таким же, как 100 и 200 лет назад. Вся прелесть и красота кованого изделия заключается в умении мастера придавать нужную форму и очертания металлу.
Холодная ковка
В холодной ковке единичный ручной труд заменяется машинным. Благодаря унификации и штамповке всяческих художественных элементов получается своеобразный конструктор. И при наличии сварочного аппарата и минимальных навыков вполне можно изготавливать кованые изделия своими руками. Тем более, производители кованых элементов предлагают обширные каталоги, в которых можно подобрать достаточно приличные эскизы кованых изделий.
Главные плюсы холодной ковки — это:
- Невысокая стоимость изделий по сравнению с ручной.
- Доступность комплектующих.
- Возможность получать различные рисунки и компоновать художественные элементы между собой.
- Возможность делать кованые изделия своими руками.
Однако у этого метода есть и свои минусы:
- Ограниченность рисунков.
- Стандартизация художественных элементов.
Исходя из перечисленных плюсов и минусов, можно сделать вывод, что холодная ковка может стать достойной альтернативой ручной, особенно в бюджетном сегменте.
Борьба с коррозией металла
Если не брать во внимание стоимость, основным недостатком любой ковки будет ее подверженность коррозии. Как и любой металл, такие изделия требуют особого внимания на этапах предпокрасной подготовки и самой покраски.
Наилучшим вариантом очистки кованых изделий от окалины и ржавчины буде пескоструйная обработка. На выходе получается поверхность, полностью готовая к покраске. Единственным минусом такой обработки можно назвать ее стоимость. Впрочем, высокая цена оправдывается качеством очистки металла.
Естественно, если тратить немалые деньги на пескоструйку, глупо экономить на красках. Самым лучшим вариантом станет обработка металла цинкосодержащим составом. На нашем рынке представлено несколько вариантов таких грунтовок. Между собой они отличаются содержанием цинка в сухом остатке, а также требованиями к растворителям.
В любом случае, независимо от выбора марки цинкосодержащей грунтовки, она обеспечит надежную и долговременную защиту металла от появления коррозии. Отличительным свойством такого покрытия является способность проникать в верхний слой металла, тем самым защищая его от попадания влаги.
Краски для кованого металла
При покраске любых металлических изделий необходимо использовать грунтовку. В противном случае даже дорогая и качественная краска очень быстро потеряет свои свойства. Грунтовки по металлу обладают хорошей адгезией к металлу и в свою очередь дают хорошую степень проникновения для красок. К тому же в грунтовках содержатся антикоррозийные присадки, которые направлены на повышение сопротивляемости металла коррозии.
Самым дешевым вариантом будет использование обычных грунтовок и эмалей для металла. Однако, несмотря на дешевизну полученного покрытия, эффект будет недолгим. Дешевые краски имеют массу отрицательных свойств. Они быстро выцветают и не обеспечивают долговечности защитного покрытия.
Неплохим выбором будет использование красок «2 в 1» и «3 в 1». Они подразумевают их использование без слоя грунтовки. Такие краски содержат грунт, преобразователь ржавчины и саму краску. Как и любые другие, такие краски необходимо наносить в 2 слоя.
Однако, если позволяют финансы, оптимальным выбором будет использование промышленных красок. Достаточно приличные линейки присутствуют, например у марки «Тиккурилла».
Такие краски хоть и дорогие, но обладают существенными плюсами. Во-первых, они обеспечивают высокую надежность покрытия. Во вторых, их можно колеровать в любой цвет, они очень быстро сохнут.
Кованые изделия своими руками
Если рассматривать горячую ковку, то для собственноручного изготовления художественных вещей необходимы умения и опыт. А также специальное оборудование, без которых производство будет просто невозможным.
Однако, используя элементы холодной ковки, можно изготовить вполне достойные кованые изделия своими руками. Для этого требуются:
- Навыки сварщика.
- Помещение для сборки, оборудованное сварочным столом. Конечно, можно обойтись и без него – собирать просто на полу. Только при таком подходе вряд ли получится что-то стоящее.
- Необходимые декоративные элементы.
- Эскизы кованых изделий. За основу можно взять кованые изделия, фото которых легко найти в разных источниках и инструкциях.
- Инструмент: сварка, болгарка, рулетка и так далее.
На самом деле, при кажущейся сложности, сборка кованого изделия из готовых элементов может оказаться достаточно простым делом. Конечно, с горячей ковкой не сравнить, но результат обычно получается очень даже ничего. Тем более что при собственноручном изготовлении, например, забора, получится сэкономить приличную сумму.
120-страничный пустой журнал для кузнецов с изображением молотка и наковальни на обложке НЕ КНИГА
Этот «автор» был создан для разделения тех предметов, которые имеют номера ISBN, но на самом деле не являются книгами. Для получения дополнительной информации см. Руководство и / или начните обсуждение в группе библиотекарей.Когда элемент, который не является книгой, импортируется через ISBN в Goodreads, его удаление бесполезно: элемент будет повторно импортирован только до тех пор, пока он остается на сайте подачи. (Часто это элементы, связанные с книгами, которые имеют номер
. Этот «автор» был создан для разделения тех элементов, которые имеют номера ISBN, но на самом деле не являются книгами.Для получения дополнительной информации см. Руководство и / или начните обсуждение в группе библиотекарей.Когда элемент, который не является книгой, импортируется через ISBN в Goodreads, его удаление бесполезно: элемент будет повторно импортирован только до тех пор, пока он остается на сайте подачи. (Часто это элементы, связанные с книгами, которым издатели присвоили ISBN, чтобы их можно было отслеживать через их книжные системы.)
Эти элементы следует передавать «автору», а НЕ КНИГУ. Это можно сделать, отредактировав отдельную запись книги и заменив существующего основного автора автором НЕ КНИГА, или, если все элементы в списке авторов не являются книгами, автора можно отредактировать и полностью объединить в НЕ КНИГУ .
В случае предметов, которые в настоящее время приписываются автору, который является участником программы Goodreads Author, действовать очень осторожно и связаться с автором для уточнения, если есть какие-либо вопросы относительно статуса предмета как книги, особенно в случае календарей, рабочих тетрадей или пустых книг с дополнительным содержанием.
Эти предметы не являются книгами:
* мультиупаковки одной книги
*** dumpbin, dump bin, dumpb, dumpbi, dumpbn, dbin, d / bin
*** смешанная корзина, смешанная копия, копировальная корзина , mxd
*** препак, ppk, stockpack, stock pack
*** header
*** термоусадочная пленка, термоусадочная пленка, s / wrap, swrap
*** x12, x24, x36, x48, 12c, 24c, 36c , 48c, 12cc, 24cc, 36cc, 48cc, 60cc
*** awbc
* промо-материалы (дисплеи и т. Д.)
*** counterpack, counter pack, cpack, c / pack, counter display
*** напольный дисплей, floordisplay, напольный дисплей, fd, f / d
*** 18fl, 24fl, 27fl, 36fl (fl = floor дисплей)
*** mxfl
*** мольберт
*** полоса клипа
* фильмы (DVD или VHS)
* телевизионные эпизоды
* записи театрального производства
* музыка (саундтреки esp) (но не в переплете, отдельные ноты или ноты в электронном виде)
* канцелярские товары
* календари (если они не содержат дополнительного содержимого)
* дневники и чистые книги (если они не содержат дополнительного содержимого)
* плакаты
* несвязанные карты (в отличие от связанных карт в атлас)
* настольные игры
* футболки
* игрушки
* мягкие игрушки / куклы
* закладки
* наклейки
* колоды карт (включая Таро)
* пазлы (в отличие от сборников головоломок)
* таблички (вдохновляющие, или иначе)
* видеоигры
* подкасты ругательство книг
* книги без названия, в которых не существует поддающейся проверке информации о публикации (часто они озаглавлены «Без названия № 3» и представляют собой заполнители ISBN, которые никогда не использовались)
* «вся книга автора» или «все книги в серии «если не существует опубликованной коллекции этих работ
* наборов рассказов
| Категория | Изображение | Имя | Материалы | Мин.Умение |
|---|---|---|---|---|
| Кольчатая броня | Кольчатое горжет | 6 железных слитков | 20 | |
| Кольчатая броня | Кольчатые перчатки | 6 железных слитков | 25 | |
| Кольчатая броня | Кольчатый шлем | 8 железных слитков | 30 | |
| Кольчатая броня | Кольчужное оружие | 8 железных слитков | 35 | |
| Кольчатая броня | Кольчужные ножки | 10 железных слитков | 40 | |
| Кольчатая броня | Юбка Ringmail | 10 железных слитков | 40 | |
| Кольчатая броня | Кольчужный сундук | 12 железных слитков | 45 | |
| Кольчужный доспех | Кольчуга Горжет | 6 железных слитков | 40 | |
| Кольчужный доспех | Кольчужные перчатки | 6 железных слитков | 45 | |
| Кольчужная броня | Кольчужный капюшон | 8 железных слитков | 50 | |
| Кольчужная броня | Кольчуги Arms | 10 железных слитков | 55 | |
| Кольчужная броня | Кольчужные ножки | 12 железных слитков | 60 | |
| Кольчужный доспех | Кольчужная юбка | 12 железных слитков | 60 | |
| Кольчужная броня | Кольчужный сундук | 14 железных слитков | 65 | |
| Латный кольчужный доспех | Тарелка Горжет | 8 железных слитков | 60 | |
| Латный кольчужный доспех | Латные перчатки | 8 железных слитков | 65 | |
| Латный кольчужный доспех | Латный шлем | 10 железных слитков | 70 | |
| Латный кольчужный доспех | Латные рукава | 12 железных слитков | 75 | |
| Латный кольчужный доспех | Пластинчатые ножки | 14 железных слитков | 80 | |
| Латный кольчужный доспех | Тарелка Юбка | 14 железных слитков | 80 | |
| Латный кольчужный доспех | Латный сундук | 16 железных слитков | 85 | |
| Латный кольчужный доспех | Женский латный сундук | 16 железных слитков | 85 | |
| Другие шлемы | Шлем Орка | 8 железных слитков | 30 | |
| Другие шлемы | Бацинет | 10 железных слитков | 70 | |
| Другие шлемы | Закрыть Шлем | 10 железных слитков | 70 | |
| Другие шлемы | Норвежский шлем | 10 железных слитков | 70 | |
| Щиты | Баклер | 6 железных слитков | 15 | |
| Щиты | Металлический щит | 8 железных слитков | 25 | |
| Щиты | Бронзовый щит | 10 железных слитков | 35 | |
| Щиты | Металлический каплевидный щит | 12 железных слитков | 45 | |
| Щиты | Нагревательный щиток | 14 железных слитков | 55 | |
| Щиты | Щит ордена | 14 железных слитков | 75 | |
| Щиты | Щит Хаоса | 14 железных слитков | 75 | |
| Оружие для фехтования | Кинжал | 4 железных слитка | 0 | |
| Оружие для фехтования | Kryss | 8 железных слитков | 40 | |
| Оружие для фехтования | Военная вилка | 8 железных слитков | 40 | |
| Оружие для фехтования | Короткое копье | 10 железных слитков | 50 | |
| Оружие для фехтования | Вилы | 10 железных слитков | 50 | |
| Оружие для фехтования | Копье | 10 железных слитков | 50 | |
| Macing Оружие | Отмычка | 8 железных слитков | 40 | |
| Macing Оружие | Военный топор | 8 железных слитков | 40 | |
| Macing Оружие | Булава | 8 железных слитков | 40 | |
| Macing Оружие | Maul | 8 железных слитков | 40 | |
| Macing Оружие | Боевая палица | 8 железных слитков | 40 | |
| Macing Оружие | Вархаммер | 10 железных слитков | 50 | |
| Фехтование Оружие | Cutlass | 8 железных слитков | 40 | |
| Фехтование Оружие | Катана | 8 железных слитков | 40 | |
| Фехтование Оружие | Ятаган | 8 железных слитков | 40 | |
| Фехтование Оружие | Палаш | 8 железных слитков | 40 | |
| Фехтование Оружие | Длинный меч | 8 железных слитков | 40 | |
| Фехтование Оружие | Меч викинга | 8 железных слитков | 40 | |
| Фехтование Оружие | Топор | 10 железных слитков | 50 | |
| Фехтование Оружие | Боевой топор | 10 железных слитков | 50 | |
| Фехтование Оружие | Двойной топор | 10 железных слитков | 50 | |
| Фехтование Оружие | Топор палача | 10 железных слитков | 50 | |
| Фехтование Оружие | Большой боевой топор | 10 железных слитков | 50 | |
| Фехтование Оружие | Двуручный топор | 10 железных слитков | 50 | |
| Фехтование Оружие | Bardiche | 10 железных слитков | 50 | |
| Фехтование Оружие | Алебарда | 10 железных слитков | 50 | |
| Элементы аспектов | Aspect Kit | 1 Схема мастерского изготовления | 100 | |
| Элементы аспектов | Краска для щита Air Aspect | 1 Воздушная дистилляция | 120 | |
| Элементы аспектов | Краска для щита Artisan Aspect | 1 кустарная дистилляция | 120 | |
| Элементы аспектов | Краска для щита командного аспекта | 1 Командная дистилляция | 120 | |
| Элементы аспектов | Краска для щита земного аспекта | 1 Земляная дистилляция | 120 | |
| Элементы аспектов | Краска для щита Жуткого аспекта | 1 Жуткая дистилляция | 120 | |
| Элементы аспектов | Краска для щита Fire Aspect | 1 Огненная дистилляция | 120 | |
| Элементы аспектов | Краска для щита Fortune Aspect | 1 Удачная дистилляция | 120 | |
| Элементы аспектов | Краска для щита Lyric Aspect | 1 лирическая дистилляция | 120 | |
| Элементы аспектов | Краска для щита Poison Aspect | 1 Дистилляция яда | 120 | |
| Элементы аспектов | Краска для щита Shadow Aspect | 1 теневая дистилляция | 120 | |
| Элементы аспектов | Краска для щита аспекта пустоты | 1 Дистилляция пустоты | 120 | |
| Элементы аспектов | Краска для защиты водного аспекта | 1 Дистилляция воды | 120 | |
| Утилиты | Ремкомплект для кузнечного дела | 10 железных слитков | 95 | |
| Утилиты | Руководство по кузнечному делу | 1 Схема изготовления мастеров | 100 | |
| Утилиты | Ремонтная скамья | 1 Железный слиток | 120 | |
| Доставки | Гарпун | 10 железных слитков | 70 | |
| Элементы растений | Улучшенный очищенный тепловой фильтр | 1 завод химикатов | 120 | |
| Элементы растений | Крошечная чаша для сталелитейного завода | 1 Схема мастерского изготовления | 100 | |
| Элементы растений | Чаша для малых сталеплавильных заводов | 1 Схема мастерского изготовления | 105 | |
| Элементы растений | Средняя чаша для сталелитейного завода | 1 Схема изготовления мастеров | 110 | |
| Элементы растений | Большая чаша для металлургического завода | 1 Схема мастерского изготовления | 115 | |
| Элементы растений | Огромная чаша для сталелитейного завода | 1 Схема изготовления мастеров | 120 | |
| Дополнения | Маленькая кузница | 200 досок | 100 | |
| Дополнения | Акция Востока наковальни | 200 досок | 100 | |
| Дополнения | Anvil South Deed | 200 досок | 100 | |
| Дополнения | Большая кузница Восточного дела | 500 досок | 100 | |
| Дополнения | Большая кузница на юге | 500 досок | 100 |
Village Blacksmith, Inc.- Кованые изделия из металла, реставрация и дизайн
Village Blacksmith Inc. — кузница и магазин художника-кузнеца Кена Роби. Кен известен своими кованными вручную архитектурными изделиями из железа и творческим подходом к решению проблем. Ворота, перила и балконы, нестандартная мебель, фурнитура, каминные перегородки, лампы и широкий спектр различных и реставрационных работ составляют впечатляющее портфолио Кена. Кен интересуется кузнечным искусством, поэтому большинство изделий по-прежнему изготавливаются вручную с подписями и датами.В его творениях используются как традиционные методы кузнечного и столярного дела, так и более современные методы.
Поскольку работа Кена не основана на предварительно изготовленных декоративных железных компонентах, вы действительно ограничены только своим воображением, когда дело доходит до разработки вашего проекта (ну, да, есть строительные нормы и бюджеты, и всегда есть основной закон гравитации ). Дизайн или общая идея может быть представлена архитектором или дизайнером, но часто клиенты черпают идею из журнала, картины или из нашего портфолио.Это ваша железная работа, поэтому Кен будет работать с вами лично, чтобы создать идеальный дизайн для вашей ситуации. Никто лучше вас не знает, что вам нравится.
Образцы из Наше портфолиоБиография
Узнайте подробности нашего магазина и нашего бесстрашного лидера Кена.
Кузница
Взгляните на нашу кузницу, наш магазин и наш дом.
Свяжитесь с нами
Кен Роби
Village Blacksmith, Inc.
11193 Taylor May Road
Chagrin Falls, Ohio 44023
Телефон — (440) 543-4977
Напишите нам сообщение .91 фото секретов и хитростей современных кузнецов
Архитекторы и дизайнеры часто в своей работе используют кованые элементы. Ажурные металлические решетки, закрывающие камины, или красивые балясины на лестнице смотрятся изысканно и благородно.
Если знать, как выполнить ковку, и научиться этому ремеслу, то можно самому создавать оригинальные изделия.
Такое занятие подходит для всех, кому по душе заниматься физической работой и кто готов познакомиться с технологией и особенностями выбора металла.
Содержимое обзора:
Что нужно знать о ковке?
Ковка представляет собой процесс обработки специальной заготовки. Ее цель — придать металлу требуемые размеры с формой. Различают горячую ковку и холодную.
Мастеру нужно познакомиться с обеими разновидностями, чтобы знать достоинства и недостатки каждой.
Горячий метод ковки
При горячем способе металлическую заготовку сильно нагревают. В результате металл становится пластичным. Горячая ковка придает заготовке нужные габариты и желаемую форму. Мастеру доступны разнообразные варианты работ.
У нагрева металлической заготовки имеются и свои минусы. Прежде всего, необходимо обустроить специальное помещение. Потребуется купить кузнечный горн, для которого придется покупать топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер знал, как работать с огнем.
Имея представление о температурных режимах, используемых в процессе ковки, без труда можно выбрать нужный вид ковки.
Холодный метод ковки
Холодная ковка – это трудозатратный процесс. Чтобы добиться от металлической заготовки той формы, которая требуется, ее изгибают, опрессовывают и сваривают. Техника выполнения немного проще по сравнению с горячим способом.
Для мастерской не требуется много места, а для ее обустройства не понадобится приобретать специальный горн, достаточно купить станок для ковки.
Процесс изготовления изделия предполагает работу с заготовками-полуфабрикатами. Если была допущена ошибка, то исправить ее невозможно.
Выбираем металл
Для ручной ковки подходят металлы, обладающие определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой уменьшение другой. Покупая заготовку, мастер должен точно знать, какой у нее состав.
Декоративные элементы ковки мастера делают из меди, стали, дюралюминия или латуни. Кроме того, могут также использоваться сплавы. Информацию о металлах, которые легко поддаются ковке, можно найти в Марочнике Стали и Сплавов.
Какие для ковки нужны инструменты?
Инвентарь варьируется в зависимости от способа ковки. Кузнечный горн с наковальней, молоты с клещами понадобятся для горячей ковки.
Для холодного способа нужен инструмент «Гнутик», позволяющий изгибать заготовку под углом, и станок «Улитка» для ковки, который можно сделать своими руками. Последний станок позволяет создавать элементы декора с формой в виде спирали.
Обратите внимание!
Кроме базовых инструментов для холодного способа могут дополнительно использоваться «Фонарик», «Волна», «Твистер», станок для колец и другие.
Современный рынок предлагает промышленные станки, предназначенные для выполнения технологических операций. На фото ковки можно видеть изделие, сделанное на станке «Мастер 2» от компании MAH.
Ручная ковка
Чтобы заготовка приобрела нужную форму, мастер должен применять в своей работе разные приемы и методы. Понадобится приобрести различные инструменты и овладеть разными технологиями.
Холодный способ ковки не требует от мастера приложения особых усилий. В работе выделяются следующие этапы:
- создание чертежа или выполнение эскиза декоративного элемента;
- закупка заготовок;
- процесс ковки.
Сегодня чертеж можно сделать с помощью компьютерной программы самостоятельно или заказать профессионалам. Проект позволит до начала работы вычислить, сколько нужно приобрести металлических заготовок.
Обратите внимание!
Основные кованые элементы представлены следующими группами:
- Лапки. Концу металлического прута придается определенная форма.
- Завитки. Концы прута могут быть загнуты в одну или две стороны.
- Кольца. Элементы декора изготавливаются из прутьев с квадратным или круглым сечением.
- Торсион. Для него характерно винтовое скручивание по оси.
Используются 3 общепринятые технологии: вытяжка, гибка и закручивание.
- Вытяжка позволяет увеличивать длину металлической заготовки, уменьшая значение ее сечения.
- Гибка дает возможность загибать любую часть заготовки под углом.
- Закручивание – технология, при которой заготовку скручивают по оси. Для закручивания используется станок «Твистер».
Все элементы собираются вместе и закрепляются с помощью сварки. Эти операции выполняются на специальном столе. Самодельная ковка холодным способом не требует особых навыков.
Фото ковки своими руками
Обратите внимание!
Кованые перила для лестниц: виды, фото, монтаж
Особую роль при планировании уникального дизайна интерьера играют лестницы. Средневековый стиль и дух замка или строгость форм и динамичность хай-тека способны создать лестничные перила, если при их изготовлении используется ковка.Сочетаясь с любым интерьером, они дополняют его изысканностью и богатством стиля. Изделия из металла имеют хорошие физические характеристики, поэтому кованые элементы используются не только для внутренней отделки, но и для изготовления наружных парапетов.
Плюсы и минусы ограждения из ковки
Ковка – это интересный и свежий взгляд на проектирование ограждения. Но, как любой предлагаемый продукт, она имеет свои плюсы и минусы. Рассмотрим достоинства, которых намного больше чем недостатков:
- Внешняя привлекательность, необычность.
- Долговечность. Изделия не требуют особого ухода и, даже находясь под открытым небом и подвергаясь метеорологическим воздействиям, сохраняют свой первозданный вид.
- Универсальность. Легкое сочетание с любым материалом, будь то дерево, камень или кирпич.
- Изготовление любого формата. Вы выбираете понравившуюся форму, вид, размер детали и благодаря пластичности железа мастер способен воплотить любой каприз клиента.
Недостатки:
- Высокая стоимость изготовленного продукта. Цена чаще всего зависит от количества используемого материала и его качества. Количество декоративных элементов и сложность их исполнения повышает цену.
- Большая трудоемкость и значительные временные затраты.
- Невозможность выполнения крупных заказов (изготовления большого количества идентичных деталей).
Эти маленькие недостатки теряются при виде красоты и грандиозности готового изделия.
Виды такого ограждения
Кованые перила служат для обеспечения безопасности человека, проходящего вдоль лестницы. Основная их функция – опорная. От прочих конструкций отличаются наличием поручня. Исходя из основных требований, составляющих частей и места установки, перила делятся на такие виды:
- Прямые. Устанавливаются на промежуточных площадках между пролетов лестниц. Визуально создают сплошной, целостный контур. Применяются для открытых с обеих сторон платформ.
- Косые. Монтируются на лестничном пролете. Название само говорит о способе размещения: линия защиты устанавливается параллельно ступенькам. Имеют вертикальный рисунок. Косые и прямые изделия могут иметь схожесть в узоре и стиле исполнения, но различаться по форме.
- Угловые. Крепятся как и прямые на межпролетной площадке, при условии если обе стороны угла открыты. Такие перила комфортны для эксплуатации и обеспечивают полную безопасность.
На выбор типа перил влияют виды лестниц. К примеру, для маршевых (лестница состоит из нескольких секторов, соединенных между собой; по форме различают П-образные и Г-образные) используются чаще всего прямые перила. Для винтовых и полувинтовых – косые.
По типу формы можно выделить:
- Объемные. Перила, которые имеют выгнутые вперед элементы. Для них обычно предусматривается наличие кронштейнов или ниши для размещения внутри цветов. Используются для полукруглых балконов или веранд, визуально расширяя пространство.
- Плоские. Имеют как вертикальные, так и горизонтальные элементы. Могут использоваться как шаблон ко всем видам.
Универсальность также влияет на популярность того или иного вида перил. Простейшие рисунки легко применить в отделочных работах и гармонично скомпоновать с другими предметами интерьера. Широкофункциональными являются перила с «растительной» темой. К примеру, фрагменты винограда, листьев, силуэты деревьев, цветов использовались всегда.
Такое понятие как «облегченность» также присутствует при изготовлении перил. И дело не в весе, а в решении рисунка. Обычно это кружевные, разреженные элементы, создающие ощущение легкости.
Внешний вид кованых конструкций также зависит от используемого материала, цветового решения, толщины линий. Новые типы изделий создаются на основе существующих. Поэтому выбор всегда за вами.
Как самостоятельно изготовить и смонтировать кованые перила для крыльца — читайте тут.
Посмотреть фото перил для крыльца из различных материалов можно в этой статье.
Как своими руками сделать бур для столбов для забора — смотрите здесь.
Различные варианты дизайна
Разнообразные кованые ограждения с неповторимыми элементами открывают широкий спектр для воплощения любого дизайнерского замысла. Вы можете остановить свой выбор на одном из стилей или же создать микс из нескольких. Варианты художественного решения зависят от выбранного направления:
- Если вы приверженец хай тека и минимализма, то винтовые лестницы для вас. Аскетические линии лишены как излишеств, так и изъянов.
- Любите лоск и изящество – стиль арт-деко придаст блеск повседневности. Отличительной чертой кованых изделий этого типа являются литые элементы.
- Модерн предлагает плавность, пластичность линий, декоративность элементов. Переплетенность, изогнутость линий достигается применением горячей и холодной ковки. Широко используется игра с цветом. Детали имеют серебряные и золотые оттенки, применяется лак.
- Романтизм в интерьере предполагает оформление лестниц черным металлом. В сочетании с диким камнем и необработанным деревом создается особый шарм средневекового интерьера.
Процесс ковки своими руками
Ковка — очень сложный процесс. Помимо специального оборудования и заранее подготовленного материала будьте готовы к тяжелой физической работе. Ковкой называют процесс формирования элемента из специальной заготовки посредством прямого воздействия. В зависимости от обработки железа она бывает холодная и горячая.
При горячем методе металл нагревают до определенной температуры, пока он не станет пластичным. Тогда, имея определенные навыки, вы с легкостью придадите желаемую форму изделию.
Недостатки:
- Наличие оборудования: кузнечного горна;
- Затраты на топливо;
- Повышенная опасность работы;
- Подходит не для всех типов металла.
Различные эскизы перил
Холодная ковка не требует раскалывания сырье. Придание нужной формы происходит путем сгибания, прессования и сварки. Простота в выполнении и безопасность являются основными плюсами этого вида.
Но есть и недостатки:
- Для работы необходимы готовые «полуфабрикаты» изделия;
- Нет права на ошибку. Испорченный полуфабрикат нельзя восстановить.
Инструмент является основным элементом в работе. Вид ковки влияет на выбор орудий труда.
При горячей ковке используют:
- Горн. На вид – это печь с поддувом для высоких температур. Железо нагревается до 1400 °C.
- Наковальня – рабочее место. На этой поверхности происходит ковка. Вес наковальни от 150 до 350 кг.
- Кувалда и ручник. Кувалда – непосредственный помощник кузнеца. Ее вес достигает 8 кг. Используют для нанесения сильных ударов по раскаленному изделию. Ручник весит до 2 кг и служит для придания окончательного вида изделиям.
- Клещи. Без горновых клещей невозможно удержать горячую заготовку. Их вид зависит от формы сырья.
- Фасонные молотки. Для формирования завитков, округлостей и неровностей используют этот инструмент.
Каждый мастер подбирает инструмент «под себя». То есть наиболее оптимальный по размеру, весу и функциям.
Для холодной ковки вам потребуется:
- Гнутик. Основной инструмент, позволяющий гнуть изделия для придания формы.
- Улитка. Для создания спиралевидных элементов. При работе задается радиус конечного изделия.
- Фонарик. Напоминает по внешнему виду станок, создает кованый элемент с таким же названием.
- Волна. Из обычного прута делает красивый волнистый элемент.
- Твистер. Помогает скрутить заготовку вдоль ее оси.
- Специальный станок, делающий кольца.
Если вы решили заниматься холодной ковкой, со станками есть возможность работать или используя свою физическую силу, или автоматизированно. Прибор с электродвигателем гораздо упростит работу и позволит выполнить больший объем. Для того чтобы успешно заниматься ковкой, оборудования и навыков недостаточно. Необходимы еще и знания о свойствах металла, развитое воображение и творческий подход к своей работе.
Покраска перил
Покраска является важным этапом в производстве кованых изделий. В зависимости от местонахождения выбирается материал и предварительная работа.
Советы по покраске:
- Для окрашивания выбирают сухую безветренную погоду. Температура воздуха может быть от 18 до 35 выше нуля. Избегайте попадания прямых солнечных лучей на невысохшие покрытия.
- Во избежание коррозии поверхность изделия грунтуют, а затем наносят специальные краски для кузнечного дела. Простая грунтовка не обладает декоративными свойствами, но можно воспользоваться грунт-эмалью, которая способствует защите от ржавчины и обладает красящими свойствами.
- Использование преобразователя ржавчины усилит действие грунтовки и защитит изделие.
- Специальная краска имеет маркировку: для внутренних или внешних работ. После окрашивания иногда применяется покрытие лаком, чтобы закрепить результат.
В интерьере кованые элементы лучше всего красить порошком. Порошковый вид окрашивания хоть и является дорогим, но имеет массу преимуществ: долгосрочность, идеальный внешний вид посредством распыления, увеличение антикоррозийных свойств и прокрашивание всех сложных элементов декора.
При заказе изделия обязательно проконсультируйтесь со специалистом. Вам подскажут, какую краску выбрать, как лучше наносить. В некоторых компаниях предусмотрены также услуги по окраске.
Монтаж ограждения
Если вы хотите, чтобы ограждения служили долгие годы, то монтажу кованого изделия необходимо уделить должное внимание. Обычно перила крепятся на металлические или бетонные лестницы.
При неаккуратном обращении можно повредить опорный материал и тогда придется заменять плитку или маскировать трещины бетона. Опытный мастер знает, что трещины появляются, если под покрытием есть пустоты, их нужно вычислить и учитывать при монтаже.
Ранее для установки опор использовали погружение в жидкий бетон. Этот метод имеет массу недостатков и неудобств, поэтому сейчас им не пользуются.
Полезные советы:
- Крепление металлических перил для надежной посадки производится с помощью распорного анкера. При ввинчивании происходит расклинивание нижней части анкера и предотвращается раскол бетона.
- Закладка под плитку металлических листов с перпендикулярным штырем предотвратит трещины и исключит дополнительные опорные площадки для нижних столбов. В плитке делается специальное отверстие для прохождения штыря, на который монтируется вертикальная стойка перил. Аккуратное выполнение без изъянов гарантируется.
- Перила изначально служат в целях безопасности. Крепление должно быть максимально устойчивым, «замертво» стоящим. В противном случае не исключено падение. Кованые элементы хоть и выглядят легко, но весят достаточно, чтобы нанести весомый ущерб. Поэтому для прочности к стене крепят дополнительный кронштейн, который также может содержать элементы ковки.
- Не исключено, что перила будут состоят из множества замысловатых кованых элементов. Следите, чтобы форма исключала острые элементы, которые могут привести к травмам. Обычно все составляющие шлифуются и затупляются.
- Обратите внимание, что при монтаже ковки происходит выделение металлической пыли и взвешенных частиц, которые оседают на другие предметы интерьера. Поэтому лучше всю внутреннюю отделку устанавливать после перил.
Конечно же, при желании можно самостоятельно монтировать данную конструкцию, но лучше воспользоваться услугами профессионалов. Тогда вопрос о безопасности, надежности и крепости изделия возникать не будет.
На следующем видео наглядно показан процесс монтажа изделия из ковки:
Фотогалерея перил из ковки
На фото ниже вы можете увидеть различные конструкции для лестниц:
какие бывают, фото, эскизы и картинки для тех, кто хочет сделать своими руками
Наверное, не существует ни одного человека, который остался бы полностью равнодушным при взгляде на ажурный узор из металла. Еще большое восхищение вызывает массивный узор, которым украшены кованые ворота, представляющие собой часть входной группы.
Наличие массивных ворот из металла, украшенных изящными узорами, является не признаком желания отгородиться от окружающих, но служат показателем того, что владелец имеет вкус и задумывается о собственном имидже. При этом кованые ворота очень хорошо способны выполнять свою главную функцию – защищать участок от проникновения непрошенных гостей, чему способствует высота, наличие острых наконечников и прочность. Также практически любые современные ворота могут оснащаться системами видеонаблюдения, что только улучшит их защитные свойства.
Ассортимент ворот и калиток – от классики до эксклюзива
Существует большое количество фирм, предлагающих услуги качественной ковки, что позволит изготовить ворота и калитки по имеющимся эскизам. Также практически любой производитель кованых ворот принимает к исполнению эскизы и чертежи заказчика, что способствует реализации любой фантазии при оформлении собственного приусадебного участка и обнесении его забором.
Непреходящая классика
Наиболее популярными являются ворота и заборы выполненные в классической стилистике. Представленный эскиз дает полное представление о том, как будет выглядеть входная группа. Ровный, с редкими прутьями забор, который не создает впечатления отгороженности от мира, станет выбором человека, привыкшего сочетать лаконичность с практичностью, но при этом обладающего вкусом. Арочные своды ворот и аналогичное оформление калитки придает некую изысканность представленному варианту.
Еще одно прочтение классики, которая практически не отличается от предыдущего варианта. Главным отличием данной модели будет являться большее количество декоративных элементов, что придает всему ансамблю массивности, которая скрадывается редкими прутьями. Пропущенная по верху и низу линия ажурных узоров визуально ограничивает высоту калитки и ворот, делая их законченными.
Эскиз ворот, совмещающих изысканность и красоту кованого изделия и обеспечивающие повышенный уровень безопасности, достигаемый за счет острых наконечников, которыми заканчиваются прутья калитки и забора. Арочный свод визуально укрупняет всю конструкцию, также утяжеляющим элементом является большое количество узорчатых вставок. Придать всему ансамблю красоты и необычности может вальцованное исполнение прутьев.
Для тех, кто не привык экспериментировать и больше склоняется к классическим, ровным линиям производители готовы предложить варианты, представленные на фото выше. Подобные заборы пользуются неизменным спросом, поскольку просты в исполнении, а выглядят очень презентабельно.
Еще одним плюсом подобным вариантов является возможность монтирования калитки непосредственно на ворота, в отличие от арочных разновидностей, где дверца калитки не вписывается. Данные разновидности ворот могут украшаться узорами различной степени сложности, иметь остроконечные пики на верху или быть полностью гладкими, что, конечно, лишит их той брутальности, которую вызывает вид кованых ворот.
Тем владельцам приусадебных участков, которые ценят уединенность и личное пространство рекомендуются ворота, закрытые листовым металлом. При этом существует вариант полного покрытия полотна ворот и забора или же закрытие только нижней части в виде кованной мелкой сетки. Оба варианта отличает массивность, монументальность, которая говорит о серьезности хозяина данного участка и его заботе о собственной интимности. Изготовление подобных ворот потребует большего количества металла, что скажется на стоимости, приводят к удорожанию. Но оно того стоит, поскольку эти ворота одновременно выглядят красиво, основательно, но ажурный верх и низ не создают впечатления «бетонной стены».
Эксклюзивные модели
Для людей, обладающих достаточными финансовыми ресурсами или строящими основательные загородные дома, можно рекомендовать обратить внимание на более дорогие модели ворот и заборов, которые большинством производителей относятся к разряду элитных.
Главное особенностью данных разновидностей вопрос, что видно на картинке выше, является их массивность и закрытость. Во всех моделях применяется листовое железо, которым полностью закрывается фронт ворот, аналогично оформляется забор для создания цельного ансамбля. Также обязательным элементом, который придает воротам статусности и эксклюзивности, является наличие кованных или литых объемных элементов оформления, выполняющих роль украшательства, размещаемых на воротах. Еще одной важной деталью становится комплектация готовых ворот засовами и нащельниками.
Еще один вариант эксклюзивного оформления ворот арочного типа с возможность размещения калитки за счет ровного подножья свода. Эта модель отличается богатым убранством, множеством плавных линий узора, создающих воздушность, что придает воротам царственный вид и не создает ощущения массивности. Следует помнить, что подобные варианты, когда большая часть ворот и забора закрыты листом металла отличаются своим большим весом, что требует предварительного расчета для изготовления соответствующих опорных столбов.
Дерево и металл – удачное сочетание
Отдельное место среди кованых ворот занимают модели, в которых удачно сплотились дерево и металл. Сами ворота в данном случае изготавливаются из дерева, материала, который издревле используется для оформления загородного дома, а все крепежи, окантовка, наличники и просто элементы украшения, изготовлены посредством ковки. Также аналогично изготавливаются наконечники, в случае решения их создать.
Подобное решение при изготовлении ворот позволяет получить не только надежную защиту, но придает всей входной группе некоторый налет эклектичности и следования корням.
Изготовление кованых ворот своими руками – невозможное возможно
При желании получить оригинальные ворота, которые будут эксклюзивными и не повторятся ни у кого в округе, существует возможность изготовить их своими руками. Несмотря на кажущуюся сложность, этот процесс является довольно простым и понятным.
Первым делом потребуется придумать эскиз будущих ворот. Лучше всего нарисовать картинки, что поможет визуально представить будущий результат.
Предварительно подготовленный эскиз будущих ворот облегчит работу в дальнейшем
При разработке эскиза следует ориентироваться на два постулата – прочность и надежность. Но не следует забывать о красоте. Важно предварительно продумать геометрию створок будущих ворот и полностью просчитать габаритные размеры будущей конструкции.
Чертеж – первый помощник при изготовлении ворот своими руками
Инструмент, необходимый для изготовления ворот
При выборе инструмент следует выбрать, какие будут ворота. Или весь процесс изготовления будет самостоятельным, включая ковку металла, или же кованые элементы будут приобретаться уже в готовом виде.
В первом случае дополнительно потребуется кузнечный горн, молот, наковальня. Этот путь следует выбирать только в случае наличия практических навыков в кузнечном деле. В ином случае лучше предпочесть второй вариант.
Для изготовления ворот понадобится:
- сварочный аппарат и набор электродов;
- мощные тисы;
- угловая шлифмашинка;
- кирпич;
- двутавр и профильная труба;
- листы из металла, толщиной не менее 1 мм;
- цементный раствор.
Первый этап – опорные столбы
Первым этапом будет установка опорных столбов, которые должны быть достаточно прочными, чтобы выдержать всю конструкцию, отличающуюся своим немалым весом. Центральной деталью столба будет являться труба диаметром не менее 25 мм, также потребуется облицовочный кирпич.
Правильно установленные столбы будут гарантией надежности всей конструкции
Важно помнить, что предварительно необходимо высчитать толщину материала, поскольку труба будет обложена кирпичом. Также необходимо при копании ямы оставлять зазор между краем и трубой не более 10 см, чтобы не вызвать перекоса основы под весом створок.
Финальным этапом установки столба станет обкладывание его кирпичом
Установка столба заключается во вкапывании трубы, трамбовки основания с использованием щебня и окладкой трубы кирпичами. Также на данном этапе потребуется наварить шинки, специальные крепления для обратных завесов створок ворот. Бывает достаточно всего двух шинок, но в случае, если ворота предполагают быть тяжелыми, можно наварить три для верности.
Створки – важный этап
Для сваривания створок следует выбирать ровный участок, чтобы не допустить перекручивания деталей каркаса. Подготовленный профиль требуется раскроить в соответствии с чертежом, после чего каркас выкладывается на ровной площадке и точечной сваркой прихватываются все части створа.
При сваривании каркаса все части необходимо разместить на ровной поверхности для предотвращения перекручивания и деформации
После этого необходимо провести контрольные замеры, только потом приступать к финишной сварке сплошным швом. Также при изготовлении створок необходимо в соответствии с чертежом приварить все декоративные элементы, при этом надо постараться осуществить сварку таким образом, чтобы сделать шов как можно менее заметным.
Покраска
После сваривания створок до момента окончательного монтажа необходимо покрасить получившуюся конструкцию. Предварительно следует обработать металл антикоррозийным составом, зачистить все проглядывающие сварочные швы, покрыть ворота слоем грунтовки после обезжиривания и нанести слой краски. Лучше всего воспользоваться пульверизатором, что обеспечит ровность наложения покраски.
Монтаж ворот – финишная прямая
Завершающим этапом является установка ворот. Для этого на торцы створок следует приварить петли, которые должны располагаться на таком же расстоянии, как ответные петли на столбах. Существует небольшой нюанс приваривания петель. Нижние следует крепить в одном направлении, а верхние петли – в противоположном. Это необходимо для защиты от снятия ворот в дальнейшем.
На финишном этапе изготовления привариваются декоративные элементы и осуществляется покраска
На обороте створок необходимо наварить скобы для размещения замка или предусмотреть вариант размещения современных запорных элементов.
Последним шагом станет навешивание ворот на петли, для чего понадобится помощь напарника, что поможет ускорить и облегчить процесс.
Изготовление станка для ковки
На видео ниже приводится инструкция по изготовлению станка холодной ковки своими руками. Просто, быстро и с минимумом затрат. Видео пользуется огромной популярностью.
Красивые кованые заборы и ворота с калиткой — фото и эскизы вариантов
Ограждение приусадебного участка должно быть надежным, долговечным, вандалоустойчивым, да еще и красивым. Найдется немного материалов, которые удовлетворяют всем этим требованиям. Один из них — металл. Металлические ограды, пожалуй, самые распространенные, а самые красивые из них — кованые заборы и ворота. И уж точно они и надежны, и долговечны.
Блок: 1/5 | Кол-во символов: 347
Источник: https://kak-sdelano.ru/zabor/kovanyie-zaboryi-i-vorota
Разделы статьи
Все за и против кованой конструкции
Такие створки дополняют заборы вокруг:
- загородных домов;
- коттеджей;
- частных компаний;
- государственных учреждений;
- развлекательных комплексов.
Среди преимуществ красивых ворот из ковки:
- Уникальность деталей. Куются они вручную. Именно поэтому хозяева часто заказывают изделия у кузнецов по индивидуальным эскизам, чертежам, чтобы не было повторений.
- Красота. Ковкие орнаменты придают ограде величественности, эксклюзивности, подчеркивают статус владельцев.
- Долговечность. Защищенный антикоррозийными составами металл служит до ста и более лет, оставаясь устойчивым к износу.
- Прочность. Ворота отлично справляются с защитной функцией, ограждая усадьбу от несанкционированного проникновения.
- Сочетаемость с другими материалами. Кованое железо прекрасно комбинируется с кирпичными или каменными столбами, секциями из профнастила, поликарбоната.
- Экологичность и безопасность сырья.
- Ковка не выходит из моды.
- Металл не нуждается в особом уходе.
Из недостатков:
- Высокая цена. Делать ворота на заказ очень дорого. Если взяться за такую конструкцию самому, можно сэкономить до 30% от общей стоимости.
- Долгое изготовление. Работа кузнеца кропотлива. На изготовление эксклюзива по индивидуальному проекту уходит от 2 недель до 1 месяца.
На этапе планирования важно сразу продумать, какие элементы вам под силу сделать вручную, а что лучше купить в готовом виде.
Блок: 2/8 | Кол-во символов: 1389
Источник: https://montazh-zaborov.ru/kovanye-vorota/
Кованые или сварные
Сварные и кованые заборы и ворота делают из одного материала, но используют разные технологии. И в том, и в другом случае используется эластичность металла. Но используется она по-разному, в разных условиях и процессах. В процессе ковки, металлическую заготовку (для оград обычно используют прут) нагревают, доведя до определенной температуры, при помощи прессования придают ей желаемую форму. Разнообразие форм велико: разогретый металл становится в разы пластичнее, что позволяет выковывать из него ажурные и витые элементы.
Набрав определенное количество кованых заготовок, их объединяют в секции, которые затем монтируются на опорные столбы. Благодаря тому, что работы проводятся с размягченным металлом, удается объединить элементы ограды в единое целое почти без швов. За счет этого кованная ограда смотрится очень аккуратно.
Классическая ковка — длительный и дорогой процесс, но ограда получается уникальной
При создании сварных заборов тоже используют эластичность металла, но в холодном состоянии. Из прута тоже делают витые и изогнутые элементы — процесс называют «холодной ковкой». Для получения разных по форме элементов сварного забора есть специальные приспособления, позволяющие без нагрева менять форму заготовок. Но, в холодном состоянии, пластичность металла меньше, меньше и возможных вариаций.
При создании сварных заборов, элементы объединяются за счет сварки. Это обуславливает наличие сварных швов. Вот в этом — в меньшей художественной ценности и в наличии швов — и есть основное отличие сварных и кованых ограждений. В остальном (в функциональности, долговечности) они одинаковы. В чем еще разница? В цене и времени изготовления. Кованые заборы и ворота требуют намного больше времени на изготовление и стоят больше, так как процесс требует специальных навыков и высокой квалификации. Сварные делать быстрее и проще, соответственно и цена меньше.
Ковано-сварные ограды не так дороги, и смотрятся интересно
Есть еще промежуточный вид — ковано-сварные заборы. В них элементы сделаны методом ковки, а в секции они собраны и скреплены друг с другом методом сварки. Такие ограды выглядят не менее презентабельно чем кованые, а стоят дешевле, так как процесс изготовления менее трудоемкий.
Блок: 2/5 | Кол-во символов: 2238
Источник: https://kak-sdelano.ru/zabor/kovanyie-zaboryi-i-vorota
Виды ковки
Ковать можно двумя способами: холодным и горячим.
Холодная
На металл воздействуют специальным оборудованием, не поддавая воздействию высоких температур. Холодная ковка гораздо дешевле горячей, поскольку детали повторяются и не имеют сложных рисунков. Створки, сделанные этим способом, продаются в магазинах. Их просто приваривают к готовому каркасу.
Самые популярные детали холодной ковки:
- Лоза. Имитирует ствол растения.
- Пластилин. Прутья без граней, имитация ручной лепки.
- Барокко. Комбинированный вариант. Детали имеют от 4 до 8 завитков, дополняются острыми пиками, лепестками.
- Побег лозы. Металлические прутья переплетаются по спирали.
- Вензель. Фигурный элемент, напоминающий символ доллара.
- Витая труба. Выполняется имитация заплетенной косы.
- Корзинка. Легкие вставки из нескольких тонких прутков, переплетенные между собой.
Даже на простых кованых воротах встречаются:
- литые хомуты;
- крученые квадраты;
- бублики;
- пики.
Оборудование для холодной ковки стоит недорого. При желании его можно взять в аренду и научиться работать с металлом.
Горячая (художественная)
Так с железными заготовками работали еще в старину. Художественная ковка отличается от холодной тем, что ковать металл нужно под действием высоких температур. Раскаленное сырье более гибкое. Из него проще оформлять разные ажурные композиции, узоры.
Именно художественная ковка позволяет создавать композиции, не имеющие аналогов. По сроку службы они в разы превосходят сделанные холодным способом.
Заказчик может предоставить образец или эскиз, по которому кузнец создаст конструкцию.
Горячая ковка требует от мастера точности, опыта, поскольку передержанный в огне металл теряет прочность, становится хрупким и считается дефектным.
Единственный минус – высокая цена.
Блок: 3/8 | Кол-во символов: 1850
Источник: https://montazh-zaborov.ru/kovanye-vorota/
Особенности изготовления
Толщина материала не должна превышать 1 мм. Сечение четырехгранника при этом составляет приблизительно 12-14 мм, не более того. Такие параметры считаются оптимальными для привлекательного внешнего вида и возможности проделать монтажные работы самостоятельным путем.
Обратите внимание! Для того чтобы процесс изготовления изделия прошел хорошо, следует заранее определится с количеством материала.
Важно подсчитать нужный вам материал на все элементы и добавить около 30%. Это та цифра листового металла, который понадобиться в дальнейшей работе.
Красивые кованые ворота состоят из некоторых элементов. Это каркасная часть, которая является базовой, именно от нее зависит жесткость и форма изделия. Совокупность металлических элементов составляют установочную часть. Именно она необходима для того, чтобы закрепить столбы, калитки в процессе установки.
Одним из ключевых элементов являются навесы. Открывать механизм, закрывать можно с помощью замка, или же защелки.
Своеобразные узоры, элементы ковки, обеспечивают жесткость оградки, придают изделию оригинальный внешний вид. Для защиты от вибраций хозяевам стоит предусмотреть установку на прочные, надежные столпы.
Блок: 3/7 | Кол-во символов: 1203
Источник: https://mojdominfo.ru/kovanye-vorota/
Какими бывают ворота с ковкой
По назначению могут быть:
- арочными;
- проходом через ограждение;
- закрывающими дорогу;
- защищающими въезд и выезд из усадьбы;
- декоративными
По способу открытия бывают распашными, откатными, со встроенной или отдельной калиткой.
Распашные
Самая популярная конструкция ворот. Монтируется просто, поэтому многие хозяева стараются собирать их сами.
Состоит из 1–2 створок, которые держатся на каркасе из металлопрофиля, обшивочного материала и фиксируются петлями к столбам.
Из-за большого веса петли берутся не стандартные навесные, а усиленные подшипниковые.
Из фурнитуры используется замок, засов. Открываются створки как вовнутрь двора, так и наружу. Калитку можно встраивать или размещать отдельно. Стоят такие ворота недорого, не нуждаются в уходе, служат долго.
Открываются вручную. При желании оснащаются автоматической системой управления.
Подробная инструкция по установке распашных ворот из профнастила.
Откатные
Подойдут для небольших участков.
Принцип работы заключается в движении створки вдоль забора по направляющему профилю.
Таким образом автомобиль может подъехать максимально близко к усадьбе.
Откатные ворота популярны не только для ограждений в частном секторе, но и для промышленных предприятий, ангаров, цехов.
Составляющее элементы такие же, как и в распашной конструкции, за исключением наличия откатного механизма.
Откатная система нескольких типов:
- рельсовой;
- подвесной;
- консольной.
Эти конструкции удобно автоматизировать и управлять ими дистанционно.
Со встроенной или отдельно стоящей калиткой
По конструкции кованые калитки бывают:
- Простыми открытыми. Дверь состоит из прямых или изогнутых прутков арматуры. Допускается украшение декоративными деталями в виде лепестков, пик. Пространство за пределами входной части полностью просматривается.
- Глухими. В качестве полотна берется стальной или железный лист и дополняется ковкой. Участок становится скрыт от посторонних глаз.
- Комбинированными. В этом случае придется совмещать два материала. Ковка служит вспомогательным наполнителем и сочетается с деревом, профнастилом, поликарбонатом.
Если калитка установлена отдельно, забор выглядит солиднее. Ее фиксируют вблизи ворот или на расстоянии от них.
Для экономии пространства калитку пристраивают к воротам. Но стоит учесть, что в этом случае дверь будет иметь внизу небольшой порог, увеличится нагрузка на опорные столбы.
Блок: 4/8 | Кол-во символов: 2379
Источник: https://montazh-zaborov.ru/kovanye-vorota/
Схемы и эскизы для сварных и кованых заборов и ограждений
Собственный дом заставляет получать знания в различных областях — даже если вы не будете все делать самостоятельно, контролировать работу нанятых работников очень желательно. Тогда результат гарантированно будет хотя бы не ниже среднего. А стиль, оформление и прочие индивидуальные вещи, вообще приходится выбирать самому, иначе дизайнеры сделают то, что им кажется модным или красивым.
Для вдохновения собрали мы некоторое количество эскизов и схем кованых заборов. Часть из них попроще, часть очень индивидуальны. Для первых, исполнителей найти несложно, а вот если захотите заказать ограду из тех что «посложнее», придется поискать. И лучше хоть пару образцов увидеть своими глазами.
Это может быть традиционная и холодная ковкаЭскизы кованых изгородейБолее сложные вариантыЭто уже ковка традиционного типа, причем тонкая работаОсновной акцент на верхнюю частьБолее геометричный вариантПроект ворот ковано-поликарбонатныхПрям дворцовый стильТолько для помпезного особняка
Блок: 4/5 | Кол-во символов: 1045
Источник: https://kak-sdelano.ru/zabor/kovanyie-zaboryi-i-vorota
Фигурные створки
Элементы следует выкладывать на ровную поверхность. Лучше всего подойдет более 2 метра. Строительный уровень пригодится для получения плоскости.
Как видно на фото кованых ворот на верхней части вырезается из профиля стойка. Поместите деталь на стол для сварки, удостоверьтесь в равенстве угловых частей.
Обратите внимание! Для получения правильных форм необходимо уделить внимание измерению диагонали перед началом сварочных работ. Мастера используют капроновую нить для этих целей.
Блок: 5/7 | Кол-во символов: 506
Источник: https://mojdominfo.ru/kovanye-vorota/
Схемы и чертежи
Схема створок показывает расположение всех элементов, их размеры. Указывается расход материалов, стоимость. Учитывается способ открытия (внутрь или наружу двора), наличие автоматики.
Вариантов декоративных элементов, которые используются при производстве кованых створок, огромное количество. Каждый хозяин делает выбор по своему вкусу.
Размерная схема ворот
Блок: 6/8 | Кол-во символов: 374
Источник: https://montazh-zaborov.ru/kovanye-vorota/
Фото красивых и необычных кованых заборов
Не зря из металла создают скульптуры. Материал очень пластичный, долговечный, позволяющий воплощать любые фантазии и идеи. Глядя на фото некоторых кованых заборов и ворот, зачастую задумываешься: это просто ограждение, или предмет имеющий художественную ценность?
Правда ведь красивоПесня в металлеИ сами ворота, и ограда, и столбы, и арка ворот — все очень и очень красивКрасоту рисунка подчеркивает удачно подобранная краскаДля импозантного коттеджаНеобычный вариантСельские зарисовки на металлеЯвно кто-то любит истории про драконовМеталлическое кружевоСварной забор — не значит скучныйВсе-таки традиционная ковка — для основательных людейОказывается, не только чеканка дает возможность создавать картины в металлеИ взгляд не оторватьЭто точно запомнится
Блок: 5/5 | Кол-во символов: 803
Источник: https://kak-sdelano.ru/zabor/kovanyie-zaboryi-i-vorota
Фотогалерея стилей оформления
Ниже представлены фото кованых ограждений, украшенных в разных направлениях дизайна.
Модерн
Преобладает плавность линий. Присутствует ассиметричность рисунка.
Характерная черта – растительные, животные мотивы в виде стеблей цветов, образов орлов, лебедей.
Элементы отличаются простотой и воздушностью.
Лофт
Этому стилю присуще минимум деталей, которые создают с небольшой художественной грубостью, без дополнительных шлифовок и достижения идеальных форм. Зачастую это прямые линии, острые углы и контрастные цвета.
Барокко
Это торжественный и величественный стиль. Ворота украшены множеством спиралей, завитков или различными орнаментами. Узор идет от центра, плавно переходя к краям. Прутки пересекаются между собой, образуя завитки. Элементы создаются воздушными. Отличный вариант комбинирования черного, коричневого и золотого цветов.
Шале
Ковка в стиле шале символизирует сельскую культуру, поэтому элементы подбираются максимально простыми и благородными. Главное, не перестараться с количеством.
Хай-тек
Современное направление дизайна, сдержанность линий и практичность каждой детали.
Ковка комбинируется с инновационными материалами (полимерами, металлическими сплавами). Формы строгие, деловые. Никакой напыщенности и воздушности. отсутствие растительных и других орнаментов.
Прованс
Легкий романтичный стиль. Покраска выполняется в нежные светлые оттенки. Здесь приветствуются мелкие цветочные мотивы, стебли растений, которые проходят через все полотно створок.
Готика
Декорирование выполняется в черный и приближенные к нему тона. Это геометрия узоров. Все детали устремляются вверх.
Типичные готические элементы – шипы, острые наконечники, пики, трилистники.
Если хозяева хотят, чтобы их ворота отличались от соседних, запоминались и впечатляли оригинальностью, то выбор в пользу кованых конструкций будет верным решением. При определенных навыках и инструментах, сделать простые ковкие элементы получится самостоятельно. Если же таких умений нет, то лучше заказать ворота у специалистов.
Блок: 8/8 | Кол-во символов: 2038
Источник: https://montazh-zaborov.ru/kovanye-vorota/
Кол-во блоков: 15 | Общее кол-во символов: 16877
Количество использованных доноров: 3
Информация по каждому донору:
- https://montazh-zaborov.ru/kovanye-vorota/: использовано 5 блоков из 8, кол-во символов 8030 (48%)
- https://mojdominfo.ru/kovanye-vorota/: использовано 5 блоков из 7, кол-во символов 4414 (26%)
- https://kak-sdelano.ru/zabor/kovanyie-zaboryi-i-vorota: использовано 4 блоков из 5, кол-во символов 4433 (26%)
Кованые изделия в Тюмени — художественная ковка: фото, цены, каталог
Вас привлекает художественная ковка в Тюмени? Мечтаете приобщиться к массивному и утонченному искусству, дополнив интерьер или экстерьер своего дома виртуозно выполненными шедеврами из металла? Обратитесь к нам. Специалисты нашей производственной базы «Сибирь» готовы создать кованые элементы и изделия любой сложности, как по проектам, разработанным нашими дизайнерами, так и по вашим эскизам.
Виды ковки
В своей работе мы используем различные методы придания металлу художественного вида. При этом наши кованые изделия приобретают тот шарм, который присущ только ковке вручную – технологии наших предков, надежность и востребованность которой доказана веками. Кузнецы компании «Сибирь» в зависимости от заказа создают изделия методом горячей и холодной ковки.
Горячая ковка
Горячая ковка представляет собой технологию обработки разогретого металла с помощью набора ручных кузнечных инструментов или пресса. Вы не получите типовое изделие – только эксклюзивное, выполненное мастером вручную. Его индивидуальность будет ограничена только полетом фантазии кузнеца и вашей дизайнерской идеей.
Холодная ковка
Холодная ковка – это современный вид обработки металла без нагревания. Конечно, такой способ не даст возможности получить уникальное изделие. Он идеально подходит для экономичных кованых изделий, которые не требуют эксклюзива. Плюсами такого метода можно назвать то, что заказ мастера компании «Сибирь» выполнят быстро и по доступной цене.
Применение художественной ковки
Придайте интерьеру своего дома или квартиры изысканность и представительность, аристократизм и утонченность! У нас вы можете заказать кованые изделия, подходящие к общему дизайну помещения. Оригинальная мебель, люстры, эксклюзивные статуэтки и многое другое способны украсить любое пространство. Стили их выполнения и ассортимент настолько разнообразны, что оригинальные композиции из металла займут достойное место в вашем доме.
Если вы владелец частной усадьбы, тогда непременным ее атрибутом могут стать ворота, лестницы, беседки, заборы и ограждения выполненные нашими мастерами. Мы уверенно гарантируем качество, надежность и долговечность наших изделий, которые станут гармоничным украшением вашего участка.
Стоимость кованых изделий
Цена на наши услуги по ковке изделий зависит от многих факторов:
- Сложности и объема работы;
- Эксклюзивности заказа;
- Количества и характеристик используемого материала.
В любом случае, наша цена на изделия из металла конкурентоспособна и доступна.
Если вы решили заказать художественную ковку в Тюмени или купить готовые кованые элементы, свяжитесь с нами. Специалисты компании «Сибирь» обязательно помогут воплотить в жизнь любые ваши дизайнерские идеи.
Стиль Лофт — Художественная ковка Екатеринбург
Наша компания занимает лидирующие позиции в производстве кованных изделий. Гордость нашей компании наличие собственного кузнечного цеха, сборочного производства и покрасочной камеры. Мы производим все виды кованых изделий такие как: кованые заборы, кованые ворота, кованые ограждения и многое другое. Из за наличия собственного производства благодаря самому высокому качеству работы и самым низким ценам на рынке мы сможем предложить Вам самые приятные цены на ковку.
Производство изделий в кузнице осуществляется способом горячей и холодной ковки. Для начала замерщик выезжает на объект ( это совершенно бесплатно ). Затем в работу вступает дизайнер, разрабатывается эскиз будущего изделия, при желании заказчика наш дизайнер разработает для вас индивидуальный эскиз, учтет все ваши пожелания.
После разработки эскиза и согласования его, составляется смета изделия, в которую входят само изготовление, покраска, патинирование (при желании) и монтаж. Заказчик может отказаться от любой из операций и осуществить её своими силами и средствами. Затем вносится предоплата любым удобным способом ( безналичный расчет, наличный расчет, или перечисление на карту предприятия) обычно предоплата составляет 50% от стоимости заказа.
Затем чертежи эскизы или фотографии с размерами поступают в цех изготовления. Где наши мастера приступают к изготовлению вашего заказа. В среднем этот процесс составляет 21 день ( все зависит от сложности ковки, количества элементов и сложности их изготовления) В любой момент заказчик может приехать в цех и проверить в каком состоянии и на каком этапе его заказ. Перед заверением изготовления вы приглашаетесь в цех для осмотра изделия перед покраской (по желанию).
После осмотра изделия отделом ОТК оно поступает в цех окраски ( окраска может быть полимерно порошковой или специальными кузнечными красками) цвет окраски кованого изделия может быть любой по RAL. Затем осуществляется патинирование (по желанию)
Все ваше кованое изделие готово к установке. Монтаж осуществляется по договоренности в удобное вам время. После установки подписывается акт приема-сдачи кованого изделия и оплачивается оставшееся сумма. В процессе эксплуатации кованого изделия вопросы возникающие по обслуживанию,уходу за изделием , звоните всда рады вам ответить.
При повторном заказе в нашей компании вы имеете скидку 5%, при передаче информации о нас третьим лицам, и заключении договора с ними вы получаете бонус 2% от стоимости изделия.
Влияние моделирования на конструкции холодной штамповки | 2017-08-03
Прогностическая ценность моделирования процессов и изделий с помощью моделирования методом конечных элементов помогла при холодной штамповке крепежных изделий. В этом случае пуансон, используемый в поковке колесных болтов, был пересмотрен и переработан, чтобы исключить «заедание» пуансона в полой части поковки.
Мощность моделирования методом конечных элементов в нашей отрасли за последнее десятилетие возросла из-за их высокой предсказательной способности во всех прикладных дисциплинах, особенно в операциях обработки металлов давлением.Моделирование процесса обработки металлов давлением используется для разработки уникальных методов обработки за счет исключения большого количества лабораторных испытаний, необходимых в таких исследованиях, но они также широко используются для прогнозирующего обнаружения возможных отказов материала, определения силы ковки, правильной конструкции штампа и оптимизации топологии в индустрия.
Моделирование влияет на затраты, но также облегчает работу людей на производстве. Например, увеличение срока службы штампов с помощью результатов численного моделирования в офисе приводит к уменьшению количества операций по замене штампов, выполняемых рабочими.
По сравнению с горячей штамповкой поток материала при холодной штамповке менее подвижен. Следовательно, проектирование штампов требует большого опыта и способности прогнозировать возможные проблемы с помощью моделирования методом конечных элементов на этапе проектирования. В этой статье показано, что, несмотря на все усилия, непредсказуемые сбои процесса могут произойти, даже если полное проектирование процесса сопровождалось моделированием методом конечных элементов. Однако поразительно то, что причины этих сбоев снова были устранены с помощью моделирования, показывающего влияние инженерного программного обеспечения на кузнечную промышленность.
Неожиданная проблема при ковке колесных болтовПроцесс холодной штамповки важен при производстве болтов из-за сильной пластической деформации, передаваемой на заготовку прессами, что значительно укрепляет материал без потери материала в виде стружки. Однако материал заготовки имеет комнатную температуру, и кованый материал может находиться на критической линии своей прочности на излом во время деформации. Хотя во всех учебниках упоминаются проблемы такого рода ковки материалов, отказы также можно рассматривать как часть всей системы штампов.Пример этого — тема данной статьи.
При производстве колесных болтов M12x1,5×12 на четвертом этапе ковки был обнаружен отказ пуансона, что привело к увеличению количества штампов, необходимых для изготовления указанного крепежа. Шестиугольная форма головки болта подготавливается на третьем этапе, а окончательный размер шестигранника и полого сечения головки формируется одновременно на четвертом этапе ковки (рис. 1). Здесь было видно, что пуансон застрял в сформированной полой секции, вероятно, во время вытягивания пуансона в последовательности ковки, и он сломался (Рисунок 2).
Система ковочных штампов включает неподвижные и подвижные штампы. Система подвижной матрицы включает в себя пружину матрицы, которая обеспечивает деформацию головки болта с шестигранной головкой и перемещение пуансона через полуболт. В конце деформации шестиугольная матрица и пуансон одновременно перемещаются в противоположных направлениях для выдергивания. Здесь очень важно понимать поток материала во время процесса. Многие пакеты программного обеспечения для моделирования штамповки металлов включают штамповочные пружины в свои библиотеки, но точное моделирование движения пружины невозможно.Однако сложные движения штампа можно смоделировать легче, задав конкретные движения штампа как функцию времени.
Конечно-элементное моделирование: быстрое открытиеБыло подготовлено конечно-элементное моделирование этого четырехэтапного процесса ковки. Сначала операции штамповки и вытягивания на четвертом этапе ковки моделировались без пуансона, чтобы определить величину уменьшения диаметра отверстия (рис. 3).
Шестигранная матрица состоит из деформирующей части и части релаксации.В то время как деформирующая часть ковает материал, стенка фильеры была наклонена для уменьшения трения между текущим материалом и фильерой в релаксационной части. Это позволило материалу течь легче. Было видно, что деформирующая деталь при вытягивании толкала материал, что привело к уменьшению диаметра отверстия под болт на поковке колесного болта. В результате диаметр отверстия, указанный в диапазоне от 11,01 до 11,05 мм, был уменьшен до примерно 10,62 мм. Это привело к значительному увеличению контактного давления между пуансоном и материалом.
После критической точки пуансон перестает двигаться в полости из-за повышенного давления и ломается в результате высокого напряжения растяжения. Чтобы устранить это, геометрия пуансона была изменена из-за заданного уменьшения диаметра отверстия, как показано на рисунке 4. Таким образом, было предсказано, что контактное давление между материалом и пуансоном было уменьшено.
Докажи решениеМоделирование методом конечных элементов дает конструкторам кузнечных изделий возможность проверить свои решения без проведения каких-либо испытаний методом проб и ошибок в цехе.Чтобы подтвердить предложенное решение, новый штамп может быть разработан в программном обеспечении САПР и легко адаптирован к моделированию. Как упоминалось ранее, геометрия пуансона была изменена в связи с проведенным нами моделированием ковки.
Лучший способ сделать правильный вывод — повторить моделирование с пересмотренными конструкциями и сравнить важные механические переменные (такие как силы ковки и возникающие напряжения) с предыдущими результатами. Эта методика была применена, и силы ковки текущей и измененной конструкции были сравнены, как показано на рисунках 5a и 5b.Можно предположить, что силы ковки в направлении осей x и y ответственны за заклинивание пуансона в отверстии полуболта. Как видно на рисунках 5a и 5b, хотя ревизия не изменила историю силы во время формования болта, действующие на пуансон силы были уменьшены во время вытягивания. Это показывает, что обновленный пуансон не будет испытывать высоких нагрузок на вырыв, что приводит к пластической деформации и разрушению.
Благодаря передовому программному обеспечению для моделирования можно легко провести анализ напряжений в указанном компоненте системы штампа.Как мы знаем, проведение моделирования формовки с использованием упругих штампов требует больших вычислительных мощностей и длительного времени центрального процессора. Однако в промышленности время — критическая переменная, и ее нельзя тратить зря.
В программном обеспечении для моделирования пользователям не нужно запускать трехмерное моделирование с упругими штампами для определения распределения напряжений на штампах и пуансонах. Специальные модули нагрузки штампа позволяют пользователям применять силы ковки, рассчитанные на основе предыдущих моделей, проведенных с жесткими штампами, и прикладывать эти нагрузки к упругим штампам.Таким образом, время процессора значительно сокращается.
С помощью этого модуля были определены максимальные и минимальные распределения главных напряжений на измененном пуансоне и сопоставлены с текущей конструкцией, как показано на рисунках 6a и 6b. Значения напряжений собирались по траектории по окружности поверхности пуансона. Эти распределения очень важны для определения усталостной долговечности пуансона. Видно, что оба напряжения были значительно уменьшены с разработкой нового пуансона.
ЗаключениеВажность и эффективность конечно-элементного моделирования, используемого для холодной штамповки, была проиллюстрирована в этой статье путем представления уникальной проблемы, которая возникла при ковке колесных болтов. Немного времени, затраченного на подготовку и выполнение моделирования, позволило избавиться от огромных трудозатрат и проектирования, потери времени на неактивных ковочных прессах, потребляемой энергии и затрат на испытания. На основе полученных численных результатов были изготовлены новые пуансоны и проведены испытания ковки, которые показали, что результаты моделирования соответствуют реальному применению.Колесный болт был успешно откован в холодном состоянии за один день численной работы. Кроме того, срок службы пуансона был увеличен в четыре раза по сравнению с предыдущей конструкцией.
Ведущий автор Доктор Дженк Килиджаслан является специалистом по исследованиям и разработкам в Norm Fasteners Co., крупнейшем производителе крепежа в Турции. С ним можно связаться по телефону +90 232 376 76 10 или по адресу [email protected]
Кузнец | слесарь | Британника
Кузнец , также называемый кузнец , мастер, который изготавливает изделия из железа путем горячей и холодной ковки на наковальне.Кузнецов, которые специализировались на ковке обуви для лошадей, называли кузнецами. Термин кузнец происходит от слова «железо», ранее называвшегося «блэк-металл», а кузнец — от латинского ferrum, «железо».
Железо заменило бронзу для использования в инструментах и оружии в конце 2-го и 1-го тысячелетий до нашей эры, а с тех пор и до промышленной революции кузнецы вручную изготавливали большинство предметов из кованого железа, используемых в мире. Основное оборудование кузнеца состоит из кузницы или печи, в которой расплавленное железо нагревается, чтобы его можно было легко обрабатывать; наковальня, тяжелый, прочно закрепленный блок со стальной поверхностью, на который обрабатывают кусок железа; щипцы для удержания утюга на наковальне; молотки, долота и другие инструменты для резки, придания формы, выравнивания или приваривания железа к желаемому объекту.
Кузнецы изготавливали огромное количество обычных предметов, используемых в повседневной жизни: гвозди, шурупы, болты и другие крепежные детали; серпы, лемехи, топоры и другие сельскохозяйственные орудия; молотки и другие инструменты, используемые ремесленниками; подсвечники и другие предметы домашнего обихода; мечи, щиты и доспехи; колесные диски и другие металлические детали в вагонах и вагонах; каминная фурнитура и инвентарь; шипы, цепи и тросы, используемые на кораблях; и металлические изделия, как функциональные, так и декоративные, используемые в производстве мебели и в строительстве.( См. Также изделия из металла.)
Однако самым частым занятием кузнеца было кузнечное дело. При изготовлении подковы кузнец сначала очищает и формирует подошву и край копыта лошади с помощью ракушек и ножей, что безболезненно для животного из-за жесткого, рогового и безнадежного характера копыта. Затем он выбирает из своего ложа U-образный железный башмак подходящего размера и, нагревая его докрасна в кузнице, изменяет его форму, чтобы он соответствовал копыту, охлаждает его, закаливая в воде, и прикрепляет к копыту гвоздями. .
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчасВ большинстве городов и деревень была кузнечная мастерская, где подковывали лошадей и ремонтировали инструменты, сельскохозяйственные орудия, повозки и экипажи. О повсеместном распространении этой профессии в англоязычном мире можно судить по распространенности фамилии «Смит». В 19 веке кузнецы также стали универсальными мастерами по ремонту сельскохозяйственного оборудования и другой техники. К тому времени, однако, кузнечное дело уже находилось в упадке, поскольку все больше и больше металлических изделий, которые раньше изготавливались вручную, формовались на фабриках с помощью машин или производились с помощью недорогих процессов литья.В промышленно развитом мире даже основная кузнечная промышленность, кузнечное дело, сильно пришла в упадок после того, как лошади перестали использоваться в сельском хозяйстве и на транспорте.
Распространенные дефекты стальных поковок
Дефекты стальной поковки широко не обсуждаются из-за естественного нежелания кузнечной компании привлекать к ним внимание. Существует множество недостатков, которые можно рассматривать как дефекты, от тех, которые прослеживаются до исходных материалов, до тех, которые вызваны процессом штамповки в закрытых штампах или операциями после ковки.
Дефекты можно определить как недостатки, превышающие определенные пределы. Другими словами, могут быть дефекты, которые не классифицируются как истинные «дефекты», потому что они меньше допусков в применимых спецификациях.
Приведенная ниже информация касается общих и не очень распространенных дефектов стальных поковок, которые возникают в результате фактических операций ковки в закрытых штампах или операций пост-ковки, типичных для многих кузнечных заводов. Цель здесь — познакомить читателя с этими различными дефектами, с тем, как они могут повлиять на производительность поковки и как их устранить в будущем производстве поковок.
1) Незаполненная часть:
Как следует из названия, в этом типе дефекта часть поковки остается незаполненной. Это связано с плохой конструкцией штампа или плохой технологией ковки. Это также связано с меньшим количеством сырья или плохим нагревом. Этот дефект можно устранить с помощью правильной конструкции матрицы, наличия сырья и надлежащего нагрева.
2) Холодный затвор:
Холодный затвор включает небольшие трещины на углах. Эти дефекты возникают из-за неправильной конструкции штампа.Это также связано с острым углом и чрезмерным замерзанием поковки. Радиус скругления матрицы следует увеличить, чтобы устранить эти дефекты.
3) Ямки накипи:
Ямки накипи возникают из-за неправильной очистки кованой поверхности. Этот дефект обычно связан с ковкой в открытой среде. Это неравномерные отложения на поверхности ковки. Его можно удалить, тщательно очистив кованую поверхность.
4) Сдвиг штампа:
Сдвиг штампа вызван смещением верхнего и нижнего штампа.Когда обе эти матрицы не выровнены должным образом, кованое изделие не приобретает надлежащих размеров. Этот дефект можно устранить правильной центровкой. Это можно сделать, сделав половину выемки на верхней матрице и половину на нижней матрице, чтобы во время выравнивания обе эти выемки совпали.
5) Хлопья:
Это внутренние трещины, возникающие из-за неправильного охлаждения кузнечного продукта. Когда кузнечный продукт быстро охлаждается, обычно возникают эти трещины, которые могут снизить прочность кузнечного продукта.Этот дефект можно устранить путем правильного охлаждения.
6) Неправильный рост зерен:
Этот дефект возникает из-за неправильного течения металла при отливке, которое изменяет заранее заданную зернистую структуру продукта. Он может быть удален правильной конструкцией матрицы
7) Неполное проникновение поковки:
Этот дефект возникает из-за неполной поковки. это происходит из-за легкого или быстрого удара молотком. Устранить этот дефект можно при правильном контроле на ковочном прессе.
8) Поверхностное растрескивание:
Поверхностное растрескивание возникает из-за физических нагрузок на поверхности при низкой температуре.Из-за этого дефекта на заготовке возникает так много трещин. Этот дефект можно устранить, правильно контролируя рабочую температуру.
9) Остаточные напряжения в поковке:
Этот дефект возникает из-за неправильного охлаждения поковки. Слишком быстрое охлаждение — основная причина этого типа дефектов. Это можно устранить медленным охлаждением кованой детали.
Это все основные типы дефектов поковки стали. Если у вас есть какие-либо требования к закупкам продукции из кованой стали, свяжитесь с нашей кузнечной компанией в Китае.
различных видов кузнечного инструмента и оборудования
Использование соответствующих кузнечных инструментов и оборудования обеспечивает безупречную кузнечную работу. Эту кузницу иногда называют подом, потому что в ней используется под в качестве источника нагрева металла для легкой деформации. Современное кузнечное оборудование отличается высокой степенью автоматизации, изготовлено на высокотехнологичном оборудовании и облегчило жизнь кузнецам.
Подробнее: Что нужно знать о процессе ковки
Типы кузнечных инструментов
К типам кузнечных инструментов относятся наковальня, долото, ключ, долото, молоток, пресс, матрица, плоская поверхность, пробойник и выколотка, обжимка, обжимной блок, зажимные тиски и под.
Печь или под:
Эти кузнечные инструменты используются кузнецами для нагрева металлических изделий. Обычно они состоят из четырех опор, чугунного или стального корпуса, железного дна, дымохода и воздуходувки.
Подробнее: Различные виды ковочных операций
Наковальня:
Наковальни — это кузнечные инструменты, которые служат верстаком для кузнецов. Это большая металлическая плита, обычно сделанная из стали. Он используется для выполнения различных операций, таких как шлифовка металлических поверхностей и получение форм с помощью молотка.Некоторые наковальни содержат прочные дыры и пробивают дыры. Отверстие для выносливости служит квадратным хвостовиком для выносливых, а отверстие для перфорации обеспечивает зазор для пробивки отверстия в металле.
Долото:
Долотоиспользуется для резки и вырубки металла. Он изготовлен из высоколегированной стали с восьмиугольным поперечным сечением с заостренной режущей кромкой на одном конце. Долото, используемое при ковке, бывает двух типов: горячее и холодное долото. Горячее долото используется для горячей ковки, а холодное долото — для холодной ковки.
Тонг:
Эти типы кузнечных инструментов используются для транспортировки нагретого металла к наковальне. Доступны клещи разных типов и конструкций, чтобы обеспечить надлежащий захват металлических форм и размеров.
Фуллер:
Фуллерпомогает создавать бороздки или вмятины в процессе ковки. Его также используют для растяжения металла. Фуллер работает с грушами, помещая одну под металл, а другую сверху. Это позволяет одновременно производить вдавливание с обеих сторон металла.
Подробнее: Различные типы дефектов поковки, причины и способы устранения
Молоток:
Молотки — это типы кузнечных инструментов, которые используются несколькими способами, в зависимости от типа выполняемой ковки, например, горячая ковка, холодная ковка, ковка в закрытых штампах, штамповка с высадкой, штамповка и т. Д. Молоток служит используемым кузнечным инструментом в достижении формы на заготовках. Он используется в качестве ударного инструмента и может быть классифицирован как ударный молот и перфоратор.
- Отбойный молоток: тяжелый таран падает на металл под действием силы тяжести.Используется силой руки кузнеца.
- Силовой молот: источник энергии — гидравлическая система, сжатый воздух или электричество для приведения в движение молота. Используется, когда требуется большое количество работ. Мощность работает, помещая заготовку на опору, уровень используется для контроля падения тяжелого плунжера на заготовку.
Тонг:
Эти типы кузнечного инструмента используются для удержания и токарной обработки горячих металлов. Доступны щипцы разных типов и размеров. Они классифицируются по захвату клещей.
Подробнее: Различные виды ковки
Удар и выколотка:
Эти типы кузнечных инструментов изготовлены из высокоуглеродистой стали, которая помогает делать горячие отверстия на горячих металлических деталях. Этот кузнечный инструмент доступен в разных размерах и имеет общую форму. Пробойник — это пуансон большого размера, используемый для увеличения отверстий.
плоский:
этот кузнечный инструмент используется для выравнивания поверхности заготовки. Он состоит из плоской грани, соединенной с прямым хвостовиком.Материалы флейты — это высокоуглеродистая сталь.
Обжимка:
Swage — это инструмент для ковки, который придает заготовке различные формы. Он также изготовлен из высокоуглеродистой стали.
Обжимной блок:
это кузнечно-прессовое оборудование изготовлено из чугунного или стального прямоугольного блока с несколькими отверстиями. Отверстия бывают разных размеров и форм.
Подробнее: Разница между ковкой и литьем
Набор молотков:
Молоток— это кузнечный инструмент, используемый для обработки плоскости поверхности, формовки и изготовления углов.Этот инструмент для ковки имеет похожие формы с более плоским. Изготовлен из инструментальной стали. Перед использованием молотка заготовку необходимо положить на наковальню.
Зажимные тиски:
Это кузнечное оборудование используется для удержания заготовок в кузнице. Он состоит из двух губок, пружины и плоского дна. Заготовки зажимаются между двумя губками и затягиваются, чтобы прочно удерживать их.
Утюг:
это кузнечно-прессовое оборудование изготовлено из инструментальной стали и закалено.С одной стороны у него заостренный хвост, а другая часть похожа на рог наковальни. Это кузнечно-прессовое оборудование также может работать на наковальне благодаря коническому хвостовику.
Подробнее: Что такое термическая обработка металлов? его достоинства и недостатки
Пресс:
: это кузнечно-прессовое оборудование использует избыточное давление для придания металлу желаемой формы. На этом кузнечном оборудовании можно выковать сразу все изделие. Доступны прессы двух типов: ковочные механические и гидравлические.
- Механический штамповочный пресс: это механическое устройство, оснащенное двигателем, кривошипом, маховиком и т. Д., Оно легко прижимает плунжер к металлу. Это кузнечное оборудование не подходит для больших или сложных изделий, но оно полезно, когда требуются простые формообразующие эффекты.
- Гидравлический пресс для ковки: операция выполняется с помощью жидкости под высоким давлением, приводимой в движение гидравлическими насосами, чтобы прижать плунжер к металлу. Это ковочное оборудование обеспечивает силу при ковке изделия.Он используется и предпочтителен, когда необходимо подделать большой или сложный предмет.
Поковки:
это кузнечно-прессовое оборудование необходимо для правильного формования металла. Он служит формами, в которые прессуются ковкие металлы. Матрицы важны во всех кузнечных проектах; используется для крупных производств и сложных работ. Плашки бывают двух типов: открытая и закрытая.
- Открытая матрица : открытая матрица не полностью покрывает металл, обеспечивая свободный поток везде, кроме соприкосновения металла с матрицей.
- Закрытая матрица : закрытая матрица полностью покрывает металл при ударе или прижатии к нему.
Подробнее: Термическая обработка цветных металлов
Вот и все для этого поста, где объясняются различные типы кузнечных инструментов и оборудования. Я надеюсь, что вы многое почерпнули из этой статьи, если да, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
станков для холодной ковки своими руками. Выкройка для кованых локонов чертеж
Благодаря своей красоте и изысканности изделия из металла, изготовленные с помощью ковки, давно стали очень популярными.Стоят такие элементы декора довольно дорого, и не всегда можно заказать все нужные украшения для интерьера или загородного дома. Но, помимо горячего вида ковки, которая нужна для создания металлических декоративных конструкций, существует ее холодный вариант. Последний вариант можно реализовать самостоятельно, для этого нужно собрать своими руками станок для холодной ковки, после чего можно приступать к реализации всех своих задумок и задумок.
Разновидности машин
В основном все устройства, предназначенные для изготовления металлических деталей методом холодной ковки, характеризуются ручным приводом.Немногие из них работают по принципу электропривода, хотя такую конструкцию можно построить с каждым из устройств. Единственный вопрос по приводу — целесообразность, потому что стоимость энергоресурса, питающего агрегат, и сложность процесса установки механизма могут быть неоправданными, если соотнести их с объемом выполняемой работы и ее регулярностью.
В таблице показаны все приспособления, работающие с ручным приводом, связанные с процессом холодной штамповки.
| Устройство | Краткое описание |
| Твистер | С помощью такого устройства закручивается металл, происходит образование спиралей и завитков с узкой сердцевиной. |
| Машины торсионного типа | С помощью такого станка скручивают стержни винтового типа, а также можно изготавливать большие спирали и нити (корзины, фонарики и лампочки). |
| Машины инерционные штамповочные | Предназначен для изготовления соединительных деталей для меда с декоративными элементами, для изготовления узорчатых наконечников и различных мелких узоров и рельефов. |
| Гибочные станки | Есть несколько типов таких станков: толкающие, протяжные и комбинированные. Первая разновидность нужна для того, чтобы получить волнообразные изгибы или зигзагообразные изгибы стержня. Протяжная разновидность востребована, когда необходимо сделать кольцо, завиток или спираль с широкой сердцевиной. Используя комбинированное разнообразие, можно построить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить названия машин, предназначенных для скручивания, а также машин для намотки — крутильных машин.Однако это не совсем так, машины, скручивающие металл, относятся к торсионным машинам.
Видео своими руками по изготовлению станка для холодной ковки.
Отличия холодной ковки
Есть такое понятие, как «штамповка», которую иногда путают с холодной ковкой. Сама холодная ковка имеет 2 принципа, по которым может происходить этот процесс. В таблице показаны различия между процессами.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных форм с помощью штампа, который работает при высоком уровне давления.Примером процесса штамповки является алюминиевая банка. Металлический обогрев в этом случае не используется. Возможность применить эту технологию в домашних условиях вряд ли возможна, так как создать для этого необходимые условия невозможно. |
| Холодная штамповка (клепка) | Этот вид холодной ковки, по сути, является наклепом, а именно в процессе выполняется определенное количество ударов очень большой силы, что позволяет структуре металла изменяться и приобретать необходимые параметры по размеру и форме.Осуществляется такая манипуляция с помощью молотка, который также можно построить своими руками. |
| Холодная штамповка (гибка) | Другой вид — гибка. При такой технологии металл остается неизменным по структуре, не меняя своих характеристик. Этот вид ковки возможен и для домашнего использования, для этого достаточно приступить к созданию станка для холодной ковки своими руками. |
Холодная ковка, которая осуществляется по принципу гибки, довольно проста в обращении, особенно при наличии специального оборудования стационарного типа, значительно облегчающего процесс.Преимущество этого типа в том, что на нем можно собрать практически любой станок для холодной ковки своими руками без больших затрат на это.
Видеообзор ручного ковочного станка по металлу
Строительство машин холодной ковки
Каждое устройство для холодной ковки имеет свои характеристики и параметры. Чтобы вы могли беспрепятственно изготовить станок для холодной ковки своими руками, необходимо разобраться, что из себя представляет каждая из них.
| Станок | Устройство | |
| Гибочные станки | Конструкция этого устройства такова, что при смене роликов и клиньев изменяется размер волн и изгибов.Они могут гнуть стержни до 16 мм. Единственный нюанс этого устройства — его невозможно изготовить самостоятельно, ведь требуется обработать и отшлифовать многие детали точного размера. Стоимость такого устройства невысока. | |
| Твистер | Агрегат работает благодаря оснащению специальным шаблоном, к которому прижимается обрабатываемый кусок металла. Давление в этом случае должно быть очень высоким, поэтому у тех, кто работает на твистере, должно быть достаточно сил для этого.Кроме того, сохранность самого шаблона обеспечивается наличием упорного рожка (торца). Что касается среднего рога, который иначе называют выходом на поверхность, то он должен быть выполнен таким образом, чтобы он мог менять свое положение и фиксироваться в нем. От этого зависит эффективность работы, особенно для тех, кто запускает процесс впервые. | |
| Основание с распорками | Такой агрегат позволит изготавливать выкройки абсолютно любой вариации.Сама конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую на определенном расстоянии ввинчиваются распорки. Для таких целей можно использовать болты размером от м8 до м24. Толщина металла в этом случае зависит только от мастерства того, кто работает на станке. В основном такое устройство хорошо подходит для металла толщиной 6 мм. | |
| Машина для скручивания улиток | С воротником | Такая установка представляет собой опорную плиту, на которой располагается специальный змеевик.Такой поворот используется как шаблон для будущего изделия. Особенность станка в том, что «улитка» — шаблон разделен на несколько частей, которые крепятся друг к другу с помощью специальных соединительных элементов, что позволяет шаблону изменять форму в процессе работы, что создает различные виды волны и изгибы. У такой конструкции есть и минусы, так как для того, чтобы сделать такой станок для холодной ковки своими руками, нужно подбирать очень прочный материал, который со временем не будет гнуться.Также подумайте о соединительных петлях, которые довольно уязвимы, учитывая величину силы, с которой происходит весь процесс изгиба металла. |
| Тип рычага | В этом типе станка «улитка» шаблон очень прочно прикреплен к основанию. Из-за этого производительность у него меньше, но надежность выше. с помощью специального рычага металлическая пластина прижимается к шаблону, при этом в процессе необходимо перемещать подвижный валик.Для изготовления такого станка для холодной ковки своими руками можно использовать стальной материал, который отличается своей прочностью, а ролик можно сделать из обычного роликоподшипника. В целом конструкция похожа на трубогиб. | |
| Торсионный станок | Такое приспособление хорошо поможет при закручивании стержней. Такой станок состоит из цилиндрической основы из металла и двух скрепляющих и одновременно скручивающих элементов. Такую конструкцию желательно оснастить специальной парой лап, которые не позволят обрабатываемому металлу гнуться не так, как нужно.Принцип работы на станке таков, что стержень помещается в удерживающие его элементы, одним концом зажимается, а другим концом с помощью вращающегося шпинделя закручивается до нужного размера. спиральная волна. | |
Оборудован торсионным электрическим станком для холодной штамповки
Для повышения не только эффективности работы на агрегате холодной штамповки, закручивания стержней в спиральную волну, но и для увеличения скорости, а также для обеспечения устойчивости и отсутствия перегрузок может быть установлен привод электрического типа. .
Сделать вручную все элементы декора из металлических стержней довольно сложно, так как равномерность крутящего момента в такой ситуации будет сильно различаться. Во избежание ошибок при изготовлении изделий можно использовать:
- полуось от автомобиля, который установлен на ведущий мост;
- вам также понадобится зубчатая пара дифференциала;
- для защиты стоит использовать кожух.
Из перечисленных устройств можно построить электропривод торсионного станка.Такой двигатель лучше не превышать номинальную мощность 900 об / мин и 3 кВт.
Построение локона для машинки своими руками
Перед тем, как приступить к созданию станка для холодной ковки своими руками, нужно уметь рассчитать параметры шаблонной спирали, ведь специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотным с технической стороны, но и иметь привлекательный вид.
Расчет этого шаблона основан на логарифмической спирали.Некоторые конструктивные нюансы можно выделить в следующем списке:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла нужно умножить на расхождение поворота;
- расхождение в стандартной версии принято равным 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать под углом 45 градусов;
- : если необходимо построить шаблон с более плотной спиралью, то к значению радиуса следует прибавить 8-ю часть (части) единичного расстояния от спирали;
- , что касается r0, оно должно быть по размеру равным размеру поперечного сечения диаметра, который имеет заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, какие характеристики металл используется для заготовки, а именно от его плотности.
Учитывая все нюансы, можно приступить к созданию шаблона «улитка», для этого лучше всего уметь решать уравнения с кубической степенью и выше. Точной формулы для расчета такого устройства нет, но есть такая, позволяющая добиться оптимального результата. Последовательность построения спирального узора может быть такой:
- в первую очередь определяется начальная точка r0;
- витки, которые будет иметь шаблон, взяты произвольно, их количество может быть любым;
- , используя табличные данные, следует рассчитать сечение (b), убедившись, что оно меньше по ширине в проеме для шаблона;
- по формуле рассчитывается радиус R;
- последний шаг — перенести все полученные баллы в соответствии со шкалой, после чего можно переходить непосредственно к построению.В процессе, давайте по аналогичной формуле скорректируем радиус R в финальной версии.
Справка: если возникает необходимость провести расчеты промежуточных значений, то это делается в соответствии с геометрической пропорцией.
Строительство машины холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего убедиться, что он имеет максимальное количество различных вариаций в отношении изгибов и волн.Имея такие заготовки, можно создать станок для холодной ковки с множеством сменных насадок, что даст возможность изготавливать различные лекала и монограммы.
Последовательность действий при создании устройства:
- Изначально вам понадобится металлический лист, размер которого будет зависеть от количества размещенных на нем выкроек. Сами шаблоны следует размещать таким образом, чтобы было место для изготовления изделий, ведь в процессе работы материал из форсунок может сместиться из-за нехватки места.Также, если шаблоны будут расположены недостаточно далеко друг от друга, в работе могут возникнуть сложности.
- Что касается вариаций самих узоров, то они могут быть как простыми, так и содержать более одного поворота монограммы. Можно сделать аналогичную улитку-плуг и продумать конструкцию отводов в разобранном и собранном состоянии. В то же время следует быть внимательным при выборе материала для крепления выдвижных частей — он должен быть максимально прочным.
- Смена насадок может быть достигнута выполнением прямоугольной прорези, в нее можно будет вставить сменные шаблоны для ковки.Все они должны быть прикреплены к металлическим пластинам в форме прямоугольника. Крепление таких форсунок будет обеспечиваться болтами.
Видеоинструкция
Сборка прибора
Эта версия машины использована в качестве примера из-за ее простоты. Зная основные принципы и последовательность построения оборудования, его можно модернизировать по желанию. Для сборки всех частей оборудования в единое целое потребуется:
- сверло с твердосплавными сверлами;
- сварочный аппарат;
- пила для резки металла или ножовка по металлу;
- металлическое полотно выбранного размера;
- труба металлическая круглая; Металлический стержень
- ;
- подшипники разных типоразмеров;
- болт размером М8.
Для сборки станка для холодной ковки своими руками нужно использовать проверенную последовательность действий:
Заключение
Кто решил серьезно заняться ковкой и сделать станок для холодной ковки своими руками, тот должен очень скрупулезно относиться к этапу создания чертежей и расчетов. В остальном процесс создания довольно прост, и, поняв принцип построения оборудования, вы можете придумывать различные варианты, которые помогут улучшить продукт.
Станки для холодной ковки пригодятся тем, кто любит мастерить и знаком с таким оборудованием. Многие люди используют машины для создания усадеб, интерьеров и подарков. Изделия, изготовленные методом холодной ковки, используются в качестве украшения наряду с другими элементами декора. Холодная ковка требует больших усилий. Дома это сделать сложно. Самый простой способ — художественная холодная ковка.
Чтобы сделать обычное изделие своими руками, вам потребуются инструменты и чертежи.Эти изделия снижают затраты и сокращают время производства. В некоторых случаях детали нагревают, чтобы на стыках не было кривизны. Перед тем, как создать самодельный станок для холодной ковки, нужно заняться дизайном. Чтобы делать точные разметки, вам нужно использовать миллиметровую бумагу.
Для начала нужно нарисовать спираль, которая будет постепенно увеличиваться, соблюдая при этом симметрию узоров. Расстояние витков нужно размещать так, чтобы оно было больше диаметра стержней и чтобы можно было вынуть изготовленное изделие из станка.При создании рабочей поверхности нужно использовать листовой металл. Размеры определяются на основе размеров и используемых деталей. Для создания формы понадобится листовой металл в виде полос.
Перед началом работы всем новичкам необходимо ознакомиться с видеороликами по оборудованию для холодной ковки своими руками.
Инструменты и материалы для холодной ковки :
Самым главным приспособлением всегда был гнутик для работы.Используется при изменении формы металла. Основная функция сгиба — сгибать деталь под разными углами.
Улитка применяется для манипуляции по спирали. Это инструмент для гибки различных изделий, профилей и т. Д. При работе с этим инструментом можно не ограничивать спираль по радиусу и вносить желаемое значение.
Требуется фонарик для гибки металлических материалов. С помощью фонарика обрабатываются металлические стержни. Благодаря насадке с волнами можно создавать волны и изогнутые детали.Волна применяется при обработке труб круглого сечения.
Твистер имеет подобие фонарика. С его помощью можно крутить стержни.
Globe позволяет создать большую дугу из профиля толщиной до 12 мм. В конце также загибают заготовки. Это самый легкий инструмент, и его часто делают вручную.
Станок холодной ковки своими руками, чертежи
По размеру конструкции можно сваривать небольшие отрезки прутьев с расстоянием 5-6 см.В конструкции необходимо проделать отдельные отверстия. Если вам лень разобраться, как правильно собрать станок для холодной ковки, вы всегда можете посмотреть обучающее видео. При возведении кондуктора своими руками нужно обращать внимание на виды основных работ: вытяжка, сгибание и скручивание. Все эти механизмы можно объединить в один. В процессе рисования изделию создается желаемая форма. Лучше всего пропускать продукт через ролики или пресс, из-за этого может уменьшиться сечение исходного материала.Основной процесс гибки состоит из гибки детали под определенным углом. Вы можете выполнить эту операцию с помощью шаблона.
Это делается следующим образом:
- подготовка чертежа;
- создание шаблона из чертежа;
- приваривание завитка к стальной пластине;
- лист должен быть закреплен на машине в держателе;
- установление паза и окончательная фиксация.
При создании шаблона необходимо выполнить специальный шов снаружи, чтобы он не мешал работе материала в дальнейшем.
Виды машин холодной ковки
Машины холодной ковки бывают нескольких типов:
Как сделать ковочный станок своими руками?
Из-за дороговизны станков для холодной штамповки и зависимости цен от производителей, многие прибегают к изготовлению таких станков своими руками.
При создании самодельного станка « Улитка . » вам понадобится:
- прутки металлические;
- стальных листа в виде полос;
- труба специальная;
- сварка, плоскогубцы, болгарка.
Базовая схема для создания станка:
- возьмите обычный лист, нанесите на него спиральный узор, проверьте размеры резьбы;
- при помощи болгарки нужно сделать из пластины два отдельных листа;
Первый с параметрами 100×100 мм, второй 130×130 мм.
- возьмите пруток и полосы из стали, очистите края надрезов от заусенцев;
- плоскогубцами сделайте изгиб стальных полос согласно схеме;
- элементов сварных;
- приварить стальную трубу снизу.
Вот весь простой процесс создания кузнечного станка из разных материалов.
Чертежи для создания станка можно использовать совершенно разные, все зависит от материалов, используемых в работе.
Как создать ковочный станок для торсиона ? Этот станок используется при скручивании спиралей змеевидной формы из металла.
Инструменты создания:
- лист стальной;
- балка;
- тиски и крепежные детали;
- редуктор, цепной или электродвигатель;
- болгарский;
- сварка.
Схема действий при создании станка для холодной ковки:
Вот основные способы создания самодельных станков своими руками. Главное желание и трудолюбие, тогда все получится. Оборудование и аксессуары для холодной штамповки можно приобрести в любом специализированном магазине.
Этот вид работы с металлами более популярен у «домашних» мастеров хотя бы потому, что не предусматривает их термообработку и, как следствие, установку печи.И дело это и посложнее, и хлопотнее. А технология изготовления различных деталей с рисунком намного проще, так как нет такого понятия, как «перегретый» или «переохлажденный» материал.
В принципе, холодная ковка также может выполняться ручным инструментом — не всегда требуется специальное оборудование. Все, что вам нужно, это наковальня и молоток. Таким образом, вы можете работать практически с любой заготовкой — листовым металлом, металлической полосой, прутком или трубой. Все зависит от сложности детали и навыков мастера.Кстати, как вариант — обычный, умеющий много чего.
Но в большинстве случаев, особенно для энтузиастов, или если бизнес поставлен на поток, рекомендуется использовать станок для холодной ковки, пусть и самодельный, так как не каждый образец можно обработать ручным инструментом. И спектр возможностей значительно расширяется. В продаже есть много соответствующих устройств, но цены на них «кусаются».
Например, стоимость самого дешевого универсального агрегата (ковка и гибка) составляет около 120 000 рублей… И это без учета устройств, которые в зависимости от комплектации будут стоить еще 7-10 тысяч. Даже самую простую машину для «улитки» дешевле 65000 не найти.
Самостоятельно можно собрать простые механизмы, которые, тем не менее, позволяют получить самые замысловатые выкройки. Все дело в навыках человека, который собирается работать. Рассмотрим одну из моделей, и без указания используемого материала, габаритов и прочих тонкостей.Главное, понять принцип устройства, а все остальное домашний мастер подберет сам. Тем более, что человеку, не имеющему склонности заниматься подобным «строительством», это не будет интересно.
Станок «Улитка»
Из него можно делать кольца, спирали, «волны» и различные «завитки». Процесс изготовления станка включает несколько этапов.
Образец
Для более точной разметки рекомендуется использовать миллиметровую бумагу.На нем рисуется спираль, причем с постепенным увеличением радиуса витков. Условие — расстояние между ними (шаг) должно быть одинаковым. Но это в том случае, если требуется симметрия рисунка (хотя у каждого человека свое представление о «художественной ценности» произведения). То же касается и количества витков (как правило, их не больше 4).
Надо учесть, и с какими заготовками вам придется работать. «Ступенька» должна быть немного больше диаметра прутка (полосового железа), иначе вряд ли получится вытянуть готовую деталь из станка, не повредив «форму» после завершения операции.
Рабочая поверхность
Используется кусок листового металла. Его достаточная толщина — 4 мм. Линейные размеры определяются исходя из расчетных размеров изготавливаемых деталей.
«Форма»
Для него можно взять, например, полосу металлическую толщиной 3 мм. Это позволит вам работать с ним ручным инструментом. Он сгибается в спираль по разметке шаблона. Это легко сделать с помощью плоскогубцев.
Дополнительные элементы
Для обеспечения рабочего процесса вам нужно будет закрепить один конец заготовки. Следовательно, вам понадобится кусок бруска (равный ширине полосы). Кроме того, рабочее место нужно будет чем-то закрепить (например, на верстаке). В качестве такой стойки можно подготовить 10-сантиметровый кусок трубы (естественно, толстостенный). Хотя вариантов здесь много, поскольку установленная таким образом конструкция может мешать другим видам работ.
Например, предусмотреть закрепление всей сборки в «мощных» тисках. Поэтому вместо трубы можно взять шестигранник (гайку большого диаметра или что-то подобное). Главное — надежность фиксации, учитывая, что при холодной ковке придется приложить немалые усилия.
Сборка станка
Здесь тоже много вариантов. Он может быть как «монолитным», так и разобранным на составные части. В первом случае «улитку» (или отдельные ее части) из полосы просто приваривают к площадке.Например, в этой позиции:
Кусочки бруса (по 1 см) можно «сварить» по всей длине с интервалом 4 — 5 см и просверлить под них монтажные отверстия в рабочей площадке.
Главное не забывать о надежном креплении конца гнутой детали.
Мы рассмотрели только один из самых простых вариантов. Чтобы иметь более полное представление обо всех возможностях устройств для изготовления «улиток» и подобных изделий, желательно ознакомиться с соответствующим промышленным оборудованием.А как сделать необходимое приспособление своими руками, из подручного материала, всегда разберется сообразительный человек. Интересный вариант показан на видео:
На практике часто приходится сгибать заготовки в «змейку», но сделать это вручную довольно сложно. Такие машины называют «торсионами». Помимо значительных усилий, необходимо поддерживать равномерное вращение. Это значит, что такие устройства для холодной ковки придется оборудовать электроприводом.Вы можете найти полный перечень оборудования для холодной ковки.
— это универсальные декоративные элементы , которые используются для дополнения дизайна изделий различной формы. Для изготовления деталей этого типа используется механизированное оборудование , а также ручной инструмент и приспособления … Часть оборудования продается по достаточно высоким ценам. Но также есть возможность изготовления (сборки) оборудования своими руками.Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Изготовление станков любого типа своими руками — дело сложное.Изготовление составных частей устройства, а также сборка должны осуществляться аккуратно. Правильность гарантирует качество изготовленных элементов и металлических предметов.
Как сделать улитку с электроприводом и без, для холодной ковки и гибки завитков, завитков, запятых
- Стол стальной, к нему снизу приварена труба, к которой, в свою очередь, крепится подвижный кронштейн из профильной трубы 45х25, толщина стенки — 1,5 мм.
- Эта часть станка крепится к ножкам, опорам.
- К рычагу прикреплена дополнительная регулируемая деталь, дополнительно усиленная угольником.
- На плоской поверхности, где предварительно проделаны отверстия, прикрепляют оправки (проводники), выполненные из стержня квадратного сечения сечением 10 мм. и полосы.
- Оправки изготавливаются по чертежу.
- Несколько отверстий позволяют расположить оправку по-разному, что позволяет изгибать элементы разной конфигурации и размеров.
- Мастер демонстрирует процесс изготовления элементов.
Инструмент ручной и приспособления для изготовления кованых завитков
Изготовление ручного инструмента требует меньше времени и расходных материалов. Такие устройства имеют более простую конструкцию.
Матрица
- Для изготовления устройства понадобится отрезок швеллера длиной 25 см: покупная или самостоятельно обработанная петля диаметром 22 м с гильзой из двух видов труб и элементом сложной формы, а также одна больше петли.
- Выкройка этого типа позволяет изготавливать улитки разных размеров.
Проводник
- Для изготовления понадобится полоса длиной 60 см и шириной 4 см; кусок листового металла 16 на 16 см, толщиной — 3 мм; кусок квадрата; вырезанные из пружины мелкие элементы со скругленными углами и фасками. Из мелких деталей сваривается деталь под углом 90 градусов, для закрепления заготовок при гибке.
- На полосе проведена косая линия, часть заготовки позже будет удалена.
- Полоса слегка изгибается, к ней приваривается квадратик, после чего гибка продолжается.
- Спираль прикреплена к основанию к куску жести.
- Шаблон фиксируется в тисках, лишняя часть отрезается болгаркой.
- Снизу основания приваривается угольник, фиксирующий изделие в тисках.
Кузнечное оборудование прочее
Весь перечень оборудования должен быть разделен на четыре отдельные категории, критерием классификации является уровень автоматизации.
- Универсальное оборудование — это автоматическая или, в некоторых случаях, ручная настройка, позволяющая обрабатывать детали с различным сечением. Эти многофункциональные машины служат заменой целому ряду ручных гибочных станков для квадратных и круглых прутков. Важное преимущество — возможность изготавливать элементы различной формы.
Станок ковочный Ажур-1М. Фото
- предназначены для облегчения ручного труда. Помимо списка устройств есть гнутик, вейв, твистер, глобус.Каждый агрегат предназначен для изготовления элементов определенного типа … Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их полностью. их используют мастера, которые занимаются ковкой в качестве хобби, так как производительность этих устройств не очень высока. Для улучшения технических характеристик необходимо оборудовать агрегат электродвигателем.
Станок холодной ковки типа Волна
- Инструменты простых предметов , ковка производится вручную с применением силы.В комплекте тяжелый молоток (кувалда), плоскогубцы, вилки .
— хороший инструмент для творческих и творческих людей, которые хотят создать в своем доме что-то красивое и индивидуальное, чтобы выделить интерьер, или могут стать хорошим подарком своими руками для важных людей. Ковать металл можно двумя способами. Чтобы выковать что-либо методом горячей ковки, нужно произвести множество приготовлений и действий, поэтому в домашних условиях ручную ковку проще всего выполнить методом холодной ковки.Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать машину своими руками.
Начало холодной ковки на самодельных станках.
Холодная ковка своими руками требует двух обязательных этапов — прессования и гибки. Для выполнения всех этих действий не нужно придавать металлу определенную температуру, но проводить термическую обработку все же необходимо.
Чтобы сконструировать что-то своими руками, уже не нужно иметь специальные станки для художественной ковки, теперь можно создавать станки для ковки металла в домашних условиях.Но без опыта работы с такими инструментами все равно не справиться. Чтобы все работы прошли успешно, нужно использовать металлы определенной толщины.
Самодельный станок для холодной ковки можно легко использовать для создания конструкций, которые будут значительно прочнее, чем те, что были сделаны штамповкой. Кованые изделия своими руками бывают качественными, когда все сделано правильно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря накопленному опыту, вы можете приступить к созданию превосходных конструкций, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлоконструкций лучше всего использовать заранее подготовленные чертежи. Чертежи на станки для холодной ковки своими руками готовятся заранее. В некоторых случаях деталь будет лучше прогреть, чтобы в будущем избавиться от дефектов. Тем, кто недавно начал пользоваться самодельными станками для холодной ковки, для начала стоит продумать план работы, а также приобрести необходимые навыки. Здесь не будут лишними помощь различных видеоуроков в Интернете, а также спецкурсов.
Детали машин и необходимый инструмент.
Ковочный станок своими руками состоит из определенных приспособлений. Среди которых обязательно должно быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- Фонарь;
Эти устройства лучше всего использовать. Улитка для холодной ковки своими руками нужна для плетения стальных прутьев. Вы можете увидеть фото, чтобы лучше увидеть структуру и пример деталей.Немаловажную роль в работе играет кузнечно-прессовое оборудование для холодной ковки металла. Основным инструментом при работе будет гнут. Это очень простой элемент.
Для обработки труб с шестигранным и круглым поперечным сечением используйте «волну». Металлические стержни изгибаются «фонариком», и твистер чем-то на него похож, очень удобное приспособление. Большая дуга из профильных прутков делается глобусом.
Станки для холодной ковки выгоднее делать самому, потому что не все можно обработать ручным инструментом, а цена на станок для художественной ковки очень высока.Когда мастер, используя свои навыки с помощью своего оборудования, создает сооружение, оно будет уникальным и особенным, хотя в некоторых отношениях не будет таким качественным, как заводское. При изготовлении большого количества деталей правильным будет создание на электродвигателе индуктора. Это облегчает рабочий процесс.
Станок для холодной ковки своими руками следует приспособить для таких видов работ, как гибка, скрутка и волочение.
В процессе рисования конструкция принимает определенную форму.Следовательно, он должен пройти через пресс, после чего сечение первичного материала станет меньше. Гибкость означает создание изгиба под нужным углом. Для этого вам понадобятся шаблоны. Заранее готовится фото чертежей кованых изделий своими руками, по которому будет изготовлен шаблон. Завиток прикреплен к стальной пластине, а сам лист закреплен в держателе станка. На конце заготовки делается прорезь, а другой конец фиксируется на месте.С помощью рычага воздействуют на торец конструкции, которое необходимо проводить по каждому изгибу плиты, которая используется как шаблон.
Видео самодельной фальцевальной машины балясин.
Многие опытные производители собирают простые механизмы своими руками для создания уникальных конструкций. На это влияет стаж работы. Чертежи на станки холодной ковки своими руками можно найти в достаточном количестве в Интернете, как и фотографии изделий холодной ковки, которые можно получить в результате.Фотография такого оборудования позволяет мастеру сделать рисунок с нуля, если у него есть опыт.
Можно рассмотреть автомат «Улитка». С его помощью можно создавать различные спирали или волны. Для создания такого станка необходимо иметь чертежи на станок холодной ковки такого типа своими руками, а также делать все в соответствии с технологией. Рабочая поверхность должна быть из листового металла. Толщина 4 мм будет достаточно. Размеры устанавливаются исходя из размеров детали.Для профилирования требуется листовой металл толщиной 3 мм и в виде полос. Он загибается плоскогубцами по выкройке и получается спираль.
Для нормального рабочего процесса нужно хорошо закрепить один конец детали. В этом поможет стержень, равный ширине полосы. Вам понадобится верстак, чтобы закрепить платформу. Основная цель всего — придать детали максимальную неподвижность, ведь при холодной ковке нужно приложить большие усилия.
Перед тем, как приступить к изготовлению любого станка для холодной штамповки ручного инструмента, необходимы шаблоны, эскизы и различные чертежи, в том числе чертеж для оборудования для холодной штамповки своими руками.
Вы можете повысить точность разметки, используя миллиметровую бумагу. На нем нужно нарисовать спираль, где повороты по радиусу будут увеличиваться. Между ними необходимо правильно выдерживать равное расстояние. Это условие потребуется только для создания симметричных узоров.
Конструкция станка.
Для создания любой машины можно использовать несколько вариантов на выбор — разборная, монолитная или цельная. Небольшие стержни рекомендуется приваривать по всей длине станка.Для этого стоит на рабочем месте просверлить специальные отверстия. Требуется хорошо закрепить концы деталей, которые будут гнуться.
Этот способ ковки очень популярен у новичков в кузнечном деле.
На станке для холодной ковки металла, сделанном вручную, неопытный мастер сможет изготовить кованые балконные навесы, поручни для лестниц, различные решетки для окон, заборы, многочисленную домашнюю мебель, заборы, различные кованые аксессуары и предметы декора, дополняющие интерьер помещений, по подобию каминных решеток.Это хороший вариант для новичков.
Сборник чертежей на станки холодной ковки.
Рисунок улитки с лемехом.
На чертеже изображено устройство гибочной улитки с лемехом и правила работы с ним.
Детальный чертеж машины-улитки.
Устройство волочильное для гибки «Хомут».
Чертеж устройства Гнутик.
Видео оборудования холодной ковки для малого бизнеса.
- Плюсы холодной ковки
- Ковочный станок «Улитка»
- Сборка устройства
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите мастерить и не прочь сделать что-нибудь красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким, а также просто для души.
Холодная ковка позволяет изготавливать красивые и качественные изделия из металла своими руками.
Величественная красота кованых изделий завораживает взгляд и манит изящными линиями.Во всех лучших домах непременно можно было найти такие украшения, как ажурные металлические завитки. И в наше время, когда разработано немалое количество различных технологий и материалов, кованые изделия не утратили своей актуальности.
Изделия, полученные с помощью ковки, используются в дизайне наряду с пластиком, стеклом и другими элементами декора. Ковка металла бывает горячей или холодной. Для выполнения работ горячим методом необходимо выполнение ряда особых условий, поэтому сделать это в домашних условиях не так-то просто.Более доступный метод — холодный. Выучить его легче, а оборудование и станки для ковки можно сделать самому, если захочется.
Плюсы холодной ковки
При холодной ковке основными рабочими процессами являются гибка и прессование. Для проведения подобных мероприятий не нужно сообщать металлу определенную температуру. Но между этапами операции все же необходимо проводить некоторую термическую обработку.
Необязательно иметь в своем распоряжении полноценное оборудование для художественной ковки, некоторые инструменты многие любители изготавливают самостоятельно.С помощью самодельных инструментов можно придавать изделиям разные причудливые формы. Вам просто нужно приобрести рабочие навыки. Будьте готовы к тому, что для того, чтобы согнуть желаемую фигуру, потребуется усилие. Проведение работ возможно только с использованием сырья определенной толщины.
Изделия, изготовленные на оборудовании для холодной штамповки, прочнее литых или штампованных. Это связано с тем, что металлические стержни, проходящие через инструмент, прижимаются одновременно с приданием им желаемой формы.При таком способе ковки следует избегать ошибок, потому что их практически невозможно исправить. Имея опыт, вы сможете создавать прекрасные и привлекательные изделия в домашних условиях.
Используя оборудование для холодной ковки металла, можно создавать следующие изделия:
- оконные решетки;
- элемента типа перил для лестниц, балконных навесов;
- мебели для дома — кровати, стулья, столы;
- заборов и ограждений; В оформлении квартир использовано
- элемента: штативы для цветов, обрешетка камина.
При горячей ковке мастеру потребуется не только специальное помещение, но и кузнечное оборудование, а также особые условия. При использовании метода холодной обработки заготовку не нужно предварительно нагревать, а сам процесс более экономичен. При обработке целой партии однотипных элементов в домашних условиях все можно делать по трафаретам. Таким образом, можно значительно сократить время производства и снизить трудозатраты. Иногда изделия приходится прогревать, в местах стыков проводят прогрев, чтобы неровностей не получилось.Начинающим мастерам рекомендуется хорошо продумать план выполнения перед началом работы; Нелишним будет сделать эскиз желаемого изделия.
Вернуться к содержанию
Оборудование и инструмент для ковки
Ручной инструмент для операций холодной штамповки состоит из нескольких элементов. Основные аксессуары, которые могут вам понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутик;
- Фонарь;
- глобус.
Некоторые названия могут показаться забавными, но они очень удобны для домашнего использования.
Основным инструментом для работы является хлыст, он предназначен для изменения формы металла. С его помощью можно сгибать изделие под нужным углом или гнуть дуги разного радиуса.
Улитку чаще всего используют для скручивания металлических стержней по спирали. Это инструмент для гибки лент, прутков, квадратов не более 12 мм, труб и профилей до спиральных форм, изделий разного радиуса и формы.При использовании такого инструмента можно не ограничивать образовавшуюся спираль по радиусу и делать то количество, которое необходимо.
Вилка — два проводника для гибки валюты, используются для горячей и холодной ковки. Толщина сырья может быть максимум 16 мм при горячем способе и 10 мм при холодном.
Инструмент «фонарик» используется для сгибания металлических элементов. С его использованием обрабатываются металлические прутки диаметром 30 мм и меньше, либо квадратные профили толщиной 16 мм и меньше.
С помощью такого устройства, как волна, изготавливают волнообразные изогнутые элементы. Также применяется для обработки труб круглого или шестиугольного сечения, а также труб из профилей.
Твистер чем-то напоминает фонарик, с помощью обоих инструментов можно крутить стержни вокруг продольной оси.
Глобус позволяет сделать большую дугу из квадратного профиля толщиной до 12 мм. В этом случае плавно загибаются и концы заготовки.Так создаются различные выпуклые элементы декора.
Такой инструмент для холодной ковки совсем несложный, поэтому часто можно встретить и самодельные. Он практически ничем не уступает покупному.
Вернуться к содержанию
Кузнечное оборудование своими руками
Часто при работе кажется более целесообразным изготавливать самодельные станки для холодной ковки. Не каждый элемент можно полностью обработать только ручными инструментами для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом автомате-улитке.
Если домашний умелец изготовит какое-либо изделие на самодельном кондукторе, вещь получится уникальной, хотя по некоторым характеристикам будет уступать изготовленной в промышленных условиях. Когда планируется выполнить значительное количество деталей методом холодной штамповки, целесообразнее изготовить кондуктор с электродвигателем. Таким образом, вы можете облегчить свои рабочие задачи.
Не лишним будет предусмотреть выполнение на станке основных видов работ — скручивания, гибки, волочения.Эти приспособления можно комбинировать при создании кондуктора своими руками.
В процессе вытяжки заготовке придается определенная форма. Для этого его нужно пропустить через пресс или ролики, при этом сечение исходного материала уменьшится.
Процесс гибки означает, что заготовка изгибается под желаемым углом. Вы можете выполнить эту операцию с помощью шаблонов. Делать их следует следующим образом: готовится эскиз детали, по которому затем выполняется шаблон.Завиток приварить к металлической пластине, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляется в прорезь, второй фиксируется (в некоторых случаях можно просто подержать). С помощью рычага воздействуют на один из концов заготовки, который следует протащить по всем изгибам вдоль пластины, используемой в качестве шаблона.
При создании шаблона сварной шов нужно выполнять снаружи, иначе это помешает дальнейшему использованию изделия.
Многие мастера самостоятельно собирают не очень сложные устройства, с помощью которых можно изготавливать довольно замысловатые изделия. Все зависит от рабочих навыков мастера. Вы можете рассмотреть одну из таких самодельных моделей, чтобы понять сам принцип работы.
Самодельный станок для холодной ковки может пригодиться, если вы любите мастерить и не прочь сделать своими руками что-нибудь красивое для загородной усадьбы, домашнего интерьера, для подарков родным и близким или просто для души.
Величественный вид кованых изделий привлекает изящными линиями и завораживает взгляд. Издавна во всех лучших домах непременно можно было увидеть такой орнамент, как металлические ажурные завитки. Даже сегодня, когда разработано огромное количество различных материалов и технологий, кованые изделия не утратили своей актуальности.
Кованые изделия используются в дизайне наряду со стеклом, пластиком и другими элементами декора. Ковка металла происходит холодным или горячим способом.Для проведения процесса горячей ковки должны быть выполнены многие особые условия , потому что ей очень трудно учиться дома. Художественная холодная ковка — более доступный способ. Выучить его намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Холодная штамповка требует двух основных процессов:
Чтобы выполнить эти действия, вам не нужно сообщать металлу какую-либо температуру. Но между этапами работы все же должна проводиться определенная термическая обработка.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители делают инструменты своими руками. С помощью самодельного оборудования можно придать заготовкам всевозможные причудливые формы. Вам просто нужно приобрести определенные рабочие навыки. Поэтому будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, изготовленные на самодельном станке для холодной ковки, намного прочнее, чем изделия, изготовленные или отлитые методом штамповки. Это связано с тем, что металлические стержни, проходящие через инструмент, прижимаются друг к другу, чтобы придать им необходимую форму. При таком способе ковки нужно избежать ошибок , так как они практически непоправимы. С приобретением навыков вы сможете создавать привлекательные и чудесные изделия своими руками.
На самодельном станке для холодной ковки можно изготавливать такие изделия как:
- элементы типа балконных навесов, перил для лестниц;
- решетки на окнах;
- заборов и ограждений;
- мебель для дома — столы, стулья, кровати; При оформлении дома использовано
- элемента: обрешетка камина, треноги для цветов.
При горячей ковке мастеру требуется не только отдельное помещение, но и оборудование для кузнечного дела, а также особые условия. При холодном методе нет необходимости предварительно нагревать заготовку, а сам процесс намного экономичнее.
При обработке крупной партии однотипной продукции своими руками все можно сделать по трафаретам и рисунку. Таким образом, можно значительно снизить трудозатраты и сократить время производства.Иногда детали нужно нагреть, нагрев делают на стыках, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работы внимательно изучить план производства, будет лишним провести видеоурок и сделать чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для холодной штамповки включает в себя ряд элементов. Необходимые аксессуары, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- Фонарь.
Многие имена покажутся забавными, но они очень удобны для домашнего использования.
Основным инструментом для работы будет гайка, которая используется для изменения формы металла. Его функция — изгибать деталь под нужным углом или изгибать дуги разного радиуса.
Улитка используется, как правило, для намотки стальных прутков. Это инструмент для гибки прутков, полос, труб, квадратов и профилей до спиральной формы, изделий различной формы и радиуса. При использовании этого инструмента вы не можете ограничить созданную спираль радиусом и сделать то количество, которое требуется.
Инструмент фонарик нужен для сгибания металлических деталей. С его помощью обрабатываются металлические прутки сечением менее 30 мм или квадратные профили сечением менее 16 мм.
С помощью такого устройства, как волна, изготавливаются волнообразные изогнутые элементы. Применяют его и для обработки труб , имеющих шестиугольное или круглое сечение.
Твистер чем-то похож на фонарик. С помощью этих двух инструментов вы можете крутить стержни вокруг оси.
С помощью глобуса можно сделать большую дугу из профильного стержня толщиной до 12 мм. Причем концы заготовки тоже плавно загибаются.
Инструмент для холодной ковки абсолютно несложный, поэтому часто можно встретить и самодельные. Он почти ничем не уступает заводскому.
Станки кузнечно-прессовые
Часто при работе кажется гораздо целесообразнее изготовить станки для холодной ковки своими руками. Ведь не каждый элемент можно полностью обработать только на ручном ковочном оборудовании.Да и у цена у этого оборудования довольно высока, даже если речь идет о самой простой улитке автомате.
Если на самодельном проводнике мастер сделает какое-то изделие, то вещь будет уникальной, хотя по некоторым параметрам будет уступать изготовленной на заводе. Если вы планируете изготавливать большое количество деталей методом холодной ковки, то лучше всего сделать кондуктор с электродвигателем. Это упростит ваш рабочий процесс.
Целесообразно предусмотреть производство на станке основных видов работ — волочения, гибки и кручения.Эти приспособления можно комбинировать при создании кондуктора своими руками.
В процессе рисования изделию придается определенная форма. Для чего его нужно пропустить через валки или пресс, и сечение исходного материала уменьшится.
Процесс гибки заключается в гибке детали под необходимым углом. Вы можете выполнить эту операцию с помощью шаблонов. Делаются они таким образом: готовится чертеж изделия, по которому потом изготавливается шаблон. Приварите завиток к стальной пластине, затем этот лист прикрепляется к машине в держателе.Конец заготовки устанавливается в паз, другой конец фиксируется. С помощью рычага воздействуют на один конец изделия, который необходимо протягивать по всем изгибам пластины, используемой в качестве шаблона.
При изготовлении шаблона сварочный шов необходимо выполнять снаружи, иначе он будет мешать дальнейшей эксплуатации изделия.
Мастера часто сами собирают нехитрые приспособления, с помощью которых можно изготавливать весьма оригинальные изделия.Все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок ковочный улитка своими руками
С помощью станка домашние мастера делают всевозможные кольца и спирали, завитки, волны. Чтобы изготовить такой станок, необходимо действовать по чертежам и технологии , которая включает ряд этапов.
Перед изготовлением каких-либо приспособлений, ручных инструментов или художественных кузнечных машин необходимо выполнить графические изображения, шаблоны, эскизы, чертежи будущего приспособления.
Для получения более точной разметки лучше всего использовать миллиметровую бумагу. Нарисуйте на нем спираль, которая постепенно увеличивает радиус витков. Между поворотами должен соблюдаться одинаковый шаг. Надо сказать, что это условие нужно соблюдать только в тех случаях, когда требуется симметрия узоров, как правило, делается не более 4 штук.
Также продумайте, с какими заготовками вам нужно работать. Расстояние между витками нужно делать так, чтобы оно немного превышало диаметр металлических стержней, иначе будет сложно достать готовое изделие из станка.
Для рабочей поверхности потребуется листовой металл. Достаточно толщины в четыре миллиметра. Калибровка производится исходя из габаритов необходимых деталей. Для изготовления формы понадобится листовой металл в виде полос толщиной три миллиметра. С этим материалом можно обращаться с помощью ручных инструментов. Его просто сгибают по спирали с помощью плоскогубцев.
Для создания полноценного рабочего процесса необходимо надежно закрепить один конец изделия. Здесь вам понадобится кусок стержня, равный ширине полосы.Для крепления платформы требуется верстак. Часто в качестве подставки используют кусок толстостенной трубы. Главное — обеспечивают максимальную фиксацию , так как при холодной ковке усилия довольно большие.
Сборка станка
Существует множество вариантов изготовления любого станка для холодной ковки. Его можно сделать разборным, монолитным или цельным. При монолитной конструкции все устройство или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольших прутьев с расстоянием 5-6 см, для них необходимо проделать специальные отверстия в рабочей площадке.Не забывайте тщательно закреплять концы изделий, которые будете загибать.
Холодная ковка особенно популярна у начинающих кузнецов. Для изготовления изделий таким способом вам не понадобится ни хорошо оборудованная мастерская (можно обойтись гаражом или сараем), ни обладая большим опытом, вам не понадобятся специальные знания о поведении металлов. Что касается устройств, то все необходимые станки и инструменты можно сделать своими руками в домашних условиях.
Давайте рассмотрим типы светильников и формы, которые можно получить с их помощью.Мы подготовили для вас рисунки и тематические видеоролики. Так же рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы просто собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то изготовление станков и приспособлений своими руками поможет вам создать свой небольшой бизнес без лишних затрат.
Основные приспособления и станки
Машины для холодной штамповки в основном предназначены для дуговой или угловой гибки и скручивания. Они могут быть ручными или электрическими.
Основные виды машин и устройств для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарь»
Устройство «Гнутик»
Купленный или самодельный «Гнутик» — универсальный прибор, позволяющий получить из стержня дугу или угол. Представляет собой основание с ползуном, на котором закреплен упор с углом (90 ° или другой, если необходимо) и два цилиндрических фиксированных упора.Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на стороне, противоположной угловому упору.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» — вертикальное расположение
Для масштабирования размеров вот чертеж нижней планки этого «Гнезда».
Нижняя планка
Устройство универсальное.С помощью насадок можно не только гнуть, но и вырезать и пробивать дырочки. Но это уже будет следующий шаг.
Получение дуги на «Гнутик»
Получение угла на «Гнутик»
Так выглядит самодельный «Гнутик»:
Устройство «Твистер»
«Твистер» — инструмент для скручивания прутков, чаще всего квадратного сечения, по продольной оси. Это простое устройство может быть ручным или электрическим.Принцип работы: оба конца стержня фиксируются, затем одна застежка начинает поворачиваться, закручивая металл до необходимой формы.
Внешний вид купленного портативного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного на бывшем в употреблении электрооборудовании:
Для изготовления «Фонарей» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (англ., Но все очень понятно).
Видео 1. Как сделать заготовку для «Фонарика» на «Твистер»
Устройство «Улитка»
Инструмент Улитка предназначен для создания завитков (или спиралей) и валют (S-образных частей). Существуют различные конструкции.
Один из вариантов конструкции: 1 — улитка; 2 — основание станка; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — штифт для фиксации лемехов; 7 — проточка для прижимного ролика; 8 — ось рычага управления; 9 — пружина прижима ролика; 10 — зажим для заготовки; 11 — ведущая доля улитки; 12 — главная ось; 13 — рычаги
Результат должен быть такой:
Еще одна облегченная конструкция для гибки проката до 12 мм:
1 — сегмент улитки; 2 — эксцентрический; 3 — ручка; 4 — база; 5 — направляющие полозья; 6 — ось; 7 — бегунок; 8 — осевая гайка; 9 — ось крепления ролика; 10 — ролик; 11 — ведущий мост; 12 — эксцентриковая направляющая; 13 — центральный сегмент улитки; 14 — барашек эксцентричный; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — регулировочный винт; 18 — соединительное ухо сегментов улитки
Часто устройство «Улитка» изготавливают на подставке, особенно если вам нужно гнуть толстый прокат.
Несколько полезных видеороликов о самодельных машинках для улиток.
Вариант с твердым основанием на опоре:
Видео 2. Изготовление цоколя
Видео 3. Изготовление улитки
Видео 4. Работа станка
Опция настольного крепления:
Видео 5.Часть 1
Видео 5.Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Светильник «Глобус»
Такой прибор похож на школьный транспортир и предназначен для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника.Сначала один конец заготовки фиксируется загибом, затем загибается по всей длине по шаблону. Принцип работы чем-то похож на работу закаточной машины по консервации.
Внешний вид устройства
Видео 6. Работа на «Глобусе»
Используя чисто мускульную силу, лук большого диаметра можно сделать на шаблоне, привинченном или приваренном к верстаку. Хорошо гнуть полосу, тонкостенную трубу и т. Д.в теме.
Аппарат «Волна»
На аппарате «Волна» можно получить волнистые изделия из заготовки круглого, квадратного, шестиугольного сечения или трубы. Деформация заготовки происходит между вертикальными валками путем прокрутки.
Светильник Wave и полученные изделия
Видео 7. Устройство в действии
Устройство «Фонарик»
На этой машине изготавливаются заготовки элементов «Фонари» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней.По принципу действия станок аналогичен «Твистеру», но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Видео 8. Работа устройства для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Зажим» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки «Зажим» может быть изготовлено по прилагаемым чертежам.
Принадлежности для выполнения «гусиные лапки»
«Гусиная лапка» — расплющивание с нанесением красивых зазубрин на концах заготовок для придания элегантности рисунку или уменьшения толщины различных стыков.
Торцы элементов декорированы «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелого кузнечного молотка на опоре.В видеоматериалах мы предоставляем оба варианта.
Видео 9. Станок для изготовления «гусиных лапок»
Видео 10. Фурнитура для ковки «гусиные лапки»
Видео 11. Детальный процесс изготовления штампа
Ниже показан прокатный станок для выполнения той же операции.
Вальцовочная машина «гусиная лапка» (расстояние между роликами регулируется). Материалы для прокатного стана: шестерни и валы — запчасти от комбайна
б / у.
Принцип действия
Изготовление «улитки» с приводом
Улитка с электрическим приводом облегчает изготовление локонов и валют.Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка с максимальным сечением 10х10 мм. Двигатель мощностью 0,5 кВт / 1000 об / мин работает на пределе своих возможностей. Производит 6 оборотов вала в минуту. Сегменты спирали были выточены из круглой заготовки Ст.45 без термообработки, высотой 25 мм и толщиной 20 мм.Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик жестко закреплен в пазу. Между мотором и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитка
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатта.На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об / мин, обеспечивающим выходную мощность на валу около 10 об / мин. Это уже машина для профессионального использования. Используется б / у редуктор, из заготовки толщиной 30 мм вырезается матрица — самый трудоемкий процесс.
Для холодной ковки еще понадобятся наковальня и молоток. Кузница не нужна, она нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину.Это поможет вам подогнать элементы и не запутаться при сборке.
Из подручных материалов можно изготовить станки для холодной ковки.
Поскольку универсальные приспособления от производителей имеют достаточно высокую стоимость, самодельный станок для холодной ковки металла станет отличным решением для людей, занимающихся изготовлением кованых изделий.
Сегодня металлические конструкции с уникальным дизайном и смелыми архитектурными формами используются для отделки домов в коттеджных поселках.
Фигурно изогнутые кованые элементы ворот, заборов и калиток вносят необычный образ в ландшафтный дизайн усадьбы.
На предложенных фото видно, какой необычный художественный вид создают металлические конструкции.
Какие детали можно изготовить на станке холодной ковки
Холодная штамповка, в отличие от горячей технологии, проста и безопасна. Этот процесс не требует использования горячего металла и точного соблюдения рабочей температуры.
Станок холодной ковки можно сделать своими руками специально для изготовления определенного вида деталей.
Также самодельная машинка позволит решать самые разные задачи, поэтому будет просто универсальной.
С помощью самодельного станка можно будет добиться идеальной геометрии металлических элементов по индивидуальной дизайнерской задумке и самостоятельно изготовить оригинальные детали с выкройкой.
В процессе холодной декоративной ковки, как правило, используется мягкий металл — это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
Остальной ассортимент выпускаемой на станке продукции будет ограничиваться только фантазией и способностями мастера.
При желании можно своими руками изготовить ажурные элементы для лестниц, ворот и заборов.
Использование декоративных деталей позволит украсить камины и мангалы, красиво украсить внешние стены дома и беседку, сделать оригинальные треноги для цветов, как на фото.
Виды оборудования для холодной ковки
Существующие типы станков могут работать с электродвигателем или ручным приводом.
Первая версия устройства позволяет выполнять работу быстрее ручных станков, но при этом требует от мастера определенных навыков.
Ковочные станки для ковки делятся на типы:
- улитка — станок с отдельными съемными частями или цельный — применяется при изготовлении спиральных отдельных частей;
- универсальное приспособление — предназначено для резки, клепки и придания изделию объема;
- гнутик — с его помощью можно производить дуговую гибку металла или гибку деталей под определенным углом;
- устройство для формирования колец;
- твистер — позволяет гнуть изделие по оси;
- пресс — для формирования матричного оттиска на изделии;
- волна — для получения волнообразных элементов из металлических стержней.
Изготовление машины для улиток
Используя следующий список инструментов и металлических деталей, вы можете собрать цельную спиральную машину.
Для работы вам понадобится:
- прутки металлические;
- листов и полос стальных; Труба стальная профильная
- ;
- сварка, плоскогубцы, болгарка.
и пошаговая схема, а также просмотр тематического видео позволят получить качественный прибор с необходимыми параметрами:
- Используя лист бумаги, нарисуйте на нем трехвитковую спираль.Далее проверьте размеры, чтобы в результате в резьбу вошел армированный стержень диаметром 10 мм;
- С помощью болгарки вырежьте две пластины из стального листа. Первый должен иметь параметры 100х100 мм, второй — 130х130 мм;
- Возьмите стержень длиной 3 см и три стальных полосы. Края секций всех используемых деталей необходимо отшлифовать, чтобы избавиться от заусенцев;
- С помощью плоскогубцев согните стальные полосы по шаблону, в результате у вас получатся три спиральные части разной длины;
- С помощью сварки свариваются все элементы станка по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок службы инструмента;
- Стальная труба приваривается последней снизу в центре машины.
В результате проведенных работ должно получиться оборудование для холодной ковки металла, как на фото.
Если при декорировании каких-либо элементов интерьера резкой профильных труб никто не испытывает затруднений, то при необходимости их гнуть, наоборот, усложняется.
Качественно и быстро такие работы выполнят специальные трубогибочные станки, которые можно сделать заранее своими руками.
Чертежи для изготовления данного вида оборудования могут использоваться по-разному, в зависимости от того, какие материалы будут использоваться в работе.
На первый взгляд собрать станок производственного типа для холодной ковки металла, как на фото, сложно.
Но если мастер, работающий с металлом, уже успел набраться опыта, для него нет ничего невозможного. Главное — выбрать прочный, устойчивый фундамент для будущего сооружения.
Например, это может быть массивный металлический стол на основе труб или профиля.
Поскольку изгиб металла будет происходить за счет присутствующих в конструкции валов, необходимо выбрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра закреплены немного над столом, а третий, центральный, расположен над ними.
Расстояние между двумя крайними цилиндрами определяет угол, на который будет изгибаться труба.
Для того, чтобы можно было при необходимости изменять положение цилиндров, необходимо внести в конструкторские чертежи дополнения в виде стопоров и роликов, которые сделают эту деталь регулируемой.
После закрепления цилиндров необходимо организовать для них систему передачи вращения.
Для этого используют цепной механизм от старого автомобиля, который можно найти на вторичном рынке.
Лучше, если механизм будет укомплектован шестернями, если нет, то их придется покупать отдельно.
Шестерни установлены на двух крайних цилиндрах, а натяжитель расположен под валами в центре. Затем один из внешних цилиндров снабжен ручкой для создания вращающей силы.
Станок для холодной ковки металлических изделий готов. Дополнить приведенный выше материал деталями поможет следующее видео.
Как сделать торсион
Станок для холодной ковки торсионных изделий предназначен для скручивания металлических спиралей в виде змейки.
С таким устройством сложно работать вручную, поэтому чаще всего для изготовления торсиона используют чертежи с электрическими вариантами машин.
Для того, чтобы правильно собрать торсион, предлагаем посмотреть видео и ознакомиться с приведенной ниже инструкцией.
Инструменты и материалы для сборки станка:
- лист стальной;
- Балка двутавровая;
- тиски и крепежные детали;
- коробка передач, электродвигатель, цепь;
- болгарский;
- сварка.
Блок-схема:
- Основой будет двутавр, к одной стороне которого необходимо приварить стальной лист;
- Затем к стали прикрепляют тиски, приваривают и фиксируют болтами и гайками;
- Чтобы металлическое изделие при натяжении не выпрыгивало из станка, снизу и сверху к тискам прикрепляют пластины;
- Другая сторона двутавра оснащена роликами, на которых впоследствии устанавливается платформа;
- Другие тиски с подвижными основными элементами прикрепляются к поверхности получившейся конструкции.При этом обе конструкции, расположенные по краям двутавра, должны располагаться на одном уровне;
- Далее конструкция снабжена стальной ручкой из стержня; за счет его вращения изделие будет гнуться;
- Болтами соедините редуктор и двигатель. Обод колеса снабжен цепью;
- Конструкция закрыта стальным кожухом.
В результате проведенных действий получается станок с двумя блоками — подвижной и неподвижной.
Прессы для холодной штамповки | K1-E
Часто задаваемые вопросы
- Что такое HOLP
- Тандемные линии механического пресса с щелевой рамой
- Муфта и тормоз мокрого типа
- Конструкция рамы пресса с ЧПУ
- Шаровая чашка и конструкция штифта на запястье
Мы предлагаем ответы для всех типов общих вопросов — будь то технические по своему характеру или такие простые, как поиск карьерных возможностей.Примеры некоторых вопросов: Что такое HOLP? Где находится ближайший центр AIDA? Как мы можем получить копию руководства для нашей печатной машины AIDA? Что такое обратный тоннаж? Посетите наш раздел часто задаваемых вопросов, чтобы найти ответы на свои вопросы.
Посмотреть F.A.Q.Официальные документы AIDA-Tech
Темы, такие как расстояние между соединениями, системы направляющих скольжения, обратный тоннаж и другие, информационные документы AIDA-Tech предлагают информацию по множеству технических вопросов, связанных с штамповочными прессами и прессовыми операциями.
Просмотреть официальные документы AIDA-TechОтзывы пользователей
Пользователи прессы AIDA описывают свои компании и бизнес-операции, а также то, как они использовали технологию AIDA для достижения своих производственных целей и расширения своих возможностей и возможностей. Приводятся примеры различных типов компаний, от мастерских до поставщиков оборудования и производителей комплектного оборудования. Читайте дальше, чтобы узнать, как лидеры многих отраслей успешно сотрудничают с AIDA.
Посмотреть отзывы пользователейСтатьи о металлообработке
Мы поддерживаем библиотеку статей о металлообработке из различных отраслевых изданий, охватывающих широкий круг тем, связанных с штамповкой и прессованием. Темы включают в себя технологии печати, тенденции рынка и приложения для печати. Многие из собранных здесь статей были написаны или предоставлены сотрудниками AIDA.
Посмотреть статьи о металлообработкеПартнеры по образованию
AIDA не только инвестирует 5% годового дохода во внутренние исследования и разработки, но также активно участвует в исследованиях с образовательными учреждениями, такими как Центр прецизионного формования (OSU), Institut für Умформтехник, Эдисон Сварка и другие.
Об образовательных партнерахИсследования приложений и испытания штампов
Испытания штампов, предоставленные AIDA, в режиме реального времени с использованием ваших собственных штампов доказывают, что пресс-технология AIDA может иметь множество преимуществ для ваших операций по штамповке, включая повышение производительности, более высокое качество деталей и т. Д. уменьшение количества брака и сокращение затрат на техническое обслуживание.
Исследования по применению и испытания штамповТехнология штамповочных прессов
Более 100 лет AIDA разрабатывает и производит специализированные изделия для обработки металлов давлением, такие как штамповочные прессы для металла и сопутствующее оборудование для автоматизации, такое как трансферы, роботы и питатели.Эксклюзивная технология штамповки AIDA используется во всем нашем широком ассортименте прессов грузоподъемностью от 30 до 4000 тонн.
Stamping Press TechnologyТермины и глоссарий
В зависимости от оснастки многие различные типы прессов могут выполнять множество функций. В этом разделе нашего веб-сайта объясняются типичные операции печатной машины и другие термины, относящиеся к характеристикам и функциям печатной машины, а также основные характеристики и конструкции печатной машины.
Просмотр терминов и глоссарий Отличиягорячекатаного проката от холоднокатаного и кованого прутка
В мире прутков существуют разные способы производства прутков и разные вещи, которые следует учитывать при покупке прутков. Часто время выполнения заказа, количество и качество являются определяющими факторами при принятии решения о покупке слитка. Конечное применение также может играть важную роль и может варьироваться от продукта, в котором используется полная длина 20-футового стержня, до частей отрезанного и обработанного стержня с уникальной геометрией.В этом блоге мы обсуждаем варианты, которые могут предоставить покупателям как большие, так и малые количества — горячекатаный пруток, холоднокатаный пруток и кованый пруток. (Обратите внимание — существует еще один процесс, который проталкивает расплавленный пруток через головку, называемый горячим вытяжением или экструзией. Этот метод не идеален для закупок небольшого количества.)
Итак, горячекатаный пруток против холоднокатаного и кованого прутка
Прокатка и ковка прутка сводятся к одному и тому же фундаментальному процессу уменьшения толщины или изменения площади поперечного сечения металла за счет сжимающих сил.Другими словами, большой кусок металла, известный как заготовка, прижимается к размеру, форме и длине, необходимым для проекта. Этот процесс не только придает стержню форму, но и придает ему прочность.
Что такое горячекатаный пруток?
Это процесс нагрева заготовки до температуры более 1000 градусов по Фаренгейту выше фазы рекристаллизации металла, чтобы она стала пригодной для обработки, а затем прокатки ее через строгальный стан или валки для придания ей формы. Нагревание металла жизненно важно, потому что изменение молекулярной структуры металла приводит к образованию дендритов (нитевидные спорадические структуры) до зерен (организованных блочных структур), что происходит только тогда, когда металл находится в податливом состоянии.Создание более прочного металла происходит не только за счет образования зерен, но и за счет направленного потока зерен, достигаемого при прокатке прутка.
Плюсы и минусы горячекатаный пруток
Горячекатаный пруток быстро изготавливается из одной или нескольких частей. К сожалению, горячекатаный пруток не справляется с допусками по размерам. Когда металл охлаждается, он сжимается, что приводит к вероятности деформации, участкам различной толщины и масштабной отделке, что означает, что требуется механическая обработка, если важны размерная точность или тип отделки.Наконец, для горячекатаного проката решающее значение имеет время. Если цикл прокатки пропущен, время выполнения заказа увеличивается, поскольку дополнительный пруток не будет произведен до следующей смены прокатного стана.
Что такое холоднокатаный пруток?
Этот процесс берет все, что мы только что обсуждали о горячекатаном прутке, и добавляет шаг. Когда пруток достигает температуры, близкой к комнатной, его протягивают через матрицы или повторно прокатывают в процессе прогрессивной прокатки. Этот дополнительный этап, по сути, увеличивает деформационное упрочнение стержня, потому что он обрабатывается после рекристаллизации.Деформационное упрочнение может привести к упрочнению металла только настолько, что основная часть упрочнения достигается во время молекулярной реструктуризации, обеспечиваемой горячей прокаткой, в зависимости от марки.
Плюсы и минусы холоднокатаный пруток
Холоднокатаный пруток имеет лучшие размеры, прямолинейность и повышенный предел текучести. Он, опять же, используется для единичных или составных частей. Но с дополнительным шагом или повторной прокаткой холоднокатаный пруток отнимает много времени и может увеличить время выполнения заказа. Однако, в отличие от горячекатаного прутка, дополнительная обработка для обеспечения точности не требуется, а качество обработки не такое масштабное.
Что такое кованый пруток?
В ходе этого процесса, как горячекатаного прутка, слиток нагревается до тех пор, пока он не станет пластичным. Здесь процессы различаются, а не прокатка прутка для доведения его до нужного размера, ковка либо молотков, либо прессование прутка до требуемых приблизительных размеров. Эта операция обеспечивает минимальное передаточное отношение прутка 3: 1, что означает, что размер зерна кованого прутка намного меньше и плотнее, и в случае возникновения проблем с трубопроводами центры уплотняются.Затем, в зависимости от диаметра прутка, пруток пропускают через строгальную фрезу, придавая ему гладкую округлую поверхность.
Плюсы и минусы Кованый пруток
В процессе производства кованого проката используются все лучшие качества горячекатаного и холоднокатаного проката, что достигается быстро и эффективно. Эти стержни сохраняют размеры и прямолинейность при охлаждении, обладая при этом еще более высоким пределом текучести благодаря уникальной способности поковок создавать звуковые центры на этапе ковки.Минимальное обжатие 3: 1 помогает устранить любые проблемы, связанные с отсутствием консолидации по центральной линии, которые влияют на качество стержня. В отличие от дополнительного этапа при холодной прокатке, дополнительный этап прокатки после ковки выполняется, когда пруток горячий, поэтому после охлаждения не нужно тратить время на дополнительные процессы. Кованый пруток может быть использован для изготовления единичных или составных частей и производиться по запросу. Другое существенное преимущество — большие диаметры. Катаный пруток изготавливается определенного максимального размера, а кованый пруток имеет более широкий диапазон диаметров.
Если вы новичок в ковке или хотите сравнить качество прутков, команда Scot Forge Bar готова помочь вам сориентироваться в выборе.