Конструкции фрез
Все фрезы делятся на три вида: цельные, составные и сборные. У первых двух компактная конструкция и они имеют большее количество зубьев. Но для переточки такие фрезы придётся снимать. У сборных зубья закрепляются механически, и их можно быстро заменить, не снимая фрезы. Сборные более практичные, но тоже имеют свои недостатки. Правда у современных фрез таких недостатков становится всё меньше.
Как правило, конструкции фрез различаются на цельные, составные и сборные. Цельные фрезы изготовляются полностью из инструментального материала. Режущая часть составных фрез изготавливается из инструментального материала, а хвостовик, приваренный к ней из конструкционной стали. К составным фрезам также относятся фрезы зубья, которых — пластины из инструментального материала напаиваемые на корпус фрезы. При помощи специальных крепежных элементов – зубья сборных фрез закрепляются в корпусе механически. Режущий элемент «зуб» представляет собой либо резец с напаянной специальной твердосплавной пластинкой либо монолитную пластинку из твердого сплава, инструментальной стали или другого инструментального материала.
Цельные и составные фрезы имеют наиболее компактную конструкцию. При небольших размерах у таких фрез может быть больше зубьев, нежели у сборных фрез. Однако у них есть и существенные недостатки: цельные фрезы — повышенный расход инструментального материала; составные с напайными пластинками из твердых сплавов — невозможность регулировки положение зубьев при износе, а также трудность их восстановления в случае поломки/повреждений. Для переточки эти фрезы нужно снимать со станка – по-другому никак.
Наиболее рациональное применение инструментального материала обеспечивают, конечно же – сборные конструкции. Изношенные зубья можно достаточно быстро заменить, при этом, не снимая со станка фрезу. Вследствие этого значительно сокращаются потери времени, которые связаны со сменой инструмента для переточек.
Недостатками сборных конструкций являются:
- трудность размещения большого количества зубьев в корпусе обусловленного размера, из-за чего сборные фрезы при равных диаметрах обычно имеют меньше зубьев, нежели составные и цельные;
- наличие крепежных деталей, которые удерживают режущие элементы в корпусе, следовательно, повышенную трудоемкость производства фрез;
- весьма высокие требования к обработке базовых поверхностей, которые обеспечивают заданное положение вставных зубьев, а также к точности размеров непосредственно самих зубьев в конструкции, где смену зубьев осуществляют без последующей тонкой регулировки положения их в корпусе фрезы;
- высокие требования к точности пластинок (из твердых сплавов) в конструкциях фрез с неперетачиваемыми пластинками, которые закрепляются механически.


Эти недостатки с каждым годом уменьшаются, потому, как постоянно разрабатываются новые современные конструкции фрез повышенной технологичности, с упрощением обработки базовых поверхностей, где применены компактные элементы закрепления зубьев и сделаны иные усовершенствования.
Успехи, которые в настоящее время достигнуты в технологии изготовления высокой точности в размерах многогранных неперетачиваемых твердосплавных пластинок, перед фрезерным, токарным и другим инструментом сборных конструкций – открывают широчайшие перспективы применения. Возможность многократного использования корпуса либо державки инструмента, быстрота и простота замены изношенных пластинок без обязательного снятия инструмента со станка, а также его последующей настройки на размер, позволяют такому инструменту быть достаточно экономичным даже при высоких начальных затратах на изготовление элементов крепления зубьев и соответственно самого корпуса.
При разработке новых конструкций различных фрез осуществляют следующие требования, такие как:
1. Число зубьев по возможности должно быть большим, потому как именно от этого пропорционально зависит минутная подача (то есть – производительность обработки).
Число зубьев по возможности должно быть большим, потому как именно от этого пропорционально зависит минутная подача (то есть – производительность обработки).
В свою очередь зубья должны быть прочными/крепкими, а расстояние между ними, шероховатость и форма поверхности стружечных канавок должны четко обеспечивать надежное размещение, а также отвод стружки (последнее крайне важно именно для концевых фрез, которыми обрабатываются глубокие пазы). В некоторых ситуациях, к примеру, во время образования сплошной сливной стружки, переднюю, поверхность зубьев у концевых фрез делают ступенчатой, чтобы происходило дробление стружки. Форма, число зубьев и их месторасположение (шаг) должны обеспечивать равномерное функционирование без значительных вибраций. В ряде случаев это достигается изготовлением фрез с неравномерным шагом зубьев.
Если говорить о торцовых фрезах, которыми обрабатывается чугун, то когда отвод стружки несложный, используют сборные конструкции с достаточно близким размещением зубьев или же с режущими элементами, где каждый имеет по 2-3 зуба.
2. Угол наклона стружечных канавок обязан обеспечивать максимально плавную работу фрезы, а также потребное направление отвода стружки. Во время фрезерования концевыми фрезами труднообрабатываемых материалов, отличные результаты получаются повышением прочности фрезы путем уменьшения числа зубьев с одновременным повышением угла наклона до 35—45°, причем, при этом, несмотря на значительное сокращение числа зубьев, прекрасно, получается, повысить минутную подачу.
В некоторых случаях для уменьшения вибраций прибегают к изготовлению именно «концевых фрез», у которых угол наклона от зуба к зубу – изменяется. Особенно хорошие результаты получаются, когда этот прием сочетают с неравномерным шагом зубьев – и это факт!
3. При снятии значительных припусков торцовыми, дисковыми и концевыми фрезами, также для отрезных и прорезных фрез должно быть максимально обеспечено между зубьями фрезы самое рациональное распределение припуска, которое обеспечивает снижение нагрузки непосредственно на зуб, разделение стружки и, следовательно, надежный ее отвод. Именно для этого используют торцовые и дисковые ступенчатые фрезы, а также дисковые фрезы, у которых обычные зубьями и зубья разнонаправленные размещенные в шахматном порядке.
Именно для этого используют торцовые и дисковые ступенчатые фрезы, а также дисковые фрезы, у которых обычные зубьями и зубья разнонаправленные размещенные в шахматном порядке.
Непосредственно у прорезных фрез, которыми обрабатываются глубокие пазы и у отрезных фрез число зубьев – уменьшают (в том числе путем специального стачивания зубьев через один), также применяют разнонаправленные зубья, у четных и нечетных зубьев затачивают переходные режущие кромки, на поверхности диска фрезы сбоку у стружечной канавки («холодильники») делают углубления.
4. Форма режущего клина максимально должна обеспечивать наименьшее сопротивление во время резания при сохранении достаточной прочности, а также стойкости инструмента. При этом целесообразно стремиться к использованию инструмента именно с положительным передним углом. Применив двойную форму передней поверхности непосредственно с узкой фаской, а также с отрицательным передним углом у основной режущей кромки и положительным углом «передним» на остальной передней поверхности при наиболее больших силах резания можно легко добиться достаточной надежности и прочности инструмента.
5. При повышенных требованиях к шероховатости обработанных поверхностей и точности размеров должна быть максимально обеспечена достаточно высокая размерная стойкость инструмента непосредственно за счет применения торцовых и дисковых фрез с зачистной режущей кромкой, а также фрез с регулируемой дистанцией между режущими кромками (это делается при обработке пазов для дисковых трехсторонних фрез).
6. Особое внимание необходимо уделять и выбору способа установки/закрепления непосредственно самой фрезы, который будет обеспечивать максимально минимальное биение зубьев, высокую жесткость, прочность и возможность быстрой замены фрез. Особенно это касается станков с ЧПУ (числовым программным управлением).
Выбор диаметра фрезы
Фрезерование — это обработка заготовки инструментом, имеющим главное движение вращения и хотя бы одно движение подачи.
Наиболее часто фрезерование применяется для обработки:
- Плоских поверхностей
- Пазов, спиральных канавок
- Фасонных поверхностей
- Зубчатых колес и резьбы
Для каждого вида обработки необходимо правильно выбрать диаметр фрезы, особенно это касается обработки плоских поверхностей.
Фрезерование плоскостей обычно производится:
- торцевыми фрезами
- цилиндрическими фрезами
- концевыми фрезами
Торцевые фрезы, по отношению к другим, имеют ряд преимуществ:
- более жесткое крепление на оправке или шпинделе;
- плавная работа большого числа одновременно работающих зубьев;
- большие скорости резания и подачи, особенно для фрез, оснащенных пластинками твердого сплава.

Поэтому фрезерование плоскостей в большинстве случаев целесообразно производить торцевыми фрезами.
Как правильно выбрать диаметр фрезы
Наиболее подходящий диаметр торцевой фрезы зависит от размеров обрабатываемой заготовки, а также от мощностных характеристик станка. При этом важным фактором, определяющим успешное выполнение операции фрезерования, является взаимное расположение обрабатываемой поверхности и фрезы.
Ширина фрезерования особенно сильно влияет на выбор диаметра фрезы при обработке торцевыми фрезами. В этом случае соотношение фреза-деталь по ширине резания должно составлять приблизительно 3:2 или диаметр фрезы должен быть в 1,5 раза больше ширины детали. Например, если ширина резания составляет 100 мм, то выбирайте диаметр фрезы 160мм.
Если ширина детали большая, выбирается диаметр фрезы, соответствующий мощности шпинделя станка, и обработка ведется за несколько проходов. Например, если ширина детали составляет 600 мм, а станок оборудован стандартным шпинделем с конусом 50, следует использовать фрезу диаметром 200мм и фрезеровать за пять проходов с шириной фрезерования 120мм или за четыре прохода с шириной резания 150мм в зависимости от мощности и жесткости станка.
Например, если ширина детали составляет 600 мм, а станок оборудован стандартным шпинделем с конусом 50, следует использовать фрезу диаметром 200мм и фрезеровать за пять проходов с шириной фрезерования 120мм или за четыре прохода с шириной резания 150мм в зависимости от мощности и жесткости станка.
Нежелателен выбор диаметра фрезы приблизительно равный ширине резания. Стружка, образующаяся при входе и выходе, будет очень тонкой. Из-за чего будет не способна отводить тепло так же эффективно, как более толстая, и тепло снова переносится в пластину, вызывая повышенный износ режущей кромки. Так же есть вероятность заклинивания детали в зонах выхода и входа.
Если фреза нужного диаметра отсутствует, то выйти из данной ситуации можно благодаря правильному расположению фрезы:
- Установите фрезу так, чтобы приблизительно ¼ корпуса находилась вне детали, и фрезеруйте за несколько проходов.
- Выберете фрезу с отрицательным углом начального контакта (желательно).

Когда диаметр фрезы значительно превышает ширину заготовки, то ось фрезы следует сместить с оси симметрии заготовки. Конечно, близкое расположение оси фрезы к оси заготовки позволяет обеспечить наикратчайший путь зубьев фрезы в металле, надежное формирование стружки на входе и благоприятную ситуацию относительно ударных нагрузок на пластину. Но когда ось фрезы расположена точно по оси симметрии заготовки, циклическое изменение силы резания при врезании и выходе может привести к возникновению вибраций, которые приведут к повреждению пластины и плохой шероховатости поверхности.
При торцевом фрезеровании по возможности избегайте фрезерования плоскостей с пересечением пазов и отверстий, так как при этом режущие кромки будут работать в неудовлетворительных условиях прерывистого резания. Выполняйте операцию изготовления отверстий после фрезерования. Если такой вариант невозможен, то при пересечении фрезой отверстия снижайте величину подачи на 50% от рекомендованной.
При обработке больших плоскостей старайтесь не прерывать контакт фрезы с заготовкой, обходя поверхность по периметру, а не за несколько параллельных проходов. Обработку углов необходимо осуществлять по радиусу, превышающему радиус фрезы, чтобы исключить возможность возникновения вибраций, связанных с резким увеличением угла охвата фрезы.
Обработка плоскости торцевой фрезой показана ниже на видео:
Используемая литература:
- Каталог Kennametal- техническая часть (фрезерование)
- Информационно-аналитический электронный журнал «Планета Сам»
- ИнМет — Металлообработка «Фрезерование торцевыми фрезами»
- Каталог Pramet — Фрезерование 2012
Каталог фрез по металлу на онлайн-выставке Enex: https://enex. market/catalog/metallorezhushchiy_instrument/frezy_po_metallu/
market/catalog/metallorezhushchiy_instrument/frezy_po_metallu/
Что такое дорожная фреза ✔️ устройство ✔️ технические характеристики и фото дорожных фрез.
Время чтения: 3 минуты
Содержание:
Дорожная фреза — это строительное навесное оборудование, которое предназначено для измельчения и разрушения асфальтобетонных покрытий, снятия и нанесения дорожной разметки.
Назначение дорожной фрезы
Фрезы применяются для фрезерования (удаления) верхнего слоя дорожного полотна. Дорожная фреза используется при ремонте ям и калейности дорог, а также как вспомогательное оборудование при ремонте магистральных дорог, когда нужно сделать плавный переход между снятым покрытием и старым асфальтом.
Устройство и принцип работы дорожной фрезы
Стандартная фреза состоит из корпуса, барабана и гидравлического двигателя. Рабочий орган фрезы — это фрезерный барабан, на нем расположены резцедержатели с твердосплавными резцами. На барабане установлены резцы.
На барабане установлены резцы.
Когда оператор подает давление на гидромотор, барабан начинает вращаться. Происходит механическое взаимодействие резцов фрезы с асфальтобетонным покрытием. Поскольку резцы изготовлены из специального сплава, их твердость намного выше твердости асфальта, что позволяет снимать старое покрытие с большой эффективностью.
В ходе работы резец двигается вокруг своей продольной оси. При этом вращение происходит в основном во время холостого хода. Результатом вращения становится равномерный износ контактных поверхностей резца. Важно регулярно контролировать состояние резцов, так как они имеют ключевое значение в процессе фрезеровки.
Технические характеристики дорожных фрез
Главными характеристиками фрезы являются:
- ширина фрезерования;
- заглубление во фрезеруемую поверхность;
- наличие или отсутствие восьмиградусного перекоса;
- способ регулировки заглубления и поперечного сдвига, гидравлический или механический.

Фрезы, представленные в Компании «Традиция-К», имеют ширину от 350 до 600 мм и заглубление до 150 мм.
Клиенты часто спрашивают у нас расчет производительности дорожной фрезы. Можно сказать, что при заглублении 50 мм производительность навесной фрезы составляет 1 метр в минуту.
Дорожные фрезы устанавливаются на различную технику: экскаваторы-погрузчики и все крепления мини-погрузчиков.
Неисправности дорожной фрезы
К наиболее часто встречающимся поломкам дорожной фрезы относится нарушение работы в электроцепи, гидравлике, фрезеровочном барабане. На фрезах с гидравлическим управлением при использовании старого, грязного масла забиваются каналы распределительного блока, что влечет за собой проблемы с откликом фрезы на команды оператора.
В гидравлической системе могут износиться детали гидронасосов, падает давление.
При установке некачественных резцедержателей с резцами возможна проблема с повышенным износом резцов, вплоть до вылета резцов из резцедержателей при работе.
В Компании «Традиция-К» вы найдете широкую линейку дорожных фрез отечественного и импортного производства, на разные типы машин. Наши менеджеры помогут вам с выбором лучшего решения для фрезерования к предстоящему весенне-летнему сезону.
Остались вопросы? Задайте их нашему специалисту.
Получить консультацию
Подписывайся на нас!
Фрезерные инструменты. Фрезы с СМП.
Фреза – металлорежущий инструмент, чаще всего имеющий несколько режущих зубьев, способный снимать стружку с заготовки, тем самым получая необходимую по конструкции деталь. Главное движение резания при обработке фрезами является вращение фрезы вокруг своей оси, вспомогательное движения – подача заготовки на фрезу.
СМП – сменная многогранная пластина.
Для правильного подбора фрезы под определенную операцию, нужно учитывать следующие факторы:
1. Модель станка.
2. Состояние станка и вспомогательной оснастки (жесткость системы СПИД, мощность, крутящий момент, максимальные обороты и подача, биение максимальное, подвод СОЖ).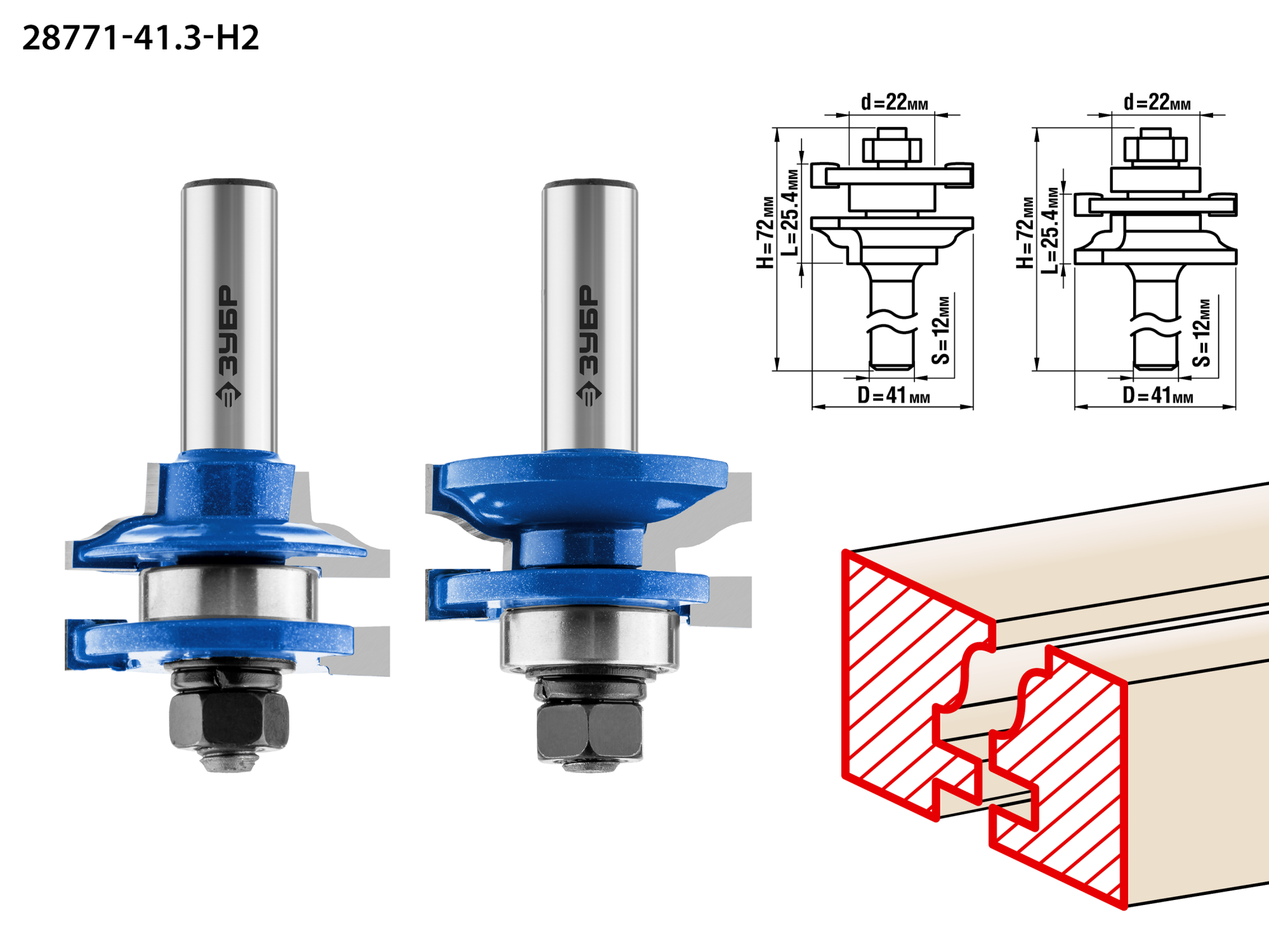
3. Виды обработки фрезой (обработка отверстий, пазов, карманов, уступов, плоскостей, канавок, резьбы, точение фрезерованием).
4. Партийность заготовок (единичная, серийная, массовая).
5. Материал заготовки (сталь, нержавейка, титан, пластмасса, цветной сплав и т.д.).
6. Метод получения заготовки (отливка, прокат, штамповка, вырезка)
7. Требования к обрабатываемой поверхности (допуск, шероховатость, прямолинейность, округлость и т.д.).
8. Технические требования к заготовке (термообработка, покрытие, упрочнение поверхностного слоя и т.д.).
9. Конструкцию и технологичность детали (тонкостенная, пересекающиеся отверстия, поверхности входа и выхода сверла из отверстия и т.д.).
Фрезы концевые со сменными пластинами (тип «кукуруза»)
рис. 1 – фрезы тип «кукуруза»
Данный вид длинокромочных фрез используются для обработки высоких пазов, уступов на станках фрезерной группы с вертикальным расположением шпинделя.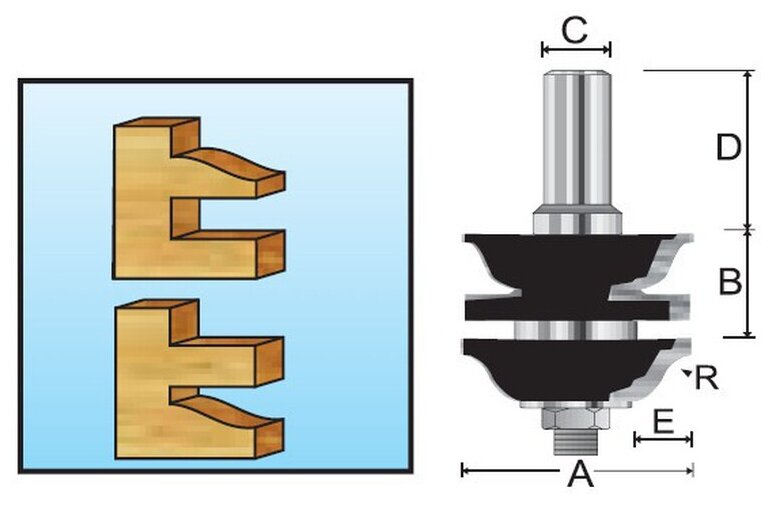 Фрезы имеют несколько рядов пластин, основное преимущество перед цельными фрезами:
Фрезы имеют несколько рядов пластин, основное преимущество перед цельными фрезами:
- быстрая смена пластин не требует переточки
- универсальность применения (1 корпус фрезы под пластины для разных материалов)
- фрезы имеют сменную головку (сменную вершину режущей части)
- экономически обосновано применение на станках с ЧПУ
Фрезы бывают:
- с хвостовиком (хвостовик с конусом 7:24 — SK, BT, ISO и т.д. или конус Морзе)
- насадные
- с хвостовиком типа WELDON
- с хвостовиком цилиндрическим
Преимущество при обработке:
- закрытые пазы
- неглубокие пазы
- криволинейные пазы
- универсальность применения
Фрезы для обработки Т-образных пазов с СМП
рис. 2 – фреза с СМП для Т-образных пазов
Фрезы предназначены для обработки Т-образных пазов при изготовлении или ремонте столов для металлорежущих станков.
Фрезы с СМП для обработки канавок (циркулярные фрезы)
рис. 3 – фреза с СМП для обработки канавок
Фрезы используют для обработки узких и неглубоких канавок на внутренних и наружных поверхностях под стопорные кольца и различные уплотнения (манжеты, прокладки).
Фрезы сферические со сменной пластиной
рис. 4 – фреза с СМП сферическая
Сферические фрезы применяют для обработки профильных (рельефных) поверхностей, с высокими подачами на зуб и скоростями резания для чистовой и получистовой обработки. Для достижения наилучших показателей точности и производительности рекомендуется выполнять черновую обработку на одном станке, чистовую на другом с использованием специализированного инструмента.
Фрезы торроидные со сменной пластиной
Торроидные фрезы применяют для обработки глубоких пазов и карманов.
Чистовые операции рекомендуется выполнять на станках, имеющих 4 и 5 ось для достижения наилучших показателей производительности за счет современного программного обеспечения ЧПУ.
Фрезы для работы с большими подачами со сменной пластиной
Фрезы применяют для обработки профильных (рельефных) поверхностей, с очень высокими подачами на зуб и скоростями резания для чистовой и получистовой обработки. Такие операции называют суперфинишным фрезерованием.
Фрезы для обработки фасок с СМП
Фрезы применяют для обработки наружных и внутренних фасок. Позволяют обрабатывать фаски под различными углами, отличная альтернатива операции строгания длинных деталей или точения фаски на трубах большого диаметра.
Фрезы дисковые с СМП
Фрезы дисковые чаще всего применяют для глубоких обработки пазов, уступов, плоскостей. Также они более высокопроизводительны при использовании их на станках с горизонтальным расположением шпинделя. Фрезы бывают двухсторонние или трехсторонние с разнонаправленными и однонаправленными зубьями, а также регулируемые по ширине.
Также они более высокопроизводительны при использовании их на станках с горизонтальным расположением шпинделя. Фрезы бывают двухсторонние или трехсторонние с разнонаправленными и однонаправленными зубьями, а также регулируемые по ширине.
Преимущество при обработке:
- открытых пазов
- глубоких пазов
- возможность изменения размера на регулируемых по ширине фрезах
- возможность обработки нескольких пазов набором фрез
- отрезка
- большой выбор фрез по ширине и глубине фрезерования
Недостатки:
- закрытые пазы
- только прямые канавки
- плохая эвакуация стружки
Технические рекомендации при работе дисковыми фрезами
- В процессе резания должен учавстовать как минимум хотя бы один зуб фрезы.
- Необходимо контролировать толщину стружки для достижения оптимального значения подачи на зуб.
- Заранее произведите расчеты по максимальному значению потребляемой мощности и моменту при фрезеровании в тяжелых условиях.
- Старайтесь выбирать по необходимости оправку для фрезы наиболее жесткую и с наименьшим вылетом.
- Убедитесь в надежном закреплении заготовки в приспособлении.

Попутное фрезерование
Наилучший вариант обработки. Необходимо применять жесткий упор во избежание сдвига заготовки. Направление подачи совпадает с направлением сил резания, что накладывает высокие требования к жесткости станка и отсутствию зазоров в ШВП.
Встречное фрезерование
Альтернативный метод фрезерования, рекомендуемый при недостаточной жесткости системы или при обработке экзотических материалов. Является хорошим решением при возникновении проблем с эвакуацией стружки при прорезке глубоких пазов.
Фрезы для обработки резьбы со сменной пластиной
Обработка резьбы фрезой при неподвижной заготовке все чаще заменяет операции резьбонарезания метчиком и резцом. Фрезы позволяют нарезать резьбу наиболее близко к уступу или ко дну отверстия. При фрезеровании значительно лучше отводится стружка, что наиболее благоприятно влияет на качество обработки, особенно при обработке вязких материалов.
Фрезы позволяют нарезать резьбу наиболее близко к уступу или ко дну отверстия. При фрезеровании значительно лучше отводится стружка, что наиболее благоприятно влияет на качество обработки, особенно при обработке вязких материалов.
Преимущества:
- Для правой и левой резьбы один и тот же инструмент
- Один инструмент для разных диаметров резьбы
- Нарезание резьбы наиболее близко к уступу или ко дну отверстия
- Обработка резьб с различным полем допуска одним инструментом
- Хорошее стружкоудаление
- Высокая производительность при обработке закаленных материалов и труднообрабатываемых материалов
- Легко удаляется из отверстия в случае поломки инструмента
Недостатки:
- Не всегда профиль резьбы соответствует идеальному
- Следы подачи на резьбе остаются
- Каждая фреза для определенного шага резьбы
- Повышенный отжим инструмента из высоких сил резания радиальных
Фрезы специальные. Фрезы для обработки зубчатых колес
Фрезы для обработки зубчатых колес
Станки, на которых используют фрезы
Вертикальные и горизонтальные обрабатывающие центры
Токарные обрабатывающие центры
Универсальные вертикально-фрезерные и горизонтально-фрезерные станки
Горизонтально-расточные станки
Какие бывают фрезы для аппаратного маникюра
Хотя характеристик, на которые ориентируются nail-мастера при подборе инструментов, много, материал — это основной параметр, от которого зависит, как они будут обрабатывать поверхность, как быстро затупятся, как их очищать и стерилизовать.
Поэтому в этой статье мы рассмотрим особенности, преимущества и недостатки материалов фрез для маникюра. Процесс работы разными инструментами на разных этапах – на видео.
Алмазные
Такие инструменты подходят для работы как с нежной кожей и ломкими ногтями, так и с утолщенной пластиной, искусственными материалами для наращивания. Алмазной фрезой для маникюра хорошо снимать птеригий, но надо правильно подобрать зернистость. Она бывает 5 видов и имеет маркировку цветом:
Алмазной фрезой для маникюра хорошо снимать птеригий, но надо правильно подобрать зернистость. Она бывает 5 видов и имеет маркировку цветом:- желтый — экстрамелкая;
- красный — мелкая;
- синий — средняя;
- зеленый — крупная;
- черный — экстракрупная.
Виды покрытия:
- натуральная крошка — практически вечная фреза, не тупеет со временем, не забивается, но стоит дорого;
- искусственная крошка — бюджетная, универсальная, срок службы — 3-4 месяца;
- спеченные фрезы. Их изготавливают из алмазного порошка, запекают в специальной печи. Спеченные насадки дороже обычных, но ресурс их службы больше примерно в 20 раз.
 Для максимально деликатного воздействия выбирайте фрезы для аппаратного маникюра с золотым напылением.
Для максимально деликатного воздействия выбирайте фрезы для аппаратного маникюра с золотым напылением. Особенность алмазных фрез — не нагреваются во время работы, хорошо обрабатывают кожу и ноготь на маломощных аппаратах: до 20 тыс. об./мин.
Твердосплавные
Они изготовлены из смеси металлов на основе вольфрама. Им нет равных при работе с кутикулой, боковыми валиками, но с натуральными ногтями нужно обращаться осторожно из-за высокой травмоопасности.
Поэтому обычно эти фрезы использовать рекомендуют для работы с искусственным покрытием. Они справятся со спиливанием длины, коррекцией, формированием края после наращивания.
Различают твердосплавные насадки для аппаратного педикюра и маникюра по виду насечек:
-
Прямые — жесткие, травмоопасные.
-
Косые — средний вариант.
-
Крестообразные, решетчатые — подходят для щадящей обработки.
Особенность твердосплавных фрез — отсутствие пыли при работе со всеми видами поверхностей.
Стальные
Инструменты универсальны, имеют долгий ресурс службы (до 5 лет), подходят под все виды стерилизации, в том числе при высоких температурах. Фрезы используют для работы с искусственными ногтями, гипергидрозной стопой, чтобы решить проблему трещин, мозолей, ороговелостей, натоптышей.
Особенность стальных фрез — возможность снимать тонкие (до 1 мм) слои поверхности, например, при снятии гель-лака, обработке птеригия.
Керамические
Керамика — экстра твердый материал с длительным ресурсом работы. Не поддается коррозии, не нагревается во время вращения, выступы на фрезе не забиваются пылью. Опытные nail-мастера имеют в арсенале несколько керамических фрез для щадящего маникюра, новичкам их советуют на период обучения. Керамика нечувствительна к химическим дезинфицирующим растворам, ее можно нагревать в автоклаве или сухожаровом шкафу.
Особенность керамических фрез — хрупкость. С ними нужно обращаться осторожно — падение на пол грозит сколом поверхности.
Корундовые
Относятся к классу шлифовщиков. Подходят для обработки натурального, искусственного ногтя, кожи в районе кутикулы и стоп.
Корундовые фрезы изготовлены из кристаллического оксида алюминия — искусственного рубина. Его мягкие абразивные свойства применяют для щадящей обработки чувствительной кожи. Травмоопасность корундовых фрез для аппаратного маникюра крайне низкая, поэтому мы рекомендуем их мастерам-новичкам.
Особенность корундовых фрез — сохранение своих свойств даже при истирании насадки.
Силиконовые
Относятся к классу полировщиков. С помощью силиконовых фрез для маникюра делают финальную обработку ногтевой пластины. В основе материала — силикон и абразивные частицы разного диаметра. Крупная зернистость подойдет, если нужно зашлифовать поверхность ногтя или стопы, мелкая — чтобы отполировать пластину до блеска.
Фрезой из силикона хорошо снимать глянцевый слой с поверхности натуральных ногтей. Она мягко спиливает верхний шар, сохраняя структуру пластины. Такие насадки для аппаратного педикюра делают стопу гладкой, приятной на ощупь. При этом они не забиваются частицами кожи и пылью, поэтому их не нужно постоянно очищать в процессе работы. Минус силикона — недолговечность (1-2 мес.).
Особенность силиконовых фрез — сильный нагрев при работе с искусственными поверхностями (гелем, акрилом). Мастеру нужно контролировать время обработки участка, не задерживать фрезу в одном месте.
Песочные
Шлифовальные колпачки — сменные (одноразовые) наконечники, которые устанавливают на резиновую или металлическую основу. Используются на финальном этапе маникюра или педикюра для устранения неровностей, шероховатостей ногтевой пластины, кожи на стопах, возле кутикулы.
Изготовлены по принципу наждачки — на бумажную поверхность нанесен мелкодисперсный песок и закреплен клеевым слоем. Стерилизовать их нельзя, даже если изделия сохранили нормальный внешний вид. Повторно можно использовать только основу.
Песочные насадки различают по степени абразивности:
-
Экстрагрубая — 60 грит.
-
Грубая — 80 грит.
-
Средняя — 150 грит.
-
Тонкая — 320 грит.
Особенность песочных колпачков — гигиеничны; изделия премиум-класса не замокают.
Роторные фрезы Hammer – Основные средства
Взгляни на привычные вещи по-новому
Популярность технологии холодного фрезерования в мире стремительно растет. Роторные проходческие фрезы активно используются для разработки траншей, демонтажа бетона, разработки котлованов и карьеров – в тех областях, где традиционные методы работы являются неэффективными или дорогими. Почему же наш рынок должен оставаться позади? Компания «Хаммер Рус» предлагает по-новому взглянуть на привычные вещи и рассмотреть те сферы строительных и горных работ, в которых холодное фрезерование составит серьезную конкуренцию стандартным технологиям.
Там, где прекращает работать ковш, самое эффективное решение по прокладке траншеи – роторная фреза. Роторные фрезы Hammer могут нарезать траншеи шириной от 100 до 2000 мм за один проход как в мягких породах, так и в скале и в армированном бетоне. Форма траншеи, полученной гидромолотом, – трапеция с рваными поверхностями, нуждающимися в доработке, а значит, оператор тратит лишнее время на дополнительные операции. Боковые поверхности и дно траншеи после прохода фрезы не нужно дорабатывать. Выгребать отфрезерованный материал ковшом намного быстрее и удобнее, чем после работы гидромолота. Кроме того, фреза может обойти любые по конфигурации коммуникации, находящиеся на траектории траншеи.
| Показатель/ альтернатива | Фреза | Ковш | Гидромолот | Траншеекопатель |
|---|---|---|---|---|
| Работа с материалом, превышающим прочность на сжатие 20 МПа | Да | Нет | Да | Нет |
| Способность сформировать ровную поверхность | Да | Да | Нет | Да |
| Способность работать под слоем добытого материала | Да | Да | Нет | Да |
| Показатель/альтернатива | Фреза | Ковш | Гидромолот | Гидроножницы |
|---|---|---|---|---|
| Демонтаж стен | Да | Да | Да | Да |
| Демонтаж фундаментов | Да | Нет | Да | Нет |
| Измельчение железобетона | Да | Нет | Да | Да |
| Перерезание арматуры | Да | Нет | Нет | Да |
| Низкий уровень вибрации | Да | – | Нет | – |
Конструктивной особенностью и отличием роторных фрез Hammer от оборудования других марок является более мощный гидромотор, вынесенный за пределы зоны фрезерования. Это, во-первых, позволяет передавать больший момент на режущие головки, во-вторых, защитить привод от вибрации и ударов, в-третьих, значительно усилить конструкцию всех основных напряженных узлов роторной фрезы. Это делает возможной работу роторной фрезой в армированном бетоне с диаметром арматуры до 18–30 мм.
В некоторых случаях применение роторных фрез значительно повышает эффективность демонтажных работ или работ по реконструкции. Классическое применение роторных фрез при демонтаже или реконструкции – это работы, не допускающие вибрации и лишнего шума либо требующие точности реза.
| Показатель/ альтернатива | Фреза | Грейферный ковш | Обычный ковш | Гидромолот |
|---|---|---|---|---|
| Возможность работы в скальной породе | Да | Нет | Нет | Да |
| Возможность работы в грунте | Да | Да | Да | Да |
| Возможность сформировать ровную поверхность | Да | Нет | Да | Нет |
Однако сфера применения фрез становится все шире. Например, дисковые фрезы в разы увеличивают скорость демонтажа монолитного железобетона. Расход режущего инструмента дисковой фрезы приблизительно в два раза ниже, чем у продольной.
Кроме того, демонтаж высотного здания быстрее осуществить парой: дисковая фреза + гидромолот или дисковая фреза + гидроножницы.
Продольные фрезы в ходе работы производят материал, который можно использовать как вторичный щебень без дополнительного дробления. Отфрезерованный материал останется лишь рассортировать по фракциям.
Самый простой и удобный метод разработки котлована – это, бесспорно, ковш. Но что делать, если ковш не может врезаться в породу? Европейцы и японцы в этом случае применяют пару дисковая фреза + гидромолот. Дисковая фреза нарезает слоты глубиной до 1000 мм и шириной 600–1000 мм, гидромолот добивает нарезанные прямоугольники по краям и откалывает от общей породы. Производительность такого способа выемки в разы выше, чем у одного гидромолота, края траншеи получаются ровные. Дисковая фреза способна нарезать породу с пределом прочности на сжатие до 170 МПа.
| Показатель/ альтернатива | Фреза | Гидромолот (премиум-класс) |
|---|---|---|
| Низкий уровень вибрации | Да | Нет |
| Работа с абразивным материалом | Нет | Да |
| Работа с материалом, превышающим предел прочности на одноосносное сжатие 90 МПа | Нет | Да |
| Точная выемка материала | Да | Нет |
| Профилирование свода | Да | Нет |
| Работа «в стену» | Да | Да |
| Работа «в потолок» | Да | Да |
Основной инструмент при прокладке или реконструкции тоннеля – это роторная фреза, так как она обеспечивает точную выемку материала, удобного для транспортировки на поверхность. На породах в диапазоне прочности 60–80 МПа тоннель строят, применяя роторные фрезы. При прочности породы +80–250 МПа основную выемку породы осуществляет гидромолот, выравнивает свод роторная фреза. В случае, когда невозможно обойтись без буровзрывных работ, поверхности тоже выравнивают роторными фрезами. Реконструкцию тоннеля осуществляют также фрезами.
Для тоннелестроителей очень важна постоянная работоспособность роторной фрезы. За счет увеличенных по сравнению с другими моделями диаметров валов, на которых вращаются роторные головки, и увеличенных подшипников тяжелого исполнения в конструкцию фрез Hammer заложен дополнительный запас прочности. Кроме того, модульная конструкция значительно ускоряет и удешевляет ремонт. Прямой редуктор с тремя мощными, одинакового размера шестернями предназначен для того, чтобы максимально отвести гидравлический мотор от зоны резания режущих головок и минимизировать вибрации на гидромотор за счет потери колебаний при проходе через редуктор. Эта технология увеличивает срок службы и минимизирует возможность поломки гидравлического мотора. Демонтировать мотор можно в считаные минуты, не требуется разбирать всю конструкцию, как у других производителей фрез.
Применение роторных фрез в шахтах схоже с применением их в карьере.
Один из распространенных методов сооружения фундамента – строительство свайных стен. Этот метод применяется при возведении городских подземных сооружений (транспортных тоннелей и станций метрополитена, парковок и гаражей, многоярусных подземных комплексов), фундаментов домов и мостов, подпорных стен, противофильтрационных завес.
Бетон, залитый в траншею, может застывать неровно из-за особенностей почвы, в которой вырыта траншея. Быстрее и удобнее всего выровнять готовую стену роторной фрезой.
Оголовки свай зачищают продольными роторными фрезами, арматуру перерезают гидравлическими ножницами.
Стоит заметить, что вращатель продольной фрезы может применяться для погружения свай и для шнекового бурения.
| Показатель/ альтернатива | Фреза | Сваерезка | Гидромолот | Ковш |
|---|---|---|---|---|
| Возможность применения для бурения скважин | Да | Нет | Нет | Нет |
| Возможность применения при прокладке траншеи | Да | Нет | Да | Да |
| Обрезка оголовок | Да | Да | Нет | Нет |
| Очистка оголовок | Да | Нет | Да | Нет |
| Зачистка стены, образованной методом «стена в грунте» | Да | Нет | Да | Нет |
Многие карьеры стремятся уйти от буровзрывных работ. Во-первых, потому что требуется оформлять дорогостоящее и трудоемкое разрешение, во-вторых, это совсем недешевое удовольствие. Метод холодного фрезерования в ряде случаев является решением данной проблемы.
Когда применяют метод холодного фрезерования при добыче?
- Порода мягкая, неабразивная и используется в качестве сырья для сухих строительных смесей, минеральных порошков. Поперечная роторная фреза позволяет добывать материал размером до 70 мм, который можно, пропустив этап дробления, пускать в перемол. Таким образом, заказчик экономит на буровзрывных работах, дробильно-сортировочном оборудовании, эксплуатационных затратах. Единственный расходный элемент фрезы – резцы. Их конфигурация подбирается в зависимости от породы, чтобы оптимизировать процесс фрезерования и минимизировать износ.
- Порода низкой и средней абразивности с пределом прочности на сжатие до 170 МПа. Дисковая фреза нарезает слоты в высоту забоя. В прорезь (слот) вставляется специальный клык, который подрезает материал «сзади», расклинивает его и выталкивает вперед. Производительность добычи с учетом смены навесного оборудования достигает 100–120 м3/ч. Добытый материал можно пускать в процесс дальнейшей переработки. Прочность материала, полученного фрезерованием, выше, чем после буровзрыва (не образовываются микротрещины), а значит, щебень получается более высокой марки.
- Дисковые роторные фрезы применяют при нарезании блоков. В комплектацию Hammer вставляются специальные узкие дисковые колеса, которые обеспечивают максимальное значение усилия резания на каждом резце.
| Показатель/ альтернатива | Фреза | Буровзрывные работы | Гидромолот | Виброриппер | Ковш |
|---|---|---|---|---|---|
| Необходимость получения разрешения на проведение работ | Нет | Да | Нет | Нет | Нет |
| Эффективная добыча материала с пределом прочности на сжатие до 20 МПа | Да | Нет | Нет | Нет | Да |
| Эффективная добыча материала с пределом прочности на сжатие до 80 МПа | Да | Да | Да | Да | Нет |
| Эффективная добыча материала с пределом прочности на сжатие до 170 МПа | Да | Да | Да | Нет | Нет |
| Получение фракции 0–80 мм | Да | Нет | Нет | Нет | Нет |
| Нарезание блоков | Да | Нет | Нет | Нет | Нет |
| Эффективная добыча под водой | Да | Нет | Нет | Нет | Да |
Если перед заказчиком стоит задача выемки скальной породы под водой, тогда роторная фреза будет также эффективнее, чем гидромолот. Фреза устанавливается на стандартный гидравлический экскаватор. Оператору нет необходимости видеть и контролировать рабочую зону, за счет чего и достигается высокая по сравнению с гидромолотом производительность. Фрезой можно подгрести отфрезерованный материал под понтон для накопления и дальнейшего удаления грейфером. Отфрезерованную фракцию помимо грейфера можно удалить и системой отсоса. Гидромолот не может переместить материал, а значит, возникает необходимость в дополнительном оборудовании.
Роторные фрезы способны работать под водой на глубине до 30 м без какой-либо модификации и вспомогательного оборудования.
| Показатель/ альтернатива | Фреза | Гидромолот | Ковш |
|---|---|---|---|
| Возможность работы на глубине до 30 м без доработок стандартной конструкции | Да | Нет | Нет |
| Возможность измельчать скальные породы | Да | Да | Нет |
| Возможность добывать песок и глину | Да | Нет | Да |
Теперь вы убедились, что роторные фрезы Hammer – универсальные и надежные помощники в строительном и горном деле. Можно обратиться в компанию «Хаммер Рус», где менеджеры всегда подскажут, какой инструмент наиболее выгодно и эффективно будет работать на вашем объекте. Ведь важно не просто подобрать необходимое навесное оборудование, будь то фреза, гидромолот или ковш, а максимально быстро и эффективно решить вашу задачу.
Фреза (49 фото): что это такое? Виды для фрезера
Фрезерный станок – это инструмент для обработки различных деталей из металла и древесины. Его устройство отличается простотой, но несмотря на это, он может выполнять внушительное число операций. О классификации фрез, правилах подбора и тонкостях эксплуатации мы подробно поговорим в этом обзоре.
Что это такое?
Фреза – режущий инструмент, который нашел свое применение при обработке древесины, металла, реже камня или пластика. Фреза крепится в специальных ручных или автоматизированных установках, задающих ее вращение, что важно для обработки деталей. Фреза получила широкое распространение при формировании на заготовках срезов различных форм, глубины и длины. При помощи этого устройства можно выполнять канавки, отверстия, а также снять верхний слой материала нужной толщины.
Фрезу изготавливают из инструментальной стали высокой прочности. Каждый рельеф предусматривает несколько заостренных рабочих граней, обычно они выполняются из керамики, алмаза или кардной проволоки для придания максимальной прочности.
Конструкция любой фрезы включает несколько основных элементов:
- рабочие детали;
- хвостик;
- центральное отверстие;
- торцевые зубья с канавками;
- шейки;
- удлинитель (по необходимости).
Фрезы бывают однозубыми и многозубыми. Каждый резец имеет острое лезвие, а также две поверхности – переднюю и заднюю. Механизм действия фрез сводится к тому, что станок вращается с высокой скоростью при одновременном передвижении заготовки. При их взаимодействии под давлением выполняется срез верхнего слоя металла или приведение обрабатываемой заготовки к желаемой форме.
Виды
Фрезы классифицируются по нескольким параметрам.
По диаметру хвостовика
Современные изготовители производят фрезы с хвостовиками разных размеров, например, 20, 22, 24, 25, 35, 55, 60, 64, 90, 93, 120 и 160. Наиболее востребованы фрезы с хвостовиком на 6, 8 или 12 мм. Изделия, выполненные за рубежом, обычно рассчитываются в дюймах и имеют полудюймовый либо четвертьдюймовый размер. Друг с другом они несовместимы, и если в миллиметровую цангу вставить дюймовый хвостик не получится, при высокой скорости реза любое биение может быть причиной порчи заготовок или даже травматизма.
Поэтому в работе очень важно применять исключительно соответствующие друг другу детали и рабочие элементы. А также в магазинах можно встретить фрезы с нетипичными параметрами хвостовика, к примеру, модели диаметром 7 и 5 мм. Они используются гораздо реже.
По типу лезвия
Обычно для изготовления лезвия используется углеродистая, а также легированная сталь. Для заготовок мягкой и средней степени твердости при обработке на низких подачах следует взять фрезу из сплава с маркировкой У12А, 9ХС, ХГ, а также ХВГ либо ХВ5. Для интенсивной обработки предпочтение лучше отдать моделям из сплава СтР18 либо СтР9. Быстрорежущие сплавы Р9К10 и Р18Ф2 актуальны для работы с заготовками из высоколегированных металлов, а также нержавейки.
По конструкции режущего элемента
В зависимости от строения лезвия выделяют целый ряд основных разновидностей фрез.
Дисковые
Актуальны при обрезке деталей и формировании в них отверстий заданного размера. При помощи подобного инструмента можно срезать фаску либо выбрать металл. Визуально они имеют сходство с типовым пильным диском, наподобие тех, что устанавливаются на циркуляционную пилу – разница заключается только в большей толщине и меньшем диаметре. Кроме того, резцы фрезеровочного диска крепятся под иным наклоном.
Качество обработки заготовки прямо зависит от величины резцов – чем они больше, тем более грубым получится результат. Самые редкие зубья используются при необходимости быстро снять слой металла.
Кроме того, они эффективно выводят металлическую и древесную стружку и таким образом снижают риск перегрева инструмента.
Торцевые
Такие фрезы востребованы при обработке плоских поверхностей в работах, когда нужно сформировать на них углубления либо оформить ступенчатый переход. Основным функциональным элементом такой фрезы является её торец. По механизму действия подобная фреза напоминает простое сверло, но имеет чуть больший диаметр. Как правило, у нее 6 зубьев, благодаря чему обеспечивается максимально быстрое вхождение в заготовку. Наличие специальных канавок позволяет оперативно удалить стружку и формировать заглубления с плоским донцем.
Цилиндрические
Конструкционно напоминают дисковые, но намного шире. Их зубчики бывают винтовыми либо ровными, при обработке мелких заготовок применяют устройство с прямыми краями. Зубцы винтового типа универсальны, они эффективны и с мягкими, и с твёрдыми металлами. Угол наклона зубцов не больше 45 градусов, это снижает риск биения на валу. Особенности строения допускают наличие на одном валу сразу 2-5 насадок – это облегчает обработку широких деталей.
Угловые
Угловая фреза актуальна при формировании наклонных поверхностей. Она позволяет сделать такие конфигурации, как ласточкин хвост, круги, продольные, а также резные канавки на исходной заготовке. Расширенная сторона режущей поверхности может располагаться как снизу, так и сверху – это позволяет задать оптимальный угол выборки в обрабатываемой детали.
Концевые
Пальчиковая модель выглядит как удлиненное сверло с 5-ю лезвиями, они позволяют сформировать глубокий паз. Подобный инструмент выполняется монолитным, хотя в продаже можно найти модели, где кромка предусматривает напайки. Такая фреза обеспечивает максимально скоростную облегченную работу с плотными материалами (чугун, сталь).
Фасонные
Этот инструмент эффективен при обработке поверхностей фигурного типа. Он считается одним из наиболее сложных в использовании, поскольку требует применения специального инструментария для заточки.
Червячные
Это самые широкие фрезы, благодаря которым можно выполнять выборку на поверхности с максимальным захватом. Инструмент имеет внушительные габариты, поэтому стоит дороже всех остальных подобных моделей.
Предусматривает несколько десятков зубьев, по направленности витков подобные насадки бывают право- и левосторонними.
Кольцевые
Востребованы при формировании отверстий в листовом прокате. Визуально похожи на трубку с зазубринами. В ходе работы формируют пустотелые отверстия.
Насадные
При обработке предметов из твердосплавных или закаленных сталей необходимо использовать специальный инструмент, поскольку заготовка такой детали будет тверже, чем инструментальная сталь, из которой сделана фреза. В этом случае используют фрезы с напайными режущими пластинами, так называемыми коронками.
Под Т-образные выемки
Для фрезеровки Т-образных сквозных пазов и выемок используется сборная конструкция с парой цилиндрических поверхностей. В таких изделиях лезвия размещаются по торцам, при этом радиус фрезы точно соответствует ширине паза.
Шпоночные
Паз под шпонку оформляют фрезой с заточенными боковыми режущими поверхностями. На первых этапах работы эта фреза используется на манер сверла, обеспечивая необходимую глубину отверстия. А затем вращательно-поступательными движениями выбирают паз с требуемыми параметрами.
По форме режущей кромки
Выделяют три основных разновидности конфигурации лезвия фрезы.
- Прямая. При касании лезвия с обрабатываемой заготовкой подобная фреза производит воздействие, аналогичное режущим элементам электрорубанка, то есть срубает определённый слой материала.
- Наклонная. Рубящее движение таких фрез скорее приближается к режущему. Это позволяет выполнить более чистую обработку заготовки, но производительность при этом немного ниже.
- Спиральная. Оказывает максимально щадящее воздействие на заготовку. Производит исключительно резку без рубящих движений. В процессе обработки обеспечивает высокую чистоту, но при этом их производительность минимальна.
А также фрезы разделяют на несколько групп.
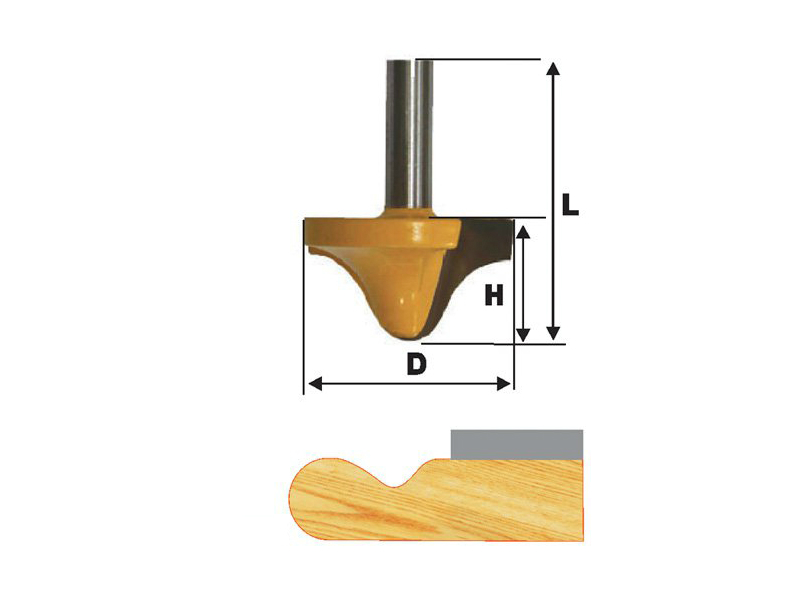
- Галтельные. Отличаются закругленным торцом, благодаря чему позволяют выполнять пазы с U-образной формой дна. Используются для формирования углубления в плоскостях либо придания кромкам закругленной формы.
- Прямые. Формируют углубления прямоугольного типа. Актуальны при необходимости создания гнёзд, четверти и других типов пазов.
- V-образные. Здесь углубления напоминают галтельные, но при этом имеют прямые стенки и заостренное дно.
- Ласточкин хвост. Т-образный токарный инструмент. Дает высокий результат при оформлении шиповых соединений высокой прочности.
- Фигурные. Актуальны при необходимости обработки краев столешниц, изготовления оконных рам и дверных филенок. Имеется большое количество разновидностей подобных фрез. Каждая формирует только один тип профиля.
Лезвие инструмента бывает выпуклым или вогнутым, длинным или укороченным, отрезным, грибковым, а также полукруглым. Широко востребованы модели погружного, проходного, фуговального, компрессионного и шейперного типов. В продаже можно найти фасочные и обгонные изделия.
Режущие кромки фрезы могут быть цельными, сборными или составными:
- цельные выполнены из одного куска металла;
- сборные предусматривают корпус из легированной стали с приваренным к нему хвостиком, зубцы фиксируются механически;
- составные – в этом случае режущие пластинки крепятся в паз, а затем припаиваются или привариваются к корпусу.
Назначение
Фрезы используются для обработки половой доски, дверей, мебельных фасадов, евровагонки, фанеры, кованых и металлических изделий. Чаще всего они идут в ход при работе с металлом или деревом, реже требуются модели по пластику и камню. Инструмент для металла нужен при обработке алюминиевых, стальных, а также чугунных заготовок. Они могут быть цельнолитыми либо сборными, обычно выполняются из быстрорежущей стали. При обработке древесины используются другие типы фрез – они имеют меньшие габариты, так как древесина сама по себе мягкий материал. При этом они характеризуются более высокой оборачиваемостью. Обычно их вставляют в стационарные станки или ручные фрезеры.
Фрезы позволяют выполнять следующие типы работ:
- изготовление углублений разных форм, гнезд и копирование по шаблону;
- придание кромки заданного профиля;
- формирование зубчатого профиля для продольной склейки;
- снятие слоя металла;
- создание фигурной поверхности для филенок.
В зависимости от функционала фрезы подразделяют на несколько разновидностей.
- Пазовые – режущая поверхность у такого инструмента распространяется на боковую и торцевую стороны. Они позволяют формировать глухие или продольные гнёзда, углубления под необходимые детали и пазы.
- Кромочные – актуальны при обработке деталей кромки. Выделяют модели с подшипником, которые идут по свободной части детали, выполняют необходимый узор или придают желаемый профиль.
- Копировальные – обычно такие фрезы в верхней или нижней части имеют подшипник, который используется в тесной связи с изготовленным шаблоном.
Производители
Магазинах представлен широкий выбор фрез самых разных фирм. Перечислим наиболее популярные.
- Festool – изделия исключительно высокого качества, изготовленные на высокотехнологичном оборудовании. Все изделия проверены в самых сложных эксплуатационных условиях. Изготовлены из износостойких твердых сплавов или стали высокого качества. Индукционная пайка обеспечивает прочность соединения напаек и продолжительный эксплуатационный период.
Для самых твердосплавных фрез используют вольфрам-карбидное соединение.
- Рязанский инструментальный завод – известен в России как один из лучших производителей осевого и режущего высокоточного инструмента из быстрорежущих сталей. Ассортиментный перечень компании включает фрезы разных типов, а также конусные сверла, зенкеры и развертки с нанесением упрочняющих покрытий. Весь инструмент выпускается на немецком оборудовании компании Walter из твердосплавных заготовок производства Германии.
- Белгородский завод фрез и специнструмента – предлагает продукцию исключительного качества. Выпускаемый инструмент проходит жесткий контроль на всех этапах производства, на заводе работают метрологическая и металлографическая службы. Вся продукция сертифицирована.
Как выбрать?
При выборе фрезы в первую очередь необходимо определиться с разновидностью режущего основания, формой лезвия, наличием подшипника и другими конструкционными особенностями. Именно поэтому важно заранее представлять, для каких типов работ необходим инструмент, каков объем работ, и насколько твердый материал будет обрабатываться. Обязательно потребуйте у продавца сертификат соответствия требованиям ГОСТ, так как в наши дни рынок наводнили дешевые подделки из стран Юго-Восточной Азии.
Они отличаются низким качеством обработки и малым периодом использования. Если вам отказывают в предоставлении документов, сделайте покупку в другом месте. Предложение на рынке в наши дни настолько велико, что отыскать образец, соответствующий вашим требованиям, никакой сложности не составит.
В целом выбор обычно производится по следующей схеме:
- для грубой обдирки – торцовые и концевые фрезы;
- для чистовой плоскостной обработки – цилиндрические;
- для формирования канавок – дисковые, торцевые;
- для обработки углов и кромок – угловые, фигурные;
- для выборки шпоночных углублений – шпоночные;
- для вырезки сквозных пазов – Т-образные, фигурные.
Как сделать своими руками?
Изготовление фрезы своими руками возможно только в том случае, если вы имеете навык работы с металлом, и у вас есть доступ к специальному токарному инструменту. В домашних условиях изготовление фрез с для работы по металлу ограничивается изменением диаметра режущей части или перешлифовкой лезвия. Любое более глубокое вмешательство требует применения промышленного оборудования, поскольку в этом случае придется выполнить такие сложные процедуры, как:
- отпуск металла;
- придание формы, заточка и затылование на станке;
- закалка фрезы.
Для выполнения таких работ требуется профессиональная подготовка и навыки подобных работ, мало кто из домашних мастеров соответствует этим требованиям. Поэтому в быту обычно ограничиваются только самыми доступными процедурами, предполагающими изменение исходного состояния заготовки.
Важно: самодельные фрезы никак нельзя назвать безопасным инструментом, их эксплуатация может стать причиной травматизма.
Как ухаживать за фрезами?
Чтобы фреза служила как можно дольше, очень важно следить за надежностью ее фиксации на станке. Любые проявления биения на повышенных оборотах приводят к расколу лезвия. Чтобы этого не допустить, нужно крепко зажать фрезу перед работой, а затем в процессе обработки детали время от времени останавливаться и проверять крепость её фиксации, так как во время обработки заготовок она может ослабеть. Нужно правильно подбирать инструмент. Не стоит использовать фрезу, плотность которой соответствует жесткости обрабатываемой поверхности. В этом случае интенсивность стирания будет идентичной, и режущая кромка очень быстро сядет. Еще одним требованием является корректный подбор скорости. Обычно на упаковке инструмента производитель указывает допустимую частоту вращения. Если разогнаться до большего уровня, это приведет к отколу зуба или перегреванию металла.
Не стоит забывать о том, что во время обработки металл имеет свойство нагреваться. Поэтому время от времени нужно останавливать станок для полного остывания. При обработке металлических заготовок дополнительно можно использовать смазку. По завершении работ необходимо очищать лезвия от налипшей стружки. Хранить инструмент нужно в герметичном боксе, не допуская контакта с водой и влажным воздухом. Если инструмент утратил свою остроту, использовать его нельзя. Затупленное лезвие приводит к быстрому перегреву металла, и это вызывает порчу всего инструмента в целом – в этом случае никакая заточка его уже не спасёт.
По возможности старайтесь приобретать инструмент со сменными пластинами.
О резаке | Cutter Consortium
Cutter помогает клиентам решать весь спектр проблем, связанных с технологическими изменениями — от нарушения бизнес-моделей и устойчивых инноваций, управления изменениями и лидерства в соответствии с требованиями нового порядка до создания, внедрения и оптимизации программного обеспечения и систем, которые обеспечивают питание. новые целостные стратегии предприятий и бизнес-единиц.
Cutter продвигает мышление в этой области, стимулируя дискуссии и сотрудничество между мировым сообществом лидеров мнений.В сочетании со своей известной объективной политикой «никаких связей с поставщиками» подход Cutter Access to the Experts предоставляет клиентам по всему миру новейшую, объективную информацию и инновационные решения.
НАИМЕНОВАНИЕ КОМПАНИИ Cutter Consortium
ОСНОВАНА 1986
МИССИЯ Помогать организациям использовать технологии для достижения конкурентных преимуществ и успеха в бизнесе посредством наших консультаций, обучения и контента — все это предоставляется исключительно ведущими мировыми экспертами в области бизнес-технологий.
Генеральный директор Карен Файн Коберн
Наша команда менеджеров
СТАРШИЕ КОНСУЛЬТАНТЫ Более 150
НАШИ КЛИЕНТЫ Обслуживаем более 5200 клиентов со всего мира, в том числе 42% из Fortune 500 и более 1 900 международных клиентов.
Разница между резаками
- Focus включает в себя управление технологиями бизнеса — вы подключены к исследованиям ведущих лидеров бизнес-мысли.
- Все без исключения запросы направляются старшим консультантом, научным сотрудником или директором практики Cutter.
- Cutter подходит к каждому консалтингу, обучению на месте, виртуальному обучению и выполненному заданию как к уникальному, требующему индивидуального решения, и создает для вас команду, в которую входят только лучшие в своем классе эксперты.Мы фокусируемся на передаче знаний, поэтому вы можете использовать нашу совместную работу и двигаться вперед самостоятельно.
- С Cutter вы получаете передовое мышление с разных точек зрения, чтобы вы могли определить, что лучше всего подходит для вашей ситуации. Специалисты-практики
- Cutter, признанные во всем мире, проводят все исследования и анализы компании Cutter. Вы можете подключиться к этому мозговому доверию, письменные слова которого можно сравнить с «консультацией в печатном виде».
- Упор делается на стратегии и процессы, поэтому вы можете быть уверены, что ваш успех не зависит от деталей поставщика / продукта.
- Cutter уникален тем, что не имеет связей с поставщиками. Будьте уверены, что получаемый вами совет беспристрастен и отвечает интересам только вашей организации.
Фрезы для седел клапана — NEWAY
О Neway Cutters
Neway предлагает широкий выбор резаков для седел клапана для всех областей применения. Если у нас еще нет на полке того, что вам нужно, мы можем запустить индивидуальный фрезу на необходимый диаметр и угол.Мы изготовили фрезы на станки седла клапанов на авиамоделях (диаметр седла 3/8 дюйма, да, три восьмых 1 дюйм диаметром седла ), и мы производим фрезы, которые будут обрабатывать немного больше шести дюймов. Скорее всего, ваша работа упадет где-то в между.
Фрезы для седел клапана Newayне зависят от области применения. То есть резак не волнует, мощный ли это автомобильный двигатель или старинный мотоцикл, или голова самолета.Если резак подходит, и это правильный угол, это правильный резак. Наши уникальные твердосплавные лезвия подходят для обработки любого седла клапана. материал, от самого жесткого до самого мягкого.
ФрезыNeway оснащены регулируемыми твердосплавными лезвиями. Пока угол зафиксирован в инструмента, лезвия регулируются внутрь и наружу так, чтобы каждый резец имел свой соответствующий рабочий диапазон. Рабочий диапазон это не то же самое, что диапазон регулировки полотна. Диапазон регулировки лезвия говорит нам, как далеко и как далеко могут доходить лезвия для данного резака, но поиск подходящего размера фрезы — это не просто поиск в пределах досягаемости лезвий (подробнее ниже).
В поисках подходящего резака — короткое и сладкое
РАЗМЕР Используйте размер клапана (диаметр головки клапана) чтобы помочь вам найти лучший диаметр фрезы. Диаметр корпуса фрезы (желтая часть) должна быть примерно того же размера, что и клапан. В Как правило, корпус фрезы может быть на 1/8 дюйма больше, чем клапан, или На 1/4 дюйма меньше клапана.
УГЛЫ Найдите нужные углы.Сделать правильный клапан работа вам понадобится три угла: контактная поверхность и два «сужения» углы »непосредственно над и под контактной поверхностью. Почти все клапаны 45 градусов. Если у вас нет спецификаций OEM для углов сужения мы рекомендуем стандартные 30 ° — 45 ° — Профиль 60 °.
ПИЛОТЫ Убедитесь, что у вас есть совместимые пилоты. с выбранными резаками (пилоты малых серий для использования с мелкосерийными фрезами и т. д.). Нажмите здесь, чтобы узнать больше о выборе пилота
КОРПУС, КЛЮЧ, ПРИНАДЛЕЖНОСТИ Выберите последние штрихи. В надлежащем комплекте Neway должны быть резаки, пилоты, чемодан, гаечный ключ и аксессуары.
В поисках подходящего резака — многословный и подробный
Ищете фрезы для одного седла клапана или для сборки набор фрез для ряда двигателей, процесс в основном то же самое: используйте размер (а) клапана, чтобы определить подходящий диаметр (а) фрезы, а затем ищите правильные углы.
Так как же использовать размер клапана, чтобы подобрать фрезу подходящего размера? Его легко, используйте функцию «Найти» Функция поиска Cutter. Это сгенерирует короткое список фрез, рабочий диапазон которых включает указанный вами размер клапана.
Рабочий диапазон фрезы
Рабочий диапазон фрезы учитывает вероятность возгорания стенка камеры или какое-либо другое препятствие может мешать корпусу фрезы (желтая алюминиевая деталь).
Понимание того, что мы подразумеваем под рабочим диапазоном, является ключом к поиску подходящего фрезы размер, поэтому давайте рассмотрим его. Начнем с диаметра корпуса фрезы, это наша точка отсчета (за одним исключением, Мини-резаки с фиксированным лезвием. Диаметр корпуса фрезы не имеет отношения к этой специальной небольшой группе фрез). Когда диаметр корпуса фрезы составляет 1-1 / 4 дюйма или больше, лезвия будут регулировать наружу на 1/8 дюйма, что позволяет фрезу обрабатывать до диаметра 1/4 дюйма больше, чем корпус фрезы.Так, например, если корпус фрезы составляет 1-1 / 2 дюйма лезвия могут достигать диаметра 1-3 / 4 дюйма. Это общее правило. большого пальца, но это относительно точно.
Внутренний рабочий диапазон определить немного сложнее. Фактически внутрь Регулировка диаметра лезвий имеет значение только тогда, когда мы знаем фрезу корпус сможет прилегать к седлу клапана, поэтому величина зазора вокруг седла клапана имеет тенденцию быть более важным фактором, чем фактическая досягаемость лезвий.В большинстве случаев будет некоторая поверхность Головка блока цилиндров — обычно стенка камеры сгорания или головка блока цилиндров колода — это ограничит размер фрезы. В конце концов, неважно, как лезвия могут выдвигаться далеко внутрь, если резак невозможно установить на седло клапана.
Мы обнаружили, что 1/8 дюйма (3 мм) — довольно безопасный показатель, который можно использовать, когда вы пытаетесь определить внутренний рабочий диапазон фрезы.Под этим мы подразумеваем там это очень хороший шанс (90%), что резак будет работать, даже если размер клапана на 1/8 дюйма меньше диаметра корпуса резца. Это разница в размерах — 1/8 дюйма (3 мм) — который мы используем при определении малой стороны рабочего диапазон. Если у вашей конкретной головки блока цилиндров очень большой зазор вокруг седел клапана, вы должны принять это во внимание. Его вполне возможно, что резак, который на 5 или 6 мм больше, чем клапан, может подходит просто отлично, если у вас достаточно свободного пространства вокруг сиденья.
Мы предпочитаем использовать клапан размером в качестве контрольной точки, потому что размер клапана — это термин, который ясно понимается, тогда как размер седла клапана может означать разные вещи (размер вставки седла клапана? OD посадочной поверхности? ID посадочной поверхности?) Рабочий диапазон фрезы всегда указывается с помощью Что касается размера клапана, как в «резак CU620 (диаметр 1-1 / 2») будет работать на седлах, где размеры клапана находятся в диапазоне от 1-3 / 8 дюймов до 1-3 / 4 дюйма. наше общее практическое правило, которое говорит вам, на что способен резак.Возьми диаметр корпуса фрезы, прибавьте 1/4 дюйма и вычтите 1/8 дюйма, и это ваш общий рабочий диапазон.
Когда корпус фрезы больше клапана, шанс успеха уменьшается по мере увеличения разницы в размерах. Вот шансы на успех, когда клапан меньше корпуса фрезы:
Вероятность того, что резак подойдет
- Клапан на 3 мм (примерно 1/8 дюйма) меньше корпуса фрезы 90%
- Клапан 4 мм (прибл.150 дюймов) меньше, чем корпус фрезы 70%
- Клапан на 5 мм (около 0,200 дюйма) меньше корпуса фрезы на 50%
- Клапан на 6 мм (0,236 дюйма) меньше корпуса фрезы Менее 50%
Эти вероятности не являются абсолютной истиной, поэтому, пожалуйста, не тяните нас в суд над ними. У каждого резака, который мы производим, есть своя страница на этом сайте. и рабочий диапазон, и фактический диапазон регулировки лезвия равны перечисленные на этих страницах.
Заявленный рабочий диапазон фрезы имеет еще одно соображение.Это связано с ролью конкретного угла в нашем Сиденье с 3 углами наклона (угол контакта или угол сужения). Следующий пример иллюстрирует суть.
Допустим, у нас есть старый двигатель VW с воздушным охлаждением, и мы собираемся сократить следующие три угла; 15 градусов, 45 градусов, 75 градусов. В случае 45 градуса посадочной поверхности внешний диаметр (OD) этой поверхности будет немного меньше диаметра клапана, поэтому любой резец, способный дотянуться до того же размера, что и клапан, было бы нормально.Для 15 градус верхнего угла сужения рассказ другой. В этом случае мы будем нужен резак, который может отрезать до диаметра, который на немного больше , чем размер клапана, на определенную величину (мы используем 2 мм (0,080 дюйма) в качестве общей рекомендации). Этот расчет привязан к рабочему диапазону фрезы. То есть, если лезвия фрезы с углом 15 градусов фактически достигают 38 мм, рабочий Диапазон для этого фрезы будет 36 мм как самый большой клапан.
В большинстве случаев вы обнаружите, что существует два или три разных диаметра фрезы. это могло бы работать для заданного размера клапана. Вы сузите свой выбор если учесть нужные углы.
Односторонние фрезы и двусторонние
Просматривая наши фрезы, вы увидите, что мы предлагаем как односторонние (только одноугловые) и двусторонние (двухугольные) фрезы.Двусторонние фрезы предлагают удобство использования двух углов на одном инструменте при одноугловой фрезы позволяют приобрести нужный угол без приходится платить за второй угол на противоположной стороне фрезы (фрезы цена зависит от количества твердосплавных лезвий на фрезе). С вам понадобится способность разрезать три угла, которые вы можете закончить тремя односторонние резаки или один двусторонний резак и один односторонний резак.В любом случае это действительно не имеет значения, миссия здесь — просто Покройте наш размерный ряд тремя нужными нам углами.
Когда есть несколько резаков на выбор, другие соображения могут помогите нам свести это к нулю. Например, у нас может быть выбор между фрезы с пятью лезвиями и фрезы с тремя лезвиями.
Фрезы с пятью лезвиями и фрезы с тремя лезвиями
Резак с пятью лезвиями будет работать быстрее, чем резак с тремя лезвиями, и лезвия прослужит дольше, но если вы собираетесь использовать его время от времени скорость не может быть большим фактором.Пятилопастные фрезы стоят дороже, чем трехлопастные, Поскольку цена на фрезу зависит от количества твердосплавных лезвий на фрезе. Для работы с седлом клапана, требующей удаления большого количества материала, например, при увеличении размера седла клапана, пять лезвий определенно то, что нужно. По точности есть никакой разницы между ними.
Стандартная серия / малая серия (и серия для тяжелых условий эксплуатации)
Neway предлагает три различных серии фрез и пилотов седел клапана: стандартные серия, малая серия и серия для тяжелых условий эксплуатации.Фрезы стандартной серии работают с пилотами стандартной серии (верхний размер 0,375 дюйма) в то время как мелкосерийные фрезы работа с пилотами малой серии (верхний размер 0,297 дюйма). Фрезы тяжелой серии пилоты (верхний размер 0,572 дюйма) предназначены для обслуживания очень больших седел клапанов, примерно от 3 дюймов до 6 дюймов в диаметре. Используются фрезы / пилоты стандартной серии. для автомобилей, мотоциклов и квадроциклов, морских судов, самолетов и дизельных двигателей В основном; или, в частности, если диаметр головки клапана составляет от примерно От 1 дюйма (25 мм) до примерно 2-3 / 4 дюйма (70 мм).Используются фрезы / пилоты малых серий на двигателях силового оборудования, мотоциклов и квадроциклов, морских судов и некоторых автомобильных и дизельные двигатели. Что касается диаметра головки клапана, мелкосерийные фрезы / пилоты используются на самых маленьких клапанах, 5/8 «(16 мм) или даже меньше, до 1-5 / 8» (41мм). Помните, что мы предпочитаем использовать диаметр головки клапана в качестве ориентир, когда мы описываем рабочий диапазон нашего сиденья фрезы.
Есть «зона перекрытия», где вы можете выбрать между резаки / пилоты малой серии или резаки / пилоты стандартной серии.Ваш на решение в первую очередь будет влиять тип двигателя, который вы обслуживают. Если вы работаете с двигателями силового оборудования (Briggs, Honda, Колера и т. Д.) Лучше всего использовать мелкосерийные каттеры и пилоты. Все наши комплекты силового оборудования состоят из резцов / пилотов небольших серий. Если вы работаете с автомобильными двигателями, стандартные серии — это способ go, за редкими исключениями. На момент написания (октябрь 2016 г.) в США всего около полдюжины автомобильных головок блока цилиндров.С. там, где необходимы фрезы малой серии (диаметром 1 дюйм). Для подавляющего большинства малых седел клапанов в автомобильных головках диаметром 1-1 / 8 дюйма или 1-1 / 4 дюйма Фрезы стандартной серии диаметра подойдут.
При работе с головкой для мотоциклов / квадроциклов ваши инструменты могут быть небольшими сериями, все стандартные серии или некоторые из них. Прежде чем приступить к обсуждению вопросов, связанных с «а-а-а», вот небольшой урок по созданию набора для резки. Когда вам нужны фрезы различных размеров, чтобы охватить ваш диапазон, вам следует выбирать фрезы в 1/4 дюйма шаги по диаметру корпуса фрезы (например, 1 дюйм, 1-1 / 4 дюйма, 1-1 / 2 дюйма и т. д.). Это наиболее эффективный способ собрать комплект. Когда вы смотрите на различные комплекты мотоциклов, которые предлагает Neway, вы увидите, что многие из них содержат Фрезы / пилоты малых серий диаметром 1 дюйм и стандартные серии диаметром 1-1 / 4 дюйма резаки / пилоты, поэтому происходит разрыв между мелкими сериями и стандартными сериями при диаметре 1-1 / 4 дюйма (см. КМ2650 например). Однако также возможно выберите мелкосерийные фрезы того же диаметра (почти такого же диаметра то есть).Фрезы малых серий №128 и №102 (диаметром 1-5 / 16 дюймов) прекрасно подойдут. покрывают тот же рабочий диапазон, что и фрезы стандартной серии на 1-1 / 4 дюйма диаметр, но в этом подходе есть одна небольшая загвоздка. Когда ты идешь с мелкосерийные фрезы диаметром 1 дюйм и 1-5 / 16 дюймов очень малые вероятность наличия седла клапана там, где резец 1 дюйм слишком мал и резак 1-5 / 16 «слишком велик. Этот зазор можно устранить, используя более длинное из двух лезвий (лезвие TC250), которые используются в резаках диаметром 1 дюйм. (см. Замена лезвия).Другие аргументы в пользу использования Фрезы стандартной серии диаметром 1-1 / 4 дюйма выглядят так: а) стандартные серия предлагает большее разнообразие углов резки, б) стандартная серия предлагает выбор между пятилопастными и трехлопастными фрезами, а также в) стандартные серия предлагает более широкий диапазон пилотных размеров, и некоторые из этих размеров важно для работы на мотоцикле. Аргумент в пользу использования фрез для малых серий (Диаметр 1-5 / 16 дюймов) просто оставалось бы в пределах одной серии и сэкономило бы деньги на пилотов.Когда у вас в комплекте есть обе серии резаков будут, скорее всего, какие-то размеры, для которых вам понадобятся обе серии пилоты такого же размера; например, пилот малой серии 5 мм и пилот 5 мм пилот стандартной серии. Вы увидите это «дублирование» на многих мотоциклах. комплекты, потому что будут двигатели с очень маленькими сиденьями и направляющими 5 мм там, где понадобятся мелкосерийные фрезы и другие двигатели с направляющими 5мм где потребуется резак стандартной серии.
Взаимодействие клапана с седлом клапана (седло 45 ° против седла 46 °)
Первое, что нужно понять о посадке с натягом между клапаном и седло клапана является его целью: предотвратить обратное столкновение. Просто это просто. Если поверхность клапана имеет больший угол, чем у седла клапана у вас обратная интерференция, и это нехорошо. Обратная интерференция создает, очевидно, возможность утечки сгорания.
Второе, что нужно знать об угле интерференции, это то, что даже когда это не указано, всегда будут небольшие помехи спроектирован в соответствии.То есть, даже когда OEM призывает к «невмешательству» подходят (например, клапан 45 градусов, седло 45 градусов) они делают это со знанием дела что допуски как на угол торца клапана, так и на угол седла клапана будет содержать небольшое количество посадки с натягом.
При изготовлении клапана должен быть допуск на поверхность клапана. угол, и этот допуск может выглядеть так: 45 градусов, плюс ноль, минус 30 минут. Таким образом, угол наклона торца клапана может составлять от 44-1 / 2 градуса. до 45 градусов, или немного схитрили в сторону «плоской» стороны 45 градусов.Для угла посадки допуск будет прямо противоположным: 45 градусов, плюс 30 минут, минус ничего. В этом случае угол наклона сиденья может быть любым. от 45 градусов до 45-1 / 2 градусов, или обманывают в сторону «крутой» стороны 45 градусов. Теоретически в этом случае у вас может быть клапан на 45 градусов. лицо и угол седла 45 градусов (клапан на крутой стороне допуска и посадочное место на плоской стороне допуска), но на практике производители будут приближать детали к середине допуска, чтобы мы заводим клапаны, которые находятся под углом около 44-3 / 4 градусов, и седла, которые около 45-1 / 4 градуса.Вы, скорее всего, найдете только этот уровень детализации по чертежам к деталям. Это не будет указано в сервис-мануалах. или технические бюллетени.
Конечно, когда дело доходит до проверки вашей работы после ремонта клапана сиденье, будет большая разница во внешнем виде между невмешательством посадка и посадка с натягом на один градус. Используя Dychem, берлинскую лазурь или какой-нибудь другой тип макетной жидкости машиниста, чтобы проверить контакт, вы увидеть всю ширину седла клапана, контактирующего с лицевой стороной клапана при ремонте с посадкой без натяга (от 45 ° до 45 °).Полная ширина этой поверхности появится, несмотря на небольшое общее вмешательство (около ½ от один градус) между углом торца клапана и углом седла клапана (как описано выше). При полном угле пересечения в один градус будет только тонкая линия. появляются на лицевой стороне клапана. Эта линия показывает контакт на внешнем крае поверхности 46 градусов (наружный диаметр посадочной поверхности) или точки, в которой Поверхность сиденья 46 градусов соответствует более плоскому углу рельефа, непосредственно прилегающему к нему, обычно 31 градус.Важно понимать, что сидение поверхность изменится («вклинивается»), как только двигатель запустится, так что Посадочная поверхность клапана на всю ширину будет контактировать с поверхностью клапана. Это имеет решающее значение для обеспечения контакта с клапаном всей ширины посадочной поверхности. поскольку клапан должен передавать тепло через этот контакт.
Некоторые производители двигателей по-прежнему требуют полного угла натяжения в один градус. (Клапан 45 градусов, седло 46 градусов), но тенденция была к «невмешательству» подходят (или, точнее, меньше помех при посадке) вот уже несколько лет.В Причина этого в том, что материалы клапана и седла клапана намного сложнее. в наши дни производители могут придерживаться гораздо более жестких допусков, чем до.
Хотя мы всегда придерживаемся спецификации OEM для данного приложения, в в большинстве случаев обрезка сиденья под углом 45 градусов не имеет недостатка, даже если требуется посадочная поверхность под углом 46 градусов или наоборот. Если ты собираешься чтобы отклониться от спецификации OEM, убедитесь, что угол торца клапана в учетную запись.Например, некоторые двигатели Toyota требуют установки сиденья под углом 45 градусов. поверхность с клапаном на 44 градуса. В этом случае сиденье с углом 46 градусов не будет была бы такой отличной идеей, потому что имела бы 2 степени интерференции (44 градуса клапан, седло 46 градусов).
Мини-резаки с фиксированным лезвием
Мини-резаки с фиксированным лезвием используются там, где диаметр головки клапана составляет около 22 мм (около 7/8 дюйма) или меньше, или в ситуациях, когда фрезы диаметром 1 дюйм слишком большие.Диаметр корпуса фрезы для алюминия для этой подгруппы фрез всего 3/4 дюйма (19 мм), а твердосплавные лезвия приклеиваются на место в комплекте диаметр. Конечно, лезвия нельзя регулировать или заменять. Диаметр перечисленные для каждой соответствующей фрезы представляют собой внешний диаметр фиксированные твердосплавные лезвия, поэтому мы используем несколько иной подход к расчету определить, какой резак использовать для данного приложения.
Вот «формула» выбора подходящего резака с фиксированным лезвием: диаметр головки клапана и найдите фрезу, диаметр которой ( OD фиксированного лезвия) немного больше, где-то от 1.От 5 мм (около 0,060 дюйма) до 2,5 мм (около 0,100 дюйма) — это идеальный вариант. Нам нужно, чтобы лезвие выступало за пределы диаметр головки клапана, но не настолько большой, чтобы рисковать зацепиться за стенку камеры или другое препятствие.
Трехугловые седла клапана
Если вы новичок в работе с седлом клапана, возможно, вы не совсем понимаете, что подразумевается под седло клапана с тремя углами наклона, хотя это сразу становится очевидным, когда вы сделайте свою первую работу с клапаном.Седло клапана должно быть лентообразной поверхностью с равномерная ширина и четко определенные внутренний и внешний диаметры. Единственный способ создания такой поверхности — иметь углы рельефа выше и ниже фактическая посадочная поверхность или контактная поверхность. Да конечно есть только один угол, с которым клапан уплотняется, но это два угла сброса выше и ниже посадочной поверхности, которые фактически определяют эту поверхность. Мы называем эти углы рельефа «углами сужения», поскольку углы сужают посадочную поверхность сверху или снизу.В углы сужения дают вам возможность контролировать ширину сиденья поверхность, а также расположение посадочной поверхности на торце клапана, еще один важный компонент работы клапана.
Углы сужения также влияют на то, как ГБЦ «дышит». поэтому производители двигателей уделяют этим поверхностям особое внимание. Получение правильной комбинации углов или добавление четвертого или пятого угол, может сильно повлиять на поток.Это одна из причин, по которой вы Вы увидите много разных углов в предлагаемых нами фрезах.
Способы токарной обработки фрезы
Повернуть резаки Neway можно тремя разными способами. Вручную, используя либо простой Т-образный ключ или ключ Easy Turn, или моторизованный PU-1800 Power Ед. изм. Т-образный ключ (TW505, TW513 или TW503) входит в состав большинства комплектов и подходит для случайного пользователя. Мы думаем иметь под рукой Т-образный ключ, даже если вы можете вашего поворота с каким-либо другим устройством.Т-образный ключ отлично подходит для очень деликатная работа и для ситуаций, когда вы хотите сделать очень легкий резать. Обратной стороной является то, что это может быть медленным, если ваша работа включает в себя изрядное количество вывоза со склада.
Ключ Easy-Turn (TWEZ) работает быстрее, чем T-образный ключ потому что вы можете продолжать вращать фрезу без остановки и начинаешь менять хватку. Ключ Easy-Turn имеет подпружиненный так что вы можете применять равномерную прижимную силу или скорость подачи.
Блок питания ПУ-1800 (ПУ1800А), также называемый моторным приводом, это самый быстрый и простой способ повернуть фрезы. Он имеет переменную мотор-редуктор постоянного тока, поэтому вы можете полностью контролировать скорость вращения резца. Устройство быстро и легко перемещается по рельсовому пути, поэтому требуется совсем нет времени переходить от одного седла клапана к другому. Шестигранный суппорт (PU1517-AM) свешивается с двигателя и устанавливается на резак. Оператору нужно только приложить прижимную силу, достаточную для резки.
| Кольцевые фрезы Mag Drill | |
| | Оригинальная кольцевая фреза для магнитного сверла, от которой измеряются все остальные. Фрезы «серии 12000» для линейки портативных магнитных сверл Hougen доступны в корпусе M2 H.S.S., покрытие TiN M2 H.S.S. и модифицированный TiN Premium M42 H.S.S. с покрытием серии 12000. диаметром от 7/16 «до 3-1 / 16» (12–100 мм) и глубиной резания от 1 до 6 дюймов (25–152 мм). Узнайте, почему фрезы Hougen являются лучшими Зачем нужны фрезы Hougen (pdf) Принадлежности для фрез «серии 12000» (оправки для станков и заточных станков) |
Твердосплавные фрезы RotaLoc ™ предназначены для магнитных сверл HMD130 и HMD115, а фрезы из быстрорежущей стали RotaLoc Plus ™ M42 предназначены для магнитных сверл HMD130.Оба имеют байонетный поворотный хвостовик и стопорный хвостовик для быстрой смены фрезы без использования инструментов. | |
Твердосплавные фрезы Copperhead ™ теперь оснащены хвостовиком Fusion2 3/4 «для оправок в одно касание и стандартными установочными винтами. Фрезы с медной головкой предназначены для увеличения срока службы инструмента при работе с абразивными и труднообрабатываемыми материалами. Они доступны в 1 исполнении. Глубина пропила (25 мм), 2 дюйма (50 мм), 3 дюйма (76 мм), 4 дюйма (102 мм) для размеров от 9/16 дюйма до 2 дюймов (14–60 мм). | |
| Фрезы для обработки отверстий в листовом металле — (Для ручных дрелей или сверлильных станков) | |
Фрезы RotaCut ™ для листового металла имеют диаметр от 1/4 «до 1-1 / 2» или от 6 до 25 мм и глубину резания до 1/2 «для ручных сверл или промышленных сборок. В 3 раза быстрее и в 10 раз дольше длиннее спиральных сверл или кольцевых пил. | |
Твердосплавные резцы обеспечивают повышенную производительность и увеличивают срок службы инструмента при обработке труднообрабатываемых материалов. Для материалов толщиной до 3,2 мм. В 3 раза быстрее и в 10 раз дольше, чем у спиральных сверл или кольцевых пил. | |
Hougen Holcutters прорезает заготовку, а не надрывает ее, как это делают обычные кольцевые пилы. Предназначен для листового металла толщиной до 1/8 дюйма (3,2 мм).В 3 раза быстрее и в 10 раз дольше, чем спиральные сверла или кольцевые пилы. | |
Ступенчатые сверла Hougen изготовлены из высококачественного кобальта M42 и покрыты TiN для увеличения срока службы инструмента. | |
| Hougen ® Промышленные кольцевые фрезы | |
Эти экономичные инструменты доступны для больших магнитных сверл и небольших станков с ЧПУ.Толщина стенки 188 дюймов или 0,218 дюйма для ограничения рабочих нагрузок, но при этом обеспечивает высокие скорости подачи и скорости. | |
Для станков диаметром до 4 дюймов с глубиной резания 3, 4 или 6 дюймов. Они имеют особенность Hougen-Edge ® , запатентованную прецизионную шлифованную геометрию концевого зуба, разработанную для обеспечения длительного срока службы инструмента, повышенной способности к переточке и превосходного качества поверхности. | |
Ножницы для труб | Рид Мануфактура
Страна: *Соединенные Штаты Канада Афганистан Аландские острова Албания Алжир американское Самоа Андорра Ангола Ангилья Антарктида Антигуа и Барбуда Аргентина Армения Аруба Австралия Австрия Азербайджан Багамы Бахрейн Бангладеш Барбадос Беларусь Бельгия Белиз Бенин Бермуды Бутан Боливия Босния и Герцеговина Ботсвана Остров Буве Бразилия Британская территория Индийского океана Бруней-Даруссалам Болгария Буркина-Фасо Бурунди Камбоджа Камерун Кабо-Верде Каймановы острова Центрально-Африканская Республика Чад Чили Китай Остров Рождества Кокосовые (Килинг) острова Колумбия Коморские острова Конго Конго, Демократическая Республика Острова Кука Коста-Рика Берег Слоновой Кости Хорватия Кипр Чехия Дания Джибути Доминика Доминиканская Республика Восточный Тимор Эквадор Египет Сальвадор Англия Экваториальная Гвинея Эритрея Эстония Эфиопия Фарерские острова Фаукландские острова Фиджи Финляндия Франция Французская Гайана Французская Полинезия Южные Французские Территории Габон Гамбия Грузия Германия Гана Гибралтар Греция Гренландия Гренада Гваделупа Гуам Гватемала Гернси Гвинея Гвинея-Бисау Гайана Гаити Острова Херд и Макдональд Гондурас Гонконг Венгрия Исландия Индия Индонезия Ирак Ирландия Остров Мэн Израиль Италия Ямайка Япония Джерси Иордания Казахстан Кения Кирибати Кувейт Кыргызстан Лаос Латвия Ливан Лесото Либерия Ливия Лихтенштейн Литва Люксембург Макао Македония Мадагаскар Малави Малайзия Мальдивы Мали Мальта Маршалловы острова Мартиника Мавритания Маврикий Майотта Мексика Микронезия Молдова Монако Монголия Черногория Монтсеррат Марокко Мозамбик Мьянма Намибия Науру Непал Нидерланды Нидерландские Антильские острова Нейтральная зона Новая Каледония Новая Зеландия Никарагуа Нигер Нигерия Ниуэ Остров Норфолк Северная Ирландия Северные Марианские острова Норвегия Оман Пакистан Палау Палестинская территория, оккупированная Панама Папуа — Новая Гвинея Парагвай Перу Филиппины Питкэрн Польша Португалия Пуэрто-Рико Катар Воссоединение Румыния Российская Федерация Руанда Сен-Бартелеми Святой Елены Сент-Китс и Невис Санкт-Люсия Сен-Мартен Сен-Пьер и Микелон Сент-Винсент и amp; Гренадины Самоа Сан-Марино Сан-Томе и Принсипи Саудовская Аравия Шотландия Сенегал Сербия Сейшельские острова Сьерра-Леоне Сингапур Словакия Словения Соломоновы острова Сомали Южная Африка Южная Джорджия и С.Сэндвич Ис. Южная Корея Испания Шри-Ланка Суринам Шпицберген и Ян Майен Свазиленд Швеция Швейцария Тайвань Таджикистан Танзания Таиланд Идти Токелау Тонга Тринидад и Тобаго Тунис Турция Туркменистан Острова Теркс и Кайкос Тувалу Уганда Украина Объединенные Арабские Эмираты Объединенное Королевство Внешние малые острова США. Уругвай Узбекистан Вануату Ватикан-город-государство Венесуэла Вьетнам Виргинские острова, Британские Виргинские острова, США Уэльс Уоллис и Футуна Западная Сахара Йемен Замбия Зимбабве
MASTERCUT 1.65 PER — Высекательный пресс Autoplaten® — Обзор
Новаторское решение для преобразования лито-ламелей
MASTERCUT 1,65 PER — это совершенно уникальная машина — единственная машина, специально разработанная для обработки картона и гофрированного картона, а также лито-ламината, что делает ее одной машиной для всех работ. Сочетая в себе преимущества планшетных высекальных машин для складных картонных коробок и гофрокартона, он может одинаково хорошо обрабатывать прочные и деликатные материалы, начиная от твердого картона 300 г и заканчивая двустенной литографией BC.Верхний податчик листа к листу для деликатных и чувствительных материалов, специально адаптированный РЕГИСТРАТОР ПИТАНИЯ и его высокое усилие резания обеспечивают чрезвычайно точную высечку даже для коробок сложной конструкции и деликатных материалов, обеспечивая исключительное качество высечки. MASTERCUT 1.65 также является единственным решением на рынке для вырубки формата VII и предлагает возможность выполнять одинарную, двойную резку и полные листы. Его исключительная эргономика с максимальным уровнем автоматизации и доступности, а также полностью интуитивно понятный HMI SPHERE также обеспечивают быстрое и простое управление для максимальной производительности.
Следите за новостями: выпуск этой уникальной машины состоится в начале 2022 года.
Уникальная высечка лито-ламелей
- Единственная машина, специально разработанная для преобразования лито-ламелей
- Изготовленный на заказ верхний податчик листов на лист для тонких и чувствительных подложек
- От 0,5 мм до 7,0 мм лито-ламинат или гофрированный картон
- Единственное решение на рынке для вырубки размера VII
Одна машина для всех работ
- Полная гибкость: обрабатывает картон, гофрированный картон и лито-пластину
- Оптимальный подающий стол со специальным устройством для прессования и бесконтактный привод, одинаково хорошо справляется с прочными и хрупкими материалами
- Вырубка с одинарной, двойной резкой и выдача целых листов
- Высокое усилие резания для многослойных выходов и сложных конструкций коробок
Великолепное качество — во всех смыслах
- Нарезка по -привод отпечатка и блокировка планки захвата для чрезвычайно точной высечки
- Уникальный питатель без какого-либо трения, гарантируя отсутствие царапин на заготовках Технология плоской высечки BOBST для мощного усилия резания при низком давлении на основу
- Надежный и долговечный станок и высококачественная оснастка
- Исключительная эргономика с максимальным уровнем автоматизации и доступность, интуитивно понятный HMI и готовность к Интернету вещей
Подходит для следующих отраслей
Секторы конечного использования
Еда
Напитки
Дом и офис
Промышленность и транзит
Основные обрабатываемые материалы
Тяжелая массивная доска
Гофрированный картон
Ламинаты
Картонная коробка
Роторные фрезы | Лэнд Прайд
18-60 л.с.
Роторные резаки RCR1242, RCR1248, RCR1260 и RCR1272 от Land Pride — это экономичное решение для ухода за газоном на фермах, в сельской местности или на пустырях.Высота среза 1 дюйм делает его хорошим решением для грубых стрижек с небольшими саженцами и сорняками. RCR12 — хорошее решение. для малолитражного или компактного трактора мощностью до 60 л.с. и имеет полностью сварную платформу и 24-дюймовую перемычку для пней.
Подробнее20-60 л.с.
Владельцам небольших площадей, которым нужна более тяжелая фреза, Land Pride предлагает RCR1548. Он имеет режущую способность 2 дюйма, высокую скорость острия лезвия и большую коробку передач, чем RCR12.Идеально подходит для ухода за аллеями, пастбищами и другими труднопроходимыми участками.
Подробнее20-65 л.с.
Роторные фрезы RCR1860 и RCR1872 компанииLand Pride идеально подходят для несложных работ по уходу за фермой, на пологих склонах или в условиях небольшой полосы отвода. Полностью сварная дека добавляет дополнительную прочность, в то время как плавающая трехточечная платформа позволяет деке плотно прилегать к местности для качественного среза. Куттеры имеют трехточечную навеску категории I и адаптируются к быстрой навеске.Они предлагаются со стандартной трансмиссией категории 3 по ASAE со срезным болтом или защитой от фрикционной муфты, а также со ламинированным или сплошным резиновым хвостовым колесом.
Подробнее45-90 л.с.
Роторный резакLand Pride серии RCR1884 предлагает ширину реза 84 дюйма для быстрой обработки материала диаметром до 2 дюймов для легкого обслуживания на ферме, пруда или пустых участков в городе. Куттер имеет трехточечную навеску категорий 1 и 2 и совместим с системой быстрой навески.Он предлагается со стандартной трансмиссией категории 4 по ASAE с защитой от фрикционного сцепления и одинарным или сдвоенным задним ламинированным хвостовым колесом.
Подробнее35-60 л.с.
Land Pride RCD1884 — косилка с гладким верхом и со смещением, которая лучше всего подходит для обработки травы. Эта фреза с двумя шпинделями короче по длине, чем фрезы с одним шпинделем 84 дюйма; уменьшенная длина обеспечивает лучшую маневренность в ограниченном пространстве. Смещение 10 дюймов делает RCD1884 хорошим решением для приложений, требующих резки вблизи зданий, заборов и т. Д. другие препятствия, которые могут быть обнаружены в садах, парках или на полосах отвода.
Подробнее20-65 л.с.
Модели RCF2060 и RCF2072 от Land Prideимеют гладкую верхнюю часть для облегчения очистки и плавающую верхнюю тягу для отслеживания неровностей почвы в траве, сорняках и легкой щетке диаметром до 2 дюймов. RCF20 идеально подходит для обработки сельскохозяйственных угодий или травы на фермах. Фрезы имеют трехточечную навеску категории 1. Стандартная трансмиссия категории 3 по ASAE предлагается либо со срезным болтом, либо с защитой от фрикционной муфты, а заднее колесо предлагается из многослойной или цельной резины.
Подробнее45-90 л.с.
Роторный резак RCF2084 с гладким верхом Land Pride быстро справится с пастбищами и легкими кустарниками благодаря ширине кошения 84 дюйма и режущей способности 2 дюйма. Плавающая верхняя тяга позволяет платформе следовать по ландшафту для равномерного среза. Этот резак имеет трехточечную навеску категорий I и II, которая может быть адаптирована к быстрой навеске. Стандартная трансмиссия категории 4 по ASAE предлагается с двухдисковой фрикционной муфтой, чтобы защитить ваши вложения в фрезу.
Подробнее40-110 л.с.
Роторные косилкиLand Pride в стандартной комплектации RCR2596 и RCR2510 обеспечивают отличную режущую способность на пологих или слегка рельефных полосах отвода, пастбищах, отведенных площадях и полях с пропашными культурами. Их ширина стрижки 8 футов и 10 футов, высота стрижки от 2 до 12 дюймов и способность срезать сорняки и очищать щеткой диаметром до 1 дюйма делают их хорошо подходящими для этих применений.
Подробнее35-130 л.с.
Роторные фрезы средней мощностиLand Pride RCR2660 и RCR2672 идеально подходят для кошения пологих или слегка очерченных полос отвода, пастбищ, отведенных площадей и полей для пропашных культур.Оба агрегата оснащены одинарным ламинированным продольным колесом и 4-х дисковой защитой от фрикционной муфты. Серия RCR26 очищает траву, сорняки и легкие кусты до 3 дюймов в диаметре и имеет диапазон высоты стрижки от 2 до 12 дюймов.
Подробнее60-130 л.с.
Роторный резак RCR2684 средней грузоподъемности от Land Pride идеально подходит для кошения пологих или слегка очерченных полос отвода, пастбищ, отведенных площадей и полей для пропашных культур. RCR2684 очищает траву, сорняки и легкие кусты до 3 дюймов в диаметре и имеет диапазон высоты стрижки от 2 до 12 дюймов.Эти устройства поставляются с сверхпрочным овальным джемпером и сменными полозьями. Доступны дополнительные резиновые дефлекторы или кожухи цепи.
Подробнее35-130 л.с.
Роторные резаки RCF2760 и RCF2772 — это версия нашей серии RCR26 с гладким верхом, обеспечивающая такой же отличный срез и идеальная для травы, сорняков, сельскохозяйственных культур, кустарников и небольших деревьев диаметром до 3 дюймов. В стандартную комплектацию этих агрегатов входит сверхпрочная перемычка для пней толщиной 3/16 дюйма и сменные полозья с болтовым креплением.Дополнительные экраны доступны для передней и задней части.
Подробнее60-130 л.с.
Роторные фрезыLand Pride RCF2784 — это сверхмощные версии серии RCR26 с гладким верхом. Ширина 84 дюйма поможет вам справиться с небольшими деревьями до 3 дюймов в диаметре, а также с травой, сорняками, зерновыми культурами и кустами. (Фото RCF2772 показано для справки.)
Подробнее60-190 л.с.
Роторный резак Land Pride RCF3672 — это грубая машина с редуктором мощностью 190 л.с., способная выполнять любые задачи по расчистке земли, включая густую траву и сорняки, стерню пропашных культур, толстые кусты и небольшие деревья до 4 дюймов в диаметре.RCF36 имеет гладкую верхнюю часть и предлагает диапазон высоты стрижки от 2 до 12 дюймов. Защитные ограждения для передней части включают резиновый дефлектор, защиту для одиночной цепи или двойную защиту цепи; Задние варианты включают в себя ограждения с одной или двумя цепями или лентой.
Подробнее50-190 л.с.
Дисковый фрезерный станок Land Pride RCF3684 — это зверюга среди одношпиндельных фрез. Он оснащен коробкой передач мощностью 190 л.с., способной скашивать густую траву и сорняки, стерню пропашных культур, толстую щетину и небольшие деревья до 4 дюймов в диаметре, а также имеет диапазон высоты кошения от 2 до 12 дюймов.RCF3684 отличается гладкой верхней частью для легкой очистки, цельносварной декой для дополнительной прочности и плавающей верхней сцепкой для чистого и ровного среза.
Подробнее40-100 л.с.
Роторный резакLand Pride RC2512 разработан для небольших тракторов, сохранив при этом характеристики и преимущества больших складных резаков. Ширина 12 футов, острый радиус поворота и малый вес гребня делают его идеальным роторным резаком для владельцев компактных тракторов, которым нужен большой роторный резак для ухода за легкой сельскохозяйственной и муниципальной травой.RC2512 предлагает прицепной самовыравнивающийся дышло с вилкой для крепления к тракторам мощностью 40–100 л.с. Он имеет постоянную скорость Cat. 4 главные трансмиссии и кат. 3 соединительных кардана с защитой от фрикционной муфты.
Подробнее90-250 л.с.
Land Pride RC5014 / RCM5014 — самая большая складывающаяся поворотная фреза Land Pride — позволяет быстро обрабатывать обочины на 14 футов за один раз. Смещение позволяет оператору двигаться рядом с проезжей частью в том же направлении, что и движение транспорта, повышая безопасность оператора.Резак оснащен усиленной трансмиссией Cat 6, сверхмощными редукторами и высокой скоростью лезвия ножа для чистого и равномерного среза при большинстве операций по кошению шоссе.
Подробнее70-160 л.с.
20-футовый дисковый нож RC3620 / RCM3620 компанииLand Pride — идеальное дополнение к нашей полной линейке складных ножниц. Этот резак, также доступный в модели «M» (1000 об / мин), разработан для использования при кошении травы на широко открытых площадках. RC3620 — идеальный роторный резак для травянистых полей, пастбищ, водных путей, буферных полос и отведенных акров и обрабатывает щетку диаметром до 2 дюймов.Обладая скоростью наконечников от 16 000 до 16 500, этот агрегат быстро и эффективно справится с самыми большими объемами работ.
Подробнее50-130 л.с.
Двухшпиндельный фрезерный станокLand Pride RCF3610 / RCFM3610 является обновленной версией оригинального RCR35 с плоским верхом. RCF3610 с более крупными коробками передач, большей режущей способностью и более глубокой декой является идеальной двухшпиндельной фрезой для узких участков пастбищ, вдоль обочин дорог или в рощах.
Подробнее40-110 л.с.
Роторный резак с двойным шпинделем серии RCF3096 компании Land Prideот Land Pride — идеальный резак средней мощности для пастбищ и придорожных работ. RCF3096, доступный в трехточечном, полунавесном или тяговом исполнении, отличается режущей способностью 2,5 дюйма и боковыми юбками 1/4 дюйма.
Подробнее40-110 л.с.
Двухшпиндельный роторный резак RCF3010 / RCFM3010 от Land Pride — идеальный резак средней мощности для пастбищ и придорожных работ.RCF30 доступен с 3-точечным, полунавесным или тяговым креплением, имеет режущую способность 2,5 дюйма и боковые юбки 1/4 дюйма. Кроме того, каждый RCF3010 отличается высокой надежностью, которой славятся роторные резаки Land Pride.
ПодробнееПришло время для обновления
В последнюю неделю апреля береговая охрана США без особой помпезности предоставила долгожданную возможность построить до 27 катеров для катания на водных путях. После подписания контракта на детальное проектирование и строительство весной 2022 года удачливый судостроитель приступит к замене эклектичного флота береговой охраны, состоящего из 18 известных тендеров на строительство речных буев (WLR) и 13 тендеров на строительство внутренних водоемов (WLIC).
Флот береговой охраны для обслуживания внутренних водных путей слишком долго игнорировался. Пора Америке заняться низкопрофильными судами береговой охраны, которые проводят свои дни, обслуживая около 28 200 морских судов на 12 000 миль внутренних водных путей Америки. При среднем возрасте более 55 лет флот речных рабочих судов разделен на девять отдельных классов судов, начиная от старейшего катера береговой охраны, 77-летнего тендера на строительство внутренних водоемов и береговой охраны «Королевы флота» USCGC Simlax (WLIC- 315) двум самым молодым членам речного флота, 30-летним речным буя-тендерам USCGC Kankakee (WLR-75500) и Greenbrier (WLR-75501).
Отсутствие интереса понятно. В лучшем случае тендеры с буями — это утилитарные суда, которые затмевают более лихие катера и патрульные катера Береговой охраны с «белым корпусом». Еще менее интересны внутренние буй и тендеры на строительство, курсирующие по внутренним водным путям Америки. Они бродят по тихой воде, устанавливают буи, очищают кусты от навигационных сигналов, удаляют обломки и выполняют различные строительные работы. Но зачастую незамеченный вклад береговой охраны в техническое обслуживание водных путей чрезвычайно важен для поддержания открытой, функциональной и бесперебойной работы морской транспортной системы Америки.
Ожидается, что новые суда — начальный транш из 16 тендеров на строительство речных буев и 11 тендеров на строительство внутренних вод — войдут в строй где-то между 2025 и 2030 годами, и наступит захватывающий период экономических и технических изменений на американских водных путях. В течение ожидаемого проектного срока службы нового тендера «минимум 30 лет» Waterways Commerce Cutters, вероятно, возглавят возрождение прибрежной зоны, поддерживая гораздо более интенсивное использование первых настоящих автострад Америки по стране, чем многие ожидают.
Еще многое предстоит сделать, и, честно говоря, верфь-победитель могла бы немедленно начать работу над расширением программы рекордов. Запрос береговой охраны может быть уменьшен в зависимости от необходимости. Береговая охрана, конечно же, правильно сосредоточила внимание на системе морского транспорта США стоимостью 5,4 триллиона долларов, которую сегодня обеспечивает экономика США. Но Служба могла недооценить окончательное экономическое обоснование тендера.
Такое предположение может противоречить широко распространенному мнению. Некоторые морские новаторы считают навигационные средства старой школы устаревшими, умирающую морскую особенность, созревшую для замены «виртуальными» буями или другими причудливыми электронными схемами управления движением.Это нормально, но старомодный «тупой» стальной буй никуда не денется в ближайшее время, и, поскольку речное движение становится все больше и больше, на реках по-прежнему будет требоваться активное присутствие береговой охраны. Обновленный и обновленный флот Waterways Commerce Cutter может помочь обеспечить береговую охрану там, где она должна быть по мере преобразования внутренних водных путей.
Внутренние водные пути Америки уже претерпевают изменения. Пассажирские перевозки по рекам увеличиваются, а пассажиропоток по внутренним водным путям может расти намного быстрее, чем ожидалось.Возьмите Viking Cruise Lines. Компания известна своей быстрой экспансией на новые рынки — Viking вышла на рынок морских круизов в 2015 году, и сегодня она планирует иметь в эксплуатации 16 судов в следующие несколько лет. На берегу реки за последние восемь лет компания Viking сдала в эксплуатацию более 60 речных круизеров по всему миру.
Скоро настанет черед Америки. Первый речной крейсер Viking, Viking Mississippi, будет большим кораблем, вмещающим 193 каюты и вместимостью 386 человек. И Viking не одинок.American Cruise Lines вводит в сеть флот, состоящий как минимум из четырех современных речных круизеров, присоединившись к четырем величественным речным судам American Queen Steamboat Company. Если эти большие речные крейсеры взлетят, они будут стимулировать развитие береговой линии, вынудят оперативные изменения на водных путях и, как минимум, потребуют помощи в навигации высшего уровня.
Широкое сообщество судостроителей может не полностью понимать, что новый внутренний флот Береговой охраны — почти по умолчанию — будет предлагать больше полезности, чем унаследованные тендеры.Престарелый и ослабленный флот уже недооценивается поставщиком услуг экстренного реагирования — по словам коменданта береговой охраны адмирала Карла Л. Шульца, «катера внутреннего плавания и секторы Хартленд отреагировали на более чем 1100 морских инцидентов в 2020 году», отвечая на «морские инциденты». несчастные случаи, разливы нефти, выбросы опасных материалов и различные угрозы безопасности ». Поскольку современные платформы станут более надежными и функциональными, для нового буя внутреннего водного пути и тендеров на строительство откроется ряд обязанностей по реагированию на чрезвычайные ситуации.
Это хорошо. Реки Америки протекают через некоторые из наименее подготовленных городов и потенциально наиболее подверженных риску аварий и других непредвиденных обстоятельств в Соединенных Штатах. Если какое-либо из запланированных больших новых речных круизных судов попадет в беду, прибрежным службам быстрого реагирования будет сложно обслуживать сотни пассажиров и членов экипажа. Им понадобится помощь. А затем, когда острая опасность минует, Береговая охрана, вероятно, будет вызвана для управления или наблюдения за тем, что будет сложным процессом восстановления, расследования и спасения, выполняемого несколькими учреждениями.
На реках всегда присутствует вероятность промышленных аварий, и, по мере развития прибрежной полосы и увеличения пассажиропотока, своевременное реагирование на речные чрезвычайные ситуации и платформы управления и контроля, вероятно, будут пользоваться еще большим спросом, чем сегодня.
Вероятная потребность связана не только с обычным краткосрочным аварийным реагированием. На реках чрезвычайные ситуации часто развиваются медленно, когда катастрофа висит на волоске в течение нескольких дней или даже недель. В одном из примеров 2016 года баржа, перевозившая 2400 тонн безводного аммиака, села на мель в районе Quad Cities, и властям потребовалось десять дней, чтобы обезопасить, снять с мели и перебросить опасный груз.Речные и прибрежные службы реагирования знают, что сложные непредвиденные ситуации с опасными грузами могут превратиться в напряженные дела, которые могут длиться несколько недель.
Для такого рода работ новые катера для внутреннего плавания, которые, как ожидается, обеспечат до 11 дней проживания и обитаемости примерно 17-19 членов экипажа, могут быть идеальным помощником для ситуаций, когда на месте, командование и контрольные активы необходимы на определенный период времени. С этой целью долговечность фрезы является высоко оцениваемым фактором оценки, и средство повышения выносливости фрезы в критических ситуациях может быть интересным отличительным признаком для судостроительных верфей.
Новым верфям также может быть полезно подумать о том, как новые тендеры могут поддержать другие компоненты государственной, местной и национальной безопасности в чрезвычайной ситуации, и, возможно, интегрироваться с экспертами береговой охраны по опасным материалам в Национальной ударной группе. коммандос из группы реагирования морской безопасности или других специальных подразделений береговой охраны. Береговая охрана уже указывает, что платформы должны иметь сильные межведомственные коммуникационные возможности, и есть и другие функции, которые хитрый строитель мог бы предложить, чтобы получить преимущество в конкуренции.
Наводнения, штормы и стихийные бедствия — все это области, где может проявить себя обновленный флот внутренних катеров. Ураган 4-й категории «Лаура» вынудил береговую охрану отремонтировать или заменить 80 навигационных средств, но он также создал токсичные опасности. Во время реагирования на ураган двадцать из тридцати одного запроса на разливы в Национальный центр реагирования были переданы в USCG для принятия мер. Бедствия могут быть сезонными или уникальными. Ежегодные весенние паводки представляют собой хроническую проблему, и, с другой стороны, правительственные эксперты считают, что разлом Новый Мадрид, который простирается примерно от дна реки Мемфис, штат Теннесси, до Падуки, штат Кентукки, с вероятностью от 25 до 40% может вызвать землетрясение магнитудой 6 или более в течение следующих 50 лет.
Все эти бедствия потребуют — или потребуют — значительных работ по восстановлению судоходства на водных путях. Но катера, уже оптимально расположенные по всей системе внутренних водных путей, по-прежнему должны будут добраться туда, где они необходимы. Возможно, именно поэтому береговая охрана сделала упор на мобильность, подчеркнув скорость и осадку как важные требования к характеристикам.
Наконец, будущий флот внутренних судов будет обслуживаться в период существенных технологических изменений.Будучи явно «низкотехнологичной» платформой, Береговая охрана избегает высокотехнологичных безделушек и хочет, чтобы участники торгов предлагали только надежное твердотельное оборудование. Но это не значит, что судостроителям следует отказаться от мыслей о будущем.
Огромный потенциал беспилотных платформ уже очевиден, и, поскольку буи по большей части являются беспилотными платформами, у которых просто нет двигателей, у этих тендеров может быть реальное будущее в плане доставки беспилотных судов на внутренние водные пути Америки. Некоторые предположения относительно того, как эти платформы будущего могут быть интегрированы с флотом будущих катеров для торговли по водным путям, могут быть интересным способом для береговой охраны сохранить актуальность флота катеров для торговли по водным путям в будущем, сочетая захватывающие новые технологии с жесткими , задача старой закалки по сохранению водных путей Америки открытыми, а американская торговля не уходит в море.
Иллюстрации береговой охраны, показывающие ориентировочные (т. Е. Условные) конструкции для WLR (вверху), WLIC (в центре) и WLI (внизу). (Изображение: Береговая охрана США)