проблемы и пути их решения
Использование профильных труб (имеющих квадратное либо прямоугольное сечение) становится все более популярным, поскольку они обладают высокой прочностью и имеют хорошие показатели надежности. При этом правильно загнуть профильную трубу, не нарушив ее целостность и функциональность не так просто. Особо острым является вопрос гибки профильных труб своими руками в домашних условиях.
Использование гнутых профильных труб для благоустройства дома, двора и сада
Основные свойства профильных труб
Основное отличие профильной трубы от традиционной – это ее сечение. Именно разница в сечении не всегда позволяет применять привычные стандартные методы изгиба и достижения необходимого радиуса кривизны. Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и т. д., что влечет за собой применение различных техник их изгиба.
Следует также помнить, что любые механические воздействия с целью загнуть профильные трубы могут внести дефекты, а иногда привести к разрушению целостности конструкции, поэтому полезным будет позаботиться о возможности растяжения профильной трубы при ее изгибе.
Разнообразие применения гнутой профильной трубы для эстетических целей
Для достижения требуемого радиуса изгиба при выполнении работ своими руками необходимо обращать внимание на плавность, неторопливость движений, а также прилагаемые усилия, что значительно снизит вероятность повреждений и поможет получить нужную криволинейную форму изделия.
На выбор необходимого способа изгиба влияет также толщина стенок профильной трубы. Но если четко представить себе конечный результат, корректно и вдумчиво подойти к выбору метода гнутья профильной трубы, то полученная на выходе конструкция будет отличаться долговечностью, эстетичностью и надежностью.
Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Помните, что термическое воздействие на профильную трубу влечет за собой изменение внутреннего строения материала, из которого она произведена, и может значительно повлиять на свойства прочности и надежности. Кроме того, многократные воздействия с целью изменения формы трубы (загиб, разгиб), приводят к ее разрушению.
Особенности использования трубогиба
Перейдем к рассмотрению вариантов, как в домашних условиях согнуть профильную трубу. Отметим сразу, своими руками согнуть трубу профильную без применения специальных средств достаточно сложно, особенно, если толщина стенок трубы велика. Наиболее приемлемым и целесообразным в домашних условиях будет использование трубогиба. Для трубогиба характерны наличие специального ведущего колеса, которое при движении по одной из граней позволяет гнуть трубу профильную как необходимо пользователю.
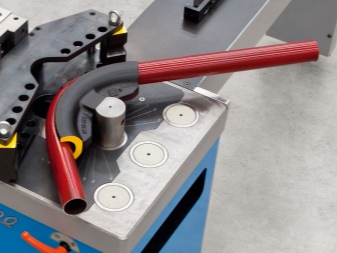
Ручной механический трехвалковый трубогиб для профильной трубы
Трубогибы бывают ручные и с электроприводом. В первом случае, гибка профильной трубы осуществляется вручную путем приведения в движение колеса трубогиба специальной рукояткой. Это приемлемо, если сечение трубы малой площади, а сама конструкция не является громоздкой и изменение ее формы возможно своими руками.
В ином случае, когда объем работ и размеры трубы достаточно большие, необходим трубогиб с электроприводом, приводимый в действие несложным нажатием на кнопку. Принцип работы аналогичен: движение колеса по грани. Но результат более эстетичен и менее трудозатратен.
Гидравлический трубогиб для круглой и профильной трубы
Если работы носят одноразовый характер, то в покупке спецоборудования и проведении работ в домашних условиях нет смысла, лучше обратиться в специализированные фирмы, можно взять станок в аренду. О том, как согнуть профильные трубы без трубогибов, будет приведено далее.
Альтернативные варианты сгибания труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без применения специальных станков. Следует заметить, что гибка профильной трубы по радиусу должна удовлетворять следующим требованиям:
- желательная толщина стенки трубы должна быть более 2 см, в противном случае изгиб чреват разрушением целостности конструкции трубы;
- положим высоту профиля трубы Z > 2 см, тогда профильная труба, гнутая на отрезке длиной 3,5 х Z, не будет разрушена и не утратит надежности.
Немаловажной является температура изделия при сгибании. Не секрет, что в нагретом состоянии изменить кривизну металлического изделия легче. Но, если работы производятся в домашних условиях, то крайне необходимо соблюдать технику безопасности и следить за своими действиями.
Полезный совет! Следует учитывать, что профильные трубы с высотой профиля до 1 см, не нуждаются в нагреве для придания им криволинейной формы, тогда как трубы с высотой профиля более 4 см однозначно своими руками и без нагрева не согнуть.
Сгибание профильных труб при помощи болгарки
Еще одним способом достижения желаемого радиуса загиба своими руками является применение болгарки. В месте предполагаемого изгиба необходимо сделать несколько поперечных пропилов (обычно их необходимо три), далее просто согнем профильную трубу своими руками и сварим места пропилов сварочным аппаратом.
Поскольку профильная труба имеет сечение правильной формы, то итоговое изделие будет иметь вполне эстетичный вид (если аккуратно зашлифовать сваренные участки) с ненарушенными показателями прочности.
Способ с использованием пружины
Сгибание профильной трубы небольшого сечения с использованием пружины
Способ довольно прост и может быть реализован следующим образом: необходимо взять проволоку (желательно из стали) толщиной примерно 2 мм, сделать из нее квадратную пружину, которую вставить в трубу, далее стоит нагреть место, где будет изгиб и собственно согнуть трубу до того радиуса, который необходим. Стоит сразу отслеживать, как правильно согнуть профильную трубу, поскольку нагретая труба не долго будет сохранять свою пластичность.
Полезный совет! При изготовлении пружины необходимо следить, чтобы ее сегменты были на полтора-два миллиметра меньше, чем соответствующая сторона сечения профильной трубы. При таких условиях не составит труда поместить пружину внутрь профильной трубы.
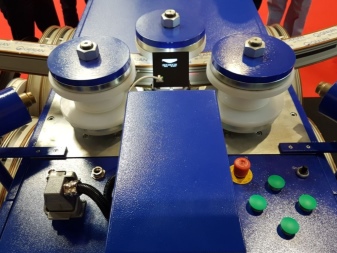
Трубогиб для профильных труб любого сечения с электродвигателем
Сгибание труб с использованием песка
Когда нет возможности произвести работы в специализированных мастерских и дело ограничивается домашними условиями и своими руками, на помощь приходят самые разнообразные идеи того, как согнуть профильную трубу, не затратив больших финансовых и физических усилий. Рассмотрим подробнее, как выгнуть профильную трубу: в домашних условиях при этом можно использовать песок, обязательно просеянный и высушенный. А также деревянные клинья, которые соизмеримы со срезом трубы и могут быть в него забиты.
Порядок действий следующий:
- забить клин с одной стороны трубы;
- засыпать внутрь песок;
- забить клин с другой стороны, тем самым сделав своеобразную заглушку.
Далее, зафиксировав один конец, можно производить сгибание на нужный радиус. При этом место сгиба также можно нагреть для облегчения выполнения операции. Целостность и прочность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, выбив предварительно деревянные клинья.
Самодельное приспособление для изгиба профильных труб
Как согнуть профильную трубу с помощью воды
Согнуть профильные трубы в домашних условиях, как необходимо по проекту, можно при помощи воды. При этом труба должна быть сделана из меди либо из любого иного цветного металла. Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важным является обеспечение ее нахождения при отрицательной температуре для того, чтобы вода могла замерзнуть. В таком состоянии согнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
Полезный совет! Помните, профильная труба с квадратным сечением будет гнуться легче ближе к концам, а не к середине.
гнутая прямоугольная труба в домашних условиях, изгиб квадратной трубы без трубогиба, как гнуть профтрубу своими руками
Содержание:
Профильные виды труб с сечением квадратной или прямоугольной формы позволяют сооружать разнообразные конструкции, способные выдерживать повышенные нагрузки. При возведении частного строения нужно обладать навыками и знаниями, как согнуть профильную трубу в домашних условиях собственноручно, чтобы не повредить ее целостность.

Основные характеристики профильных труб
Главной особенностью профильных труб по сравнению со стандартными изделиями считается их сечение. Именно данная разница не во всех случаях позволяет использовать стандартные способы изгиба для создания требуемого радиуса кривизны.
Кроме этого, промышленные предприятия производят профильную трубную продукцию из разнообразных материалов, в том числе из меди, алюминия, латуни и т.д. Это приводит к необходимости использования разных техник, чтобы в итоге согнуть профильную трубу.

В процессе осуществления механических воздействий с целью получения изогнутого изделия труба может получить дефекты и тогда в процессе эксплуатации целостность конструкции со временем разрушится. По этой причине желательно изучить возможность ее растяжения до того, как согнуть профтрубу.
Чтобы достигнуть нужного радиуса изгиба при выполнении работы самостоятельно, следует ее делать плавно и неторопливо и контролировать величину прилагаемых усилий. Это позволит значительно уменьшить вероятность возникновения повреждений и получить требуемую форму изделия.
На выбор варианта, как в домашних условиях согнуть квадратную трубу, оказывает влияние толщина стенок трубной продукции. При четком представлении, каким должен получиться конечный результат, и правильном подходе к определению способа гнутья возведенная конструкция будет отличаться прочностью, надежностью, эстетичным видом и долговечностью.

Следует знать, что при термическом воздействии, оказываемом на профильные изделия, происходят изменения во внутренней структуре металла, из которого они произведены. В итоге прочность и надежность конструкции может оказаться под большим вопросом. Помимо этого, многократные попытки гнуть профильную трубу своими руками, приведут к ее разрушению.
Использование трубогиба
Согнуть профильную трубу без трубогиба или иных аналогичных приспособлений в домашних условиях будет непросто, особенно при большой толщине стенок изделий из металлов (прочитайте: «Как загнуть трубу без трубогиба – способы для разных материалов»). Если планируется одноразовая работа, то приобретать станок для изгиба труб нет смысла. Специальное оборудование в данном случае лучше взять в аренду, обратившись в компании, которые оказывают подобные услуги.
Если предстоит гнуть своими руками профильную трубу, наиболее целесообразно и разумно использовать трубогиб, имеющий специальное ведущее колесо. Оно, передвигаясь по одной из граней, позволяет выгнуть профильное изделие так, как необходимо домашнему умельцу в конкретном случае.

Трубогибы выпускают:
- с ручным управлением;
- с электроприводом.
Когда изгиб профильных изделий выполняется вручную, колесо приспособления приводится в движение при помощи специальной ручки. Применять данный способ следует в том случае, когда сечение трубы имеет небольшую площадь, а будущая конструкция должна получиться не громоздкой и ее форму можно изменить собственноручно.
При большом объеме работ и таком же размере труб, потребуется трубогиб для профильной трубы, оборудованный электроприводом, который приводится в движение просто – путем нажатия на кнопку. Принцип функционирования данного устройства аналогичен – колесо передвигается по грани трубы, но результат получается более эстетичным и менее трудозатратным.
Другие способы собственноручного сгибания труб
Существует несколько вариантов, позволяющих сделать изгиб профильной трубы в бытовых условиях без специальных станков.
К выполнению гибки металлических изделий относительно радиуса, предъявляется несколько требований. Толщина их стенок должна превышать 2 сантиметра, иначе изгиб способен нарушить целостность трубы. При высоте профиля (обозначенной буквой Z) более 2-х сантиметров труба, согнутая на отрезке протяженностью 3,5хZ, не разрушится и не станет менее надежной.

Важную роль играет температура, которую при сгибании имеет изделие. Известно, что трубе, находящейся в нагретом состоянии, придать кривизну гораздо легче. При проведении работ в бытовых условиях необходимо придерживаться техники безопасности.
Чтобы выполнить изгиб труб, имеющих высоту профиля до 1 сантиметра, не требуется нагревать изделия для придания им криволинейного очертания. А вот трубную продукцию с высотой профиля свыше 4-х сантиметров без нагрева согнуть своими руками не удастся.
Использование болгарки при сгибании профильных труб
Чтобы гнутая профильная труба, сделанная своими руками, получилась требуемого радиуса загиба, можно применить болгарку.
Для этого:
- В месте, где планируется изгиб, нужно выполнить несколько поперечных пропилов (как правило, их потребуется 3).
- Потом следует собственноручно согнуть профильную трубу.
- В завершении места пропилов сваривают сварочным аппаратом.

Поскольку у профильной продукции сечение имеет правильную форму, то полученное изделие должно приобрести эстетичный вид при условии, что сваренные участки будут тщательно зашлифованы. Одновременно показатели прочности останутся прежними.
Изгиб профильных изделий с применением пружины
Данный вариант отличается простотой исполнения, для чего потребуется выполнить следующий перечень работ:
- Берут проволоку, желательно, чтобы она была стальной, толщиной примерно 2 миллиметра, и делают из нее пружину.
- Далее ее вставляют в трубу.
- Нагревают место будущего сгиба.
- В завершение работы изгибают изделие, соблюдая требуемый радиус.
Следует сразу же следить за правильностью сгиба профильной трубной продукции, поскольку нагретое изделие сохраняет свою эластичность непродолжительное время.

В процессе изготовления пружины нужно обращать внимание на такой важный момент: ее сегменты должны быть меньше на 1,5 –2 миллиметра, чем параметры соответствующей стороны сечения, которое имеется у профильного металлического изделия. Если придерживаться данного правила, не возникнет проблем с тем, как вставить пружину внутрь трубы.
Применение песка для сгибания трубы
При отсутствии возможности воспользоваться услугами профессионалов, когда работу приходится выполнять своими руками в бытовых условиях, помочь согнуть профильную трубу могут оригинальные решения, для реализации которых не потребуются большие финансовые затраты. При этом не придется прикладывать значительных физических усилий. Читайте также: «Как согнуть трубу без трубогиба – проверенные варианты для разных видов труб».
Например, чтобы получилась квадратная или прямоугольная гнутая труба, используют песок, предварительно просеянный и хорошо просушенный. Также нужны будут деревянные клинья, имеющие соизмеримый срез изделия, и которые можно будет вбить в трубу.

Порядок выполнения действий выглядит так:
- С одной из сторон трубного изделия забивают клин.
- Внутрь трубы насыпают песок.
- Забивают клин со второй стороны, получив в итоге своеобразную заглушку.
- После фиксации одного конца приступают к изгибу трубы на нужную величину радиуса. При желании место будущего сгиба для облегчения процесса можно нагреть.
За счет песка, засыпанного внутрь, будет обеспечена прочность и целостность конструкции трубы. После успешного выполнения работы его удаляют, предварительно убрав деревянные клинья.
Выполнение изгиба труб при помощи воды
Изогнуть профильную трубу собственными силами в домашних условиях также можно с помощью воды. Этот вариант задействуют, когда трубная продукция произведена из меди или другого цветного металла. Один конец изделия закрывают заглушкой и наливают внутрь его воду. Изделие следует поместить в место, где вода замерзнет. После этого согнуть его самостоятельно будет несложно. Чтобы легче получилась труба квадратная гнутая, нужно сгибать ее не посередине, а ближе к одному из концов.
Как согнуть профильную трубу в домашних условиях без трубогиба: видео
Создание изгиба профильной трубы профессиональным строителем или обычным хозяином часто может встретиться в процессе стройки или ремонта любого загородного дома и коттеджа. Решившись выполнить сгибание профильной трубы собственными руками в бытовых условиях, хозяин всегда озадачивается о том, как правильно и надежно устроить тепличную конструкцию, крытую террасу или курилку.

При создании таких конструкций используют именно профильные изделия, так как они намного популярнее перед трубами с традиционной круглой формы.
Трубы, имеющие обыкновенное сечение в виде круга сгибаются с помощью обычного гидравлического трубогиба со специальными башмаками и роликами для круглых заготовок. При этом изогнуть профильные детали на таком станке не представляется возможным, так как его исполнительные устройства для круглых форм просто-напросто испортят профиль – заготовка растрескается, поломается, или совсем раздавится.
Способы сгиба профильных элементов
Профильную трубу можно без всяких дефектов изогнуть и своими руками. Для изготовления таких гнутых профильных деталей существует много приемов. Одним из распространенных вариантов является сгибание профильной заготовки с помощью специальных устройств – так называемых профилегибов. Однако цена такого оборудования достаточно высокая, которая ставит под вопрос приобретение такого специального станка у обычного хозяина.
 как согнуть профильную трубу без трубогиба
как согнуть профильную трубу без трубогибаВ случае редкой необходимости изготовления гнутых профилей в бытовых условиях предлагается приобрести на рынке специальные трубогибы для ручной работы, используемые как для труб с круглым сечением, так и для профильных заготовок. Стоимость такого домашнего оборудования ориентировочно равняется 100 долларам. Стоит отметить, что при использовании ручных инструментов для создания гнутых деталей необходимо хозяину иметь соответствующую физическую и моральную подготовку – работа требует выносливости и терпения, но экономно.
При одноразовой необходимости выполнения сгибов на заготовках покупать даже ручные механизмы нерационально. В этом случае рекомендуется приобрести на рынке уже изготовленный элемент или можно сделать заказ в мастерской либо на соответствующем предприятии, где за сравнительно невысокую плату смогут изготовить любую деталь из собственного профильного материала.

При таком решении задачи можно не только снизить стоимость работ и не потратить личное время и силы, но и достичь необходимого результата – получить деталь с качественным и правильным сгибом определенного диаметра или формы.
В каждом строительном и не только деле всегда существуют народные методы. Изгиб профильных заготовок собственными руками – не исключение. Только в этом случае существует возможность изготавливать сгибы стальных, медных или полимерных трубных заготовок некрупного размера.
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.

При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения. Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки.

Изготовление сгиба
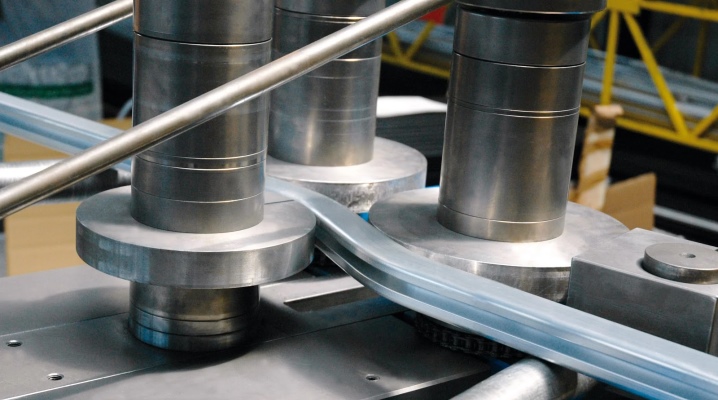
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.

Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.

С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.
- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.

Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.

Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.

С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.

Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Сгибаем без трубогиба
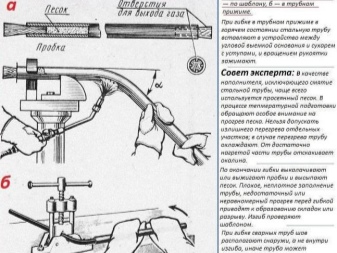
Сделать изгиб прямоугольной заготовки без трубогиба можно еще посредством хорошо высушенного и тщательно просеянного песка. Перед сгибанием необходимо в один из концов трубы заколотить клин из дерева в глубину, равной от 10 до 20 см. После этого засыпать до края противоположное открытое отверстие трубы очищенным и высушенным песком и забить туда подобный клин. Затем можно начинать сгибание заготовки посредством болванки определенного диаметра, который должен совпадать с планируемым размером изделия.
При слишком резких изгибах – когда радиус небольшой, участок сгибания рекомендуется разогреть посредством горелочного устройства. Благодаря набитому до краев в трубу песку сохранится форма сечения изделия.
После выполнения сгибания необходимо выжечь одну из пробок, высыпать песок изнутри и вырвать вторую пробку.
как согнуть по радиусу? Обзор гибочных станков и другого оборудования
В производственных и бытовых условиях часто требуется гибка алюминиевого профиля, изготовленного из чистого или легированного металла. В этой статье мы расскажем, как согнуть профиль по углу или радиусу, представим обзор гибочных станков и другого оборудования.


Особенности гибки
Алюминий – очень пластичный материал, поэтому для работы с ним не требуется больших усилий. Другое дело – качество гиба и соблюдение требуемых размеров. Тут нужно учитывать некоторые особенности.
- Высокой пластичностью отличается только чистый алюминий, то есть без примесей и легирующих добавок. Дело в том, что встречается он редко (особенно если детали не электротехнические). Согнуть легированный металл сложнее, у него гораздо выше твердость. Поэтому место гиба требуется прокалить горелкой или паяльной лампой, а затем медленно охладить. Учтите, что алюминий замечательно проводит тепло, поэтому работайте в толстых перчатках. Не исключено, что после работы гнутую деталь потребуется закалить.
- Легированный алюминий обладает большей упругостью, поэтому ему нужно задавать завышенный угол гиба и заниженный радиус. Тогда под действием силы упругости деталь приобретет правильную форму.
- Если у профильной трубы толщина стенок составляет менее 2 мм, качественного гиба не получится даже при идеальных условиях, а прочность значительно упадет. Поэтому конструкции из гнутого профиля с небольшой толщиной стенки лучше заменить сварными.
Это, пожалуй, и все, что касается особенностей работы. Теперь можно поговорить о применяемом оборудовании.


Обзор оборудования
Существует 2 класса станков – промышленные и самодельные. Начать стоит с первых.
По размеру гибочные станки делятся на:
- стационарные;
- переносные.


Они могут производить гиб:
- по заданному радиусу;
- по заданному углу.

По виду управления:
- ручные;
- с ЧПУ;
- станки-автоматы.
Теперь подробнее поговорим о каждой группе. Стационарные отличаются большими размерами, высокой мощностью и производительностью, высокой стоимостью. Устанавливаются на промышленных предприятиях. Станки для гибки профиля по заданному радиусу бывают 3-х и 4-х роликовые.
- 3-роликовые более простые, но имеют ограниченный сортамент. 2 ролика закреплены в одном положении и вращаются в одну сторону, а 3-й может перемещаться. За счет этого осуществляется регулировка радиуса сгиба. Для выполнения гиба с малым радиусом требуется несколько заходов, что снижает производительность. На концах заготовки остаются прямые участки. Их длина немного превышает половину расстояния между 2-мя подвижными роликами, поэтому необходим припуск. Далее эти участки отрезаются.
- 4-роликовые. У них 2 валика неподвижны, а другие 2 задают изделию нужную форму. За счет этого можно изготавливать сложные детали (круги, спирали и прочее). Часто оснащены системой ЧПУ.

По расположению роликов станки бывают:
- с горизонтальной ориентацией;
- с вертикальной.


Станки с горизонтальными валиками больше подходят для габаритных деталей (высотой до 300 мм), а с вертикальными – для небольших заготовок (прокат) и деталей из особо сложных материалов (например, оконные профили). Ролики для таких станков могут быть стальными или из высокопрочного полимера (полиацеталь, полиэтилен, капролон и другие).
- Стальные имеют больший ресурс и применяются для гибки неокрашенных заготовок. Из-за высокой твердости они могут царапать поверхность.
- Полимерные используются для ответственных работ, когда поверхность должна остаться чистой. Они обладают меньшим трением, имеют устойчивость к коррозии, и у них меньшая масса. Стоят такие валики дешевле, поскольку их легче производить.


Ролики можно менять в зависимости от назначения заготовки и конструкции станка. Машины для гибки по заданному углу представляют собой пресс, между матрицей и пунсоном которого располагается заготовка. В матрице есть паз, стенки которого наклонены под заданным углом, этот угол передается на заготовку. Таких ручьев может быть несколько, а сами пунсоны можно менять. Таким образом осуществляется регулирование угла гиба.
Такие станки часто переносные, они не требуют установки на станину. Для гибки мягкого тонкостенного металла достаточно ручного привода. Типичный представитель этой группы – профилегиб модели «АЛС» («АЛС-А 90» и «АЛС-А 60»). Машины могут быть оснащены СЧПУ, благодаря которому точность гиба достигает 0,01 мм и выше.
Станки с ручным приводом обычно оснащены упорами с нанесенной разметкой.


Станки-автоматы выполняют гиб только одного радиуса или угла, зато работают с высокой скоростью и большой производительностью. Как, например, такая модель. Это оборудование целесообразно покупать только для массового производства одной-единственной детали или нескольких однотипных. Простейшие станки для гибки профиля можно сделать своими руками. Результат их работы почти не отличается от гибов на заводских станках (в неответственных конструкциях). Конструкций существует множество. В крайнем случае согнуть заготовку можно в тисках. Но каким бы совершенным ни было оборудование, работа требует определенных навыков.
Гибка аллюминиевого профиля с помощью станка в видео ниже.
Как согнуть?
Опытные мастера знают, что подготовка гиба занимает гораздо больше времени, чем сама работа.
- Перед работой выберите тип роликов. Если не требуется высокое качество поверхности, они могут быть стальными.
- Если деталь из легированного алюминия, ее нагревают и гнут еще горячую.
- Важно. При нагреве на поверхности образуется окалина, которая попадает под рабочие ролики и царапает заготовку. Поэтому перед гибом ее желательно удалить, например, железной щеткой. Но не прикладывайте больших усилий, чтобы не оставалось царапин.
- Форма ручьев на валиках должна соответствовать профилю заготовки, во избежание сплющивания.
- Для профиля с замкнутым (например, квадрат) и незамкнутым (П-образным) контуром технология работ отличается. Для 2-го не нужно особой подготовки, в то время как 1-й требует предварительных работ.
- Если профиль имеет продольный сварной шов, то шов должен располагаться с внутренней стороны гиба или на боковой стороне. На внешнем радиусе его наличие недопустимо.
Если не сделать подготовку, труба может заломиться или на внутренней стороне появятся складки. Перед работой нужно заполнить ее внутренний объем. Это делается несколькими способами.


С использованием стальной пружины
- Берется пружина, длина которой равна или превышает длину профиля. Витки должны плотно прилегать друг к другу.
- Пружина вставляется внутрь трубы, и затем заготовка поступает на станок.
Достоинство такого метода – простота. Недостаток – нужна пружина, которой может не быть. Да и подходит способ только для круглых деталей.

С применением кварцевого песка
Этот метод более сложный, но более универсальный.
- Необходимо сделать 2 пробки, которые закроют торцы детали. Одна из них плотно набивается на 1-й конец профиля. После работы они извлекаются. Подумайте, как вы это сделаете.
- Внутренняя полость заполняется мелкофракционным песком.
- Вставляется другая пробка. Ее нужно забить молотком, чтобы плотность закрепления была высокой.
- Трубу по всей длине требуется обстучать молотком. Это нужно для равномерного распределения песка по всей длине.
- Далее осуществляется прогрев места гиба (при необходимости). Следите, чтобы не повредились пробки.
- Выполняется загиб.
- Вынимаются пробки, высыпается песок.
Следует сказать, что песок не теряет своих свойств и его можно использовать повторно. Более того, при вибрации и прогреве он измельчается, что положительно сказывается на следующих гибах.
Если песка нет, его может заменить вода, а точнее, лед. Технология работы почти не отличается.
- Забиваются пробки, заливается вода.
- Деталь замораживается.
- Выполняется гибка, но без прогрева.

Способ хорошо подходит для холодного времени года. Но учтите, что при низких температурах металл становится хрупким, поэтому нужно уменьшать скорость работы. Есть еще способ, который вообще не требует специального оборудования. Но он очень трудоемкий.
- Для изгиба по радиусу на заготовке делается большое количество пропилов. Для гиба по углу пропил нужен один.
- Лишний материал удаляется.
- Деталь гнется, а места стыков завариваются.
- Выполняется зачистка и обработка сварных швов. В результате они становятся практически незаметными.
Такой способ не подходит для загиба по радиусу, поскольку окружность состоит из множества прямых отрезков. Но его можно применять для тонкостенных заготовок и загиба под 90 градусов и на другой угол.
