Сварочный инвертор, принцип его работы
Инверторный источник сварочного тока — один из современных видов источника питания сварочной дуги.
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы — это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Как устроен и работает сварочный инвертор на видео:
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, 
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы — качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный.

Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками».
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите на видео:
 com/embed/94HQvA4G1lY» frameborder=»0″/>
com/embed/94HQvA4G1lY» frameborder=»0″/>
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы.
Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Ранее ЭлектроВести писали, что SMA и Infineon совместно разработали инверторы на основе карбида кремния в качестве полупроводников, что позволило не только снизить вес, но и отказаться от использования некоторых комплектующих.
По материалам: electrik.info.
Принцип работы сварочного аппарата
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования.
В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока.
Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.

- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволка, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволка через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
стройка, ремонт, недвижимость, ландшафтный дизайн
Уже давненько введен в эксплуатацию инверторный сварочный аппарат. Он пользуется популярностью и у профессионалов, и у мастеров-любителей. Не за горами то время, когда именно это оборудование вытеснит с рынка все аналоги. Скорее всего, благодаря своей простоте инверторная сварка используется повсеместно. Цена на нее достаточно низкая, а качество выполненной работы при этом не страдает.
Как устроен сварочный инвертор
Совсем недавно инверторные аппараты были гораздо проще, но с течением времени они дополнились электроникой, а это положительно сказалось на функциональности агрегата. На цену это никак не повлияло. Стоит отметить, что сам термин инверторный никоим образом не относится к сварке — речь идет об источнике питания аппарата.
На цену это никак не повлияло. Стоит отметить, что сам термин инверторный никоим образом не относится к сварке — речь идет об источнике питания аппарата.
Как действуют инверторные сварочные аппараты:
- включают сварочные аппараты инверторного типа при выполнении работ в обычную розетку;
- постоянным ток делает фильтр, который сглаживает его после поступления тока в инвертор;
- в результате энергия проводится сквозь транзисторы и на выходе получается переменный ток, только его частота выше;
- затем опять напряжение преобразуется, а снижение напряжения приводит к повышению силы тока. Так и выходит сила тока самой сварки.
Получается, что повышенная частота тока и есть главным фактором при инверторной сварке. В этом и заключается преимущество инверторной сварки перед остальными ее видами. Благодаря предварительному преобразованию электрической энергии можно использовать трансформаторы небольших размеров.
Почему работать с инверторным сварочным аппаратом легко и удобно
Прежде всего, они очень легкие, но в то же время с легкостью варят даже толстый металл.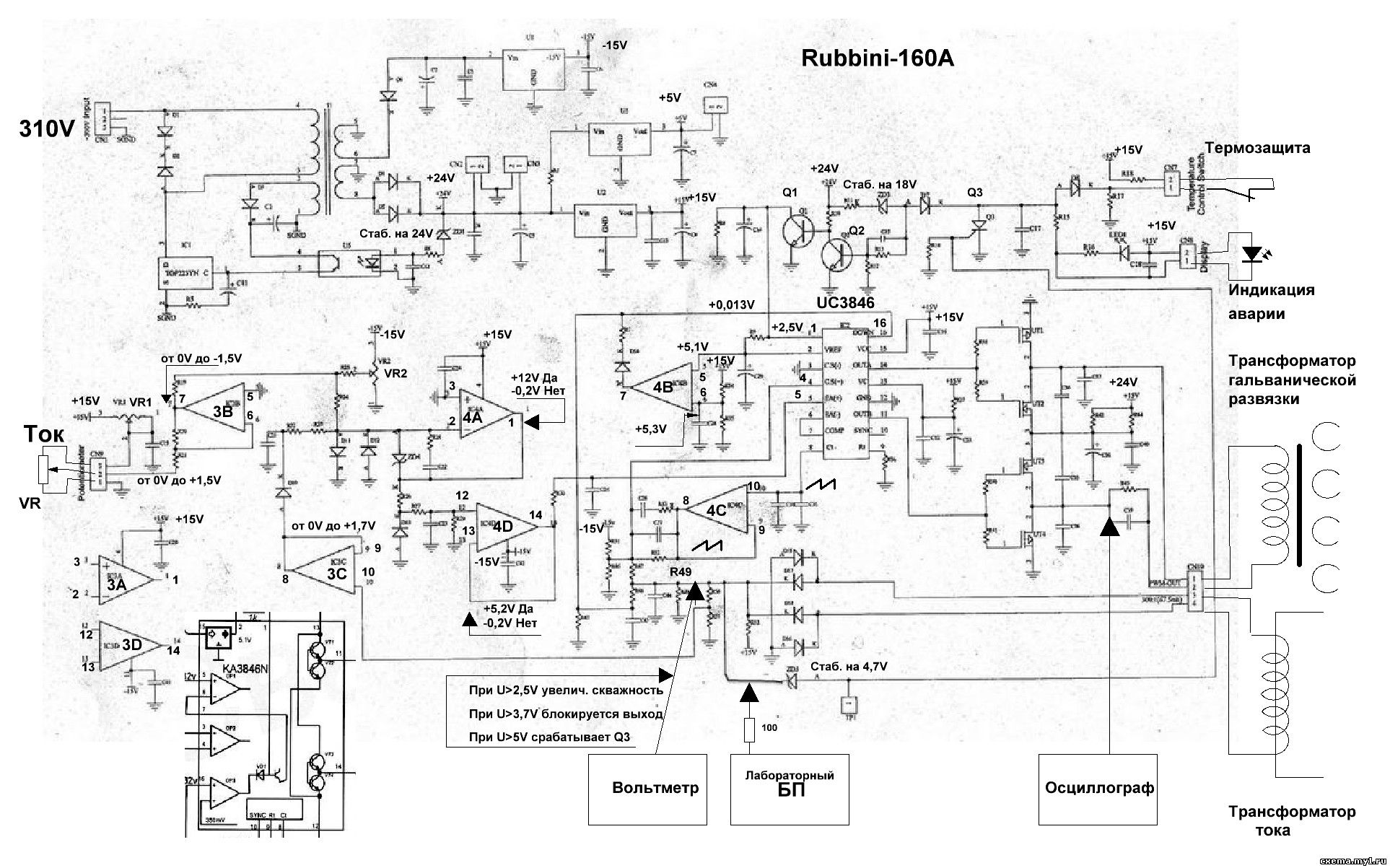 Электроды не прилипают к металлу, а поджиг электрода происходит очень быстро благодаря подаче тока большой силы. Сведен к минимуму риск поломки из-за того, что при появлении короткого замыкания напряжение в сварочном аппарате резко снижается. Вот и вся схема работы инверторного сварочного аппарата.
Электроды не прилипают к металлу, а поджиг электрода происходит очень быстро благодаря подаче тока большой силы. Сведен к минимуму риск поломки из-за того, что при появлении короткого замыкания напряжение в сварочном аппарате резко снижается. Вот и вся схема работы инверторного сварочного аппарата.
Благодаря инверторной сварке, сварочные работы можно проводить в труднодоступных местах с высоким коэффициентом производительности. Срок службы инверторных аппаратов очень долгий — они редко ломаются и быстро чинятся. При сварке раскаленный металл практически не разбрызгивается, а электроэнергия потребляется максимально экономно.
Если подобрать сварочный аппарат правильно, то он станет буквально незаменимым устройством в доме. Благодаря современной конструкции и наличию электроники, большого опыта при работе с инверторными сварочными аппаратами не требуется.
Принцип работы сварочного инвертора: что полезно знать?
Без сварочного инвертора сегодня вряд ли обойдется производство, строительство или быт, поскольку при соединительных работах различной степени сложности помогает присутствие сварочного аппарата. Под обличием сварочного инвертора скрываются инверторные преобразователи напряжения на широкий диапазон мощностей, от единиц ватт до десятков киловатт. Принцип работы сварочного инвертора позволяет понять его устройство и другие важные моменты, а поэтому считаем необходимым подробный обзор данного приспособления.
Под обличием сварочного инвертора скрываются инверторные преобразователи напряжения на широкий диапазон мощностей, от единиц ватт до десятков киловатт. Принцип работы сварочного инвертора позволяет понять его устройство и другие важные моменты, а поэтому считаем необходимым подробный обзор данного приспособления.
Ближе к сути
Особенность сварочного инвертора заключается в возможности его работы на статическую нагрузку. За минувшие несколько десятилетий инверторные преобразователи токов стали использоваться в условиях построения электросварочных аппаратов, конструкция которых располагает нагрузкой в виде электрической дуги. Но обо всем по порядку.
Принцип работы (рис. 1)
Принцип работы любого сварочного аппарата построен на преобразовании переменного тока напряжением 220В или 380В с частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками по напряжению холостого хода, рабочему параметру, а также подающей вольтамперной характеристике.
Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, которые основаны на диодно мостовых схемах сварочных выпрямителей. В том случае, если на обыкновенных выпрямителях производится однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае с использованием сварочного инвертора применяется многократное преобразование по напряжению, частоте, а также выпрямлению. Разумеется, что качественные технические параметры выпрямленного тока производятся выше.
Принцип работы рассматриваемого сварочного аппарата разбирается на основании работы последовательного инвертора. На рисунке находится изображение структурной схемы. Глядя на изображение схемы, можно понять, что нагрузочные сопротивления, а также коммутационные элементы (ёмкостные, индукционные) включаются в последовательную цепь. Управляющий модуль строится на работе 2 тиристоров.
Преобразованием переменного сварочного тока занимается первичный сетевой выпрямитель, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным. Постоянный рабочий параметр сглаживается посредством сетевого фильтра, после чего производится его подача на частотный преобразователь для последующего преобразования в переменный высокочастотный параметр.
Постоянный рабочий параметр сглаживается посредством сетевого фильтра, после чего производится его подача на частотный преобразователь для последующего преобразования в переменный высокочастотный параметр.
Частота сварочного тока может достигать пределов 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор производит понижение рабочего параметра высокой частоты до предела напряжения холостого сварочного тока. Выпрямление высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства во вторичном выпрямляющем блоке.
Силовой выпрямительный блок располагает сглаживающими ёмкостными фильтрами для последующего улучшения качественных показателей выпрямителей тока. В свою очередь, управляющий модуль производит контроль, а также изменение характеристик работы рассматриваемого инверторного аппарата.
Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в области применения импульсного резонанса. Данное направление является новым в области электротехники, с появлением которого стало возможным уменьшение габаритов громоздких сварочных устройств, функционирование которых основано на классической электротехнике.
Данное направление является новым в области электротехники, с появлением которого стало возможным уменьшение габаритов громоздких сварочных устройств, функционирование которых основано на классической электротехнике.
Нужно заметить, что любое оборудование, основанное на принципиальные инверторные преобразования рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные принципиальные схемы управления и преобразования позволяют снизить их надежность, а все остальные преимущественные стороны работы инверторов могут поспорить с соединительными работами во многих отраслях.
Структурная схема
Рисунок состоит из трех основных блоков:
- На входе схемы располагается выпрямитель с ёмкостью, которая подключена параллельно. Относительно роли конденсаторов схемы, то они служат в качестве накопителей, с помощью которых появляется возможность поднимать напряжение постоянного тока до показателя 300В;
- Модуля рассматриваемого аппарата, посредством которого постоянный ток преобразуется в высокочастотный переменный;
- Выходного выпрямительного блока, преобразующего переменный ток после аппарата в постоянный рабочий параметр.

Разные решения модульного блока, который имеют принципиальные схемы инвертора, становятся доступными для понимания благодаря всматриванию в предоставленные схемы.
Двухконтактный модуль (мостовая схема — рис. 2)
Двухполярные импульсы в мостовом типе образуются за счет парной эксплуатации ключевых транзисторов (VT1-VT3; VT2-VT4), сквозь которые проходит половина тока от моста. Разумеется, показатель напряжения будет составлять половину от ёмкости «С».
Двухконтактный модуль (полумостовая схема – рис. 3)
В этом случае полумостовой модуль снаряжен емкостным делителем на транзисторах, а также в первичной обмотке будет составлять 0,5 от значения на входе устройства. В результате этого при питании от выпрямителя на входе установки напряжение будет составлять 150В. Рисунок данной схемы при значительных рабочих токах используются мощные транзисторы. Потребление рабочего параметра сети повышено, если производить сравнение с полным мостом.
Инверторный модуль (косой полумост — 4)
На изображение данной схемы ключевые транзисторы VT1-VT2 функционируют одновременно на отпирании, а также запирание. Показатель напряжение в транзисторах не достигает 0,5 напряжения на входе. При закрытии транзисторов энергия поглощается конденсатором «С», расположенным на входе посредством диодов VD1-VD2. Однако среди недостатков «косого полумоста» стоит выделить особым образом подмагничивание стержня трансформатора путем использования составляющей константы рабочего параметра на выходе. Принципиальные схемы устройства и работы аппарата инверторного типа дают возможность максимально качественно понять, каким образом функционируют данные полезные установки.
Похожие статьичто собой представляет, особенности применения
Инверторные сварочные аппараты – это сварочные агрегаты, удобные и простые в использовании, что позволяет им занимать лидирующие позиции среди всех видов подобных инструментов.
Сварочные аппараты существенно отличаются от сварок других видов особенностями электрической схемы, по которой они создаются. Основой таких приборов являются полупроводниковые диоды, транзисторы и тиристоры.
Принцип работы такого аппарата основан на технологии контролированного сдвига напряжения в сторону определенных показателей.
Работа устройства основана на выполнении таких последовательных процессов:
- Преобразование переменного тока, который поступает из обычной бытовой розетки, в постоянный.
ыполнение такого процесса обеспечивает диодный мост, который является обязательным блоком аппарата. - Далее уже измененный ток направляется на другой инвертор, который в этом конкретном случае выполняет функцию генератора высокочастотных импульсов.
- В транзисторной системе происходит обратное преобразование постоянного тока в переменный с повышенными параметрами частоты для обеспечения достаточной мощности прибора.
- После этого ток передается на трансформатор небольших размеров, который осуществляет снижение его напряжения и одновременно обеспечивает повышение его силы. Параметры такого важного и обязательного компонента позволяют создавать сварочные аппараты с минимальными габаритами и весом.
- Последним этапом преобразования тока является его возвращение в переменный для дальнейшей подачи его на выпрямитель. После этого ток снова преобразовывается в постоянный и подается для непосредственного выполнения сварочных работ.
Такой принцип работы и прохождение преобразовательных этапов гарантируют дугу со стабильными параметрами и равномерное поддержание таких характеристик для нормальной сварки деталей без прожогов металла или залипания электродов.
Несмотря на необходимость проводить большое количество процессов, инверторная сварка потребляет меньше электрической энергии и абсолютно безопасна для сети и бытовой техники.
Безопасно использовать инверторный сварочный аппарат можно с обязательным соблюдением таких простых правил:
- следить за состоянием и целостностью проводов, которые пропускают ток большой силы;
- обеспечивать надежную фиксацию клемм на устройстве для предотвращения возможности поражения мастера и других людей током;
- перед началом работы нужно проверить исправность всех компонентов – если конструкция охлаждается с применением вентилятора, то нужно убедиться, что он работает;
- проверить обязательное наличие средств индивидуальной защиты для сварщика;
- организовывать работу нужно только в благоприятных условиях, без превышения уровней допустимого температурного режима или влажности;
- точно соблюдать рекомендации и правила производителя.
Достоинства применения сварочного инвертора и минусы использования
Положительными характеристиками, которыми обладают такие виды оборудования для сварки металлических компонентов, являются:
- компактные размеры и небольшой вес, что позволяет удобно, без лишних проблем и трудностей перевозить или хранить прибор;
- универсальность устройств – можно обеспечивать эффективную работу с разными электродами и качественную обработку металлических поверхностей деталей из разного вида сплавов;
- при касании электрода к месту шва редко возникают моменты его залипания, что позволяет работать оперативно без лишних затрат времени и сил мастера;
- высокая эффективность работы с минимальными потерями энергии, и ее точное направление на создание дуги;
- во время использования устройства наблюдаются минимальные показатели разбрызгивания раскаленных частиц металла, что обеспечивает комфорт и безопасность работы сварщика;
- возможность создавать аккуратные, красивые швы без брака или недочетов;
- можно применять специальные электроды для работы с компонентами, которые сложно обрабатывать обычными инструментами – цветными металлами и изделиями с повышенным уровнем устойчивости к возникновению коррозий;
- удобные способы точно и быстро регулировать параметры тока, которые подаются на устройство для выполнения конкретного вида сварочных работ;
- наличие деталей регулировки стабильного состояния дуги и другие защитные функции позволяют использовать оборудование такого типа как профессиональными мастерами, так и новичками, у которых нет большого опыта работы с таким инструментом;
- минимальные показатели воздействия на электросеть, что обеспечивает максимальный уровень безопасности бытовой техники, которая включена во время сварочного процесса.
Негативными моментами, которые могут затруднять применение устройств, могут стать следующие нюансы:
- недостаточный уровень защиты от пыли и других загрязнений, которые могут негативно сказываться на работе и сроке нормального использования устройства длительное время без необходимости периодически чистить детали конструкции;
- требования для применения устройств при минимальных показателях минусовых температур внешней среды существенно ограничивают возможность использования сварки зимой на открытой местности;
- высокие показатели стоимости по сравнению с другими видами сварочных аппаратов.
Несмотря на указанные недочеты, использование таких приборов обеспечивает выполнение качественного и надежного соединения металлических деталей с ровными, аккуратными швами без сложных процессов работы и с возможностью использования как опытными мастерами, так и новичками.
Характеристики приборов, которые необходимо учитывать при выборе
Для того чтобы инверторный сварочный аппарат прослужил многие годы без поломок и смог в полной мере удовлетворить потребности в сварке определенного качества и эффективной обработке деталей, изготовленных из различных металлических сплавов, важно его правильно выбрать.
Перед покупкой таких инструментов важно обязательно учитывать такие параметры:
- Толщина металлических деталей, которые нужно соединять между собой. Необходимо учитывать для того, чтобы использовать устройство без перегревов и перегрузов в условиях превышения допустимых уровней нагрузки. Важно соблюдать параметры, на которые рассчитан агрегат. Такие требования производитель в обязательном порядке указывает в инструкции к прибору. Для того чтобы не переживать о таких моментах, достаточно обеспечить дополнительный запас мощности.
- Параметры напряжения сети. Универсальные сварочные аппараты могут использоваться от обычной бытовой розетки с сетью в 220 В. Устройство оборудовано надежной системой защиты, которая позволяет выдерживать скачки напряжения, которые часто случаются в домашних сетях электрических линий, и создавать условия для нормального выполнения сварочных процессов.
- Количество и качество печатных плат в устройстве. Эти детали – основа сварки такого типа. Покупка дешевого устройства приведет к выходу из строя такого компонента, а ремонт зачастую предполагает полную замену этого дорогостоящего элемента. Для того чтобы уточнить подобные характеристики, можно изучить описание устройства на товарных карточках или уточнить такую информацию у продавцов.
- Диапазон допустимых температур внешней среды, при которых можно без риска поломки применять прибор. Использование сварочного аппарата в более суровых условиях приведет к выходу из строя электроники устройства.
- Процесс ремонта устройств, в случае поломки какой-либо детали, выполнить собственными усилиями будет достаточно сложно.
Выбор и применение сварочного инверторного аппарата необходимо проводить с учетом уровня собственных навыков, цели применения, финансовых возможностей и личных предпочтений каждого мастера.
Сварочный инвертор – это инструмент, который имеет сложную конструкцию и состоит из нескольких блоков, что требует аккуратного использования и точного соблюдения всех требований и рекомендаций производителей. Такой подход обеспечит отличную службу агрегата и выполнение разных этапов обработки металлических конструкций.
Принцип работы инверторного сварочного аппарата
Одним из самых популярных видов оборудования для электродуговой сварки по праву считается сварочный инверторный аппарат. В число преимуществ таких приборов входят совместимость с большим количеством электродов, малый вес и высокая производительность. Приобрести инверторные сварочные полуавтоматы по ценам, соответствующим рыночным, можно в нашем магазине.
Механизм функционирования оборудования
Чтобы понять принцип работы такого прибора, нужно ознакомиться с его конструкцией. Питание инверторных сварочных аппаратов осуществляется через кабель от розетки с напряжением в 220 или 380 вольт. Поступающий в прибор переменный ток с частотой в 50 Герц сразу направляется в сетевой выпрямитель. Это устройство состоит из диодного моста и фильтрующих конденсаторов. Их номинальное напряжение обычно составляет не менее 400 В, на случай скачков в электросети. Проходя через сетевой выпрямитель, переменный ток преобразуется в постоянный, а его напряжение при этом стабилизируется.
Далее электрическая энергия направляется в инвертор сварочного аппарата. Это устройство представляет собой преобразователь, выполненный в виде блока транзисторов. При прохождении через него ток вновь становится переменным, а его частота увеличивается до 20-50 кГц. Рядом находится радиатор, отводящий тепло от деталей, нагревающихся в процессе преобразования. Блок транзисторов, в свою очередь, подключается к трансформатору, на обмотке которого происходит понижение высокочастотного напряжения до 70-90 вольт.
Далее переменный ток с пониженным напряжением поступает в выходной выпрямитель. Это устройство выполнено в виде диодного моста с быстродействующими электронными элементами. Пройдя через выпрямитель, высокочастотный переменный ток сглаживается. Понижение напряжения, согласно закону Ома, дает возможность увеличить силу тока до значения, необходимого для полноценного питания электрической дуги. Так, в результате описанных преобразований на конце электрода сварочного инверторного аппарата устанавливается сила тока в оптимальном диапазоне от 100 до 200 ампер.
как работает инверторный сварочный аппарат
Принцип работы сварочного аппарата
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования.
В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока.
Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволка, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволка через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
semidelov.ru
Cварка инвертором для начинающих.Основы.Уроки и техника
25 сентября, 2013. Прочитано 146466 раз(а)
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.
Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d=3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.
На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект вхо
o-builder.ru
Устройство и принцип работы сварочного аппарата инверторного и трансформаторно типа
Трудно недооценить необходимость сварочных аппаратов в домашнем или дачном хозяйстве. Простота конструкции устройства позволяет производить их сборку самостоятельно.
Однако качество выполняемых работ зависит не только от умений, но и внутреннего устройства изделия. Данная статья посвящена устройству и принципам работы этих аппаратов.
Назначение
Сварочный аппарат относится к классу электрических устройств, предназначенных для формирования напряжения питания сварочной дуги. Принцип работы сварочного аппарата основан на преобразовании напряжения сети в сварочную дугу. Поскольку в дуге присутствуют большие токи (до 250 А), то чтобы их получить используют подход понижения напряжения питания дуги. Основная задача конструкции обеспечить устойчивую дугу, температура горения которой может доходить до нескольких тысяч градусов.
Типы сварочных аппаратов
Существует большое количество классификационных признаков, но в конструктивном плане электрические сварочные аппараты подразделяются на:
- трансформаторные;
- выпрямительные;
- инверторные.
Устройство и принцип работы инверторной сварки
Устройство и принцип работы сварочного аппарата трансформаторного типа предполагают, что поддержание стабильности дуги при сварке происходит путём изменения индуктивного сопротивления вторичной (нагрузочной) обмотки. Это достигается введением реактивной катушки, а в мощных версиях – специальными магнитными шунтами.
Популярное решение состоит в раздвижении катушек, что приводит к изменению магнитного потока, в, свою очередь, к регулированию тока. Выпрямительная схема – самая простая. Регулировку выходного тока организуют с помощью тиристоров. Лучшими нагрузочными характеристиками обладает трёхфазная схема выпрямления.
В сварочном аппарате инверторного типа используется принцип двукратного преобразования переменного в постоянное напряжение. Сложность конструкции оправдывается достижимыми техническими характеристиками, влияющими на конечные характеристики сварочной дуги.
Характеристики
К основным техническим показателям агрегата относятся:
- мощность;
- напряжение питания;
- характеристика холостого хода;
- диапазон тока сварки;
- диаметр поддерживаемых электродов;
- защита от перегрева.
Преимущества сварки постоянным током
Сварочные конструкции, работающие на постоянном токе, более предпочтительны по сравнению с их «переменнотоковыми собратьями». К ним относятся:
- мягкость поджига дуги;
- возможность работы с тонкостенными предметами;
- меньшее разбрызгивание металла;
- создание аккуратно проваренного шва;
- отсутствие неприятного, раздражающего треска.
Эти преимущества достигаются исключением прерывистости при горении дуги, которая объясняется синусоидальным характером выходного тока: дуга пропадает при прохождении нулевого уровня.
Сварочный аппарат инверторного типа – эффективное решение
Принцип работы сварочного аппарата инверторного типа использует преобразование сетевого напряжения в постоянное. Далее происходит преобразование выпрямленного напряжения в высокочастотное.
Именно эту операцию реализует инвертор. Используя широтно-импульсное модулирование (ШИМ) происходит регулирование выходного тока. Этот принцип регулирования основан на изменении длительности выходных импульсов.
Этот агрегат вмещает:
- питание силовой части;
- непосредственно силовую часть;
- ШИМ-регулятор;
- питание слаботочной части;
- управление, защита, индикация.
Достоинства
Инверторный тип сварки обладает рядом преимуществ, благодаря которым он заслужил доверие пользователей и популярность. Вот они:
- малые габариты и масса конечного изделия за счёт отсутствия силового трансформатора;
- плавность регулировки выходного тока, реализованная на основе ШИМ-контроллера, позволяет делать ровный шов;
- возможность запоминания часто используемых режимов из-за наличия устройств памяти;
- широкий спектр нагрузочных характеристик вплоть до плазменной резки.
Недостатками изделия считаются сложность и стоимость конструкции.
Таким образом, учитывая все достоинства и недостатки сварочника выполнение «тонких» сварочных работ следует доверить аппаратам инверторного типа. Но, как всегда, главный выбор за пользователем.
Видео:
Loading …| Понравилась статья? Нажимай |
rmnt.net
Устройство и принцип работы аппаратов для сварки, как выбрать сварочный аппарат
Сварка представляет собой способ соединения и разъединения металлов посредством электротока и основывается на образовании дуги между участком обработки — первый электрод, и подводимой к участку рукоятки — второй электрод, соединенный с соответствующим полюсом электротока. Таким способом выполняется соединение частей, разъединение металлов или разрезание их, сверление и проделывание полостей и отверстий, наплавление слоями.
Дуговая сварка широко применяется, ведь благодаря этой технологии появилась возможность делать неразъемное соединение металлических деталей, а прочность шва при этом такая же, как и у массива материала. Это обстоятельство обусловлено непрерывностью образованных структур и молекулярными сцеплениями между деталями.
Электрическая дуга
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сваривание металлов
Выбор хорошего электрода и способа сварки крайне важен, так как от него зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищенной от воздействия воздуха для исключения окисления металла. С этой целью в рабочей зоне создается особая среда, что достигается двумя способами:
- Технология MIG-MAG, когда аргон, гелий или CO2 подается из специального баллона.
- Сжигание обмазки электрода и образование при этом защитного шлакового или шлакогазового «купола».
В процессе горения электродные покрытия связывают и выводят из шва кислород. Вдобавок вещества, содержащиеся в них, помогают ионизировать дугу, рафинируют и легируют металл шва.
В плане стабильности электроснабжения сварка — процесс довольно капризный, ведь требуемый температурный режим находится в прямой зависимости от параметров тока. Должна быть обеспечена устойчивость электрической дуги. Лишь стабильная дуга предотвратит появления дефектов шва, особенно при розжиге и затухании.
Чем свариваемые детали массивнее, тем более глубоким должно быть плавление, большего диаметра применяется электрод, больше силы и мощности требуется для работы. Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
При потреблении постоянного тока отсутствует полярность, образуется меньшее количество брызг металла, а шов получается качественнее. Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы.
Разные виды аппаратов для сварки имеют разные технические особенности, свои плюсы и минусы.
Инверторы: минусы и плюсы
Это самые молодые сварочные аппараты, их серийное производство было налажено лишь в 1980-х годах. Выпрямители с транзисторным инвертором. В этих источниках электричество многократно меняет характеристики. Когда ток пропускается через полупроводник, то выпрямляется, а потом специальный фильтр сглаживает его. Постоянный стандартной сетевой частоты 50 Гц преобразуется в переменный опять, но уже с частотой в десятки килогерц.
После частотного инвертирования ток идет на миниатюрный трансформатор, где уменьшается его напряжение и увеличивается сила. Затем свою работу начинает выполнять высокочастотный фильтр и выпрямитель — постоянный ток подается на электроды для образования дуги.
Увеличение частоты тока — главное достижение инвертора. К плюсам относится также:
- Высокий КПД (85—95%).
- Возможность питания от обычной розетки.
- Большой период непрерывной работы.
- Широкий диапазон значений силы тока.
- Плавная регулировка тока и напряжения.
- Режим работы контролируется микропроцессорами и управляющими схемами.
- Защита от перепадов напряжения.
- Качественный сварной шов.
- Возможность соединения материалов, с трудом поддающихся сварке.
- Повышенная электрическая безопасность.
Недостатки инверторов:
- Высокая стоимость.
- Плохая реакция на проникновение пыли в корпус.
- Электроника чувствительна к влаге и холоду, что может привести к появлению конденсата.
- Вероятность появления в основной сети помех.
Сварочные трансформаторы
На сегодня это самые распространенные сварочные аппараты, относительно недорогие и простые по конструкции, надежные. Преобразование электроэнергии осуществляется силовым трансформатором стандартной частоты 50 Гц. Ток настраивается механической регулировкой магнитного потока в составном сердечнике. От сети питается первичная обмотка, намагничивается сердечник, и на вторичной обмотке индуцируется переменный ток меньшего напряжения (50—90 В) и большей силы (100—200 А), он формирует дугу. Чем меньше витков на катушках вторичной обмотки, тем меньше напряжение и больше сила тока.
Достоинства:
- Низкая стоимость (в два-три раза дешевле инверторов).
- Простота конструкции.
- Ремонтопригодность.
- Надежность.
Недостатки:
- Большой вес и габариты.
- Из-за переменного тока сложно получить высококачественный шов.
- Трудность удерживания дуги.
- Сравнительно невысокий КПД (не более 80%).
- Невозможность подключения к внутридомовой сети.
Сварочные выпрямители
Сетевой ток в этих аппаратах не меняет частоты и индуцируется на обмотках с понижением напряжения. После преобразования проходит еще через блок селеновых или кремниевых выпрямителей. На электроды идет постоянный ток. Благодаря этому электрическая дуга очень устойчива, без существенных прерываний и скачков.
В большинстве случаев требуется охлаждение вентиляторами. Часто устройства имеют дополнительные дроссели, позволяющие улучшить характеристики исходящего тока, который сглаживается и фильтруется. В комплекте с выпрямителями может быть защитная, измерительная и пускорегулирующая аппаратура. Тут важна стабильность температуры и тока, поэтому устанавливаются ветровые реле, термостаты, плавкие предохранители, автоматы. Наиболее распространены выпрямители на три фазы.
Достоинства сварочных выпрямителей:
- Высококачественный шов.
- Легкость поддержания дуги.
- Минимальное разбрызгивание материала присадки.
- Большая глубина плавления.
- Меньшие габариты и вес в сравнении с трансформаторами переменного тока.
- Возможность сваривания чугуна, цветных металлов, теплоустойчивой стали.
Недостатки:
- Высокая стоимость.
- Необходимость внимательного наблюдения за состоянием системы охлаждения.
- Отсутствие в большинстве случаев возможности питания от бытовой сети.
- КПД меньше, чем у инвертора.
- Относительно сложная конструкция.
Полуавтоматы: характеристика
Сварочная проволока при помощи специального механизма подается в рабочую зону, где в активном газе расплавляется и направляется в сварочную ванну. Газ вытесняет воздух около сварочной ванны, защищает шов от кислорода. Применяется с этой целью углекислый газ, аргон, гелий, комбинации этих газов. С использованием флюсовой проволоки газ можно не подавать в рабочую зону.
Плюсы:
- Легкость сваривания тонколистовых деталей.
- Качество шва, возможность получения «короткого шва».
- Широкий спектр свариваемых материалов.
- Высокая производительность.
- Большой разброс настроек и регулировок.
Минусы:
- Высокая цена.
- Высокая стоимость расходных материалов.
- Необходимо применения баллонов или подключения к специальной сети.
- Трудность работы на улице, где газовую среду нужно защищать от сдувания.
Выбор модели
Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения. В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение холостого хода. Эта характеристика определяет способность аппарата разжигать электрическую дугу и поддерживать ее горение. Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Мощность. В паспортах часто указывается максимальная мощность источника питания сварочного аппарата, соответствующая максимальным нагрузкам на сеть. Если единицы измерения кВт, значит, говорится об активной мощности, если кВА — о полной мощности, которая обычно выше из-за поправочного коэффициента.
Реальная мощность определяется силой тока, которую способен выдать аппарат. Этот показатель и определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты. В паспорте должен быть 2-циферный код I. P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм. Вторая цифра говорит о защите от влаги — 1 — означает, что капли воды, вертикально падающие на кожух, вреда не нанесут; 3 означает, что даже под углом 60 ° вода в корпус аппарата не проникнет. Но варить под дождем запрещено!
Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Работа от генератора. Эта функция пригождается для работы в полевых условиях. Не все аппараты могут питаться от бытовых генераторов с ДВС.
Многие источники питания облегчают удержание дуги: «Антиприлипание на выключении», «Горячий старт», «Форсирование дуги», «Розжиг на подъёме». Полезно обратить внимание на индикацию параметров, функциональность, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономику, ремонтопригодность. Рекомендуется приобрести аппарат с максимумом технических характеристик в паспорте, а паспорт рекомендуется купить на русском языке.
tokar.guru
Как работает инверторный сварочный аппарат: принципы и устройство
Традиционный сварочный аппарат, в состав которого входит в обязательном порядке громоздкий трансформатор, в последнее время активно вытесняется инверторами. Чтобы понять, как работает сварочный инвертор, необходимо разобраться с его конструкцией, принципом действия, эксплуатационными особенностями, что определяет достоинства и выявляет минусы данного устройства.
Инверторный сварочный аппарат используется для сварки различных деталей из металла.
Общие принципы работы инвертора
В отличие от более привычных сварочных трансформаторов, в этом устройстве преобразование электрического напряжения в сварной ток происходит в несколько этапов: посредством маломощного трансформатора, по габаритам почти соизмеримого с пачкой сигарет, и электронной схемы. Также инверторный аппарат имеет систему (блок) управления, которая значительно облегчает процесс сваривания и позволяет формировать качественный шов. Как же работает инверторный сварочный аппарат?
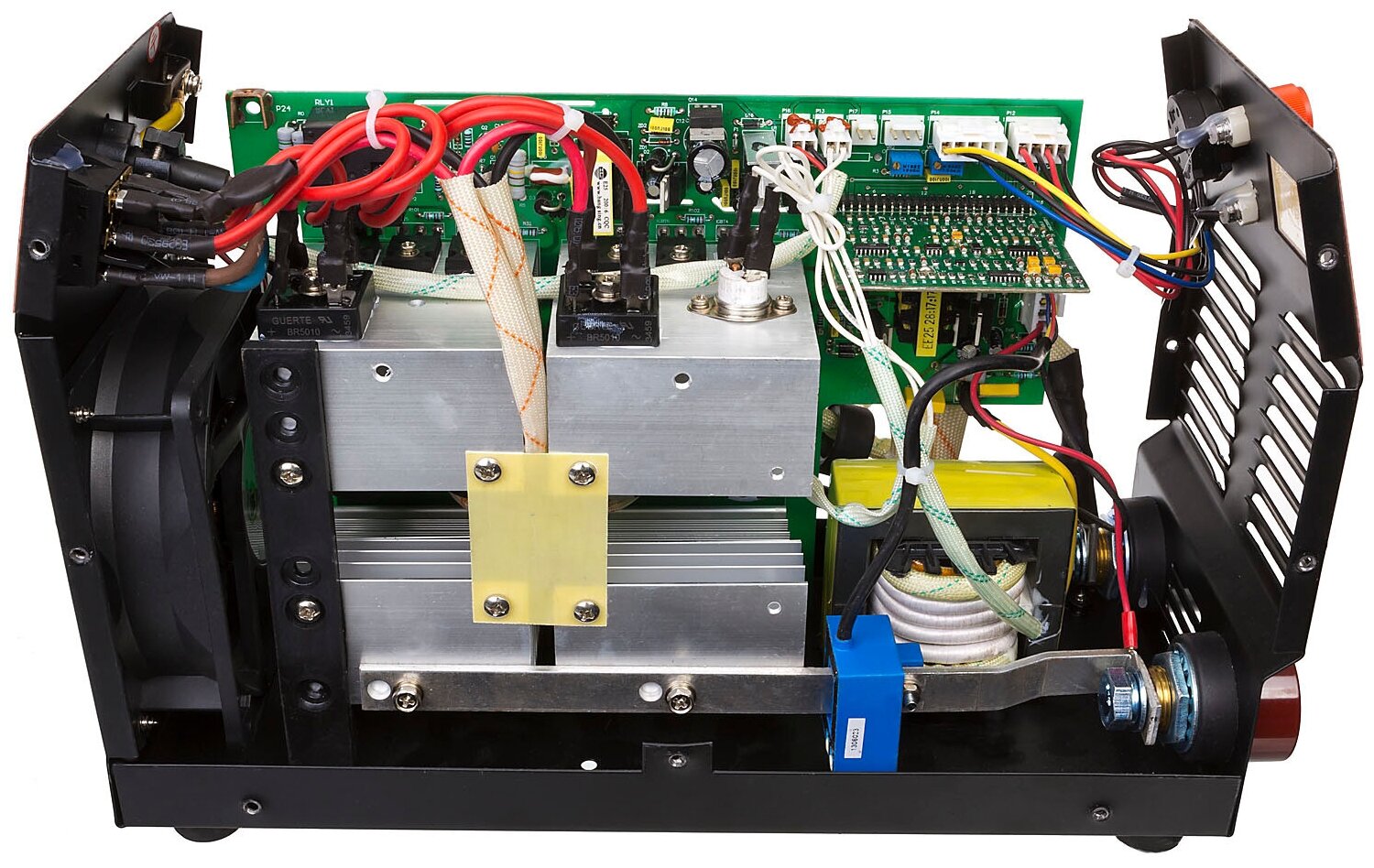
Устройство инверторного сварочного аппарата.
Сначала входной ток в 220 В частотой 50 А проходит через выпрямитель сварочного аппарата, преобразуется в постоянный и попутно сглаживается фильтрами (обычно в виде электролитических конденсаторов). Полученное постоянное напряжение посредством модулятора, собранного на полупроводниках, преобразуется опять в переменное, но уже с более высокой частотой (до 100 кГц). Далее производится выпрямление и понижение напряжения до значения, нужного для сваривания металла.
Использование высокочастотного преобразователя позволило применить трансформатор относительно небольших размеров, в результате чего габариты и масса инверторного аппарата значительно уменьшились. Например, чтобы получить в инверторе сварочный ток в 160 ампер, понадобится трансформатор весом примерно в 0,25 кг: чтобы достичь аналогичного результата на традиционном сварочном агрегате, придется использовать трансформатор весом не менее 18 кг. При работе инверторного сварочного аппарата важную роль играет электроника: она осуществляет обратную связь с электрической дугой, что позволяет жестко регулировать и поддерживать на нужном уровне ее параметры. Их малейшее отклонение тут же «пресекается» микропроцессорами. Все эти «дополнения» гарантируют стабильную дугу, которая гарантирует высокое качество работ при использовании сварочного аппарата инверторного типа.
Вернуться к оглавлению
Как работает основная электронная схема?
Внутреннее устройство сварочного инвертора .
В сетевом выпрямителе электрический ток (220 В) выпрямляется при помощи сильного диодного моста (обычно это диодная сборка), сглаживание пульсаций переменного тока производится за счет электролитических конденсаторов. Т.к. диодный мост при работе сильно нагревается, то его устанавливают на охлаждающие радиаторы. Плюс имеется термопредохранитель, срабатывающий при нагреве диодов более +90°С и защищающий недешевую диодную сборку. Рядом с выпрямительным мостом выделяются своими габаритами электролитические конденсаторы (круглые «бочонки»), емкость которых колеблется в пределах 140-800 мкФ. Дополнительно в сварочный аппарат ставят фильтр, который не допускает возникновения радиопомех.
В схему самого инвертора входят 2 мощных транзистора (чаще MOSFET или IGBT), также устанавливаемые на радиаторы. Эти полупроводники коммутируют ток, проходящий через импульсный трансформатор: при этом частота переключений достигает десятков кГц. В итоге формируется переменный ток большой частоты. Чтобы защитить дорогие транзисторы от выбросов напряжения, применяют защитные цепи, включающие в себя резисторы и конденсаторы небольшой емкости. После того как транзисторы свое «отработали», со вторичной обмотки понижающего трансформатора снимается меньшее напряжение (до 70 В), но ток при этом может быть равен 130-140 и выше ампер.
Электронная схема инверторного сварочного аппарата.
Чтобы на выходе получить постоянное напряжение, используется надежный выходной выпрямитель. Обычно это устройство собирают на основе сдвоенных диодов, имеющих общий катод. Эти приборы отличаются максимальным быстродействием, т.е. быстро открываются и закрываются, при этом время восстановления не превышает 50 наносекунд. Последнее качество очень важно, т.к. эти диоды выпрямляют ток очень высокой частоты: обычные полупроводники с подобной задачей не справились бы, они не успевали бы переключаться. Поэтому при ремонте важно заменять эти диоды на такие же высокочастотные (наиболее распространены приборы типа VS 60CPH03, STTH6003CW, FFh50US30DN), которые должны быть рассчитаны на обратное напряжение 300 В и ток 30 А.
Вернуться к оглавлению
Работа платы управления
Для питания элементов платы применяется стабилизатор напряжения, рассчитанный на 15 В и установленный на теплоотводящий радиатор. Напряжение питания поступает из основного выпрямителя. Одна из функций стабилизатора питания — подача напряжения на реле, обеспечивающее «плавный пуск» устройства. При подаче напряжения начинают заряжаться конденсаторы: при этом напряжение возрастает и, чтобы защитить диодную сборку, применяется схема ограничения, в которую входит мощный (на 8 Вт) резистор. Как только конденсаторы зарядятся, инвертор заработает, реле замкнет свои контакты, и резистор в дальнейшей работе участвовать не будет.
Управление сварочным аппаратом.
Помимо стабилизатора напряжения, в электронной схеме инвертора есть множество других систем, обеспечивающих высокие эксплуатационные качества устройства. Основными из этих электронных блоков является:
- Система управления и драйверы: здесь главный элемент — микросхема ШИМ-контроллера, которая «занимается» управлением работы мощных транзисторов;
- Регулировочные и контрольные цепи: основной элемент — трансформатор тока, чья задача заключается в контролировании силы тока выходного трансформатора;
- Система контроля напряжения питающей сети и тока на выходе: состоит из ОУ (операционного усилителя), собранного на микросхеме (например, LM324). Назначение системы — при необходимости включать аварийную защиту, отслеживать работу и исправность основных элементов электронного блока.
Вернуться к оглавлению
Особые возможности инверторов
Кроме плюса, заключающегося в небольшом весе, сварочные аппараты инверторного типа позволяют применять электроды как для переменного, так и для постоянного тока. Это особенно важно при сваривании элементов из чугуна, цветных металлов. Большинство моделей имеет опции, которые делают процесс сваривания более удобным, особенно эти дополнения подойдут тем, кто только учится владеть сваркой:
- горячий старт (или Hot start): задает для розжига электродуги наиболее оптимальные параметры;
- антизалипание (или AntiSticking): в случае короткого замыкания ток сваривания автоматически уменьшается до минимального, в результате чего электрод не прилипает к детали:
- ArcForce: эта опция выдает оптимальный ток в момент отрыва металла от электрода, что также предотвращает залипание.
Хорошее разжигание дуги в сварочном инверторе реализовано благодаря независимости выходного напряжения от входного, что присутствует в традиционных сварочных устройствах. В обычной сварке слишком малый ток вызывает прилипание электрода, а слишком большой чреват пережигом металлической детали. Т.е. при работе с инвертором нельзя деталь «недожечь» или «пережечь», что гарантирует прочность шва (в нем отсутствуют раковины, трещины).
Еще одна особенность инвертора — необязательность соблюдения длины дуги.
В обычном аппарате нужно выдерживать расстояние до стыка соединяемых деталей примерно в 2 диаметра электрода, иначе величина тока будет меняться. Инверторы держат ток в строго заданных рамках, к тому же он постоянный, а не переменный. Это позволяет не так критично смотреть на длину электродуги, что облегчает работу, особенно если сварщик начинающий. При этом качество шва от длины дуги не зависит.
moiinstrumenty.ru
Как правильно пользоваться сварочным аппаратом?
Сварочный аппарат – довольно сложное устройство, требующее определенных знаний. Прежде чем понять, как правильно пользоваться сварочным аппаратом, требуется изучить основные принципы работы и нюансы техники безопасности. Однако для начала следует рассмотреть все основные аспекты, которые необходимо соблюдать для правильного и безопасного использования сварочного аппарата.
Основы использования сварочного аппарата для новичков
При наличии сварочного аппарата дома рано или поздно его придется привести в действие. Многие люди предпочитают воспользоваться услугами высококвалифицированных специалистов. Однако управлять аппаратом можно самостоятельно без особого труда. Люди, которые еще ни разу не варили металл, часто пытаются найти информацию о том, как пользоваться сварочным аппаратом для начинающих. Все не так сложно, как кажется на первый взгляд. Для начала нужно изучить все требования по технике безопасности в условиях использования данного аппарата. Затем обратить внимание на все основные принципы работы с техникой. Следует отметить, что подобные правила довольно важны, так как именно от них зависит безопасность человека.
Основные принципы работы со сварочным аппаратом:
- Важным аспектом является ознакомление с инструкцией. В ней говорится о соблюдении правил безопасности в работе со сварочным аппаратом.
- Требуется устранить с места работы все легковоспламеняющиеся материалы.
- Рабочее место должно быть хорошо проветриваемым. Обязательно свежий воздух должен присутствовать с передней и задней стороны сварочного аппарата.
- Требуемые средства для пожаротушения должны находится в соответствующих местах и быть доступными.
Как научиться пользоваться сварочным аппаратом?
Управлять техникой несложно, главное, выполнить все требования по эксплуатации, которые легко найти в инструкции. После того, как все тщательно подготовлено, можно приступать к варке металла.
Чтобы правильно варить металл, рекомендуется соблюдать следующий алгоритм действий:
- Для начала на деталь, которая предназначена для сваривания, устанавливается заземление.
- Далее подбирается сварной ток, который будет соответствовать диметру нужного электрода.
- После выполнения двух выше описанных действий можно приступать к процессу сварки.
Подготовка к использованию сварочного аппарата
Перед тем как пользоваться сварочным аппаратом, следует тщательно выполнить действия, предназначенные для подготовки к работе с данным оборудованием.
Обязательные действия по подготовке сварочного аппарата перед использованием:
- Требуется поместить оборудование на рабочую поверхность. Важно, чтобы сварочный аппарат находился на расстоянии не менее двух метров от стен или других предметов, находящихся в помещении.
- Стоит проверить подключение кабеля заземления, а также кабеля сварочного аппарата.
- Требуется подобрать электроды. Обычно используются электроды размером 2-5 миллиметров. Размер индивидуален, и все зависит от толщины металла, который предстоит варить.
- Далее следует вставить сварочный ток. Данный процесс определяется путем анализа толщины подобранного электрода, а также плотности деталей, которые подвергнутся сварке.
- Если электричества недостаточно для образования дуги, то нужно увеличить подачу тока. Однако стоит делать это аккуратно, так как при перенасыщенности током может возникнуть залипание электродов.
- Далее следует подготовить детали, которые будут участвовать в процессе сварки. Для этого требуется деталь зажать в тисках.
Стоит учитывать, что кратковременное соприкосновение с металлической деталью образует дугу. Возникшую дугу довольно непросто удержать. Важно знать, что если существует большой или же, наоборот, маленький зазор между электродом и поверхностью свариваемой детали, то она сразу гаснет. Поэтому перед тем, как пользоваться сварочным аппаратом, рекомендуется обязательно изучить основные моменты мероприятия. Для процесса варки также требуется правильно установить силу тока, опираясь на подобранный электрод. Такие параметры не идентичны и подбираются индивидуально для каждого вида металла.
На следующем этапе следует электрод поставить в спецдержак, а клемму массы установить в область поверхности свариваемой детали. Необходимо добиться образования дуги, после чего произойдет движение электродов, расплавляющих металл.
Основные этапы проведения сварки
- Для начала требуется вставить электрод в держатель.
- Затем следует прикрепить зажим к подобранной детали.
- Нужно добиться образования дуги с помощью соприкосновения с металлом.
- Следует водить зажженной дугой. Действия должны быть медленными и продолжаться до тех пор, пока не образуется угол в 75 градусов.
- Требуется соблюдать дуговой промежуток (расстояние между металлом и рабочим электродом).
- При наличии лишнего металла его нужно убрать молотком после того, как основной металл остынет. После чего начистить его щеткой.
Сварочный аппарат «Ресанта 220»
На сегодняшний день существует широкий ассортимент сварочных машин. Выбор делается на основе таких основных критериев, как качество, доступность и цена. «Ресанта 220» является довольно популярным оборудованием. Спрос на данный сварочный аппарат обусловлен не только качеством, но и ценовой политикой. Однако немаловажное значение уделяется тому, как пользоваться сварочным аппаратом «Ресанта 220».
Перед использованием аппарата следует разобраться в его характеристиках и правилах безопасности. Стоит отметить, что наиболее часто выбор сварочного аппарата основывается на предлагаемых преимуществах.
Основные преимущества работы с аппаратом «Ресанта»
- Наличие кнопки регулятора тока на дуге сварки, чего нет на других похожих моделях.
- Отличная система охлаждения, которая позволяет продлить работу аппарата до беспрерывного действия.
- Наличие специальной функции «антизалипание», которая ориентируется на залипание электродов. В случае возникновения подобного процесса машина автоматически уменьшает подачу тока до тех пор, пока электроды не «отлипнут». После нормализации электродов машина начинает работать в прежнем режиме.
- Наличие функции горячего старта (позволяет улучшить процесс поджигания дуги).
- Наличие контроля горения дуги. Машина четко фиксирует уровень горения дуги, не давая ей погаснуть.
Основываясь на вышеприведенных преимуществах, многие предпочитают именно эту модель, так как пользоваться сварочным аппаратом данного вида наиболее просто и комфортно. Точки контроля над работой позволяют не только создать комфортные условия для варки, но и сэкономить много времи.
Еще одним плюсом этого оборудования являются его защитные свойства. Могут пользоваться сварочным аппаратом «Ресанта» как профессионалы в данной сфере, так и новички. Поэтому система безопасности была четка отрегулирована.
Меры предосторожности при использовании оборудования
- Изолирование токопроводящей части прибора.
- Подключение сварочного аппарата создается путем использования кабеля, который способен выдерживать напряжение до трех тысяч ватт в минуту. Стоит отметить, что кабель имеет двойную изоляцию, что делает его устойчивым к замыканию.
- Внутри прибора узлы закреплены намертво и находятся на изоляторах. Важно знать, что изоляторы нельзя загрязнять, особенно металлической стружкой.
Сварочный аппарат «Ресанта 220», в отличие от своих аналогов, наиболее прост и понятен в использовании. Он также обладает защитными свойствами и специальной системой охлаждения, что на долгий срок продлевает его работоспособность. Оборудование имеет хорошие отзывы среди профессионалов сварочного дела, что говорит о его безупречном качестве.
Технология сварки полипропиленовых труб: общие сведения
Главное преимущество полипропиленовых труб заключается в весьма доступной стоимости и несложной установке. Поэтому как пользоваться сварочным аппаратом для полипропиленовых труб, так и производить монтаж коммуникаций самостоятельно не составит особого труда. Для начала следует освоить технологию сварки и разобраться в специфике работы с материалом.
Стремительное развитие технологий на сегодняшний день позволяет произвести замену старых труб из металла на новые, изготовленные из высококачественной пластмассы. Установка труб производится их соединением между собой при помощи различных способов варки.
Перед тем, как пользоваться сварочным аппаратом, следует понять, что во время работы с полипропиленовыми коммуникациями в дальнейшем демонтаж системы будет невозможен. Сваренное соединение даже при большом желании не удастся разъединить. Поэтому процессу варки необходимо уделить особое внимание, а все работы проводить не торопясь.
Для получения крепкого сварочного шва рекомендуется использовать трубы, изготовленные исключительно из полимеров одинакового химического состава. Поэтому желательно выбирать трубы одной марки, чтобы избежать возможных проблем.
В заключение
Большинство начинающих специалистов, которые только осваивают процесс варки, также сталкиваются с проблемой, как пользоваться инверторным сварочным аппаратом. Как оказывается, подобного рода техника не имеет существенного отличия от обычного сварочного аппарата. При использовании любого оборудования требуется обязательно ознакомиться с его системой безопасности и требованиями по эксплуатации. Основополагающим моментом в сварочном деле является наличие бесценного опыта. Поэтому рекомендуется сделать выбор в сторону наиболее комфортной машины для работы и постепенно набивать руку.
fb.ru
Принцип работы сварочного инвертора — схема и устройство
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через диодный мост, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
Поделись с друзьями
1
0
1
1
svarkalegko.com
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Как работает инверторная технология (в сварочных аппаратах)?Проще говоря, инвертор — это электронная система регулирования напряжения. В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение, например, с 240 В переменного тока на выход 20 В постоянного тока.
Устройства на базе инвертораиспользуют ряд электронных компонентов для преобразования мощности — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает путем увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц. Это достигается за счет использования электронных переключателей, которые очень быстро включают и выключают питание (до 1 миллионной секунды). За счет управления источником питания таким образом, прежде чем он попадет в трансформатор, можно очень значительно уменьшить размер трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Инверторные продукты имеют много преимуществ по сравнению с обычными трансформаторными устройствами:
- Вес и размер : Это наиболее значительное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными машинами. Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
- Эффективность : Качественные инверторные аппараты, такие как серия инверторных сварочных аппаратов Weldforce, будут иметь рейтинг эффективности около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД, около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) из-за рассеивания тепла.
- Использование мощности генератора : Быть очень эффективным означает, что использование энергии генератора намного более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших портативных генераторных установках — что часто невозможно с традиционными трансформаторными машинами.Следует отметить, что существуют риски, связанные с использованием мощности генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
- Рабочий цикл : Обычно гораздо более высокие рабочие циклы достигаются с инверторными машинами, опять же из-за разницы в размерах трансформатора. Хотя более мелкие компоненты в инверторной машине быстро нагреваются, их можно охладить намного проще и быстрее. Однако в обычных сварочных аппаратах с «трансформатором» компоненты намного крупнее и, следовательно, имеют тенденцию накапливать тепло, и им требуется больше времени для охлаждения.
- Выход постоянного тока : Многие обычные аппараты для ручной дуговой сварки с трансформатором имеют только выход переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных машинах ток намного легче преобразовать в постоянный, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Производительность : Производительность качественных инверторных сварочных аппаратов существенно выше, чем у обычных сварочных аппаратов.Это особенно заметно при сварке стержневыми электродами (стержневой сваркой), когда операторы обнаруживают, что сварка намного проще и им не нужно «бороться» с дугой. В основном это связано с тем, что инверторные машины имеют более высокое напряжение холостого хода и включают такие функции, как горячий запуск, защита от прилипания и Arc-Force. Ярким примером этого является сварка тонких материалов: с использованием обычного сварочного аппарата для стержневой сварки это, как известно, сложно, если не невозможно, но с инверторными аппаратами, такими как серия Weldforce, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность можно очень сильно уменьшить. низкий так, чтобы он сварился, скажем 1.6-миллиметровый листовой металл или трубное сечение с относительной легкостью и контролем.
- Функции : Электроника инверторных машин значительно упрощает возможность включения дополнительных функций (таких как режим TIG) и повышения управляемости существующих функций.
Что такое инверторная технология IGBT?
Аббревиатура IGBT означает «биполярные транзисторы с изолированным затвором». Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах Weldclass Inverter, которые упрощают регулировку напряжения.
В некоторых инверторных машинах используется более старая технология / транзисторы MOSFET. Технология IGBT предлагает значительные преимущества по сравнению с MOSFET — возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их намного более надежными и менее подверженными повреждению или отказу.
БТИЗ
Еще статьи по инверторным сварочным аппаратам;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
В чем разница между сваркой на переменном и постоянном токе?
Что такое сварка постоянным током?
Постоянный ток — это электрический ток постоянной полярности, протекающий в одном направлении.Этот ток может быть положительным или отрицательным. При сварке постоянным током, поскольку магнитное поле и ток дуги постоянны, образуются стабильные дуги.
Преимущества
Преимущества сварки постоянным током:
- Более плавная сварка, чем у AC
- Более стабильная дуга
- Меньше брызг
- Негатив постоянного тока обеспечивает более высокую скорость наплавки при сварке тонких листов.
- Позитив постоянного тока обеспечивает большее проникновение в металл шва
Недостатки
Недостатками сварки постоянным током являются:
- Сварка постоянным током не может решить проблемы с дугой
- Оборудование дороже, так как токи постоянного тока требуют внутреннего трансформатора для переключения тока
Приложения
Сваркапостоянным током идеально подходит для соединения более тонких металлов, а также используется в большинстве приложений для сварки штангой, включая сварку TIG сталей.Этот вид сварки также подходит для потолочных и вертикальных работ.
Что такое сварка на переменном токе?
Переменный ток — это электрический ток, который меняет направление много раз в секунду. Ток с частотой 60 Гц будет менять полярность 120 раз в секунду. При сварке на переменном токе, поскольку магнитное поле и ток быстро меняют направление, нет чистого отклонения дуги.
Преимущества
Преимущества сварки на переменном токе:
- Переменный ток между положительной и отрицательной полярностью обеспечивает более устойчивую дугу при сварке магнитных деталей
- Устраняет проблемы с дугой
- Обеспечивает эффективную сварку алюминия
- Сварочные аппараты переменного тока дешевле аппаратов постоянного тока
Недостатки
Недостатками сварки переменным током являются:
- Больше брызг
- Качество сварки не такое гладкое, как при сварке постоянным током
- Менее надежен и поэтому более сложен в обращении, чем сварка постоянным током
Приложения
При переключении на положительный ток переменного тока он также помогает удалять оксид с поверхности металла — следовательно, он подходит для сварки алюминия.
Сваркапеременным током также широко используется в судостроении, особенно для сварных швов, поскольку она позволяет устанавливать ток выше, чем при сварке постоянным током. Сварка на переменном токе также обеспечивает быстрое заполнение и используется для сварки толстых листов вниз.
Одно из основных применений сварки на переменном токе — это намагничивание материалов. Это делает его полезным для ремонта техники.
Как TWI может помочь?
TWI была в авангарде разработки процессов дуговой сварки и, как таковая, предлагает ряд сопутствующих услуг.Достижения включают в себя изобретение процесса сварки MIG с двумя проволоками (используемого для увеличения скорости сварки и скорости наплавки металла или для придания формы сварному шву) и технологии управления транзисторами, которая проложила путь для TWI к разработке импульсной сварки TIG, сварки MIG с коротким замыканием и импульсной сварки. MIG процессы.
Наша команда, состоящая из более чем 20 профессионалов в области сварки, в том числе высококвалифицированных международных инженеров-сварщиков, может предоставить квалифицированные рекомендации по любому вопросу, связанному с соединением материалов.
Напишите нам на contactus @ twi.co.uk, чтобы узнать больше.
Каковы основные конструкции источников питания для оборудования для дуговой сварки?
Часто задаваемые вопросы
Основными функциями источника питания являются выработка тепла, достаточного для расплавления соединения, а также для создания стабильной дуги и переноса металла. Поскольку сварочные процессы требуют высокого тока (50–300 А) при относительно низком напряжении (10–50 В), питание от сети высокого напряжения (230 или 400 В) должно быть уменьшено с помощью трансформатора. Чтобы получить постоянный ток, выход трансформатора должен быть дополнительно выпрямлен (рис. 1).
Существует пять типов источников питания: трансформатор переменного тока; Выпрямитель постоянного тока; Преобразователь переменного / постоянного тока, выпрямитель, генератор постоянного тока и инвертор.
Тип управления, например Первичный реактор с отводом с насыщением, тиристор и инвертор — важный фактор при выборе источника питания. Простой станок для нарезания резьбы с первичной резьбой может быть идеальным и надежным выбором для многих сварочных работ MIG (GMA), но у него есть свои ограничения. Если шагов недостаточно, настройка оптимальных условий может оказаться невозможной, и колебания подачи питания повлияют на выход.Тиристорное управление позволяет бесступенчато регулировать выход, не зависит от колебаний напряжения питания и может управляться дистанционно. Тиристорные источники питания могут использоваться для большинства сварочных процессов, т.е. могут иметь либо плоскую (MIG [GMA]), либо падающую (MMA [SMA] и TIG [GTA]) выходную характеристику.
Инверторные источники питанияобладают всеми преимуществами тиристорного управления, но с дополнительной производительностью, экономией веса и эффективностью. Транзисторы используются для преобразования переменного тока сети (50 Гц) в переменный ток высокой частоты (> 500 Гц) перед преобразованием в напряжение, подходящее для сварки, а затем выпрямление в постоянный ток.Таким образом, инвертор, по сути, представляет собой силовой блок, которым можно управлять, часто с помощью программного обеспечения, для получения статических и динамических характеристик, необходимых для выбранного процесса сварки. Следовательно, большинство инверторов предлагают возможность работы с несколькими процессами. Кроме того, отклик современных инверторов открывает возможности высокочастотного импульса, необходимого для импульсной сварки MIG (GMA), и динамической обратной связи для управления переносом металла, как в случае MIG с переносом погружением.
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 ГРУППА ЭСАБ, ИНК.УРОК I, ЧАСТЬ B 1.9.3.1.1 Трансформатор типа производят только переменный ток. Они обычно называется «Сварочные трансформаторы». Все типы переменного тока используют однофазное первичное питание и имеют тип постоянного тока. 1.9.3.1.2 Выпрямитель типы обычно называются «Сварочные выпрямители» и производят DC или, AC и Сварочный ток постоянного тока.Они могут использовать как однофазные, так и трехфазные входная мощность. Они содержат трансформатор, но исправляют переменный или постоянный ток с помощью селена выпрямители, кремниевые диоды или кремний управляемые выпрямители. Доступен либо в константе ток или постоянное напряжение, некоторые производители предлагают устройства, которые представляют собой комбинацию оба и могут использоваться для сварки покрытым электродом, сварки неплавящимся электродом и для сварки твердым телом или флюсом порошковая проволока.1.9.3.2 Вращающийся Типы — Источники питания вращающегося типа можно разделить на две классификации: 1. Мотор-генераторы 2. Двигатель Управляемый 1.9.3.2.1 Мотор-генератор типы состоят из электродвигателя, соединенного с генератором или генератор, который производит желаемый мощность сварки. Эти машины давали отличные сварные швы, но из-за движущихся частей требовал значительного обслуживания. Мало, если любые, сейчас построен сегодня. 1.9.3.2.2 Двигатель приводные типы состоят из бензинового или дизельного двигателя, соединенного с генератором или генератор, который производит желаемый мощность сварки.Они широко используются в других сферах. коммерческие линии электропередач, а также мобильные ремонтные предприятия. Оба вращающихся типа может доставить либо Сварочная мощность на переменном или постоянном токе или их комбинация. Доступны оба типа как постоянный ток или постоянное напряжение модели. 1.9.4 Власть Управление источниками — источники сварочного тока различаются также в методе контроля выходной ток или напряжение. Производительностью можно управлять механически как в машинах, имеющих реактор с отводом, подвижный шунт или дивертер, или подвижная катушка.Элект- три типа управления, например, магнитное усилители или насыщаемые реакторы, также используются и самые современные типы, содержащие выпрямители с кремниевым управлением, дают точные электронное управление. 1.9.4.1 А подробное обсуждение многих типов источников сварочного тока на рынке сегодня слишком длинная тема для этого курса, хотя дополнительная информация о типе Источники питания для различных сварочных процессов будут рассмотрены в Уроке II.1.9.4.2 Отлично литературу можно получить у производителей источников питания, и следует проконсультироваться для получения дополнительной информации.IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи из различных инженерных и технологических дисциплин, научных дисциплин для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, Октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
Принцип работы аппарата для точечной сварки_Shanghai Sanyu Industry Co., Ltd
Процесс точечной сварки заключается в открытии охлаждающей воды; поверхность сварка очищается, и сборка аккуратно выносится в пространство между верхним и нижним электродами, и прикладывают давление, чтобы контакт хорошо; при подаче питания контактные поверхности двух заготовки нагреваются и частично оплавляются.Самородок; поддерживать давление после выключить питание, так что охлаждение самородка затвердевает под давлением, образуя припой. суставы; снимаем давление, снимаем заготовку. Параметры точечной сварки, такие как сварочный ток, давление электрода, время включения и работа электрода размер поверхности имеет большое влияние на качество сварки.
В аппарате точечной сварки используется высокотемпературная дуга, генерируемая положительным и отрицательные полюса при мгновенном коротком замыкании, чтобы расплавить свариваемый материал между электроды для достижения цели их объединения.Структура Аппарат точечной сварки очень прост. Проще говоря, это мощный трансформатор, преобразующий переменный ток 220 В в низкое напряжение. Сильноточная мощность питание может быть либо постоянным, либо переменным током. Сварочный трансформатор имеет свои особенности, то есть имеет резкое падение вольт-фарадных характеристик.
После зажигания сварочного прутка напряжение падает, и рабочий напряжение сварочного аппарата регулируется. Помимо напряжения 220/380 преобразование за один раз, вторичная обмотка также имеет напряжение переключателя ответвлений, и также есть регулируемый сердечник с сердечником.Электросварочный аппарат в основном трансформатор большой мощности, выполненный по принципу индуктивности. Индуктивность вызывает большое изменение напряжения при включении и выключении, и использует дугу высокого напряжения, генерируемую коротким замыканием положительного и отрицательные полюса, чтобы расплавить припой на электроде. Для достижения цели объединяя их.
Точечная сварка — это сварное соединение, зажатое между двумя электроды, использование тепла сопротивления для плавления основного металла, образование метод контактной сварки паяных соединений.Для соединения используется точечная сварка. тонких пластин, таких как обшивка самолетов, пламя авиационных двигателей и кабина автомобиля корпуса. Трансформаторы для точечной сварки — это приборы для точечной сварки, и вторичный имеет только одну петлю. Верхний и нижний электроды и электрод Рукав служит как для проведения сварочного тока, так и для передачи энергии. Охлаждение воды через трансформатор, электроды и другие детали, чтобы Избегайте термической сварки, сначала следует пропустить охлаждающую воду, а затем включить выключатель.Качество электрода напрямую влияет на процесс сварки, качество и производительность сварки. Материал электродов обычно изготавливается из медь, кадмиевая бронза, хромовая бронза и др. Форма электрода различны и в основном определяются формой сварного шва. Когда Устанавливая электрод, следует отметить, что верхний и нижний электрод поверхности остаются параллельными; поверхность электрода должна быть чистой, часто используется для шлифовки наждачной бумагой или шпателем.Сварочные циклы для Точечная сварка и сварка выступом состоят из четырех основных этапов ( точечная сварка процесс ):
(1) Стадия предварительного сжатия — электрод опускается до включенного состояния. этап, чтобы убедиться, что электрод прижимает заготовку так, чтобы давление между заготовками.
(2) Время сварки — сварочный ток проходит через заготовку и выделяется тепло, чтобы сформировать самородок.
(3) Время выдержки — сварочный ток отключается и электрод давление поддерживается до тех пор, пока самородок не затвердеет до достаточной прочности.
(4) Время отдыха — электрод начинает подниматься, пока электрод не начнет подниматься. снова упадет, и начнется следующий цикл сварки.
Для улучшения характеристик сварных соединений иногда необходимо добавить к основному циклу одно или несколько из следующего:
(1) Увеличьте предварительное давление, чтобы устранить зазор между толстыми заготовками. и сделайте их плотно подогнанными.
(2) Улучшите пластичность металла с помощью импульса предварительного нагрева, чтобы заготовка легко приклеивается и не разбрызгивается; это может сделать множественные неровности равномерно соприкасаются с плоской пластиной перед сваркой, чтобы гарантировать постоянный нагрев в каждой точке.
Принцип работы сварочного аппарата TIG
Устарело : __autoload () устарело, используйте spl_autoload_register () вместо этого в / home / hon11950 / public_html / en.hongky.com/library/class/htmlpurifier/library/HTMLPurifier.autoload.php на линии 17
В механике, металлообработке сварочные аппараты довольно часто используются для ремонта, соединения металлических частей между собой. Существуют различные методы сварки, такие как сварочный стержень, Tig, Mig, плазменный. Сварка TIG — это широко применяемый метод благодаря своей высокой эффективности сварки, хорошему качеству сварки и хорошему качеству.
TIG означает вольфрам, инертный газ — это процесс дуговой сварки в защитной среде — газ инертный газ Вольфрам.Чтобы избежать проникновения наружного воздуха, сварной шов защищен инертным газом. Тепло, выделяемое дугой между электродом и припоем, способствует плавлению металла. Во время сварки TIG можно использовать инертный газ или смесь инертных газов.
Классификация сварки TIG
Способы сварки TIG можно классифицировать по режиму сварки, сварочному току или модели.
Классификация в зависимости от режима сварки: существует два типа: обычная сварка и импульсная сварка.
— Обычная сварка: ток регулируется в форме трапеции, с точками нарастания, поддержанием и уменьшением до 0.
Импульсная сварка: Управляющий ток модулируется с определенной частотой. Ширина и цикл также могут быть изменены в соответствии с материалом.
Сортировка по сварочному аппарату: Всего 3 типа.
— В аппарате используется диодный выпрямитель
— В аппарате используется тиристорный выпрямитель.
— ивертер.
Сортировать по сварочному току:
— Сварочный аппарат постоянного тока:
+ Thysistor: AC »» »» DC: сварка.
DC: Сварка.
— Сварочный аппарат переменного тока: AC »» »DC» »» AC: Сварка.
Характеристики:
Способ сварки электродом не плавящийся.
Не оставляйте шлаков в процессе сварки без припоя.
Легко контролировать во время дуговой сварки, легко наблюдать поток легких.
Высокотемпературный концентрированный источник тепла.
Преимущества методов сварки TIG
— Сваривать по всей толщине из-за большой амплитуды (от 5 до 600 А, напряжение 10-35 В).
— Применяется ко всем металлам и сплавам.
— Для высококачественных сварных швов.
— Сварные швы не забрызгиваются, чистые и красивые.
— Легко контролировать форму сварного и сварного шва.
Недостатки:
— Производительность невысокая.
— Требования к мастерству сварщика.
— Тратить много денег на оборудование и материалы.
Заявка:
Хорошо подходит для сварки твердых металлов и сплавов, таких как титан и медь.
Для сварки слоев в процессе сварки напорных труб.
Очень эффективен для сварки алюминия, никеля и нержавеющей стали.
Производство аппаратов для сварки TIG:
Каждый производитель разрабатывает припой разных типов, но базовый аппарат для сварки TIG имеет следующую структуру:
1. Бензобак и напорный клапан:
Используемый в качестве защитного газа при сварке TIG, обычно существует пять типов газов и газов:
— Аргон кристально чистый
— чистый вертолет
— чистый СО2.
— Смесь аргон + гелий
Аргон + CO2
2. переменная строка.
3. Сварка и зажим Масса
4. Прочие части: Охлаждающие части, проводники, органы управления.
Принцип работы:
Коррекция сварочного тока:
Согласно экспериментальному исследованию скорости сварки, наилучшая скорость сварки составляет около 1 А для 0.0001, т.е. около 40 А / мм, соответственно 250 мм / мин.