Изготовление сверл
Для изготовления отверстий в толще материала применяются такие режущие инструменты, как сверла. Компания ВолгаТулз занимается изготовлением сверл и их реализацией. Наши изделия изготавливаются из материалов высокого качества и пользуются неизменным успехом у покупателей, которых устраивают и наши цены на сверла.
Виды сверл
Изделия можно разделить на сверла по бетону, металлу, дереву, стеклу и плитке. В зависимости от того для каких работ они предназначены и формируются цены на сверла. По конструкции сверла, представляют из себя стержень, имеющий хвостовик для закрепления, рабочую часть, режущую часть и бороздки для отвода стружки. Процесс сверления происходит за счёт вращения, подачи по продольной оси инструмента. При этом сверло врезается в материал, а стружка выходит наружу.
В промышленности применяются следующие основные типы сверл: спиральные, перьевые, кольцевые, центровочные, специальные.
Для ручного, механизированного инструмента и пудля сверления отверстий на стационарных станках большим спросом пользуются спиральные сверла с цилиндрическим хвостовиком.
Для работы по металлу сверла изготавливаются винтовой формы, с заострённым концом. Обычно угол заострения бывает 120 градусов.
Спиральные сверла
Спиральные сверла обладают двумя режущими кромками. Они образуются пересечением винтовых поверхностей канавок с задними, которые обращены к поверхности резания. У сверла есть и поперечная режущая кромка, которая образуется пересечением задних поверхностей, а передние поверхности образуют две вспомогательные режущие кромки. По канавкам сверла происходит продвижение стружки.
Плоские сверла
Перовые сверла или их ещё называют плоские сверла, просты по конструкции и цена их не высока. Они изготавливаются как односторонние, так и двухсторонние по форме заточки режущей кромки. У них есть плоская режущая часть и две режущие кромки, которые расположены симметрично к центральной оси. Перовые сверла имеют недостатки. У них нет канавок для отвода стружки во время сверления, а это приводит к порчи режущих кромок, и во время работы часто приходится вынимать сверло, чтобы освободиться от мусора и перовые сверла при работе теряют направление. Они применяются при обработке твердых поковок.
Наши технологии изготовления сверл
Изготовление сверл компанией ВолгаТулз проводится на современном оборудовании с применением качественных материалов.
Спиральные сверла могут быть изготовлены с цилиндрическим, шестигранным и коническим хвостовиком. Сверла с хвостовиком цилиндрической формы производятся диаметром до 20мм. Изготовление сверл происходит в соответствии с принятыми стандартами. Основной размер сверла – это его диаметр. Размер рабочей части зависит от диаметра сверла. Если у него цилиндрический хвостовик, то к диаметру прибавляется 50мм, с коническим концом 2D+120мм. Для работы по металлу с использованием ручного или электро-, а так же пневмо-инструмента изготовление сверл производится из быстрорежущих сталей (Р6М5, Р18 и др.).
Мы заботимся о быстром продвижении нашей продукции и интересах потребителей, а потому цена, за которую Вы можете приобрести сверла, минимальная. В зависимости от того, какой заказ вы оформляете на крупную или мелкую партию, зависит цена заказа.
Материалы для изготовления сверл

Сверло́ — режущий инструмент, предназначенный для сверления отверстий в различных материалах. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, то есть получения несквозных углублений.
Содержание
Классификация свёрл [ править | править код ]




По конструкции рабочей части бывают:
- Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
- Конструкции Жирова
- с цилиндрическим хвостовиком (ГОСТ 10902-77, DIN 338)
- с коническим хвостовиком (ГОСТ 10903-77 (конус Морзе), DIN 345)
- с трёх-, четырёх- и шестигранным хвостовиком
- SDS, SDS+ и др.
По способу изготовления бывают:
- Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15, Р6М5, Р6М5К5, либо из твёрдого сплава.
- Сварные — спиральные свёрла диаметром более 20 мм часто изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
- Оснащённые твердосплавными пластинами
- Со сменными твердосплавными пластинами — также называются корпусными (оправку, к которой крепятся пластины, называют корпусом). В основном используются для сверления отверстий от 12 мм и более.
- Со сменными твердосплавными головками — альтернатива корпусным сверлам.
По назначению [ править | править код ]
По форме обрабатываемых отверстий бывают:
По обрабатываемому материалу бывают:
- Универсальные
- Для обработки металлов и сплавов
- Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д.
- Для обработки стекла, керамики
- Для обработки дерева
Элементы спирального сверла [ править | править код ]
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя (реже четырьмя) винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов — ленточек.
- Рабочая часть
- Режущая часть имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей.
- Направляющая часть имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки (узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
Углы сверла [ править | править код ]
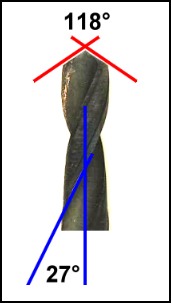
- Угол при вершине 2φ — угол между главными режущими кромками сверла. С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и, таким образом, к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твёрдых металлов 2φ=130…140°.
- Угол наклона винтовой канавки ω — угол между осью сверла и касательной к винтовой линии ленточки. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жёсткость сверла и прочность режущих кромок, так как на длине рабочей части сверла увеличивается объём канавки. Значение угла наклона зависит от обрабатываемого материала и диаметра сверла (чем меньше диаметр, тем меньше ω).
- Передний угол γ определяется в плоскости, перпендикулярной режущей кромке, причём его значение меняется. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки.
- Задний угол α определяется в плоскости, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. Только наибольшее значение он имеет у поперечной кромки, а наименьшее — у наружной поверхности сверла.
- Угол наклона поперечной кромки ψ расположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных свёрл ψ=50…55°.
Переменные значения углов γ и α создают неодинаковые условия резания в различных точках режущей кромки.
Углы сверла в процессе резания [ править | править код ]
Углы сверла в процессе резания отличаются от углов в статике, так же, как и у резцов. Плоскость резания в кинематике получается повёрнутой относительно плоскости резания в статике на угол μ, и действительные углы в процессе резания будут следующими:
Переходный конус сверла [ править | править код ]
В зависимости от назначения и применения сверло с коническим хвостовиком Морзе имеет т. н. универсальные переходные втулки, которые, в свою очередь, обеспечивают удобное соединение и удобную работу на любом сверлильном, фрезерном, токарном и расточном оборудовании. Переходники со вставленным сверлом отделяют с помощью клина, ударами молотка. Для этого существует специальный технологический паз.
Среди всего инструмента, предназначенного для обработки металла, сверла пользуются хорошим спросом как в быту, так и на производстве. Большой ассортимент, предлагаемый на рынке ведущими производителями, ставит в тупик, когда нужно выбрать то, что подходит лучше всего как по цене, так и техническим характеристикам.

Краткое содержимое статьи:
Классификация
Существуют сверла по металлу следующих видов:
- Универсальные спиральные, под любые отверстия;
- Конического типа, рассчитанные на использование в токарных станках, так как требуют повышенного контроля в процессе работы;
- Ступенчатой формы. Режущие кромки – различного диаметра, что позволяет не только просверливать отверстия, но и делать его расточку;
- Фрезы кольцевые или сверла корончатого типа. Используются также для обработки дерева, характеризуются легкостью в процессе работы, с их помощью можно получить отверстия с минимальной шероховатостью.






Также сверла классифицируют по размеру (длина/диаметр режущих кромок):
- По ГОСТ-у 4010-77 – короткие;
- По ГОСТ-у 10902-77 – удлиненные;
- По ГОСТ-у 886-77 – длинные

Особенности выбора
Для использования в быту лучше не брать набор сверл, которые будут валяться без дела, ждать своего часа. Также не стоит покупать китайские подделки.

Профессионалы рекомендуют покупать сверла, ориентируясь на тип дрели, диаметр отверстий. Не стоит покупать дешевый китайский набор инструмента для бытового использования.






Лучше одно – но качественное, чем пачка ненужного дешевого железа!

Для этого идеально подойдут сверла спирального вида. Остальные типы используют в основном в производстве, на фрезерных, токарно-режущих станках и прочем производственном специализированном оборудовании.

Сверла спиральные
Применяют, когда нужно сделать отверстие в различных стальных материалах, чугуне, цветных металлах. Преимущество их в том, что они отводят использованный металл – стружку через специально вырезанные на своей поверхности продольные, симметрично извивающиеся по диаметру сверла канавки.

От прочих разновидностей сверл, отличаются формой своей торцевой части – хвостовика. Он может быть:
- Цилиндрический;
- Конический;
- Шестигранный.

Сверла с цилиндрическим хвостовиком вставляются напрямую в пиноль токарного станка, конические и шестигранные – через спецпатрон.

В ручную дрель рабочий инструмент первого типа не подходит, так как будет проворачиваться в шлицах при сверлении. Наилучший вариант – с шестигранным хвостовиком.

В фотокаталогах, цветных прайсах можно увидеть различные наборы сверл, отличающихся между собой цветом, размером и маркировкой. Эти внешние данные имеют важное значение при выборе сверл по металлу, влияют на их характеристики.






Характерные особенности
Технические параметры выпускаемых сверл зависят от цвета:
Черного цвета – указывает на повышенную износостойкость изделия;

Сверло светло-золотистого оттенка означает, режущий инструмент не обладает повышенной хрупкостью, ему сделан при изготовлении отпуск, чтобы снять внутреннее напряжение;

Яркий золотистый – способность уменьшать трение во время работы, изделия отличаются хорошей прочностью;

Серый – инструмент рассчитан на малый срок эксплуатации, самый дешевый, низкого качества.




Запомнив цвет сверла, обращаем внимание на диаметр рабочей кромки, который определяет его маркировку. Инструмент малых размеров (до двух миллиметров) не маркируется. Буква «Р» – самая первая буква, означает, что при изготовлении сверла применялась быстрорежущая сталь.

Наличие легирующих элементов (титана, кобальта, вольфрама) будет обозначено соответствующим буквенно-цифровым кодом, принятым согласно ГОСТ для маркировки.

Все технические данные о сверле можно прочесть на его хвостовике:
- Какой диаметр;
- Узнать о твердости стали;
- Какие в сплаве легирующие элементы;
- Понять технологию, производителя.






Как упоминалось, на сверлах маленького диаметра маркировка отсутствует!

Наиболее дорогой, прочный инструмент – из кобальда. Также больше всего ценятся сверла с маркировкой СССР.

Как заточить сверло
Сверла также подбираются по углу заточки. Это – расстояние между режущими кромками. Угол заточки зависит от того материала, с которым работают, его характеристик.




Например, для стали – до 140 градусов, для нержавеющих металлов – до 120-ти.

Инструмент также затачивается самостоятельно при наличии соответствующего оборудования, знаний, опыта. Стоит отметить, что напильником правильно не заточить сверло!

Хорошо заточенный инструмент позволяет легко делать отверстия, не прилагая значительных усилий.

Производители
Каждая хорошо известная торговая марка предлагает надежный инструмент определенного качества, которому можно доверять. Среди всех фирм производителей можно выделить следующие:
- Качество по разумной цене от фирмы Ruko;
- Лучшие сверла от известного бренда Bosch;
- Сверла с титановым сплавом повышенной мощности торговой марки Haisser;
- Приемлемая цена, отличное качество от российского бренда Зубр.

Покупая сверла, нужно думать о том, как долго они будут использоваться, с каким материалом придется работать. Китайские подделки – однозначно не лучший выбор. Но и дорогой набор, который будет пылиться на полке гаража – также.




Опираясь на целесообразность, нужды, финансовые возможности, можно всегда подобрать хороший инструмент, который прослужит долгие годы!
 Для различных строительных, крепёжных, остальных работ на производстве и дома нужны приспособления для изготовления отверстий. С их помощью и применяя ручные или электрифицированные инструменты просто сделать отверстие для любых нужд подходящим типом сверла. Если инструмент выбирается неверно, то конечный результат трудов окажется под угрозой. Вообще, надо понять разницу, и знать, как выбрать сверло.
Для различных строительных, крепёжных, остальных работ на производстве и дома нужны приспособления для изготовления отверстий. С их помощью и применяя ручные или электрифицированные инструменты просто сделать отверстие для любых нужд подходящим типом сверла. Если инструмент выбирается неверно, то конечный результат трудов окажется под угрозой. Вообще, надо понять разницу, и знать, как выбрать сверло.
Конструкция инструмента
Устройство сверла включает три компонента: рабочий, хвостовик и шейку. Первая содержит две спиральные канавки и представляет резец. Ещё по ним выводится стружка из точки сверления. Для фиксации в электроинструменте есть хвостовик с механизмом или поводком для извлечения из патрона. Для выхода абразива, подачи смазки и нанесения маркировки имеется шейка механизма.
Классификация приспособлений
Сверление производится в неодинаковых поверхностях, на разную глубину и насквозь. Этот процесс можно определить как одновременное продвижение бура вдоль оси и вращение. Острые края срезают слой материала и затачиваются под разными углами и имеют отличимую форму.
Все модели различаются по предназначению, виду поверхности, материалу, пригодному для использования и другим признакам.
Вид и форма рабочей части
 Наиболее распространёнными являются свёрла с винтовой поверхностью. Они применяются для соприкосновения со многими материалами. Габариты их широки: до 280 мм длина и до 80 мм ширина.
Наиболее распространёнными являются свёрла с винтовой поверхностью. Они применяются для соприкосновения со многими материалами. Габариты их широки: до 280 мм длина и до 80 мм ширина.- Специальное приспособление для высверливания обширных и глубоких отверстий называется плоским или перьевым. В основе лежит лопатка с острым центрирующим наконечником. Оно монолитное или разборное. Тогда рабочая часть крепится держателем или штангой к хвостовику.
- Если есть необходимость произвести отверстие в два-четыре раза глубже самого инструмента используется спецсверло — глубокого сверления. Оно изготавливается полым или с канавками по бокам. По ним проходит жидкость для охлаждения.
- Для производства точных отверстий применяются свёрла с односторонним резом. Подобный инструмент имеет две режущие кромки по одной стороне и центральную опору.
- Комбинация в форме полого цилиндра называется коронкой. Рез основы осуществляется режущей кромкой на стенке чашки. Невысверленный остаток раскалывается и вытряхивается. Разметка и изготовление ключевых отверстий происходит при помощи центровочного бура.
- Для сверловки листовых материалов сконструировали ступенчатый инструмент. Оно применяется для больших, по диаметру, отверстий.
 Наиболее распространёнными являются свёрла с винтовой поверхностью. Они применяются для соприкосновения со многими материалами. Габариты их широки: до 280 мм длина и до 80 мм ширина.
Наиболее распространёнными являются свёрла с винтовой поверхностью. Они применяются для соприкосновения со многими материалами. Габариты их широки: до 280 мм длина и до 80 мм ширина.Виды оборудования для дерева
Древесина подвергается отделке при всех строительно — ремонтных работах. Сверление такого материала — частая операция. Подготовить точное и ровное отверстие помогут разнообразные свёрла по дереву. Они бывают единичными или состоят из комплектов.
- Спиральные буры для столярных и плотницких работ. Полноценный набор такого инструмента охватывает диаметры от 3 до 52 миллиметров. Их можно отличить по острому кончиком для устойчивости при работе и хвостовику в виде конуса для разметки точки соприкосновения.
- Не меньшее распространение у длинных свёрл. У них большой диаметр и длина. Чем инструмент тоньше, тем он короче. Особенность таких буров — серьёзный вес. При работе используется электроинструмент с маленькими оборотами. Это сделает процесс сверления безопасным и точным.
- Против роста древесного волокна применяют устройство винтовой (шнековой) формы. Их тоже выделяет большая длина. Концовка имеет мелкорезьбовой винт, сам инструмент хорошо отводит стружку. Есть модель в виде змейки — шнековое сверло Левиса. Разбег получаемых отверстий велик — 10—60 миллиметров. Встречается ручное исполнение с механизмом крепления. Оно обеспечивает максимальное заглубление.
- Перьевое сверло делает отверстие большого диаметра без помощи электроинструмента. Наконечник выглядит в форме пера и дал ему название. Недостаток пёрки в накапливании стружки, что доставляет неудобства при производстве отверстий. Применяют инструмент при работе с заготовками толщиной до 20 миллиметров или ДСП. При необходимости его можно удлинить.
- Для мебельщиков существует конструкция имени изобретателя. Бур Форстнера сверлит глухое отверстие с ровным дном. Его называют пробочным по виду вырезанных отходов. Есть ещё приспособление с названием балеринка. Всего основе центровое сверло и боковые режущие кромки. Диаметр этого бурава регулируется и оно два-три предмета.
- Выпиливание больших отверстий предполагает применение коронок. Это кольца с режущими зубьями по краю. В их числе вспомним о термитах (фрезерных свёрлах). Название говорит за себя. Ими работают с гипсовым и пластмассовым материалом.
- Для мебельного производства предназначается зенкер. Оно рассверливает отверстие под потайные головки. Этот процесс называется зенковкой. В комплект входит заменяемый центровик и ограничитель глубины.
- Гибкий вал крепится одной стороной в патроне, а на второй фиксируется любой сверловочный инструмент (фреза) называется гибким. С его помощью подбираются к труднодоступным местам, что обеспечивается конструкцией приспособления.
 Спиральные буры для столярных и плотницких работ. Полноценный набор такого инструмента охватывает диаметры от 3 до 52 миллиметров. Их можно отличить по острому кончиком для устойчивости при работе и хвостовику в виде конуса для разметки точки соприкосновения.
Спиральные буры для столярных и плотницких работ. Полноценный набор такого инструмента охватывает диаметры от 3 до 52 миллиметров. Их можно отличить по острому кончиком для устойчивости при работе и хвостовику в виде конуса для разметки точки соприкосновения.Виды свёрл по металлу
Устройства для работы с металлом одинаковые. В основе спираль с острыми кромками. Такие инструменты выдерживают большие перекосы, удары и нажатия. Стружка удаляется по канавкам. Мелочовку извлекают боковые части. Это называют подшлифовкой отверстий.
- Системы с двумя конусами и шипом для центровки применяются для работы с листовыми материалами. Для минимального контакта с обрабатываемой поверхностью угол заточки делают нулевым. Такое сверло не заклинит в процессе работы и края листа не разорвутся.
- Для металла делаются коронки. Их устройство не отличается от подобных и применение аналогичное.
- Однокромочное или ружейное сверло имеет прямую конструкцию и хвостовик для работы со станочным патроном. Оно хорошо удаляет стружку и используется на специальных или оружейных предприятиях для подготовки дульных отверстий.
- Не отличается от коллег по дереву и бур для глубинной сверловки металла. Режущая часть инструмента изготавливается из высокопрочной стали, стружка выводится через полый стержень. Такая конструкция позволяет получать глубокие отверстия, не извлекая сверла.
- Из легированного кобальта создаются прочные, устойчивые к термическим и механическим воздействиям модели. Такие характеристики инструментов из кобальтового быстрореза позволяют работать с особо прочными и вязкими сталями. Несмотря на их высокую стоимость, употребление их окупается.
- Для сверловки твёрдого металла и отверстий большой глубины применяются приспособления с режущей полостью из твердосплавного композита. Основу составляет стержень из инструментальной стали. В процессе работы они не затачиваются. Карбидные компоненты для производства резцов прочные и износостойкие.
Инструмент для бетона
Бурав для работ с каменными и керамическими покрытиями напаивается твёрдым сплавом. Прочность её не отличается алмазной. Их называют победитовыми и по жёсткости им нет равных среди прочих. Такие свёрла классифицируют по электроинструменту, с каким будет работать механизм:
- Дрель с цилиндрообразной либо огранённой структурой хвостовой части.
- Перфораторное целиком подобно хвостовику и помечается SDS PLUS или SDS MAX.
Проблемы сверловки особо прочного железобетона решились ударным буром. Они имеют свои классификации:
- При работе шнековым создаются отверстия максимальной глубины.
- Спиральным производится самое широкое отверстие.
- Небольшие в размерах и глубинах дырки вырабатываются пологими свёрлами.
- Буры защёлкиваются в патронном механизме электроинструмента. Подобная манипуляция облегчается утолщённым фрагментом на хвостике. Такие орудия труда эксплуатируются на профессиональном уровне. Поперечники изготавливаемых отверстий колеблются с 3 до 30 миллиметров.
При возникновении нужды в более широких пропилах приобретается коронка по бетону. Доступный калибр — до 120 миллиметров. Их две разновидности:
По краю чашки бура расположена зубчатая режущая часть с напылением из алмаза. Такой инструмент с лёгкостью и без повреждений просверлит керамические основы, кафель, стекло. Бетонное покрытие тоже по зубам.
Подобным образом изготавливается победитовая коронка. Только алмазное напыление меняется на победитовое. Часто таким приспособлением высверливают штробы для подрозетников в электромонтаже, сквозняков при прокладке коммуникаций. Размеры подбираются исходя из требований к конечному результату.
Системы универсального назначения
Сверло с многоцелевым использованием стоит особняком. К изобретению прилагается немало инженерского труда. Целью ставилось применение такой конструкции на разных участках работы с использованием одного его. Проблема решилась благодаря универсальной заточке режущей части сверла. Такое сочетание характеристик работает с металлом, деревом, бетоном, пластиком.
Недостаток всех подобных инструментов — высокая цена и худшее качество получаемых отверстий в сравнении со спецсверлами.
Цветовая гамма свёрл
Широкий диапазон окраски расскажет о качестве и методе обработки, изготовления свёрл:
- Низшая ценовая категория представлена серыми моделями. Их специально не отделывают, прочность плохая, сгорают при интенсивной работе.
- Инструмент чёрной расцветки обрабатывается паром для закалки. Они недорогие, служат долго.
- Модели светло — золотого тона — крепкие. Производятся из закалённого металла с обработкой. Дорогостоящие, особо прочные титановые свёрла имеют соответственный золотой цвет.
 Низшая ценовая категория представлена серыми моделями. Их специально не отделывают, прочность плохая, сгорают при интенсивной работе.
Низшая ценовая категория представлена серыми моделями. Их специально не отделывают, прочность плохая, сгорают при интенсивной работе.При выборе сверловочного инструмента нужно быть практичным. Исходя из предполагаемого объёма работ выбирают пару — тройку моделей подешевле, а для интенсивной эксплуатации купить золотое сверло.
Маркирование инструмента
Хвостовая часть представляет собой паспорт с описанием характеристик в виде комбинации цифр и букв:
- Диаметр.
- Твёрдость стали.
- Примеси металлов в сплаве.
- Технологию и место производства.
На тонкие инструменты (до 2 мм) данные не наносятся. Отечественное сверло до 3 миллиметров информирует лишь о марке и сечении. Толстые расскажут ещё о содержании примесей, металле, производителе. На продукте зарубежном сведения о стране — изготовителе, марке фирмы и сплаве, диаметре, сечении, классе точности обработки. Не забудут и о советах по использованию продукта.
Под маркой СССР продаются качественные российские сверловочные принадлежности.
Эксплуатация оборудования
Инструмент для сверления отверстий — расходный материал. Весь спектр тяжёлых факторов оказывает на них непосредственное влияние: ударный режим работы, нарушения температурного порядка, сила трения. Для продления жизненного срока свёрл нужна своевременная правка, заточка. Равномерный темп использования, без перекосов, перегревов тоже продлит жизнь инструменту. Сверло подлежит ремонту или замене если присутствуют такие моменты при работе:
- Происходит вращение, но движения при нажатии нет.
- Износ или разрушение напаек.
- Сизый цвет кромки сверла оповестит о перегреве.
- Свистящий звук при работе сигнализирует о неисправности режущей части.
- Облом инструмента.
 Происходит вращение, но движения при нажатии нет.
Происходит вращение, но движения при нажатии нет.Ремонтопригодны все свёрла для работ с деревом и металлом. Их затачивают. Замене подлежат инструменты с напайками из твёрдого сплава.
Такие принадлежности представляют основную массу инструмента на рынке. Но производители не останавливаются в разработках сверловочных приспособлений. Продолжается поиск золотой середина между углом наклона, заточкой, длиной и весом, конструкцией резцов для повышения качества и удобства работы специалистов.
Технология изготовления сверл — Инструментальные материалы
Пайка – процесс соединения пластинок из быстрорежущей стали и державок инструмента, который осуществляется с помощью специальных сварочных порошков с высокой температурой плавления. Для пайки пластинок применяют сварочный порошок из ферромарганца и буры (натриевая соль тетраборной кислоты). Чтобы понизить температуру плавления сварочного порошка, в него добавляют медь.
Чтобы уменьшить расход дорогостоящей инструментальной стали, улучшить качество изделий и снизить трудоемкость их изготовления, при изготовлении заготовок взамен обработки резанием используют методы обработки давлением. При этом удается в некоторых случаях после применения методов обработки давлением получить форму и размеры изделия (или отдельных его элементов) с достаточно высокой точностью, что исключает необходимость дальнейшей механической обработки.
В настоящее время в инструментальной промышленности при изготовлении режущего инструмента применяют следующие виды обработки металлов давлением: секторную, поперечную и продольно-винтовую прокатки для изготовления заготовок сверл; ковку на молотах, прокатку на вальцах, холодную калибровку для изготовления заготовок напильников; безоблойную штамповку насадного режущего инструмента для изготовления других инструментов.
Рассмотрим некоторые особенности технологических процессов изготовления названных выше инструментов.
Развитие и применение пластической деформации при изготовлении заготовок сверл обусловлено тем, что все применяющиеся для них методы пластической деформации заготовок соответствуют основному современному технологическому требованию – приблизить профиль заготовки к профилю готового изделия. Это позволяет при изготовлении сверл сэкономить до 40 % дорогостоящей быстрорежущей стали, снизить трудоемкость изготовления изделий за счет исключения трудоемких операций фрезерования канавок.
Секторной прокаткой изготовляют в настоящее время заготовки сверл диаметром 15…50 мм. Этот метод широко распространен на инструментальных заводах страны и охватывает около 80 % общего выпуска сверл в указанном диапазоне диаметров. Причем выпуск сверл из заготовок, полученных секторной прокаткой, из года в год увеличивается.
При секторной прокатке цилиндрические механически обработанные заготовки из быстрорежущей стали нагревают в соляных ваннах до температуры прокатки (1100… 1200 °С). 3атем их прокатывают на специальных завивочных станках, после чего производят последующую термическую и механическую обработку.
Секторная прокатка положена в основу технологического процесса изготовления сверл и с прокатанными отверстиями для охлаждения. Сверла этого типа предназначены для высокопроизводительного сверления сталей, сплавов и других труднообрабатываемых материалов в тяжелых условиях, при которых затруднено охлаждение в зоне резания и не обеспечен надежный отвод стружки при сверлении. Технологический процесс изготовления сверл с отверстиями для охлаждения обладает всеми преимуществами, присущими методу сектор ной прокатки, а также позволяет исключить трудоемкую операцию сверления глубоких отверстий. Профиль сверла, а также профили отверстий для охлаждения, расположенных по всей длине рабочей части, получают пластической деформацией нагретых до температуры прокатки специальных заготовок.
Дальнейшее усовершенствование секторной прокатки заготовок сверл идет главным образом в направлении повышения точности по профилю и по шагу винтовой стружечной канавки, а также в направлении улучшения внешнего вида сверл.
Изготовление современных сверл — Мекка инструмента
Сверло — это, в первую очередь, режущий инструмент для создания отверстий в каком либо материале, а также для увеличения диаметра существующих отверстий.
Принцип сверления заключается в двух движениях, происходящих одновременно: вращении и поступательном движении вдоль своей оси. В основном применяются следующие типы сверл: спиральные, пушечные, перовые, ружейные, центровочные, специальные, а также для кольцевого сверления. В настоящее время при изготовлении сверл применяют такие виды обработки металла как секторно-поперечная, продольная и винтовая прокатка. А для изготовления заготовок применяется прокатка на вальцах и холодная калибровка. Сверла выполняются из специальной режущей стали разных марок.

Основным типом сверл являются спиральные, они наиболее распространены в разных отраслях промышленности для сверления и рассверливания отверстий не более 80 мм диаметром. Такие сверла состоят из режущей и направляющей частей, хвостовика и обычной соединительной части. Рабочая часть — это две составляющие вместе, режущая и направляющая части, которые имеют винтовые канавки. Также она имеет два зубья, которые врезаются в материал в процессе сверления с помощью своих острых режущих кромок.
Конструкция строения режущей части определяет его конкретное значение и условия работы. Направляющая часть предназначена для создания определённого направления при работе, имеет две винтообразные ленточки, которые в ходе сверления сцепляются с рабочей поверхностью обрабатываемого отверстия. Большинство современных спиральных сверл изготавливаются из твердого сплава. Сверление такими твердосплавными сверлами происходит на высоких режимах и с увеличенным объемом стружки, которая по стружечным канавкам охлаждающей жидкостью вымывается из отверстия. Жидкость подаётся по каналам под высоким давлением.
Направляющая часть включает в себя дополнительные режущие кромки в виде ленточек, которые участвуют в калибровании поверхности обрабатываемого отверстия. Помимо этого направляющая часть предназначена для дальнейшей переточки инструмента. Также она обеспечивает выведение стружки из рабочей зоны. Хвостовик предназначен для фиксации сверла в зажиме станка, при помощи цилиндрической шейки, которая соединяется с рабочей частью. Чаще всего она делается из быстрорежущей, а хвостовик из обычной стали, а затем рабочая часть и хвостовик соединены путём сварки. В технической промышленности также довольно часто применяются специальные твердосплавные материалы. Такие сверла оснащены вставками из твердых сплавов либо твердосплавными коронками.
Изготовление режущего инструмента от ООО "АРТЕКС" Сверла, метчики, плашки, развертки, зенкера, долбяки, фрезы, цековки, резцы, протяжки, зенковки. ООО «Артекс» изготовит металлорежущий, специальный инструмент по чертежам Заказчика, ГОСТам, ТУ, Нормалям. Комплексное инструментальное обеспечение промышленных предприятий и коммерческих организаций России, стран СНГ. Стремление к успеху, технические знания, грамотный менеджмент, многолетние прочные связи с поставщиками и покупателями дают нам уверенность в хороших перспективах по дальнейшей плодотворной работе и развитию компании. Весь поставляемый (заказной) металлорежущий инструмент произведён на станках с ЧПУ и универсальном оборудованиях с высокоточными характеристиками. Точность исполнения и качество инструмента обеспечиваются нашими специалистами, которые многие годы работают в этой области и являются гарантами качества. Несколько причин чтобы обратиться к нам если Вам понадобился: ГОСТовский инструмент, но из стали Р18,Р9,Р9К5 то это к нам ГОСТовские фрезы, зенкера, развертки, но с удл. или укорочен. рабочей частью то это к нам Фрезы червячные мелкомодульные от м0,15 из Р18, ВК6М то это к нам Метчики м/р, ручные ГОСТовские , но с покрытием TiN, TiAiN то это к нам Плашки ГОСТовские , но из стали Р18 и квалитеты точности 6е 6h 6g то это к нам ГОСТовские развертки маш или ручные, но размерный ряд от ф0,5 до ф2,0 Р18 то это к нам ГОСТовский инструмент, но промежуточных диаметров, например зенкер ф7,25 или ф15,82мм то это к нам Приглашаем всех посетить раздел нашего сайта «Фотогалерея». Данный раздел это фотоотчет выполненных работ , т.е. инструмент который был изготовлен и отгружен нашим клиентам. Всем удачи,ждем Ваших заявок. Весь предлагаемый нами металлорежущий инструмент произведён на специализированных инструментальных заводах России и стран СНГ, которые многие годы работают в этой области и являются гарантами качества. Одна из специфик нашего предприятия это наличие на складе металлорежущего инструмента (сверла, метчики, фрезы, развертки и др.) изготовленных не только распространенной стали Р6М5, но и более «сильных» быстрорежущих сталей, таких как Р18, Р9К5, Р6М5К5, Р6М5Ф3. Инструмент из этих типов сталей позволяет обрабатывать жаропрочные стали и титановые сплавы при высокой скорости, усилии и повышенной температуре резания инструмента. |
Как сделать сверло из гвоздя

Я покажу вам как сделать простое сверло из обыкновенного гвоздя, с помощью которого можно сверлить сталь, дерево, пластик и т.п. Да, вы все верно прочитали, этим сверлом можно будет сверлить толстую сталь порядка 5 мм. Смекалка вещь хорошая, всегда выручит в трудной жизненной ситуации. Так, для повышения уровня саморазвития, предлагаю ознакомиться с данным методом. Возможно, пригодится в жизни.
Изготовление сверла по металлу из гвоздя
Берем гвоздь и стачиваем у него острие на наждаке. Полностью этого делать не нужно, примерно на половину.

Молотком сплющиваем конец под плоскую отвертку.

Далее на наждаке делаем режущие кромки как у сверла.

Вот так должно получиться.

В принципе, сверло готово, но им можно сверлить только дерево, пластмассу или другие мягкие металлы.
Закалка сверла — цементация
Чтобы превратить сверло в сверло по металлу, его необходимо закалить. Для этого нам понадобится сварочный аппарат постоянного тока и металлическая баночка с измельченным графитом. Графит можно получить из старых щеток, размельчив их напильником.

Если нет баночки, можно использовать кусочек плоской стали. Подключаем положительный электрод к баночке, а отрицательный к гвоздю.
Включаем сварочный аппарат.

Опускаем режущую кромку опускаем в графит. Как только маса начинает краснеть — поднимаем гвоздь. Тут главное не сжечь все то, что было выточено. Перегревать не нужно, водим гвоздем добиваясь небольшого искрения. Вся процедура длиться 1-2 минуты.

Данный метод называется цементацией. То есть происходит насыщение режущей кромки углеродом, что в свою очередь добавит прочности.

Далее зажимаем в тисках и отпиливаем шляпку.

Сверло по металлу, сделанное из гвоздя, готово!
Испытания на металле
Переходим к испытаниям. Зажимаем сверло в патроне вертикально-сверлильного станка.

И сверлим стальной уголок как обычным сверлом, периодически сбрызгивая смазкой.

Отверстие просверлено.

Даем вторую попытку.

Выходное отверстие просверлено не хуже чем обычным сверлом.

Теперь задача посложнее — проверить нержавейку. Известно, что просто так это не сделать.

Также сверлим со смазкой.

Ещё немного.

Отверстие просверлено.

Конечно, прочности такого сверла на долго не хватит. Если сверлить дерево, то в принципе пойдет, а вот для стали запас прочности ограничивается несколькими отверстиями, все зависит от толщины стали.

В трудных ситуациях вполне может выручить. Всем пока!
Смотрите видео
Более подробную технологию смотрите в видео.
изготовление, материал конструкции, описание основных различий
 Очень часто домашним мастерам приходится обрабатывать различные изделия. Для этого им необходимо иметь специальный инструмент, среди которого ведущее место занимают свёрла. В магазинах представлены различные виды свёрл по металлу, которые отличаются своей конструкцией, геометрическими параметрами и описанием. Чтобы правильно выбрать нужный инструмент, необходимо знать все особенности и достоинства каждого вида.
Очень часто домашним мастерам приходится обрабатывать различные изделия. Для этого им необходимо иметь специальный инструмент, среди которого ведущее место занимают свёрла. В магазинах представлены различные виды свёрл по металлу, которые отличаются своей конструкцией, геометрическими параметрами и описанием. Чтобы правильно выбрать нужный инструмент, необходимо знать все особенности и достоинства каждого вида.
Разновидности инструментов
В процессе обработки заготовки возникает необходимость просверлить отверстие разного диаметра. Для этого мастерами используется несколько видов инструмента:
- Свёрла спиральные. Они считаются универсальными. С их помощью можно получить любое отверстие.
- Конические. Эта оснастка отличается своей конусной формой. Применяется для сверления отверстий любого размера. При работе требует постоянного наблюдения и контроля.
- Ступенчатые. Приспособление имеет конусную форму, но благодаря ступеням с разным диаметром облегчают процесс создания отверстий определённого размера.
Конструкция сверла
Каждый инструмент можно определить по нескольким частям. Они различаются своим конкретным назначением. Когда разрабатывалось устройство сверла, учитывалось несколько факторов. Поэтому части сверла состоят из нескольких деталей:
- Режущая часть. Выполняет резку металла и получение нужного диаметра.
- Хвостовик. Вставляется в патрон шпинделя или дрели для фиксации инструмента.
- Рабочая поверхность. Удаляет стружку из обрабатываемого участка.
Виды хвостиков
Эта часть сверла зажимается в патроне перфоратора. Сначала хвостовик выпускался только четырёхгранным. Его вставляли в дрель и зажимали винтом. Позднее конструкция хвостовика подверглась многочисленным улучшениям. Сегодня они подразделяются на несколько видов и используются в различных инструментах. Их классификация проводится по внешнему виду и предназначению:
- Цилиндрические. Такая конструкция встречается постоянно. У этих деталей диаметр сверла равен размеру основания. Их можно удлинить в случае необходимости. Существуют модели с хвостовиком, размер которого больше или тоньше свёрла. Основным недостатком такого изделия является проскальзывание хвостовика.
- Шестигранные. Этот хвостовик можно использовать в большинстве современных дрелей. В случае держателя, с размером ¼ дюйма, возможна небольшая погрешность при работе.
- SDS. Конструкция разработана компанией Bosh. Применяется в перфораторах при горячей смене инструмента.
- Трёхгранные устройства. Фиксация осуществляется в специальных трёхкулачковых патронах. Основным достоинством считается передача максимального крутящего момента.
 Цилиндрические. Такая конструкция встречается постоянно. У этих деталей диаметр сверла равен размеру основания. Их можно удлинить в случае необходимости. Существуют модели с хвостовиком, размер которого больше или тоньше свёрла. Основным недостатком такого изделия является проскальзывание хвостовика.
Цилиндрические. Такая конструкция встречается постоянно. У этих деталей диаметр сверла равен размеру основания. Их можно удлинить в случае необходимости. Существуют модели с хвостовиком, размер которого больше или тоньше свёрла. Основным недостатком такого изделия является проскальзывание хвостовика.Технология изготовления оснастки
Для изготовления сверла используется цельный металл или сплав. Свёрла диаметром менее 8 мм изготавливаются из однородного металла. Инструмент с диаметром менее 6 мм изготавливается из сплава. Причём применяется особая быстрорежущая сталь типа:
Для получения оснастки большого диаметра применяется сварка. Режущая часть делается из быстрореза, а для хвостовика используется углеродистая сталь. В случае необходимости работать с хрупкими или очень твёрдыми материалами применяют свёрла с напаянными твердосплавными пластинами. В народе их называют победитовыми. Они подразделяются на группы:
- Прямые.
- Скошенные.
- Винтовые.
Отличить такие приспособления можно состоянием их режущей части. Разница заключается в напайке специальных пластин на режущую часть.
Материалы для покрытия
 Все инструменты обязательно подвергаются гальванической обработке. После такой операции на поверхности инструмента создаётся покрытие, которое выполняет определённые функции.
Все инструменты обязательно подвергаются гальванической обработке. После такой операции на поверхности инструмента создаётся покрытие, которое выполняет определённые функции.
Чёрная оксидная плёнка считается самым дешёвым покрытием. Такой инструмент хорошо защищён от появления ржавчины, он редко перегревается. Плёнка увеличивает эксплуатационный срок сверла.
Очень прочным считается керамическое покрытие. Нитрид титана, входящий в состав плёнки, увеличивает период работы оснастки в несколько раз.
Намного дольше работает инструмент с покрытием TiAlN. Алюминиевый нитрид совместно с титаном увеличивает срок эксплуатации в пять раз, если сравнивать с обычным сверлом. Аналогичным качеством обладает покрытие из карбонитрид титана или TiCN.
Самым прочным считается алмазный инструмент. Он способен справиться с любым камнем и керамогранитом. Такая оснастка обладает самой высокой прочностью.
Основные критерии выбора
Чтобы выбрать сверло, следует учитывать несколько важных факторов:
- Материал.
- Цвет.
- Маркировка.
- Угол заточки.
- Размер.
- Вид хвостовика.
- Производитель.
 Материал.
Материал.Для бытовых условий лучше пользоваться универсальными приспособлениями, которые способны обрабатывать различные металлы. На рынке можно встретить большой ассортимент китайской продукции. Стоят они дешёво, но очень быстро ломаются и тупятся. Они не годятся для длительной работы. Лучше приобрести один, но качественный инструмент, чем десять дешёвых китайских поделок. Качественный инструмент будет выглядеть намного лучше, чем более дешёвые аналоги. Его изготавливают известные производители. Они используют только твёрдую сталь, их свёрла всегда выпускаются цельнокатаными.
Качество инструмента определяется также и по цвету покрытия. В зависимости от расцветки, приспособления подразделяются на виды:
- Серые. Очень дешёвый инструмент с низким качеством. Он не прошёл специальную обработку, повышающую прочность. Оснастка быстро сгорает.
- Чёрные. Приспособление подверглось обработке перегретым паром. Отличается высокой прочностью, рассчитано на длительную эксплуатацию, имеет доступную стоимость.
- Золотистый оттенок. Оснастка изготовлена из хорошо закалённой стали, отличается высокой прочностью.
- Золотое насыщенное напыление. Очень дорогие титановые свёрла. Мастера считают их самыми прочными.
 Серые. Очень дешёвый инструмент с низким качеством. Он не прошёл специальную обработку, повышающую прочность. Оснастка быстро сгорает.
Серые. Очень дешёвый инструмент с низким качеством. Он не прошёл специальную обработку, повышающую прочность. Оснастка быстро сгорает.Самые известные производители
Покупая инструмент, необходимо учитывать его изготовителя. Брендовые свёрла характеризует несколько положительных качеств:
- Заточка.
- Сплав металла.
- Износостойкость.
- Устойчивость к высокой температуре.
Для длительного использования лучше покупать дорогой инструмент известных производителей. Если нужно выполнить разовую работу, можно воспользоваться более дешёвым вариантом. Сегодня самыми известными изготовителями свёрл являются несколько ведущих компаний:
- Ruko.
- Bosch.
- Haisser.
- Зубр.
При выборе инструмента нужно обязательно учитывать все характеристики оснастки и оборудования. Только в этом случае можно добиться точной обработки нужной детали. Для обработки дерева можно воспользоваться самыми дешёвыми приспособлениями.