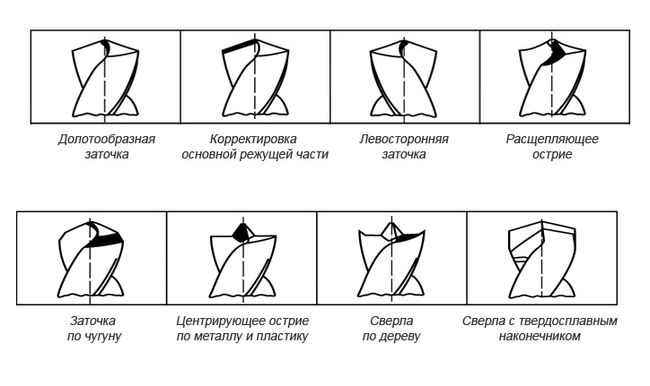
Как заточить сверло по металлу своими руками от теории к практике
Во время работы режущие кромки сверла постепенно притупляются, снижается его эффективность, увеличивается нагрев и время сверления. Сделать инструмент снова пригодным к работе можно самостоятельно, если разобраться, как заточить сверло.
Наточить сверло можно в домашних условиях, но лучше, если это делать в мастерской или оборудованной подсобке, где установлено точило. Выполнить правильную заточку это без опыта, по началу, будет сложно — для этого нужно немного практики, так сказать, набить руку.
 Свёрла
СвёрлаВосстановить остроту режущих кромок можно на обычном абразивном бруске, но это будет долгая и неблагодарная работа, на которую уйдет много времени и нервов. Для этого лучше подойдут следующие инструменты:
- обдирочно-заточный станок, по-простому называемый точилом;
- болгарка с установленным шлифовальным абразивным кругом;
- профессиональный станок для заточки сверл;
- специальная насадка на дрель для заточки сверл;
- другие приспособление для заточки сверл изготовленные своими руками.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
 Затупившихся сверла по металлу
Затупившихся сверла по металлу 
 Пакет с затупившимися сверлами
Пакет с затупившимися сверламиПризнаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
 Затупившиеся сверла под лупой
Затупившиеся сверла под лупой  Затупившиеся сверла под лупой
Затупившиеся сверла под лупойКак заточить сверло по металлу
Сам процесс заточки сверл по металлу не сложен и выполняется за пару минут, но только при наличии подходящего инструмента после беглого изучения теории и небольшой практики.
Немного теории
Для начала нужно разобраться с конструкцией инструмента и понять, каких его характеристики нужно будет восстановить, какие сохранить не испортив. В процессе понадобится инструмент для проверки углов и длин режущих кромок.
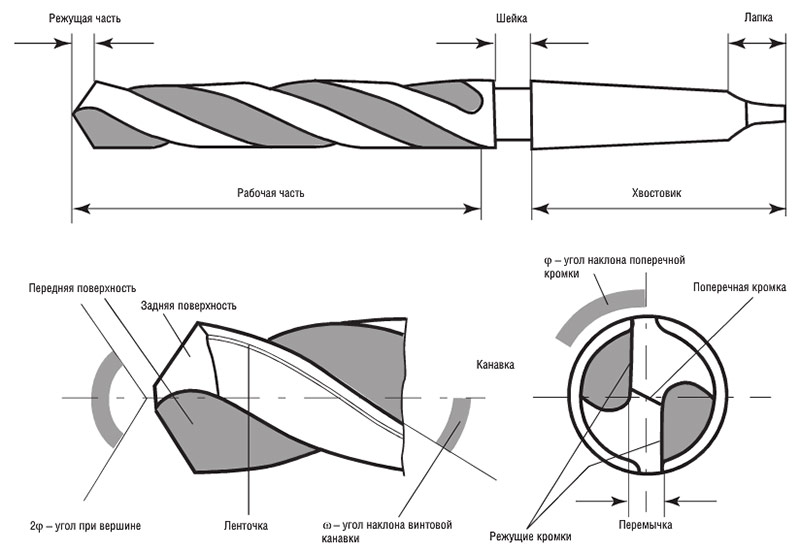
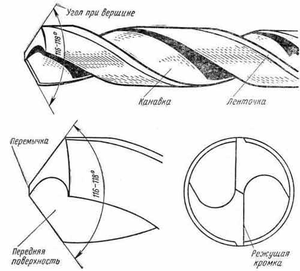
Конструкция сверла
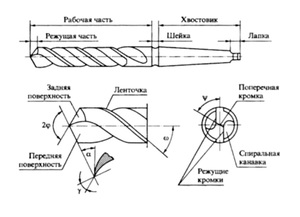
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
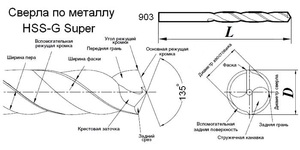
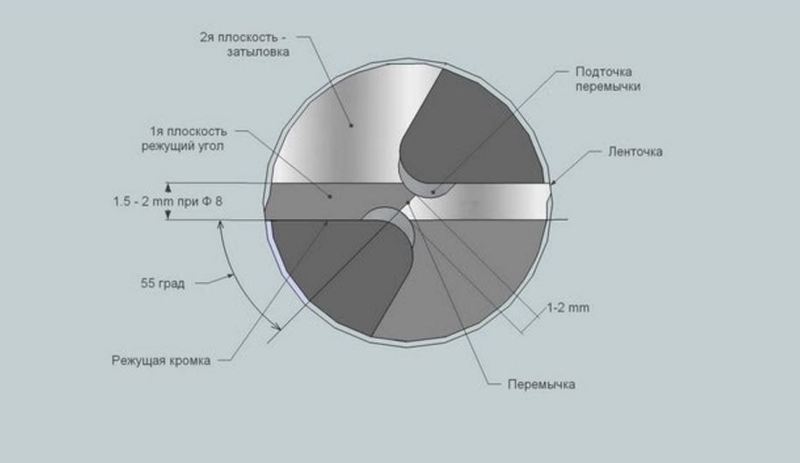
Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
- две режущие кромки
- две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
- две передние поверхности, находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
- перемычка на вершине между режущими кромками и задними поверхностями;
- две канавки для отвода стружки;
- две спинки, образующие внешнюю поверхность сверла;
- две ленточки, находящиеся на спинках.
 Основные части спирального сверла по металлу
Основные части спирального сверла по металлуВ процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
- Угол при вершине. Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
- Угол между режущей кромкой и осью. Он составляет половину значения угла при вершине, т.е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
- Форма и длина режущих кромок. Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
- Задний угол резания. Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°.

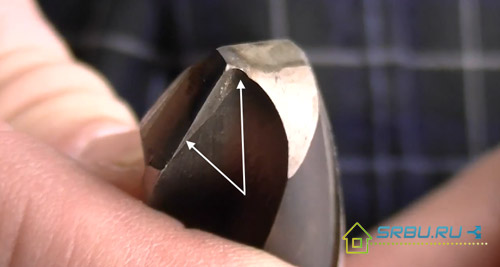
 Значение заднего угла резания
Значение заднего угла резания  Угол между кромкой и перемычкой
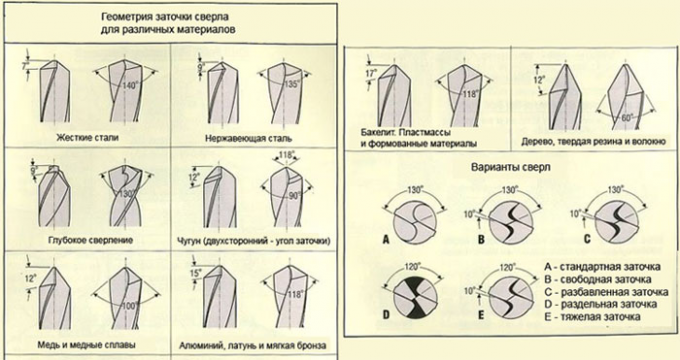
Угол между кромкой и перемычкойЗависимость угла заточки от обрабатываемого материала
Значение угла заточки при вершине и заднего угла резания при работе с металлом и другими материалами может отличаться в большую или в меньшую сторону. Чем меньше угол при вершине – тем длиннее режущая кромка, что положительно сказывается на теплоотводе, стойкости сверла. С уменьшением угла снижается прочность, а при его увеличении будет сложнее удерживать инструмент по центру в начале сверления.
Значение угла при вершине необходимо выбирать, отталкиваясь от твердости материала, который нужно обрабатывать. Чем материал тверже — тем больше должен быть угол при вершине.
Угол при вершине 118° ±2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы именно эти углы мы будем рассматривать в данной статье для примера, как типовые.
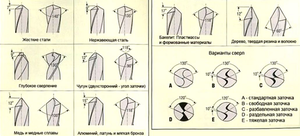
Таблица с углами заточки сверла по металлу, рекомендованными при работе с разными материалами:
| Обрабатываемые материалы | Углы при вершине | Задний угол резания |
|---|---|---|
| Мягкие породы дерева, резина, мягкие волокнистые материалы, пластмассы | 60° | 12°-15° |
| Твердые сорта дерева, бакелит, твердые резины, твердые волокнистые материалы, мягкий чугун (ковкий чугун) | 90° | 12°-15° |
| Жаропрочные и коррозионностойкие стали и их сплавы, нержавейка | 127° | 12°-14° |
| Инструментальная сталь | 118°-150° | 7°-15° |
| Медь | 100°-118° | 12°-15° |
| Медные сплавы | 118°-150° | 12°-15° |
| Алюминиевые сплавы | 90°-140° | 12°-17° |
| Магниевые сплавы | 70°-118° | 12° |
| Титановые сплавы | 135°-140° | 12° |
| Конструкционные и мягкие стали, чугун, твердая бронза. При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°. | 118° ±2° | 7°-12° |
Инструменты для проверки правильности заточки
Для проверки правильности углов и длин пользуются разными измерительными инструментами: транспортиром, угломером, штангенциркулем линейкой и т.д. Так же можно использовать шаблон для заточки сверл, на котором уже есть все правильные углы и нанесена шкала для проверки дин кромок. Такие шаблоны для проверки можно купить в магазине, но найти их в продаже будет сложно.
Шаблон для проверки заточки можно изготовить своими руками из листовой стали, жести или нержавейки по образцам шаблонов из магазина на изображениях выше, нанести на него разметку метчиком или алмазным карандашом. Либо сделать самый простой шаблон из двух или трех гаек. Гайка идеально подходит для этих целей, т.к. она является правильным шестиугольником, каждый внутренний угол которого равен 120 градусам. При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
Такое приспособление подойдет только чтобы проверить угол при вершине. Гайки можно скрепить на сварку или на термоклей. Для этого гайки нужно нагреть, чтобы об них плавился термоклеевой стержень, намазать термоклеем, плотно прижать друг к другу и держать их так, пока они не остынут. Несмотря на кажущуюся хлипкость, скрепленные термоклеем гайки будут держаться очень крепко.
 Сверла и гайки
Сверла и гайки  Углы гайки и связки гаек
Углы гайки и связки гаек  Проверка угла заточки при вершине сверла связкой гаек
Проверка угла заточки при вершине сверла связкой гаекСпособы заточки по выведению задней плоскости
Существует несколько основных способов правильной заточки свёрл. Они отличаются по способу выведения задней плоскости, ее геометрией, сложности выполнения и итоговым характеристикам инструмента:
- Одноплоскостная заточка. Способ, при котором вся задняя поверхность образует одну плоскость под углом равным заднему углу резания. Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°.
- Двухплоскостная (двухгранная). На задней поверхности зуба по отдельности затачиваются две плоскости под разными углами. Первая прилегает к режущей кромке и образует задний угол резания под углом 7° — 17°, выбираемым для обрабатываемого материала. Вторая плоскость стачивается под углом от 25° до 40°. Ребро пересечения плоскостей проходит через ось сверла под углом от 0 до 40° к главной кромке. Большой задний угол второй плоскости уменьшает осевую силу и увеличивает точность сверления, но резкий наклон ослабляет режущий клин, уменьшает его жёсткость и ухудшает теплоотвод. Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.
- Коническая (криволинейная). Наиболее распространенный способ, который мы и будим рассматривать далее. Задний угол при такой заточке плавно увеличивается от режущей кромки и по всей задней поверхности. Т.е. задняя поверхность становится не одной прямой плоскостью, а приобретает криволинейную форму. У режущей кромки угол должен соответствовать значению от 7° до 17°, выбранному для обработки конкретных материалов. Выполнить коническую заточку сложнее, чем прямолинейные, потребуется больше практики чтобы «набить руку». В процессе слегка подкручивают хвостовик сверла сверху вниз, за счет чего на задней поверхности создается округлая форма, по форме напоминающая конус.
 Способы выведения задней плоскости при заточке сверла
Способы выведения задней плоскости при заточке сверлаЕсть и другие способы заточки, они отличаются как оборудованием, на котором их можно выполнять, так и получающейся в итоге формой задней части зуба:
- винтовой и его подвиды: винтовой с заострением, сложно-винтовой;
- цилиндрический;
- эллиптический;
- фасонный.
Винтовые способы применяются в станках для изготовления и заточки сверл на производстве. Описывать механизм их выполнения нет смысла, т.к. вручную этот процесс повторить не получится. Цилиндрический способ является частным случаем конической заточки и используется очень редко.
Эллиптический способ один из самых простых, но для него нужны полые абразивные камни специфической формы, которые очень быстро изнашиваются. Для фасонной заточки так же нужны абразивные круги разной формы не прямого профиля. Поэтому в данной статье мы их рассматривать не будем.
Способы заточки по количеству скосов на режущей кромке
Способы заточки разделяют по количеству образующихся режущих кромок. При этом угол при вершине будет не постоянный – он будет изменяться шагами от большего у центральной вершины к меньшему на боковых вершинах. Делается это для того, чтобы равномерно распределить отвод тепла и уменьшить нагрев инструмента по мере увеличения его диаметра, т.к. режущая кромка греется не равномерно — в центре греется меньше, чем на краях.
Выделяют следующие способы:
- Одинарную (нормальную). Самый распространенный способ, который мы будем рассматривать далее. При нормальной заточке геометрия режущей кромки не меняется – она остается ровной на всем ее протяжении.
- Двойную (двухугловую). Применяют для свёрл диаметром от 12 миллиметров для обработки твердых сталей и чугунных отливок. Заточка выполняется под двумя углами при вершине. Сначала на угол 116° — 140° по всей поверхности режущей кромки, как при нормальной (одинарной). После уменьшаем его на 40° — 50° на длине, соответствующей 1/5 диаметра сверла от внешнего края. При этом образуются две режущих кромки: главная или зона первой заточки и переходная – зона второй заточки. Режущая кромка становится длиннее, за счет чего улучшается теплоотвод, улучшается отвод стружки из-за ее дробления, значительно возрастает стойкость.
 Виды заточки по количеству углов при вершине
Виды заточки по количеству углов при вершинеВ интернете можно встретить такой термин, как трехугловая заточка свёрл, но это, по сути, двухугловая с подточкой ленточки со снятием фаски по всей внешней кромке. Данный способ подточки ленточки применяется как при двухугловой, так и при нормальной заточке.
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки;
- с увеличением передних углов на кромке перемычки;
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба;
- со стачиванием части перемычки;
- со стачиванием части перемычки и подточкой режущих кромок;
- с прорезкой перемычки.
 Типы подточки поперечной кромки сверла
Типы подточки поперечной кромки сверлаМы будем рассматривать только один способ с увеличением передних углов на кромке перемычки, но выполнять его будем абразивным кругом с прямоугольным профилем, при этом немного будут подтачиваться задние кромки, как в способе с подрезанием задней части зуба.
Подточку перемычки нужно выполнять со стороны канавок по очереди с двух сторон. Сверло устанавливается так, чтобы угол между его осью и подручником был примерно равен 45 градусам. Угол, относительно плоскости боковой поверхности диска выбирается в диапазоне от 0 до 10 градусов в зависимости от обрабатываемого материала, чем мягче материал – тем он больше.
 Положение сверла в горизонтальной плоскости для стачивания перемычки
Положение сверла в горизонтальной плоскости для стачивания перемычки  Положение сверла в вертикальной плоскости для стачивания перемычки
Положение сверла в вертикальной плоскости для стачивания перемычкиПеремычку стачивают на глубину 0.1 — 0.15 диаметра инструмента. В результате повышается стойкость, инструмент лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
При выполнении двухплоскостной заточки подточка перемычки не потребуется, т.к. она при этом уже будет подточена по условию выполнения двухплоскостной заточки.
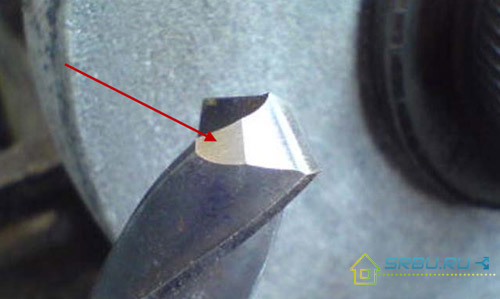
Ленточка, а точнее ее боковая вершина — это самое уязвимое место сверла и её так же можно подточить, сделав небольшую фаску, что увеличит стойкость инструмента, продлит срок его службы. Подточка происходить по всей длине внешней кромки начиная от боковой вершины на ленточке. Кромка подрезается под углом 6° — 8°, фаска при этом получается шириной 0.1 – 0.2 мм и больше, это зависит от диаметра сверла. Этот способ применяется при диаметре инструмента более 12 мм для обработки твердых и неоднородных материалов.
 Снятие фаски на ленточке
Снятие фаски на ленточке  Фаска, снятая со стороны ленточки
Фаска, снятая со стороны ленточкиПри работе с материалами, требующими повышенной остроты сверла подрезание фаски на боковой грани и ленточке не выполняется. Для таких работ ленточку нужно подточить со стороны канавки, т.е. передней грани.
 Подточка ленточки со стороны канавки
Подточка ленточки со стороны канавки  Ленточка, подточенная со стороны канавки
Ленточка, подточенная со стороны канавкиПравила заточки
Для заточки сверл в мастерских и на производстве, чаще всего, используют точило, реже специальное оборудование. В процессе восстановления режущей грани нужно придерживаться следующих правил:
- чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать;
- нужно соблюдать короткие циклы заточки, за одно касание круга снимать незначительный слой материала, не давая инструменту нагреваться;
- сверло не прижимается сильно к точильному кругу — это увеличит его нагрев;
- периодически охлаждайте сверло, например, в, заранее приготовленной, баночке с холодной водой.
Во время заточки нельзя допускать перегрева сверла, он приведет к растрескиванию, размягчению металла, снижению стойкости инструмента. Понять, что металл сильно греется можно по изменению его цвета.
При заточке поверхности зачищают до тех пор, пока не исчезнут все сколы и зазубрины. Нужно стремиться сделать их идеально гладкими, контролируя при этом все необходимые углы и длины граней.
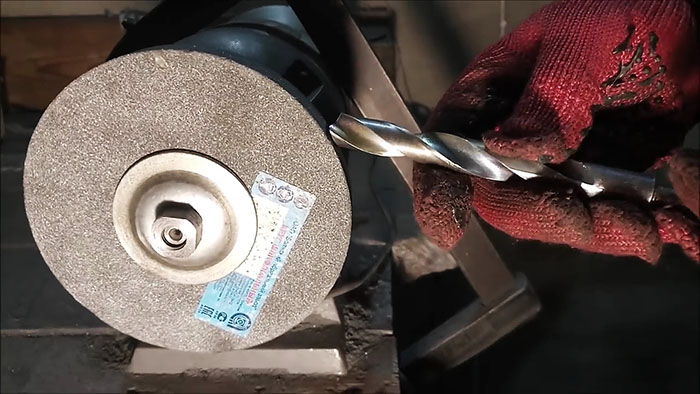
Заточка сверла на точиле
Спиральные сверла по металлу, чаще всего, точат на точиле, его еще называют наждаком, точильно-полировальным, обдирочно-заточным или просто станком для заточки. Точило используют для обработки металлических заготовок и деталей, их шлифовки и заточки. Оно прекрасно подходит для заточки спиральных и других видов свёрл.
 Станок для заточки Makita
Станок для заточки Makita  Станок для заточки Elitech
Станок для заточки Elitech  Станок для заточки Patriot
Станок для заточки PatriotДля заточки понадобится абразивный круг из белого электрокорунда прямого профиля. Его марка должна быть 14А (A) или 25А (WA). Они предназначены для обработки углеродистых, легированных, быстрорежущих и нержавеющих марок сталей, заточки стального закаленного инструмента.
Абразивные круги так же называют наждачными и шлифовальными кругами. Реже их называют наждачными и шлифовальными камнями.
 Белые абразивные круги
Белые абразивные кругиРабочая поверхность камня должна быть ровной, без закруглений, выбоин и впадин. Если на поверхности есть дефекты, то их нужно устранить правилом, это процесс называется правкой шлифовального круга. При этом его поверхность стачивается, приобретая нужную форму, в данном случае – плоскую.
Для правки шлифовального камня используют алмазные и эльборовые карандаши (вставки), алмазные правящие гребенки, реже пользуются шарошками, подручными материалами, отрезными кругами с алмазным и эльборовым покрытием.
 Алмазные правящие гребенки
Алмазные правящие гребенки  Алмазные карандаши для правки шлифовальных кругов
Алмазные карандаши для правки шлифовальных кругов  Шарошкодержатель с шарошками
Шарошкодержатель с шарошкамиПроцесс правки шлифовальных кругов разными правящими инструментами хорошо представлен в данном видео ролике:
На точиле должен быть установлен подручник, без него будет сложно выполнить качественную заточку. Подручник — это, чаще всего, металлическая регулируемая платформа, которая устанавливается перед диском для того, чтобы на нее можно было опереться или использовать как направляющую при работе с наждаком.
Подручник нужно выставить горизонтально, чтобы его верхняя плоскость была на одном уровне с осью вращения наждачного круга. Зазор между кругом и подручником нужно сделать минимально возможным, зазор в один миллиметр будет идеальным для заточки.
 Выставленный подручник на точиле
Выставленный подручник на точилеДля примера рассмотрим выполнение конической одинарной заточки с подрезанием перемычки. Т.к. данный вид заточки, хоть и не самый простой, но самый распространенный и подходит для восстановления остроты свёрл диаметром от 3 миллиметров.
Убедитесь в том, что на точило установлен камень из белого электрокорунда, его геометрия выправлена, а подручник установлен на одном горизонтальном уровне с осью вращения абразивного круга и на расстоянии в 1 мм от его поверхности.
Важно! По технике безопасности у точила запрещено работать в перчатках, не важно, тканевые они или медицинские. Это актуально для любых станков, где есть вращающиеся части из-за угрозы наматывания материала и затягивания частей тела.
Для начала нужно проработать все действия с выключенным точилом. На подручнике нужно нарисовать маркером линию под углом в 60 градусов к плоскости торца наждачного круга. Это нужно, чтобы вывести угол при вершине, примерно, в 120 градусов.
 Рисуем на подручнике линию под углом 60 градусов
Рисуем на подручнике линию под углом 60 градусовСверло нужно взять двумя руками, ведущей рукой за рабочую часть, второй рукой – за хвостовик. После его нужно положить на подручник так, чтобы его боковая грань при взгляде сверху совпала с линией, нарисованной на подручнике.
Между подручником и сверлом нужно положить указательный палец – он будет исполнять роль качели при конической заточке. Когда инструмент лежит на пальце, то между ним и наждачным кругом образуется угол, примерно равный 7° — 12°. Именно это значение нужно выдержать на режущей кромке.
 Берем сверло в руки и кладем на подручник
Берем сверло в руки и кладем на подручникТеперь нужно отработать движения, которыми будет производиться коническая заточка. Слегка придавливаем переднюю кромку сверла к наждаку, при этом кромка должна находиться в горизонтальной плоскости. Далее медленно опускаем хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться.
 Отрабатываем движения для заточки на выключенном точиле
Отрабатываем движения для заточки на выключенном точилеОтводим сверло назад от круга, переворачиваем его другой режущей кромкой и снова прикладываем к кругу в том же положении, которое было в первый раз. Повторяем колебательное движение хвостовиком так, чтобы наждак опять провернулся. Данное движение с поворотом наждака и переворотом сверла нужно отработать несколько раз, до тех пор, пока оно не будет выполняться автоматически.
После можно включать точило и приступать к заточке. В процессе выполняются всё те же действия:
- выравниваем сверло по нарисованной на подручнике отметке на угол 60° к точилу;
- прикладываем к точилу переднюю кромку, следя за ее горизонтальным положением;
- опускаем хвостовик до полной обработки задней грани;
- отводим и переворачиваем на 180° вокруг оси;
- повторяем весь процесс.
 Процесс заточки сверла на точиле
Процесс заточки сверла на точиле  Переворачиваем сверло и точим вторую режущую кромку
Переворачиваем сверло и точим вторую режущую кромкуПосле выполнения нескольких подходов, когда при визуальном осмотре, режущие кромки будут гладкие и острые, а на задней части будет закругленный скос, нужно проверить соответствие углов и длин режущих кромок. Для этого желательно иметь под рукой специальный шаблон, угломер или транспортир для измерения углов заточки и штангенциркуль для измерения длин режущих кромок.
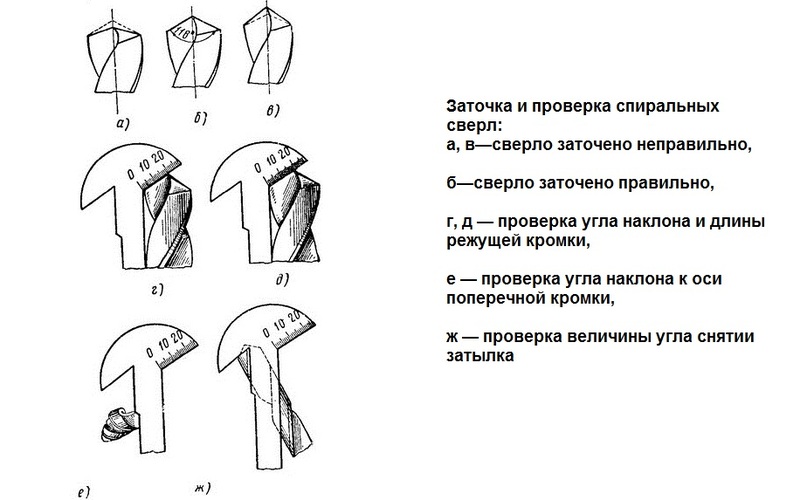
Первая ошибка, которую можно допустить в процессе заточки и выявить при проверке – это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал. Ошибку нужно исправить, выполнив заточку заново.
 Правильная и неправильная заточка сверла по металлу
Правильная и неправильная заточка сверла по металлуВторое, что нужно проверить – это соответствие длин режущих кромок, измеряемое от центральной точки на перемычке до боковых вершин режущих кромок. Эти расстояния должны соответствовать с двух сторон, иначе отверстие при сверлении будет разбиваться, его итоговый диаметр будет больше номинала, указанного на сверле.
 Проверка штангенциркулем соответствия длин режущих кромок
Проверка штангенциркулем соответствия длин режущих кромокДалее проверяем угол при вершине сверла при помощи специального или самодельного шаблона. При проверке можно обнаружить, что угол получился немного больше или меньше, чем 120 градусов, в целом, на это можно закрыть глаза и оставить как есть. Но, если угол при вершине у одного зуба будет больше, чем у второго, то это нужно исправлять, иначе одна сторона сверла работать не будет, а вторая будет сильно греться и быстрее изнашиваться
 Угол при вершине соответствует 120 градусам
Угол при вершине соответствует 120 градусам  Угол при вершине немного больше 120 градусов
Угол при вершине немного больше 120 градусовФинальным этапом проверки будет сверление какой-то ненужной металлической заготовки. При этом сверло должно вгрызаться в металл плавно, без биения от центра, стружка должна равномерно выходить с двух сторон из канавок в одинаковом количестве. Получившееся отверстие не должно превышать номинальный диаметр, указанный на сверле, более чем на 0.05 – 0.1 см.
 Равномерный выход металлической стружки по канавкам сверла
Равномерный выход металлической стружки по канавкам сверла  Сверление металлической заготовки
Сверление металлической заготовкиТеперь можно выполнить подточку перемычки, что должно уменьшить усилие при сверлении, инструмент будет лучше врезаться в металл, а его стойкость повысится.
 Стачивание перемычки
Стачивание перемычкиВидео инструкция по заточке
Так же мы настоятельно рекомендуем посмотреть видео инструкцию по заточке спиральных сверл на точиле от Виктора Леонтьева. В этом видео подробно рассказывается обо всем процессе заточки, начиная с теории и заканчивая практикой.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
как правильно заточить сверло своими руками, видео советы

Наверное, не нужно доказывать то, что любой инструмент, в том числе и свёрла по металлу имеют одно неприятное свойство – затупляться в процессе работы. При этом скорость такого процесса напрямую зависит от частоты использования сверла и объёмов, выполняемых им работ.Очень часто человек не обращает на это внимание пока сверло окончательно не придёт в негодность, после чего его попросту выбрасывают, что крайне расточительно. А происходит это по той простой причине, что не многие знают, как правильно затачивать свёрла по металлу, притом, что все работы можно провести самостоятельно, подручными инструментами, которые всегда найдутся в мастерской у настоящего хозяина.
Как определить, что сверло стало тупым?

Для обработки металла можно использовать только очень острый инструмент. Если в процессе высверливания отверстия будет слышен не совсем приятный скрежет в месте, где сверло касается металла, то — это первый признак что инструмент требует заточки. При появлении такого малоприятного звука целесообразно прекратить все работы.Если этим пренебречь, то в процессе вращения сверло начнёт выделять много тепла, которое совместно с трением приведёт к ускоренному износу инструмента.
Обычно для бытовых нужд умельцами используются свёрла небольшого диаметра до 16 мм. Естественно, затачивать их удобнее на специальном оборудовании, но стоимость таких приборов для использования в быту неоправданно высока и поэтому их приобретают крайне редко. Однако в кладовке или в гараже рачительного хозяина всегда найдётся приспособление, которым можно выполнить заточку инструмента:
- точильный стакан с кругом из абразивного материала;
- шлифовальная машинка;
- электрическая дрель со специальной насадкой.
Для заточки сверла по металлу подойдёт и любой другой инструмент, на котором можно закрепить точильный камень и привести его во вращение. Однако необходимо чтобы такое устройство обеспечивало скорость вращения не меньше 1500 об/мин.
Подготовительный этап перед заточкой

Перед тем как начинать заточку инструмента необходимо подготовить очки для защиты глаз и перчатки, чтобы не повредить руки, а также банку с обычной водой. Объяснять важность техники безопасности, наверное, нет никакого смысла, так как здоровье человека, прежде всего.В процессе работы микроскопические частички металла, искры и крупинки абразивного круга могут разлетаться в хаотическом порядке. Если не обеспечить защиту открытых участков тела, то металлическая стружка и пыль может проникать в кожу. Но особой опасности подвержены незащищённые глаза при попадании, в которые любого инородного тела могут возникнуть большие проблемы со здоровьем.
В свою очередь, банка с водой понадобиться для охлаждения затачиваемого сверла, так как в процессе трения поверхностей точила и инструмента происходит большое выделение тепловой энергии. Если своевременным охлаждением сверла пренебречь, то произойдёт его перегрев и в процессе его использования по прямому назначению оно может быстро сломаться или снова затупиться.
Технологическая последовательность заточки

Естественно, просто подготовить защитную амуницию и точильный станок — далеко не достаточно. Нельзя приступать к работе не ознакомившись с технологией заточки свёрл для чего целесообразно просмотреть видео. Даже несмотря на то, что сама процедура не слишком сложная, однако, она предусматривает строгое соблюдение последовательности проведения работ.Помимо этого нужно знать, каким способом точить разные свёрла. Это можно определить по форме, придаваемой режущим граням устройства. На сегодня специалистами рассматривается одноплоскостная, двухплоскостная, коническая, цилиндрическая и винтовая методика заточки инструмента.
Для определения качества заточки сверла необходимо скрупулёзно обсмотреть его после окончания работ. Основными факторами, которые свидетельствуют о том, что инструмент стал острым, являются следующие:
- режущий край сверла по завершении заточки должен оставаться симметричным по отношению к своей оси;
- смежные режущие кромки должны оставаться одинаковыми по длине относительно центральной оси;
- также одинаковыми должны оставаться и параметры наклона угла заострённых краёв.
Заточка сверла должна начинаться с задней поверхности инструмента и продолжаться в соответствии с определённой последовательностью.
- Задний край режущей кромки максимально плотно притискивается к точильной поверхности. Очень важно всё время поддерживать первоначально установленный угол.
- Не имея никаких навыков, процедура может не получиться с первого раза. Поэтому нужно быть готовым сделать несколько попыток.
- После каждой попытки важно внимательно осмотреть форму сверла.
- Работа должна продолжаться до момента, когда задней поверхности инструмента будет придана правильная конусообразная форма.
Только после того, как будет получена необходимая форма, можно переходить к заточке режущей поверхности. При проведении работ необходимо контролировать, чтобы заточка каждого пера была одинаковой. Большую важность имеет соблюдение правильного угла заточки.
В случае с одноплоскостным методом заточки задняя поверхность обрабатывается в одной плоскости при точном соблюдении угла в пределах 28–30 градусов. Такой метод считается одним из самых простых и используется для инструмента с сечением менее 3 мм. Однако для полного осознания процесса целесообразно ознакомиться с видео о том, как правильно выполнить заточку сверла.
При выполнении работы таким методом сверло прижимается под установленным углом к поверхности точильного круга. В процессе заточки инструмент перемещают не переворачивая. Зачастую это может привести к тому, что режущая кромка может раскрошиться, особенно если для изготовления сверла использовался низкокачественный металл.
Чтобы заточить режущий край инструмента с большим сечением используют коническую заточку. Такой вариант сложнее рассмотренных ранее и поэтому нужно ознакомиться с видео, после чего придерживаться определённых этапов работ.
-
 В левую руку берут рабочую часть инструмента, а в правую хвостовой конец. Рабочая часть должна удерживаться в максимальной близости к заборному конусу.
В левую руку берут рабочую часть инструмента, а в правую хвостовой конец. Рабочая часть должна удерживаться в максимальной близости к заборному конусу. - Не изменяя положения, сверло прижимают режущей частью и задней поверхностью к торцевой части точильного круга.
- Правой рукой, в которой удерживается хвостовой край инструмента, выполняют покачивающие движения таким образом, чтобы образовывалась конусная форма со стороны задней грани.
- После того как будет заточено одно перо, переходят ко второму, в точности повторяя весь процесс.
- Важным нюансом такой процедуры является то, что сверло нельзя отрывать от поверхности точильного круга.

Существует ещё один метод конической заточки. Для этого сверло также берут в левую руку со стороны режущей кромки, а правой за обратный конец. Но к точильному кругу прижимают только рабочую часть инструмента. Плавными движениями без отрыва от точила сверло проворачивают вокруг оси, тем самым равномерно затачивая заднюю поверхность инструмента.
Нюансы заточки сверла, которые нужно знать

Проводя работу важно стараться сохранять форму инструмента, которую ему придали ещё на заводе. Благодаря этому выдерживается правильный угол. Коническую заточку используют в основном для свёрл сечением до 10 мм. Для инструмента с большим размером дополнительно необходимо выполнить подточку.В процессе подточки будет уменьшаться размер переднего и заднего угла, и расти угол рабочей кромки. Благодаря этому увеличивается срок службы инструмента и уменьшается ширина поперечной кромки, которая не принимает участия в сверлении.
В промышленных условиях, после того как инструмент заточен, выполняется доводка. Такое мероприятие позволяет избавиться от мелких зазубрин, оставшихся после основного процесса. Благодаря этому сверло меньше подвержено износу. Поэтому по возможности доводкой лучше не пренебрегать.
Разобраться, как правильно заточить свёрла по металлу не так уж и сложно, особенно если просмотреть видео проведения работ. Выполняя все работы самостоятельно, человек должен набраться терпения, так как не всегда всё получается с первого раза. Если терпения и желания заниматься самостоятельно заточкой инструмента нет, то можно обратиться за помощью к специалистам или просто приобрести новое сверло.
Оцените статью: Поделитесь с друзьями!Как заточить сверло правильно в домашних условиях + Видео и Фото
Не требует особых доказательств, что сверло в процессе работы теряет остроту режущей части, то есть, говоря попросту, тупится. Тупое сверло не доставляет беспокойства до тех пор, пока не оказывается нужным. Вот тогда неожиданно выясняется, что работать изношенным или тупым сверлом невозможно. Остается только сожалеть о том, что вовремя не восстановлены геометрия и размер сверла. В этой статье будет рассказано, как заточить сверло спиральное, а также сверло с твердыми напайками для сверления бетона.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
 Основные составные части спирального сверла.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.

Подводи сверло режущей кромкой к шлифовальному кругу.

Покачиваем сверло в низ, а потом опять вверх.
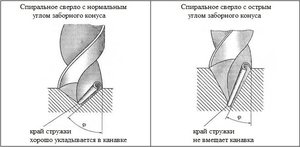
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Видео: Ручная заточка спиральных сверл. Часть — 1.
Видео: Заточка спиральных сверл. Часть — 2.
Видео: Стачивание перемычки ребра сверла. Часть — 3.
Видео: Заточка сверл — приложение.
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками. Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится. До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Заточка сверла выполняется короткими касаниями сверлом наждачного камня. Победитовое сверло затачивается быстро, как правило вам там нужно лишь немного подправить слизавшиеся кромки, поэтому следует внимательно контролировать процесс, чтобы не срезать лишнее с рабочей победитовой поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:

Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.

Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным. Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения. Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки. Для победита он составляет 170 градусов.
В процессе заточки нельзя допускать нагревания сверла, т.к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
Видео: Заточка буров для перфоратора. Часть — 1.
Видео: Заточка буров для перфоратора. Часть — 2.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
как правильно заточить своими руками, особенности эксплуатации, техника безопасности
 Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Износ сверла
 Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.
Для того чтобы продлить сверлильному инструменту срок эксплуатации и вернуть правильную геометрическую поверхность, выполняется такая процедура, как его заточка. Любой мастер, который часто работает с дрелью, должен знать, как правильно затачивать сверла по металлу.
Техника безопасности
Описанные ниже работы являются травмоопасными, поэтому требуется соблюдать определенный свод правил:
- Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.
- Перед включением станка нужно убедиться в надежной фиксации наждачного круга.
- Заточку нельзя проводить на весу, нужно опирать инструмент на подручник.
- В случае переломов сверла, оно может разлететься на мелкие осколки, помимо этого в процессе работ производится много абразивной пыли и высекаются снопы искр. Учитывая это, все работы следует проводить в защитных очках и маске.
 Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.
Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Как видно, чем мягче материал, в котором требуется просверливать отверстие, тем тупее должен быть угол. Так, для нержавеющей стали достаточно — 118°, а для более мягких металлов угол достигает — 140°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
 Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.В процессе заточки следует стараться выдержать изначальную заводскую поверхность задней части, чтобы она сохранила заданные ей углы. После заточки желательно провести доводку, что позволит сгладить поверхность и убрать мелкие зазубрины.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.

Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
 Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Применение специальных приспособлений
Процесс заточки по указанной выше методике подходит для инструмента диаметром не более 10 мм. Для того чтобы качественно наточить сверла большего размера, особенно если они имеют сложную форму или дополнены специальными твердосплавными напайками, лучше применять станок со специальным приспособлением.
Использование данного оборудования позволяет контролировать угол заточки, а выполнение работ будет происходить максимально безопасно для мастера. Применение таких точильных станков рекомендуется для заточки инструментов, которые:
- Применяются для сверления глухих отверстий, для них характерно снижение усилия резки по оси.
- Характеризуются повышенной прочностью и качеством сплава.
- Применяются для проделывания очень глубоких отверстий.
- Отличаются незначительной величиной подточки.
 От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
Передвижения обрабатываемого инструмента выполняется за счет привода, соединенного с двигателем. После закрепления сверла в колонне, она сама подводится к кругу и все углы, которые требуется сформировать, будут выдержаны автоматически. Недостатком такого станка является то, что он имеет большие габариты и высокую стоимость, поэтому его приобретение нецелесообразно для домашнего применения.
Насадка на дрель
Одним из компактных приспособлений для наточки сверла является цилиндрический насадочный станок, который закрепляется на рабочем вале обычной дрели, от которого приводится во вращение точильного круга насадки. С другой стороны цилиндра находится специальная крышка с отверстиями различного диаметра, в которые устанавливается режущая часть нужного для заточки сверла.
Данная насадка проста в применении, обращение с ней не требует специальных навыков, а сверла, прошедшие заточку на ней, сохраняют все свои геометрические параметры.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
 Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
Как правильно заточить сверло по металлу! Видео о правильной заточке сверл
В домашнем хозяйстве самым востребованным электроинструментом является дрель. Используя надежного помощника можно не только высверливать практически любые отверстия, но и вырезать места под установку электромонтажных приборов, включая розетки, выключатели.
Но для этого вам обязательно понадобится набор сверл. Выпускаются сверла для работы с любыми материалами.
В процессе работы сверла тупятся и нуждаются в заточке.
Размещенный ниже материал рассказывает, как правильно заточить сверло по металлу в дополнение посмотрите видео о вариантах заточки
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла.
Кроме того, на углы заточки влияет структура материала.Но обо всем по порядку.
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
 Различные способы заточки под определенный материал
Различные способы заточки под определенный материалА для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания.
Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм.
Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке.
Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть.
Центровые сверла используются для центровки деталей при точении.
Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки.
Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет. Надо только бережно относиться к их хранению и использованию.
Для нас же важно научиться затачивать сверла при работе по металлу, бетону.
Для того чтобы узнать, как правильно заточить сверло по металлу, достаточно посмотреть видео о способах и углах заточки.
Чтобы произвести заточные работы, надо иметь не только заточное оборудование, но и средства защиты.
Из средств защиты надо обязательно приобрести защитные очки.
А для заточки сверла лучше всего купить заточной станок.
Несколько слов о заточном станке
Чаще всего заточной станок изготавливается на основе небольшого электродвигателя переменного тока 220 в.
Частота вращения заточного станка от 1500 об/мин.
Станок должен быть оборудован в обязательном порядке прозрачным защитным экраном, подпятником.
В домашних условиях не следует использовать сверла диаметром более 16 мм.
Так как правильно заточить сверло по металлу, если сверло затупилось?
О том, что сверлу требуется заточка, можно судить по появляющемуся характерному скрипу при сверлении, особенно в его начале. Одновременно сверло начинает сильно нагреваться, что еще больше приводит к его стиранию.
Точатся сверла на специальных заточных станках. В домашних условиях сверла можно затачивать на простом точиле с камнем, при помощи болгарки с насадкой, на наждачке.
Итак, как правильно заточить сверло по металлу?
Как затачивать сверло, определяет форма задней плоскости сверла.
Дело в том, что заточка сверла производится по задним граням.
Внимание! Правильно заточенное сверло имеет два зуба, заточенные абсолютно одинаково.Говоря о видах заточки, отметим, что их бывает несколько.
 Углы заточки
Углы заточкиСамый простой, одноплоскостной.
Для выполнения одноплоскостной заточки сверло приставляется режущей частью к заточному кругу параллельно. В процессе заточки запрещается перемещать или вращать сверло.
Это самый простой вид заточки. Но его рекомендуется использовать для сверл диаметром до 3 мм. Самым большим недостатком такого вида заточки считается разрушение режущей кромки сверла в процессе работы в виде выкрашиваемости.
Второй распространенный вид заточки называется коническим.
Данный вид заточки используется для сверл диаметром свыше 3 мм. Это более сложный вид заточки.
Коническую заточку сверла сложно выполнить вручную.
Для ее выполнения, надо взять сверло в левую руку, зажав рабочую часть. Правой рукой зажимается хвостовик.
Сверло прижимается режущей кромкой к торцу заточного круга под нужным углом.
Покачивая сверло правой рукой, создайте конусную поверхность на задней грани сверла.
Внимание! Плавными и медленными движениями руки затачивайте перо сверла, не отрывая его от поверхности камня.
Эти же действия выполните и для второй части сверла.
Внимательно следите за выдерживанием формы задней грани и углом заточки.
Для точного измерения углов заточки применяйте специальный прибор, называемый угломером.
Если измерительного прибора нет, можно сделать шаблон.
А какие углы надо выдерживать, где узнать их величину.
Угол заточки сверла по металлу выбирается из таблицы.
Важно! В процессе работы не перегревать сверло, перегрев приводит к послаблению стали. Обязательно делайте охлаждение и закалку водой.
Чтобы обеспечить требуемые углы заточки сверла, рекомендуется использовать специальные приспособления.
Приспособление позволяет затачивать углы сверла с выдерживанием требований таблиц.
__TITLE__
Методы заточки сверл болгаркой в домашних условиях, своими руками
О заточке сверла при помощи точильного камня мы рассмотрели. А еще как самому заточить сверло?
Если нет под рукой заточного станка, можно обойтись болгаркой.
Способ 1
Данный способ заключается в том, что сверло жестко крепится в тисках или приспособлении. Задается угол закрепления.
На болгарку устанавливается диск для работы по металлу. Вращающийся диск периодически подводится к плоскости сверла.
А как заточить сверло болгаркой, хорошо показано на предлагаемом видео.
Внимание! Предлагаемый вариант небезопасен. Лучше и надежнее будет, если закреплять сверло в приспособлении или тисках.
Видео:
Способ 2
При этом способе заточки крепится болгарка. На болгарку устанавливается диск с мелкой наждачной бумагой.
Сверло держится рукой, прикладывается к диску режущей частью.
Все отлично видно, как заточить сверло по металлу болгаркой на видео.
Видео:
Правила заточки победитовых сверл
А как заточить победитовое сверло? Победитовое сверло чаще всего используют для сверления отверстий в бетоне, кирпиче, камне.
В процессе работы сверло нагревается, издавая визжащий звук. Это первый признак, что сверло нуждается в заточке.
Подробно о способах, как заточить победитовый бур для перфоратора.
Чтобы заточить победитовое сверло, лучше воспользоваться точильным станком с алмазным диском. Внимание! Старайтесь выдерживать угол заточки. Для победитового сверла он равен 170º.
Заточка победитового сверла заключается в подправке затупившейся режущей кромки.
Видео:
Работа с наждаком
Плавным касанием сверла к заточному камню подправьте переднюю поверхность сверла.
Сверло берется в левую руку ближе к режущей части, правой рукой держится за хвостовик. Сверло подводится к заточному камню, отрезному диску болгарки или грибу с установленным наждачным полотном.Заточка заключается в подправке режущей кромки победитового сверла, которая при сверловке твердой поверхности затупляется.
Внимание! Надо помнить, что частота вращения заточного камня зависит от твердости сверла. Чем тверже материал сверла, том медленнее должен вращаться диск.
В процессе заточки необходимо следить за одинаковостью режущих сторон. В противном случае у вас получатся увеличенные и неровные отверстия. Важно не перекаливать сверло и охлаждать.
Видео:
Выводы:
- – сверло можно заточить правильно и в домашних условиях самому;
- – сверла до 3 мм предпочтительнее затачивать одноплоскостным видом заточки;
- – для сверл свыше 3 мм рекомендуется применять коническую заточку;
- – для заточки можно использовать не только специальное оборудование, но и болгарку с наждачной насадкой;
- – заточку победитового сверла лучше производить на заточном станке с алмазным диском;
- – при заточке обязательно пользоваться защитными очками.
Видео подобранное по теме заточки сверл разными способами
Как самому правильно заточить сверло вручную
Для заточки свёрл существуют специальные приспособления, которые помогают правильно выдержать все рабочие углы этого инструмента. Но если нужного устройства под рукой нет, то несложно научиться проводить эту ответственную операцию самому. Начинать практиковаться в заточке лучше со сверла среднего диаметра 10 – 12 мм.Чуть-чуть теории
Это угол заточки сверла, он приблизительно составляет 120 градусов.

После заточки передняя режущая часть инструмента должна быть симметрична. Если произошло смещение, надо поправить – переточить.
За режущей кромкой имеется задний срез или задняя поверхность. Она должна быть направлена относительно режущей кромки на 1 – 1,5 мм вниз в сторону хвостовика сверла.

Подготовка к операции
На точильном камне маркером наносим черту параллельно оси вращения. Теперь постараемся правильно расположить сверло в пространстве для проведения заточки. Прикладываем сверло задним срезом режущей кромки к черте на точильном камне, плотно без зазоров. Сверло должно располагаться строго горизонтально!
При этом нанесенная черта будет находиться несколько выше оси вращения точила.

Продольная ось инструмента в горизонтальной плоскости будет повёрнута влево примерно на 30 градусов, это обеспечит правильный общий угол заточки в 120 градусов. Запомним это положение в пространстве.
Переходим к практике
Берем побывавшее в работе сверло, со сбитыми режущими кромками и попробуем его заточить. Находим правильное положение инструмента в пространстве, начинаем заточку.

Вначале одну сторону, потом другую. Не торопимся, делаем работу максимально аккуратно. Если затачиваемая комка перегревается, раскаляется до красна, окунаем инструмент в емкость с водой. Затем продолжаем работу.

Проверяем результат
Как будто бы все получилось. Угол заточки около 120 градусов, задний срез имеет правильный скос к хвостовику сверла.


Берем дрель, вставляем заточенный инструмент в патрон. Пробуем сверлить стальную пластину толщиной 8 мм.

Все идет довольно хорошо.

Однако, истинным критерием правильно выполненной операции является стружка спиральной формы. Если она еще и симметричная двухсторонняя, то значит, углы заточки оптимальны.
Небольшое послесловие
Вполне возможно, что с первого раза операция может не получиться. Ничего страшного. Терпение и аккуратность, это даст положительный результат. Пару слов о технике безопасности. Точило должно иметь защитный кожух. Работать необходимо в перчатках, причем прочных, например спилковых. Лицо и глаза следует ОБЯЗАТЕЛЬНО защитить очками, а лучше маской. Успешной Вам работы!
Смотрите видео
В видеоролике наглядно происходит процесс заточки сверла вручную, так что обязательно посмотрите.