Сварка алюминия: подготовка, технологии, ГОСТ
Если начинающий сварщик может отрабатывать свои навыки и умения на сварке черных металлов, то работа с алюминием не терпит дилетантства. Надо отметить, что технологии не стоят на месте, и специалисты разрабатывают новые и перспективные способы работы с цветными металлами, однако характерные свойства алюминия все же накладывают определенные требования на сварочный процесс.

Каждый знает, что алюминий, как и его сплавы, имеют относительно малый удельный вес, обладают высокой теплопроводностью, низким удельным сопротивлением. Тем не менее, металл достаточно устойчив к механическим нагрузкам. Именно эти свойства делают алюминийсодержащие материалы востребованными на производстве.
Сложности процесса
Прежде чем переходить к непосредственному описанию процесса, необходимо рассмотреть, какие именно особенности металла считаются уникальными, так как основная задача сварщика – повысить и без того низкую свариваемость алюминия.
Алюминий достаточно активен, особенно это касается химических реакций с кислородом. В результате окисления на поверхности, даже после обработки, достаточно быстро появляется окисная пленка. Она по физическим свойствам отличается от основного металла.

Температура плавления пленки из оксида алюминия составляет 2044°C градуса, в то время как сам металл плавится уже при 660°C градусах.
Расплавленный алюминий после сварки начинает кристаллизоваться, при этом капли, покрытые снаружи оксидной пленкой, образуют ячеистую структуру. Сварной шов не получается сплошным, а это ведет к образованию свищей и пор. Дефекты шва негативно сказываются на его прочности и герметичности. Чтобы пресечь взаимодействие алюминия с кислородом, околошовную зону защищают от атмосферного воздуха. Обычно для подобных целей используется аргон. В силу сваей инертности, он не взаимодействует с металлом, а также вытесняет кислород, так как инертный газ тяжелее воздуха.
Несмотря на высокую теплопроводность, расплавленный алюминий не успевает отводить тепло в окружающую среду. Повышенная текучесть существенно осложняет процесс формирования шва. Необходимо дополнительно использовать различные теплоотводящие подкладки. Если применять различные средства, обеспечивающие интенсивное охлаждение, то резкий перепад температур может стать причиной возникновения мелких трещин.
Еще одной проблемой является растворенный в жидком металле водород. Он в виде пузырьков поднимается на поверхность ванны, но наружу выходит не весь. В застывшем металле могут образовываться поры или скопления пор. Наличие кремния в сплаве способствует образованию трещин при кристаллизации.

При нагревании алюминиевая заготовка увеличивается в размерах. тепловое расширение присуще каждому металлу, однако у алюминия высокий коэффициент линейного расширения. Тем не менее, на качество сварки влияет не столько расширение металла, сколько его усадка при кристаллизации ванны. Сварочный шов может подвергаться серьезным деформациям.
Высокая теплопроводность алюминия сказывается и на параметрах сварки. Чтобы достичь нужной температуры дуги приходится увеличивать силу тока. Отметим, что сварка черных металлов производится при более низких значениях сварного тока, несмотря на то, что их температура плавления выше, чем у алюминия.
Наконец, последняя сложность, препятствующая проведению работ в домашних условиях, состоит в том, что без специальных средств и материалов практически невозможно определить состав сплава, из которого изготовлены детали.
Методы
Напомним, что сварка металлов может осуществляться различными методами. Их отличия основываются на разнице в технологии, расходных материалах и вспомогательных средств. Имеющие опыт мастера могут воспользоваться одним из методов для сварки алюминия. Забегая вперед, отметим, что каждый из методов требует общих знаний технологии и определенного опыта.
- Сварка алюминия аргоном TIG. Имеется в виду аргонодуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа – аргона. В международной классификации данный режим сварки обозначается, как TIG.
- Ручная дуговая сварка MMA. Такая сварка ведется покрытыми плавящимися электродами.

При выборе любого из перечисленных методов задача сварщика сведется к разрушению и дальнейшему препятствованию образования оксидной пленки. Именно с этой целью оборудование настраивается для ведения сварки постоянным током с обратной полярностью.
Обратная полярность предусмотрена для сварки любых цветных металлов, чувствительных к перегреву. Эффект катодного распыления, возникающий при бомбардировке электрода ионами, эффективно удаляет образовавшуюся оксидную пленку. Вот почему сваривать алюминиевые детали током прямой полярности не просто нежелательно, а невозможно.
Подготовка поверхностей
Технология подготовки поверхностей алюминиевых изделий может несколько отличаться, в зависимости от условий проведения работ. Тем не менее, несмотря на отличия, требования к состоянию кромок, зазоров и поверхностей вполне определены ГОСТ. Подготовительные работы можно разделить на несколько этапов.
На первом этапе происходит очистка поверхностей от грязи, пыли, масляных и жировых отложений. Полезно обезжирить поверхности бензином, растворителем, ацетоном или уайт-спиритом. Неотъемлемым этапом является разделка кромок. Особенно актуален процесс разделки, когда толщина деталей превышает 4 мм (20 мм для ручной дуговой сварки). В противном случае нельзя гарантировать проплавление металла по всей толщине, поэтому шов будет некачественным. Но даже при работе с тонким листовым металлом кромки приходится подготавливать, производят их отбортовку.

Перед непосредственной сваркой оксидную пленку нужно удалить, что производится механическим способом. В качестве инструмента подойдет напильник, наждачная бумага или металлическая щетка. Окисляется алюминий быстро, поэтому данную процедуру бессмысленно проводить задолго до начала работ. Предусмотрен и химический способ борьбы с окислом. Поверхность протирается каустической содой. Но после обработки придется деталь промыть водой и высушить.
Ручная дуговая сварка
В некоторых случаях к соединению алюминиевых деталей не предъявляются жесткие требования прочности и надежности. Примером может служить применение алюминия в качестве декора. В подобной ситуации можно использовать сварку MMA.
В домашних мастерских данный способ весьма применим, однако он имеет ряд недостатков. При попытке сваривания деталей, толщина которых не превышает 4 мм, могут образовываться сквозные прожоги. Шов получится не очень прочным, а внутренняя структура будет содержать множество пор. В процессе сварки будет происходить интенсивное разбрызгивание металла, что существенно скажется на эстетичности шва. Образовавшийся шлак сложно снять с поверхности. Через некоторое время он станет центром образования коррозии.

Покрытыми электродами в режиме MMA можно сваривать не только чистый алюминий, но и его сплавы. Популярные марки электродов – ОЗА-1 и ОЗА-2, а также пришедшие им на смену УАНА и ОЗАНА
Электроды ОЗАНА-1 используются при сварке чистого металла, а ОЗАНА-2 больше подходит для сплава алюминия и кремния. Инвертор для сварки алюминия должен быть функциональным и позволять работать на постоянном токе с обратной полярностью. Разработаны специальные таблицы значений сварного тока для каждого металла. В данном случае можно примерно оценить его значение по следующему правилу: толщину листа, выраженную в миллиметрах, необходимо умножить на 25. Полученное значение указывает номинальный ток в амперах.
Для эффективной сварки толстых заготовок часто применяют предварительный разогрев, который выполняется газовой горелкой. Локальный прогрев может осуществляться до разной температуры, которая зависит от толщины заготовки. При локальном разогреве допускается последующее медленное охлаждение. Разделение шва на зоны позволяет исключить возникновение деформаций и трещин в металле.

В целях экономии расходных материалов рекомендуется производить сварку электродов с повышенной скоростью. Кроме того, замедление в формировании шва чревато прожогом металла насквозь. Важно при ведении сварки одним электродом обеспечить непрерывность процесса. Если электрод отвести в сторону, то кратер шва в этом месте покроется шлаком, и снова разжечь дугу будет проблематично. Направление ведения электрода совпадает с направлением шва. Поперечных колебаний быть не должно.
После окончания сварки следует удалить шлак. Шов промывается горячей водой и зачищается металлической щеткой. Даже малейшие частицы шлака могут стать очагами коррозии. Еще раз напомним, что подобная технология сварки алюминия применима только в домашних условиях, если к прочности соединения не предъявляется особых требований.
Аргонодуговая
Сварка алюминия в среде аргона, хоть и не считается самой простой, зато является наиболее распространенной. В результате качественно выполненных работ можно получить соединения с высокой степенью прочности. Неплавящийся вольфрамовый электрод относится к расходным материалам, как и присадочные прутки. Диаметр электрода варьируется от 1,6 до 5 мм. Диаметр прутков составляет 1,6-4 мм. Аргон выступает в качестве защитного газа и подается в зону сварки через специальные сопла горелки.
Для эффективного разрушения окисла на поверхности металла сварку производят переменным током. Остальные параметры сварочного процесса необходимо выбирать из специально разработанных таблиц. В них указаны значения скорости подачи газа, диаметра прутка, диаметра электрода, силы тока. Самостоятельно определить параметры сложно, так как они зависят от типа сплава, способа соединения и обработки кромок, а также от толщины заготовки.

В принципе, сварка аргоном доступна и в домашних условиях, но для этого необходимо иметь соответствующее оборудование, а также нужные расходные материалы. Но опыт придется нарабатывать методом проб и ошибок. Полезно запомнить ряд общих правил и придерживаться их.
- Вольфрамовый электрод удерживается так, чтобы между ним и поверхностью металла образовывался угол 70-80° градусов.
- Присадочный пруток подносится к электроду под углом 90° градусов.
- Зазор между электродом и поверхностью, то есть, длина дуги составляет 1,5-2,5 мм.
- Вдоль шва при его формировании пруток продвигается с незначительным опережением, а затем движется горелка. Выполнение данного правила обеспечивает более эффективную защиту аргоном.
- Движения прутка играют важную роль. Их желательно изучить на видео, прежде чем впервые начинать процесс. Манипуляции сварщика напоминают движение кисти художника.
- В качестве теплоотводящей подкладки лучше всего использовать стальную или медную пластину.
- Газ начинают подавать до розжига дуги, а заканчивают через несколько секунд после ее обрыва.

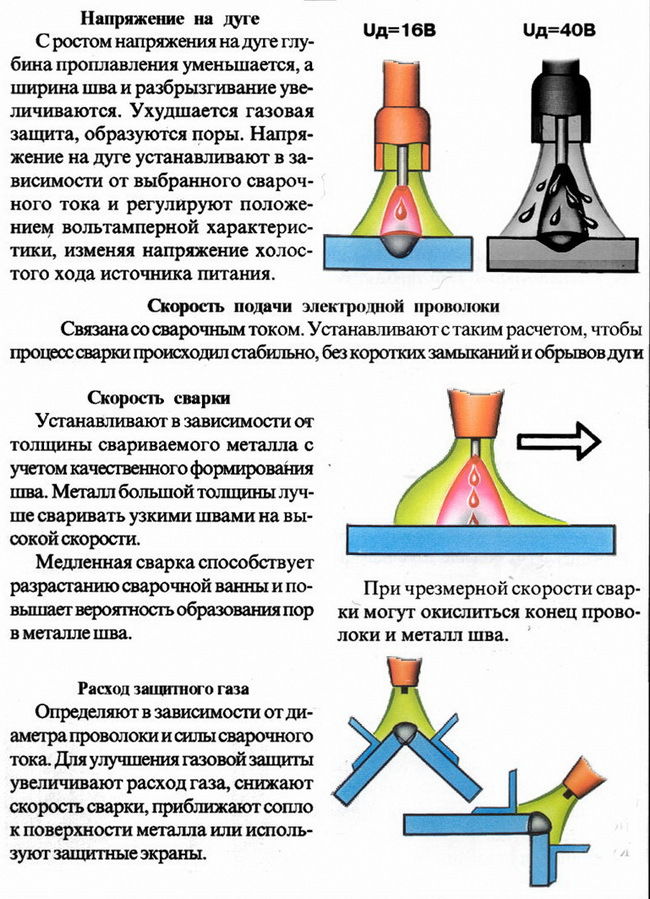
Скорость истечения газа и скорость подачи проволоки являются определяющими параметрами. От них зависит не только себестоимость процесса, но и качество шва. Высокая скорость газа только ухудшает защиту. В зону ванны будет поступать воздух и содержащийся в нем кислород. В то же время малое количество газа не может обеспечить требуемую защиту.
Полуавтоматическая
Принцип работы полуавтоматической сварки схож с принципом аргонодуговой сварки. Роль защитного газа может выполнять любой другой инертный газ. В зависимости от применяемого газа различают MIG и MAG сварку. Расходным материалом служит проволока, которая подается с помощью специального механизма. Но при работе с алюминием не эти детали являются отличительными.
Некоторые полуавтоматические инверторы способны работать в импульсном режиме. Благодаря всплеску напряжения материал присадки с усилием «вбивается» в сварочную ванну. В результате такой точечной сварки получаются аккуратные и надежные соединения.

К сожалению, оборудование с возможностью импульсной сварки стоит очень дорого, поэтому в домашнем хозяйстве крайне редко встречается.
Обычные полуавтоматические инверторы тоже могут вести сварку алюминия, только присадка добавляется сплошным слоем. По надежности такие швы существенно уступают точечным швам и швам, полученным при помощи неплавящегося вольфрамового электрода. К особенностям МИГ-сварки можно отнести такие закономерности:
- Сварка осуществляется постоянным током при обратной полярности.
- Рукав, по которому подается мягкая проволока, не должен иметь петель.
- Необходимо использовать специальные наконечники подающего устройства, маркированные индексом «AL» и предназначенные для алюминия, во избежание застревания проволоки вследствие ее теплового расширения.
- Скорость подачи алюминиевой проволоки должна быть больше, чем стальной.

Такие методы сварки алюминия, как холодная сварка под давлением и контактная сварка, не были рассмотрены по той причине, что встречаются они очень редко, так как технология работ сложна и подразумевает наличие дорогостоящего оборудования.
Технология сварки алюминия и его сплавов
Температура плавления алюминия 660°С, окисной пленки 2060°С

Марка | Свариваемость | Технологические особенности сварки | |
Технически чистый алюминий | Очистка кромок и присадка от окисной пленки | ||
АД00, АД0, АД1 , АД | Хорошая | Присадок Св-А1, СвА000, Св-85Т | |
Деформируемые, термически не упрочняемые сплавы | |||
АМц, АМцС, Д12 | Хорошая | Присадок Св-AMц | |
АМг1, АМг2, АМг3 | Присадок Св-AMг3 | ||
АМг4, АМг5 | Присадок Св-AMг5 | ||
АМг6 | Прксадок Св-АМг6, Св-АМг7 | ||
Деформируемые, термически упрочняемые сплавы | |||
АД31, АДЗЗ, АД35 АВ, АК6, АК8 | Удовлетворительная | Присадок Св-АК5, Св-1557 | |
АК4, АК4-1 | Ограниченная | ||
В95 | Плохая | Предварительный подогрев Присадок Св-1557, Св-АМг5,. Св-АМг6 | |
1915,1925 | Удовлетворительная | ||
Литейные сплавы | |||
АЛ1, АЛ2, АЛ9, АЛ25, АЛ26 | Хорошая | Присадок той же марки, что и основной металл | |
АЛЗ, АЛ4, АЛ5, АЛ7, АЛ8, АЛ10В | Удовлетворительная | ||
Марки присадочной проволоки, используемой для сварки алюминия и его сплавов
Св-А1 | Св-1557 | Св-А97 | Св-А5с | Св-АМц |
Св-АМг3 | Св-АМг5 | Св-АМг6 | Св-АМг7 | Св-АК3 |
Св-АК5 | Св-АКЮ | Св-А85Т | Св-А000 | Св-1201П4 |
Толщина металла, мм | до 1,5 | 1,6-3 | 3,1-5 | 5,1-10 | 10-15 |
Рекомендуемый диаметр присадка, мм | 1-2,5 | 2,5-3 | 3-4 | 4-6 | 6-8 |
Ориентировочные расходы сварочных материалов
Толщина свариваемого металла, мм | Диаметр электрода, мм | Расход W-электродов на 100 пог. м шва, г | Расход аргона на 1 пог. м шва, л |
1 | 1,5 | 8,3 | 60-80 |
2 | 2 | 23 | 65-90 |
3 | 3 | 51 | 85-120 |
4 | 3,5-4 | 88 | 95-130 |
6 | 4 | 132 | 105-145 |
Трудности при сварке
- Температура плавления окисной пленки значительно выше, чем алюминия, и она расплавляется позже. Это затрудняет формирование шва
- Высокая теплопроводность алюминия требует увеличения сварочного тока в 1,2-1,5 раза по сравнению, например, со сваркой стали
- Образуются значительные остаточные деформации, что требует специальных мер и приспособлений
- Окисная пленка не растворяется в жидком алюминии. Это мешает формированию шва и служит причиной появления в нем металлических включений
- При нагреве алюминия и его сплавов нет явных признаков их перехода в жидкое состояние. Это требует высокой квалификации сварщика
Несплавление кромок алюминиевых конструкций

Подготовка к сварке. Резка и подготовка кромок ведутся механическим способом. На ширину 100-150 мм их обезжиривают ацетоном, авиационным бензином, уайт-спиритом или другим растворителем. Окисленную пленку удаляют механически или химическим травлением. При механической обработке свариваемые кромки на ширину 25-30 мм зачищают наждачной бумагой, шабером и металлической щеткой из нержавеющей проволоки. Зачистку проводят непосредственно перед сваркой.

Химическое травление проводят в течение 0,5-1 мин в реактиве, состоящем из 50 г едкого натра и 45 г фтористого натрия на 1 л воды. После травления следует промывка в проточной воде, а затем осветление в 30-35%-ном растворе азотной кислоты (для алюминия и сплавов типа АМц) или в 25%-ном растворе ортофосфорной кислоты (для сплавов типа АМг и В-95). После повторной промывки необходима сушка до полного испарения влаги.
Алюминиевую сварочную проволоку перед сваркой также обрабатывают. Сначала ее обезжиривают, а затем подвергают травлению в 15%-ном растворе едкого натра в течение 5-10 мин при температуре 60-70°С. После этого промывают в холодной воде и сушат 10-30 мин при температуре 300°С.
Подготовленные к сварке материалы сохраняют свои свойства в течение 3-4 дней. Затем на поверхности вновь образуется окисная пленка
ПОДКЛАДКИ ДЛЯ ЗАЩИТЫ ОТ ВЫТЕКАНИЯ МЕТАЛЛА ИЗ СВАРОЧНОЙ ВАННЫ

Выбор параметров режима
Метод сварки неплавящимся электродом применяют для изделий из алюминиевых сплавов толщиной до 12 мм. При сварке металла толщиной от 1 до 6 мм применяют вольфрамовые электроды диаметром от 1 до 5 мм. Сварочный ток (А) определяют по формуле:
Iсв=(60÷65)dэ,
где dэ — диаметр электрода, мм
Питание дуги осуществляется от источника переменного тока с осциллятором, что помогает разрушить окисную пленку. Напряжение холостого хода источника должно быть повышенным. Надежность газовой защиты дуги и сварочной ванны зависит от диаметра и формы сопла горелки, расстояния сопла от поверхности свариваемого изделия.
Рекомендуется выдерживать такие соотношения:
Диаметр электрода, мм | 2-3 | 4 | 5 | 6 |
Диаметр сопла, мм | 10-12 | 12-16 | 14-18 | 16-22 |
Длина выступающего из сопла W-электрода (выпуск) должна составлять при сварке стыковых соединений 1-1,5 мм, а тавровых и угловых 4-8 мм. Длину дуги поддерживают в пределах 1,5-3 мм. Скорость сварки выбирают от 8 до 12 м/ч.
Соединения с отбортовкой кромок целесообразно применять при сварке металла толщиной 0,8-2 мм.
Техника сварки
Ручной аргонодуговой сваркой W-электродом выполняют стыковые, угловые и тавровые соединения. Конструкции толщиной до 10 мм сваривают «углом вперед», а более 10 мм — «углом назад». Угол между присадочной проволокой и горелкой должен составлять 90°. Проволоку подают короткими возвратно-поступательными движениями. Поперечные колебания W-электрода недопустимы.
Изделия толщиной до 4 мм включительно сваривают за один проход на стальной подкладке. При толщине от 4 до 6 мм сварку выполняют с двух сторон, а при толщине 6-12 мм подготавливают кромки с V-образной или Х-образной разделкой.
Подачу аргона начинают за 3-5 с до возбуждения дуги, а прекращают через 5-7 с после окончания сварки.
Чтобы снизить вероятность окисления металла шва, размеры сварочной ванны нужно выдерживать минимальными.
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ РУЧНОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
Подготовка кромок и форма шва | Размеры, мм | Сварочный ток, А | Диаметр электрода, мм | Диаметр присадка, мм | Расход аргона, л/мин | Число проходов | ||
S | b | с | ||||||
 | 2 3 4 | 0+1,0 0+1,5 0+2,0 | — | 70-80 100-140 160-190 | 2 3 4 | 2-2,5 3 3-4 | 5-6 7-8 7-8 | 2 |
 | 2 3 | 0+1,0 | 80-100 120-140 | 3 | 2,5-3,5 3 | 5-6 7-8 | 1 | |
 | 2 3 4 | 80-100 120-140 160-210 | 2 3 4 | 2,5-3,5 3 4 | 5-6 7-8 7-8 | 1 1 2 | ||
 | 4 6 8 10 | 1+0,5 1+1,0 1+1,0 1+1,0 | 150-200 250-300 300-350 350-400 | 6 5 5-6 6-7 | 3-4 4 4-5 4-5 | 7-8 8-9 9-10 10-12 | 1 2 2 2 | |
 | 4 6 8 10 15 | 1+1,0 1,5+1,0 2,0+1,0 2,0+1,0 2,5+1,0 | 1+0,5 1+1,0 1+1,0 1+1,0 | 220-260 260-300 320-360 380-420 440-480 | 4 4-5 5-6 6-7 8 | 3-4 4 4 4-5 4-5 | 8-10 10-12 12-14 16-18 16-18 | 1 2 2 2 2 |
 | 10 15 25 | 0+1,0 0+1,5 0+1,5 | 1+0,5 | 350-400 380-420 480-550 | 6-7 7 8 | 4-5 | 10-12 16-18 18-20 | 4 6 6 |
 | 2 4 6 | 0+0,5 0+1,0 0+1,5 | — | 100-120 170-220 240-280 | 2-3 4 5 | 2 3-4 4 | 5-6 7-8 8-10 | 2 |
 | 4 10 15 | 0+1,0 0+1,5 0+2,0 | 0,5 0+0,5 1,5 | 170-220 350-400 380-420 | 4 6-7 7 | 4 4-5 4-5 | 8-10 10-12 16-18 | 2 |
 | 8 10 15 20 | 0+1,0 0+2,0 0+2,0 0+2,0 | 0,5 1,0 1,5 1,5 | 280-320 350-400 380-420 480-550 | 5-6 6-7 7 8 | 4 4-5 4-5 4-5 | 8-10 10-12 16-18 18-20 | 2 2 2 5 |
 | 2 4 6 | 0+0,5 0+1,0 0+1,5 | 0+1,0 | 100-120 150-200 220-260 | 2-3 4 5 | 2-3 3 4 | 5-6 8-10 8-10 | 2 |
 | 4 10 15 | 0+1,0 0+1,5 0+2,0 | 0,5 1+0,9 1,5 | 150-200 320-380 360-400 | 4 6-7 7 | 3-4 4-5 4-5 | 8-10 10-12 16-18 | 2 2 3 |
Технология сварки алюминия и его сплавов
Температура плавления алюминия 660°С, окисной пленки 2060°С
Марка | Свариваемость | Технологические особенности сварки | |
Технически чистый алюминий | Очистка кромок и присадка от окисной пленки | ||
АД00, АД0, АДД, АД | Хорошая | Электродная проволока Св-А1, Св-А000, Св-85Т. Защитные газы Ar, He и их смеси | |
Деформируемые, термически не упрочняемые сплавы | |||
АМц, АМцС, Д12 | Хорошая | Электродная проволока Св-АМЦ | |
АМг1 ,АМг2, АМг3 | Электродная проволока Св-АМг3 | ||
АМг4, АМг5 | Электродная проволока Св-АМг5 | ||
АМгб | Электродная проволока Св-АМг6, Св-АМг7 | ||
Деформируемые, термически упрочняемые сплавы | |||
АД31, АДЗЗ, АД35 АВ, АК6, АК8 | Удовлетворительная | Электродная проволока Св-АК5, Св-1557 | |
АК4, АК4-1 | Ограниченная | ||
В95 | Плохая | Предварительный подогрев Термообработка после сварки при t=200-250°C. Электродная проволока Св-1557, Св-АМг5, Св-АМг6 | |
1915, 1925 | Удовлетворительная | ||
Литейные сплавы | |||
АЛ 1, АЛ2, АЛ9, АЛ 25, АЛ 26 | Хорошая | Электродная проволока той же марки, что и основной металл Защитные газы Ar, He и их смеси | |
АЛЗ, АЛ4, АЛ5, АЛ7, АЛ8, АЛ 10В | Удовлетворительная | ||
Трудности при сварке
- высокая температура плавления окисной пленки по сравнению с температурой плавления алюминия;
- высокая теплопроводность:
- образование значительных остаточных напряжений и деформаций;
- нерастворимость окисной пленки в жидком металле сварочной ванны;
- при нагреве нет явных признаков перехода алюминия и его сплавов в жидкое состояние;
- образование кристаллизационных трещин.
Подготовка к сварке
Резку и подготовку кромок деталей из алюминия и его сплавов следует вести механическими способами
Стыковое соединение металла разной толщины

Конструктивные элементы подготовки кромок (размеры приведены в мм)

Конструктивные элементы подготовки кромок при сварке со сквозным проплавлсннем н формированием шва на весу
При сварке за один проход может возникнуть надрез корня шва

При снятии фаски с обратной стороны стыкуемых кромок надрез не возникает. Для снятия фасок можно использовать напильник

Свариваемые поверхности тщательно очищают от смазки, на ширине 100-150 мм от кромок обезжиривают ацетоном, уайт-спиритом или другим растворителем.
Пленку окиси алюминия удаляют механически или химическим травлением.
При механической обработке (непосредственно перед сваркой) кромки зачищают на ширину 25-30 мм абразивной бумагой, шабером или щеткой из нержавеющей проволоки диаметром не более 0,15 мм.
Химическое травление проводят в течение 0,5-1 мин в растворе, состоящем из 50г едкого натра и 45г фтористого натрия на 1 л воды. После травления поверхность промывают проточной водой, а затем осветляют в 30-35%-ном растворе азотной кислоты (для алюминия и сплавов типа АМц) или в 25%-ном растворе ортофосфорной кислоты (для сплавов типа АМг и В95). После повторной промывки поверхность сушат до полного испарения влаги.
Алюминиевую сварочную проволоку перед сваркой тоже обрабатывают. Сначала ее обезжиривают, а затем подвергают травлению в 15%-ном растворе едкого натра в течение 5-10 мин при 60-70°С. после чего следует промывка в холодной воде и сушка при температуре 300°С в течение 10-30 мин.
Подготовленные к сварке материалы сохраняют свои свойства 3-4 дня. Позже на поверхности вновь образуется окисная пленка.
Детали из алюминия и его сплавов собирают в приспособлениях или на прихватках, выполняемых аргонодуговой сваркой W-электродом. Расстояние между прихватками должно быть не более 150-180 мм.
Поверхности прихваток непосредственно перед сваркой зачищают металлическими щетками. Обнаруженные дефектные прихватки удаляют, и стыки прихватывают повторно. При сварке прихватки полностью переплавляют.
Выбор параметров режима
Сварку ведут на постоянном токе обрат ной полярности. Защитным газом служит apгон или гелий и их смеси. Непосредственно перед сваркой кромки обезжиривают .
Диаметр сопел горелок выбирают равным не менее 18-22 мм.
Длина дуги должна составлять 2-6 мм, а сварочный ток — быть больше, чем при ручной аргонодуговой сварке W-электродом. Сварку выполняют за один проходили двусторонними швами.
Процесс сварки может быть: импульсно-дуговым (ИДС), струйным (СТР) или с короткими замыканиями дуги (КЗ).
Ориентировочные режимы
Вид соединения | Размеры, мм | Процесс сварки | Газ | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч | Диаметр электрода , мм | Вылет электрода, мм | Расход газа, л/мин | |
S | b | |||||||||
 | 2,5-3 | 0+0,5 | ИДС | Ar | 40-80 | 15-18 | 35-45 | 1,2 | 10-13 | 7-9 |
 | 4 | 0+0,5 | ИДС ИДС СТР | Ar | 80-130 | 18-20 | 30-40 | 1,4-1,6 | 13-18 | 8-10 |
 | 6 | 0+1 | ИДС ИДС СТР | Ar | 180-250 | 23-26 | 20-35 | 1,6-3 | 15-30 | 12-14 |
 | 8-10 | 0+1 | ИДС СТР СТР | Ar | 250-320 | 25-30 | 20-35 | 1,6-3 | 15-40 | 12-20 |
 | 12-16 | 0+4 | СТР | Ar | 320-420 | 26-28 | 20-30 | 2 | 18-25 | 20-25 |
 | 20-30 | 0+1,5 | СТР | Ar | 310-550 | 26-35 | 18-20 | 2-4 | 20-40 | 18-25 |
 | 2,5-3 | 0+0,5 | ИДС | Ar | 60-100 | 16-18 | 35-40 | 1-1,4 | 10-15 | 6-8 |
4-5 | 0+0,5 | ИДС | Аг | 120-220 | 18-22 | 25-35 | 1,2-1,6 | 12-18 | 10-12 | |
| 8 и более | 0+1 | СТР | Аг Не | 280-330 280-320 | 27-29 | 20-25 | 1,6 | 18-30 | 20-25 | |
Техника сварки

При сварке алюминия и его сплавов необходимо использовать чистые и сухие перчатки из спилка или из другого подобного материала
Механизированную сварку стыковых соединений без разделки кромок в нижнем и вертикальном положениях выполняют обычно без поперечных колебаний электрода

При наличии разделки кромок первый шов выполняют также без поперечных колебаний, а последующие — с небольшими (до 5 мм) перемещениями электрода

При сварке угловых швов в нижнем положении угол наклона горелки относительно вертикальной стенки — 30-45°. Угловой шов на вертикальной плоскости ведут снизу-вверх «углом вперед». Однопроходную сварку выполняют с перемещениями конца электрода. Угловые швы больших сечений на вертикальной плоскости делают многопроходными путем выполнения узких швов. Так же сваривают и стыковые горизонтальные швы

С внутренней стороны шов защищают остающимися или съемными подкладками либо защитным газом, подаваемым каким-либо из способов:

1- защитный газ; 2- свариваемые детали; 3- заглушки; 4 — соединительные тросики
Схема установки заглушек в трубопровод для поддува защитного газа

При сварке деталей толщиной 4 мм и более из-за быстрого остывания сварочной ванны в шве образуются поры. Чтобы предотвратить их появление, применяют шаговую сварку с возвратно-поступательными перемещениями горелки. Каждый шаг вперед на 3-6 мм сопровождается перемещением назад на 1,5-3 мм. Такая техника сварки обеспечивает более эффективную защиту и медленную кристаллизацию сварочной ванны, что в конечном счете гарантирует отсутствие пор.
Чтобы уменьшить деформации при соединении длинномерных конструкций, широко применяют обратноступенчатый метод сварки.

Для заварки кратера горелку возвращают в обратном направлении на расстояние, немного превышающее длину кратера, и одновременно снижают скорость подачи проволоки

При сварке угловых и тавровых соединений сварку заканчивают перемещением горелки в обратную сторону по шву, одновременно замедляя подачу проволоки.

Эффективным способом окончания сварки служит вывод конца шва на выводные планки, которые после сварки удаляют
особенности, применение аргонодуговой сварки, использование биметаллических вставок
Сварку алюминия со сталью часто применяют в радиоэлектронике, авиации и производстве бытовой техники.
Особенности сварки алюминия со сталью
Соединение этих металлов позволяет изделиям из них совмещать их преимущества. Если нужно получить качественный сварной шов, обязательна подготовка металлов перед сварочным процессом и соблюдение технологии сварки.
Сварка алюминия и его сплавов со сталью имеет свои нюансы:
- у этих двух металлов большая разница в температурах: пока сталь только прогревается, алюминий уже становится жидким;
- коэффициент линейного расширения обоих металлов так же сильно различается, поскольку возникают значительные термонапряжения по линии перехода от стали к алюминию;
- разные теплопроводность и теплоёмкость металлов приводят к термическим напряжениям;
- в сварном шве может образоваться тугоплавкая окисная плёнка. Чтобы её устранить, рекомендуют использовать специальный флюс.
Качественное сварное соединение должно обладать пластичностью не ниже, чем у стали, и прочностью не ниже, чем у алюминия.
Для соединения алюминия и стали чаще всего используются аргонодуговая сварка с неплавящимся электродом или сварка через биметаллические вставки. В промышленности также используют сварку взрывом, диффузионную, лазерную, электронно-лучевую и точечную сварки.
Сварка алюминия со сталью аргонодуговым способом
Перед началом сварочного процесса кромки металлов рекомендуется очистить и нанести на них защитное покрытие. Самое доступное по цене из них — цинковое.
Присадочный материал в этом случае — проволока марки АД1 из алюминия с присадкой кремния (он хорошо влияет на формирование диффузионной прослойки стабильного качества) или проволока из сплава АК-5.
Важно! АМг-6 не рекомендуют применять, поскольку эта присадка дает низкую прочность сварного шва.
Чтобы подготовить стальную деталь к сварке, для стыкового соединения нужно скосить кромки под углом 70° для максимальной прочности соединения.
Кромки нужно тщательно очистить пескоструем или механически обработать, затем нанести поверхностный слой.
Аргонодуговую сварку алюминия и стали отличает расположение дуги: в начале сварки первого прохода оно удерживается на присадочном прутке, а в процессе сварки последующих проходов — на присадочном прутке и образующемся валике. Это обезопасит покрытие от преждевременного выгорания.
Во время сварочного процесса важно последовательно накладывать валики шва (зависит от вида соединения).
Выбор тока:
- сварка МИГ — происходит на постоянном сварочном токе обратной полярности;
- сварка ВИГ — бывает и на переменном сварочном токе, и на постоянном токе прямой полярности.
Величина сварочного тока должна зависеть от толщины свариваемого металла:
- до 3 мм: 110-130 А;
- 6-8 мм: 130-160 А;
- 9-10 мм: 180-250 А.
Техника выполнения сварных швов
Для соединения алюминия и стали нужно выбирать способ техники сварки углом вперёд, с углом наклона электрода от вертикали вдоль оси сварного шва 40-45 градусов.
Важно правильно выбрать скорость сварки, поскольку от неё зависит, сколько между собой будут взаимодействовать жидкий алюминий и сталь. Это напрямую влияет на толщину и стабильность соединительного слоя.
Скорость сварки необходимо выбирать максимально возможной: не менее 7 м/ч для сварки первых проходов многопроходных сварных швов и не менее 12 м/ч для однопроходных и последующих проходов многопроходных сварных швов. На это есть причины:
- интенсивное образование интерметаллидов во время длительного контакта стали и алюминия на высоких температурах;
- интенсивное образование корунда и рост зоны слабины;
- интенсивное выгорание цинка.
Сварочные и наплавочные швы нужно выполнять без поперечных и возвратно-поступательных колебательных движений. Присадку в сварочную ванну нужно подавать со стороны оцинкованной стали для уменьшения выгорания цинка.
Горелку нужно смещать относительно стыка сварного шва в сторону алюминия или алюминиевого сплава на 1-3 мм. Это связано не только с уменьшением выгорания цинка, но и с тем, что, обладая высокой теплопроводностью, алюминий нагревается и расплавляется значительно медленнее, чем сталь и цинк, который её покрывает.
Послесварочная термическая обработка сварного соединения нежелательна, температура его эксплуатации не должна превышать 270 градусов. В противном случае, толщина прослойки может увеличиться, что приведёт к снижению динамической прочности или разрушению сварного шва.
Сварка через биметаллические вставки
Биметаллические переходные материалы (вставки) — это алюминиевые элементы, к которым уже прикреплен другой материал.
Для сварки вставок чаще применяют стандартные технологии — GMAW и GTAW.
Стальную сторону вставки нужно приварить к стали, алюминиевую — к алюминию. В процессе важно не перегреть вставки, иначе образуется хрупкое интерметаллическое соединение на стыке стали и алюминия внутри вставки.
Разрушение сварного шва, содержащего интерметаллиды происходит, как правило, ещё во время горения сварочной дуги. Но даже если шов не разрушится в процессе или в конце сварки, он напомнит о себе, когда изделие будут эксплуатировать.
Сначала лучше варить алюминий с алюминием. Это позволит увеличить отвод тепла при сварке стали со сталью и не допустит перегрева на участке соединения стали с алюминием.
Этот способ часто применяют, когда хотят получить качественные сварные швы. Подобную технологию используют в судостроении.
Другие способы сварки алюминия со сталью
Лазерным способом пользуются не только для создания миниатюрных соединений, но и для того, чтобы получить длинные швы, например, в автомобильной промышленности. Этот способ позволяет тонко управлять тепломощностью импульсного лазерного излучения.
Чтобы получилось нахлёсточное соединение, нагрев лазером нужно вести со стороны стали. Она нагреется до температуры, когда алюминий уже расплавится, но останется твёрдой.
Прочность швов можно повысить с помощью присадки на основе алюминия.
Диффузионная
В этом сварочном процессе соединяемые детали не расплавляются. Но из-за их продолжительного контакта на высокой температуре образуются интерметаллидные фазы.
Электронно-лучевая
На сталь наносят буферные покрытия из титана, никеля и циркония: тогда сварочный процесс будет успешен.
Точечная контактная
Хорошее точечное соединение стали и алюминия получается не всегда, даже если варить на конденсаторных машинах с жестким режимом разряда.
Этого можно избежать, применив промежуточную биметаллическую ленту. Полученные точечные соединения по прочности можно сравнить с клепаными.
Сварка взрывом
Соединения алюминия и стали, которые получаются при взрывном сварочном процессе, применяют на верфях Японии, Польши, США, Великобритании, Франции и других стран в качестве промежуточного элемента, который потом приваривают к основным материалам изделия.
Сварка алюминия в домашних условиях: методы и технологии
При сварке алюминия в домашних условиях возникают большие сложности, нежели при соединении чёрных металлов. Обладая высокой тепло– и электропроводностью, алюминий и сплавы на его основе требуют соблюдения особых условий.
Особенности сварки алюминия
Основной сложностью при сварке алюминиевых деталей становится трёхкратная разница в температуре плавления металла – 6600 и защитной оксидной плёнки – 24000. Склонность к окислению расплава увеличивается.

Температура плавления алюминия
Сварочная ванна моментально покрывается слоем тугоплавких окислов под воздействием воздуха атмосферы. Для формирования равномерного сварочного шва возникает необходимость изолировать химически активные составляющие окружающей газовой среды.
Нейтральные газы призваны создавать защитную оболочку непосредственно над местом сварки. Аргон, гелий и CO2 применяются чаще других в качестве защитных газов. Текучесть расплава алюминия создаёт нестабильность сварочной ванны, провоцирует растекание жидкой фракции. Противодействуют процессу расплескивания и растекания теплоотводы из теплоёмких металлов.
Проблемы прочности сварного соединения:
- Усложняет процесс содержание растворённого водорода: шов изобилует в этом случае порами, трещинами кристаллизации;
- Кремний, входящий в состав сплавов, также становится причиной растрескивания шва при остывании;
- Деформации вследствие усадки вызываются высоким линейным расширением при нагревании;
- Причиной деформаций становится теплопроводность, требующая применение тока силой до 1,5 раз выше, чем при сварке стали;
- Неуверенность в определении марки сплава.

Сплавы алюминия, свариваемость
Алюминиевый прокат насыщен добавками, определяющими требуемые свойства и качества. Прочность, стойкость либо способность к деформации, литьевые характеристики могут оказать негативное влияние на качество сварного шва.
Свариваемость сплавов:
- АМц (Al+Mn) – хорошая, без возникновения горячих трещин;
- АМг (Al+Mg) – без ограничений;
- Силумин (Al+Si) – ограничения по свариваемости;
- Дюралевые сплавы Д16 (Al+Cu) практически не варятся.
Качество сварки связано с точным определением марки материала.
Подготовка металла к сварке
Подготовка алюминия к сварке
Для надёжности следует взять на вооружение промышленные технологии. Поверхность металла вокруг свариваемой кромки на 100 мм обезжиривают ацетоном, уайт-спиритом либо растворителем РС-1.
Следующий этап – обезжиривание раствором каустической соды температурой 700 С. Промывка в проточной горячей, затем холодной воде. Сушка.
Поверхностная оксидная плёнка удаляется механическим путём металлическими щётками, шабером на ширине 30 мм. Зачистка завершается повторным обезжириванием.
Присадочную алюминиевую проволоку для сварки подвергают травлению каустиком, промывкам, окунают в серную кислоту, промывают. Последовательность операций снижает пористость, количество окисных включений швов.
Методика сварки алюминия в домашних условиях
Методы сварки алюминия на производстве и домашних условиях предлагают применение оборудования и средств защиты зоны сварки флюсами, инертными газами. Распространены методики, доступные домашним умельцам:
- Сварка в среде нейтральных газов вольфрамовым электродом;
- Полуавтоматическая сварка в защитной среде углекислого газа с непрерывной подачей проволоки;
- Сварка электродами в специальной обмазке.
Нейтрализация сопротивления оксидной плёнки сварке алюминия найдена путём изменения полярности постоянного тока. Катодное распыление разрушает тугоплавкое оксидное покрытие.
Сварка алюминия электродом со специальным покрытием
Ручная электродуговая сварка алюминия марок АД1, ФДО, ФЛ2, ФЛ4, АМг, АМц проводится покрытыми электродами с подогревом заготовок до температуры 250–3500 С. Проплавление достигается при умеренных токах.

Предпочтительный тип соединения — стыковой. Накладка внахлёст, тавровые соединения ведут к перегреву металла, короблению. Зазор не превышает 1 мм. Детали толщиной свыше 20 мм требуют разделки под углом 900.

Марки электродов по алюминию и их особенности
Электроды прокаливают до 2000 С. Прихватки производят при подогреве газовой горелкой, с зачисткой шлаков и окислов. Стандартизированы на сварку алюминия электроды ОЗА-1 – для легкосвариваемых марок. ОЗА-2 – для кремнистых алюминиев.
Колебательные движения электродом поперёк сварочного шва не рекомендуются.
Прочностные характеристики шва — среднего уровня. Соединение пористое, товарный вид портит разбрызгивание металла. Отделение шлака затруднено. Лучшие результаты дают электроды Kobatek.
Назначение электродов универсально: свариваются литейные алюминиевые сплавы, силумин, алюминиево-магниевый и кремниевый прокат подваривают, наплавляют. Kobatek рекомендуется для ремонта блоков двигателей, картеров автомобилей.
Прерывание горения дуги до полного выгорания электрода приводит к ошлакованию кратера.
Удаление шлака проводят немедленно по завершении процесса. Поверхность промывается горячей водой, зачищается металлической щёткой.

Процесс электро сварки алюминия
Сварка газовой горелкой
Неответственные соединения листового алюминия, наплавной ремонт отливок выполняют газовой горелкой. Состав газовоздушной смеси ориентируется на избыток ацетилена. Предохранение кромок от окисления выполняют пастообразные флюсы, присадки, горючая смесь.
Скорость процесса — низкая. Пористость шва — высокая. Но, в сравнении с электросваркой, метод соединения оказывается надёжнее по прочности соединения. Обильной промывкой горячей водой удаляются остатки флюса.

Сварка алюминия в среде защитных газов
Технологический уровень неразъёмного соединения алюминия в облаке газа-защитника на порядок выше. Прочность, надёжность, внешний вид шва не вызывают критики. Исключение трудоёмкой операции снятия шлака дополняет плюсы.

Процесс сварки алюминия в среде защитных газов
Расходный материал – вольфрамовые электроды, присадочные прутки из сплавов алюминия СвАМц, СвАМгІ, СвАМгЗ и другие Ø 1,5–5 мм. В качестве защитной среды применяют гелий, аргон, углекислый газ.
Продукты окисления алюминия не препятствуют процессу: оксидная плёнка разрушается под воздействием переменного тока. Подбор режима находится в зависимости от типа соединения и толщин деталей. Соотношение силы тока, диаметров присадочного прутка и электрода подбираются по таблице.
Правила сварки алюминия в защитной среде:
- Вольфрамовый электрод держат под углом до 800;
- Присадочный пруток относительно электрода – 900;
- Длина дуги — 1,5–2 мм;
- Последовательность движения: горелка следует за прутком;
- В качестве радиатора теплоотвода используется подкладка их меди либо стали;
- Подача газа предшествует зажиганию дуги.
Сварка алюминия с использованием присадочной проволоки и баллонов инертного газа не относится к скоростным, но соблюдение технологических установок делает этот вид самым качественным.

Полуавтоматическая сварка в среде углекислого газа
Профессиональные полуавтоматы и доработанные инверторные сварочные аппараты до полуавтоматического устройства применяются в домашних мастерских и малом бизнесе. Протяжённость шва, глубина разделки не становятся преградой. И одна рука свободна для коррекции положения деталей.
Импульсное полуавтоматическое оборудование применяется исключительно в заводских цехах из-за высокой стоимости. Оборудование гарантирует плотность соединения, глубину провара, полное отсутствие трещин, пор и деформации.
Полуавтоматическая сварка алюминия в углекислоте
Условия выполнения полуавтоматической сварки алюминия в среде углекислого газа:
- Подключается постоянный ток обратной полярности;
- Количество роликов на подающем проволоку механизме увеличивается до 4;
- Подающий рукав укорачивается, оснащается тефлоновым трубчатым вкладышем для снижения сопротивления сил трения;
- Используются специальные наконечники с маркировкой AL либо стандартные, но с увеличением диаметра отверстия;
- Скорость подачи проволоки увеличивается на 30%.
Видео по теме: Сварка алюминия ММА-электродом + ремонт алюминиевого поддона
Сварка алюминия — основные способы и правила
Сварка алюминия затрудняется его химическими свойствами. Все дело в способности металла образовывать оксидную пленку от контакта с атмосферным кислородом.
Легкий, серебристый металл сегодня прочно закрепился в домашнем хозяйстве. Что только не производят из алюминия — от посуды до деталей автомобилей. Но часто нужно починить вещь, а ремонт возможен только одним методом — сварочным.
Сварка алюминия — это специфический процесс и требует применения отдельной технологии. В этой статье мы рассмотрим, какими способами можно варить «крылатый» металл в домашних условиях с использованием различных приемов и оборудования.
Специфика материала
Сварка алюминия затрудняется его химическими и физическими свойствами.
Все дело в способности этого металла образовывать оксидную пленку от контакта с атмосферным кислородом. Эта способность является как главным достоинством, так и недостатком.
Преимущество в том, что оксид на поверхности надежно защищает изделие от коррозии, алюминий практически не поддается этому разрушающему процессу.
Но, в то же время, пленка окиси затрудняет соединение изделий путем сварочных работ. Окислы, образующиеся в сварочной ванне, имеют более высокую температуру плавления, чем сам металл, на выходе сварной шов неоднородный, а значит не прочный.
Также сильный нагрев, значительно превышающий температуру плавления (660°), приводит к следующим негативным последствиям.
- Текучесть расплавленного металла способствует вытеканию его из зоны сварки и быстрому прожиганию детали насквозь. Заварить такие недостатки можно, но с еще большими дефектами.
- Высокая температура может способствовать растрескиванию материала вокруг места сваривания.
- В сплавах алюминия образовываются поры ухудшающие прочность соединения.
- Значительная теплоемкость приводит к рассеиванию тепла по всей детали, а значит нужно более высокая мощность аппарата для качественной сварки.
- Металл образовывает кристаллизационные трещины в теле сварного шва.
Так как варить алюминий правильно и возможно ли делать такие соединения в домашней мастерской?
Способы сваривания
Распространенность алюминия в промышленности способствовала разработке различных способов сварных соединений для деталей. Но в домашних условиях возможны такие способы, для которых можно использовать доступное оборудование.
- Тиг сварка алюминия — этот процесс варки обеспечивается за счет применения специального неплавящегося электрода из вольфрама и аргоновой среды.
- Полуавтоматическое сваривание — соединение алюминиевых деталей за счет проволоки (имеющей необходимый присадочный материал), подающейся механизмом в зону электрической дуги.
- Электродуговая сварка алюминия с использованием покрытых электродов.
При использовании любого из этих методов, главным условием получения качественного шва будет разрушение пленки оксидов. Для этого оборудование настраивают на постоянный или переменный ток с обратной полярностью. Это обеспечивает необходимый процесс (катодное распыление), не допускающий образование окиси.
Алюминиевые изделия нельзя варить постоянным электрическим током при прямой полярности, так как не происходит разрушение оксидов в зоне сварки!
Сварка алюминия электродами
Такой способ сварки алюминия (ММА) возможен только для соединения деталей, не несущих ответственной нагрузки. При этом толщина самого металла должна быть не менее чем 4 миллиметра.

Недостатками варки алюминия электродами является недостаточное качество шва (пористость и плохая прочность). Также в процессе сваривания расплавленный металл разбрызгивается вокруг соединения, а шлаки, образующиеся сверху шва, очень плохо отделяются. А это может привести к коррозионным процессам.
Но все-таки покрытыми электродами и обычным инвертором ММА можно соединять алюминий. Для этого раньше использовались расходники с маркировками ОЗА-1 или ОЗА-2. Есть и более качественные модели — УАНА, а также ОЗАНА. Это отечественные электроды, позволяющие варить чистый металл и сплавы.
Также можно использовать расходные материалы от шведских производственников ESAB. Для чистого алюминия подойдут электроды ОК 96.10., а сплавы можно варить маркой ОК 96.50.
Итак, как сварить алюминий ручной электродуговой сваркой?
- Сваривать алюминий нужно на постоянном токе, но обязательно с обратной полярностью (меняем разъемы на инверторе местами). При этом соблюдается соотношение мощности и диаметра электрода. Сила тока регулируется в соотношении приблизительно 30 ампер на каждый миллиметр диаметра.
- Желательно осуществить предварительный нагрев свариваемых деталей. Алюминий средней толщины нагревают до показателя в 200-300 градусов, а большие массивные части нужно нагреть до 400°.
- Дуга зажигается как обычно, но стоит учесть, что скорость горения электродов для алюминия значительно выше, чем обычных. Поэтому и шов нужно вести несколько быстрее.
- Нельзя обрывать сварочный процесс не закончив соединение. При этом в конце шва образуется корка шлака, которая не даст зажечь дугу снова в этом месте. Все свариваемые швы нужно планировать на плавление одного электрода.
- При ведении сварного соединения не нужно делать поперечных движений как при варке стали.
- По окончанию сваривания нужно тут же удалить весь шлак в месте соединения, также нужно зачистить место сварки щеткой с металлическим ворсом и промыть горячей водой.
Это основные нюансы, которые нужно соблюдать при сваривании деталей из алюминия с использованием плавящихся электродов.
Сварка с аргоном
Метод стал доступным для домашнего использования сравнительно недавно, когда в широкой продаже появились относительно недорогие инверторы с дополнительными функциями подключения газового оборудования.
Сварка в среде аргона может осуществляться в двух видах: ручная с неплавящимся электродом и полуавтоматическая со специальной плавящейся проволокой.
Ручная TIG сварка
Это наиболее распространенный вид соединения алюминиевых деталей. Он обеспечивает надежность соединения.
Аргон, который подается в сварочную ванну, закрывает доступ атмосферному кислороду, что не позволяет образовываться оксидной пленке.
Что нужно для такого типа сварки?
- Во-первых, электроды используются неплавящиеся из вольфрама. Их диаметр зависит от толщины деталей, а также от вида стыка у заготовок.
- Во-вторых, присадочный материал — обязательное условие для получения качественного сварного шва.
- В третьих, это защитный газ, чаще всего аргон или гелий.
Какие параметры нужно учитывать перед началом сварочного процесса?
Если вы новичок в сварочном деле,то найдите таблицу, где указываются все необходимые данные по расходу газа, диаметрам электродов и присадочных прутков. Но обычно сварщик руководствуется уже полученным опытом.
Стоит знать, что зажечь электрическую дугу в аргоне довольно затруднительно. Поэтому современные аппараты имеют осциллятор, который повышает частотность тока для быстрого поджога.
Алгоритм работы следующий.
- Заготовки выставляют в нужное положение, подключается масса. При этом аппарат настраивают на переменный ток!
- Дугу лучше всего зажигать в стороне на отдельной графитовой пластинке (нежелательно стучать вольфрамом по заготовке, это испортит электрод).
- Конец электрода ведут под углом наиболее приближенном к прямому (60-80 градусов). Расстояние электрода от ванны до 2 мм.
- Присадочный пруток подают постепенно к краю сварочной ванны под углом в 90 градусов к электроду. Не нужно подавать присадку непосредственно под электрод, это испортит шов.
- Горелку с электродом ведут за присадочным прутком, а не наоборот.
- Также не стоит слишком притапливать дугу или наоборот очень далеко отодвигать. Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
- После завершения шва дугу гасят и возвращают горелку к сварочной ванне. Это делается для того, чтобы застывание проходило под аргоном. Подачу аргона перекрывают через 7-10 секунд после окончания сварки.
На выходе должен получиться волнообразный, немного вытянутый в направлении движения, сварочный шов. Если все сделать правильно, то соединение будет качественным.
Полуавтоматическая сварка в аргоне
Преимущество такого способа сварки в том, что он обеспечивает качественное соединение за счет высокого импульса. Каждая точка поставленная полуавтоматом надежно «впитывается» в шов. К тому же, проволока используемая как электрод. Имеет уже необходимые присадочные материалы, а сам сварочный процесс происходит намного быстрее.
Особенности полуавтоматической сварки алюминия следующие.
- Варить нужно только на переменном токе и с обратной полярностью.
- Проволока должна соответствовать материалу заготовок.
- Наконечник держателя нужен немного большего диаметра, чем сама проволока.
Алюминиевые расходники имеют большую скорость горения. Поэтому нужно быстрее вести шов (как и в случае с покрытыми электродами). Также нужно обеспечить соответствующую скорость подачи проволоки.
Технология сварки алюминия полуавтоматом совершенствуется постепенно с опытом. Но, научившись использовать такое оборудование, можно получать соединения намного качественные, чем с обычной электродуговой сваркой или ручной тиг.
А что вы можете добавить к материалу этой статьи? Если у Вас имеется опыт по сварке алюминия в домашней мастерской, то поделитесь им в блоке комментариев к этой статье.
особенности и технология процесса, способы соединения металлов
Нержавеющая сталь и алюминий являются уникальными по своим характеристикам, широко используются в различных отраслях и обладают коррозионностойкими свойствами. Из-за особого химического состава этих металлов сварочный процесс сильно затруднен.
Особенности сварки нержавейки и алюминия
Теплопроводимость нержавейки по сравнению с другими, более прочными сортами стали, ниже в 2 раза. Благодаря этой особенности во время процесса сварки тепло не сможет равномерно распределяться по всей поверхности и убирать излишки энергии, оно будет сконцентрировано в точке контакта. Эта особенность является главной причиной, почему многие начинающие сварщики не могут избежать перегрева или прожига шва. Специалисты рекомендуют устанавливать меньшие амперные показатели сварочного оборудования.
Вторая важная особенность, затрудняющая процесс соединения металлов – линейное расширение. Околошовная зона подвержена деформации из-за воздействия высоких температур, а это значит, что для предотвращения появления трещин необходимо оставлять зазор. Его формирование является важным этапом в процессе подготовки изделия к свариванию.
Еще одна трудность при сварке нержавейки и алюминия обусловлена их высоким электрическим сопротивлением. Расходные материалы быстро приходят в негодность из-за высокого нагрева.
Во время сварки нержавейки существуют четкие температурные границы. Если она повышается до 500 С0, то в шве образуются химические соединения карбида, железа и хрома, которые негативно влияют на его качество. Риск можно снизить, охладив деталь сразу же после работы.
Технология сварки нержавейки с алюминием аргоном
Ни одним из доступных способов (аргонодуговая, сварка покрытым электродом и т. д.) сделать качественное соединение без дополнительных элементов не получится. При сваривании стали и алюминия в шве образуются достаточно хрупкие интерметаллические соединения. Для получения качественного сварного шва нужно использовать особые технологии с применением биметаллических переходных вставок. Чтобы этот метод был действительно эффективным и рабочим, дуговая сварка не подойдет. Здесь используются такие методы, как давление с подогревом, прокатка или сварка взрывом.
Для упрощения процесса соединения стали и алюминия во время дуговой сварки на нержавейку можно нанести покрытие из алюминия. Здесь чаще всего используется метод погружения. После нанесения алюминиевого покрытия детали можно легко сварить, только важно следить, чтобы дуга не соприкасалась со сталью. В этом случае сварка проводится с применением алюминиевого присадочного сплава.
Методы с покрытием используются в тех случаях, когда важно добиться хорошей герметизации изделий. Но они не способны обеспечить хорошую прочность.
Процесс сварки при нанесении алюминиевого покрытия
Аргонную сварку всегда начинают с подготовки поверхностей. Процедура является стандартной вне зависимости от качества и структуры метала:
- Поверхность очищают от пыли и металлической стружки грубой щеткой. Все кромки зачищают до металлического блеска.
- Поверхность, на которой будет производиться работа, должна быть обезжирена любыми имеющимися средствами.
- Важно правильно установить зазор для компенсации процесса деформации.
Способы соединения
В процессе сварки лучше всего использовать переменный ток, это позволит решить сразу две задачи:
- Использование компактных и более легких сварочных инверторов.
- Удаление пленки оксида алюминия с поверхности детали, так как температура электрода будет сильно превышать термическую стойкость химического соединения.
Сейчас применяются два основных способа соединения:
- Ручная дуговая сварка (MIG/MAG). Ее особенность – это высокая производительность и возможность соединения частей любой толщины.
- Сварка неплавящимся вольфрамовым электродом (WIG/TIG). При этом способе швы получаются ровные за счет того, что дуга обладает высокой стабильностью горения. Также при этом способе совсем исключен шанс попадания в сварочную ванну влаги. Аргонодуговая сварка – способ преодолеть трудности, которые возникают в процессе соединения алюминия из-за наличия на его поверхности химически инертной прочной окисной пленки.
Необходимое оборудование
При выборе оборудования важно ориентироваться на особенности свариваемого металла:
- Важно правильно подобрать настраиваемый источник тока.
- Газовая линза с сеточкой, используемая в горелке, позволяет в несколько раз уменьшить расход газа, при этом улучшает защиту сварочной ванны.
- При сварке можно использовать стандартный вольфрамовый электрод. Диаметр зависит от толщины используемого металла.
 Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Примерная стоимость вольфрамовых электродов на Яндекс.маркет