Полуавтомат сварочный — устройство, виды, настройка
Полуавтомат сварочный — это оборудование, относящееся к усовершенствованному виду электрической сварки, значительно ускоряющему рабочий процесс. Стоимость аппаратов, которая ниже аргоновых устройств, позволяет применять их на многих заводах и мелких мастерских. Каков принцип работы сварочного полуавтомата? Из чего состоит оборудование? Как его настраивать и что им можно варить?
Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу.
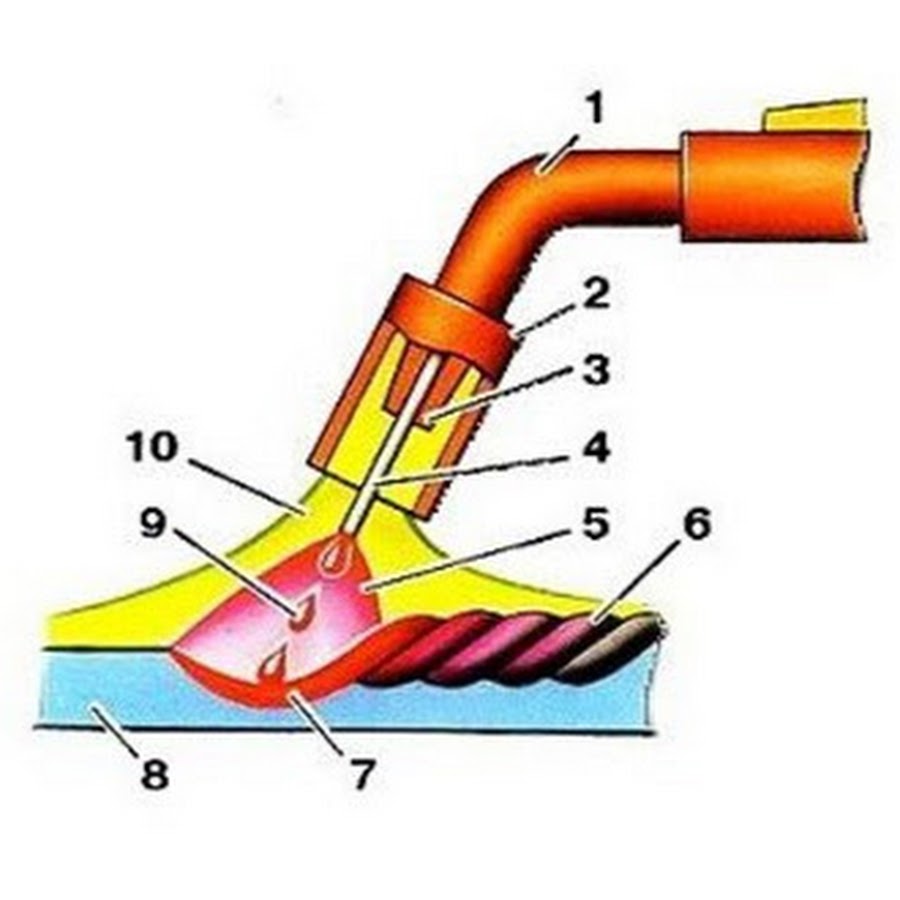
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Инверторный сварочный полуавтомат — применение
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.


Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
Горелки и каналы
На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.
Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки. Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала. Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.
- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
 Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Настройка сварочного полуавтомата
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
|---|---|---|---|---|
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
| 3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
| 8 | 1,6 | 30 | 300 | 550 — 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки.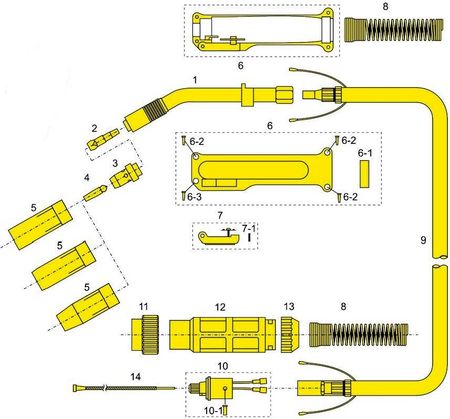
Особенности шва в пространственном положении
Полуавтоматом накладывают швы по принципу обычной дуговой сваркой. Разница заключается только в том, как работает сварщик с вертикальными стыками. Для того, чтобы выполнить вертикальный шов полуавтоматом, необходимо вести сварку сверху вниз. На видео в интернете видна важность поперечно колебательных движений по сторонам. Если держать горелку долго на одном месте, расплавленный металл начнет стекать вниз. При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке. После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке. После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
Начинающие сварщики быстро учится выполнять качественные швы на таких аппаратах, поскольку в них нет шлака, и лучше видно сварочную ванну. Зная устройство и принципы настройки полуавтомата, можно выполнять различные работы в производственных и домашних условиях.
Поделись с друзьями
1
0
1
0
Устройство сварочного полуавтомата, принцип работы
Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций. Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов. Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов. Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Что представляет собой полуавтоматИнтересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто.
Человек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа
Комплект полуавтоматического оборудования
На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.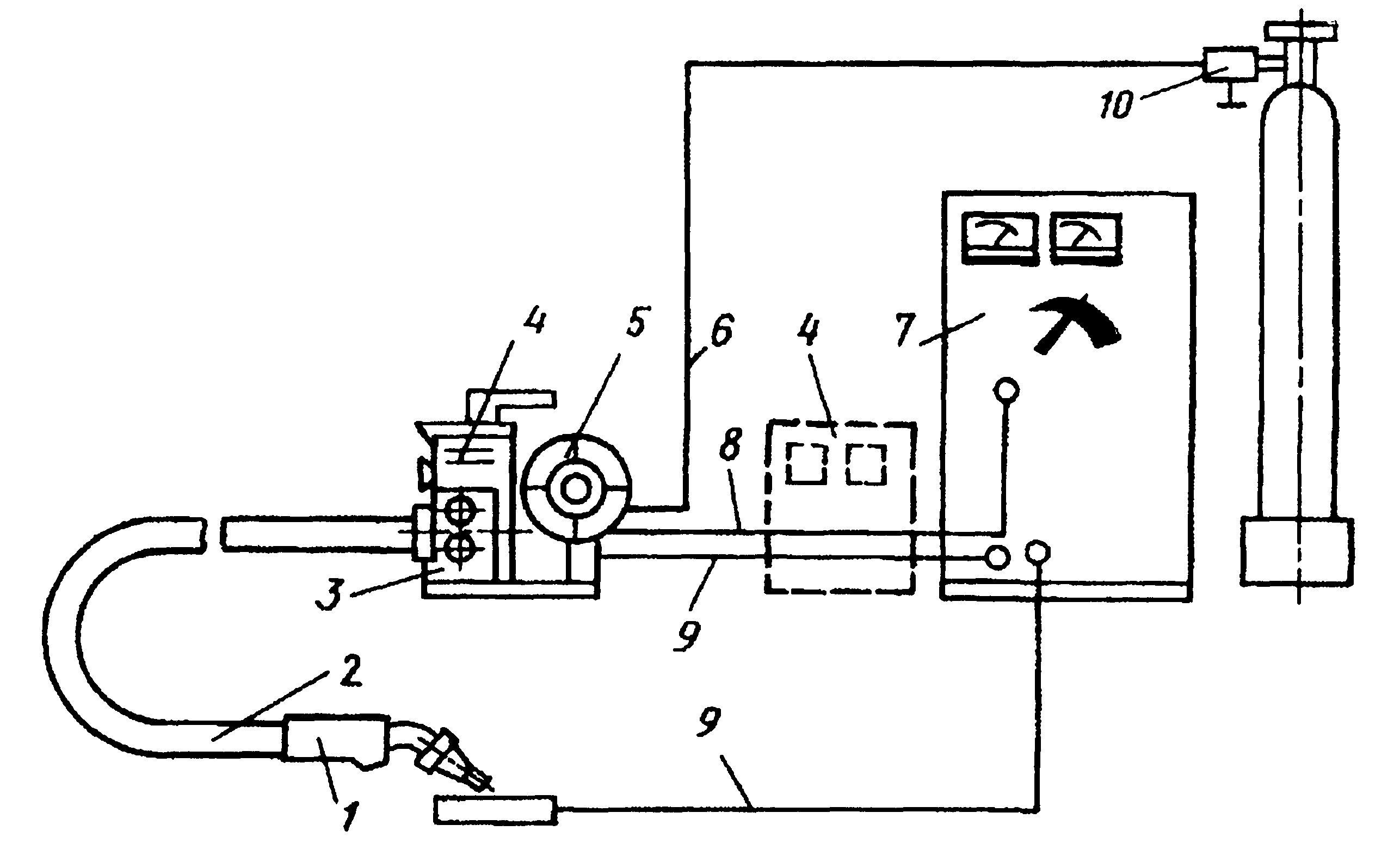
Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Закрепить полученные знания поможет просмотр данного видео
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.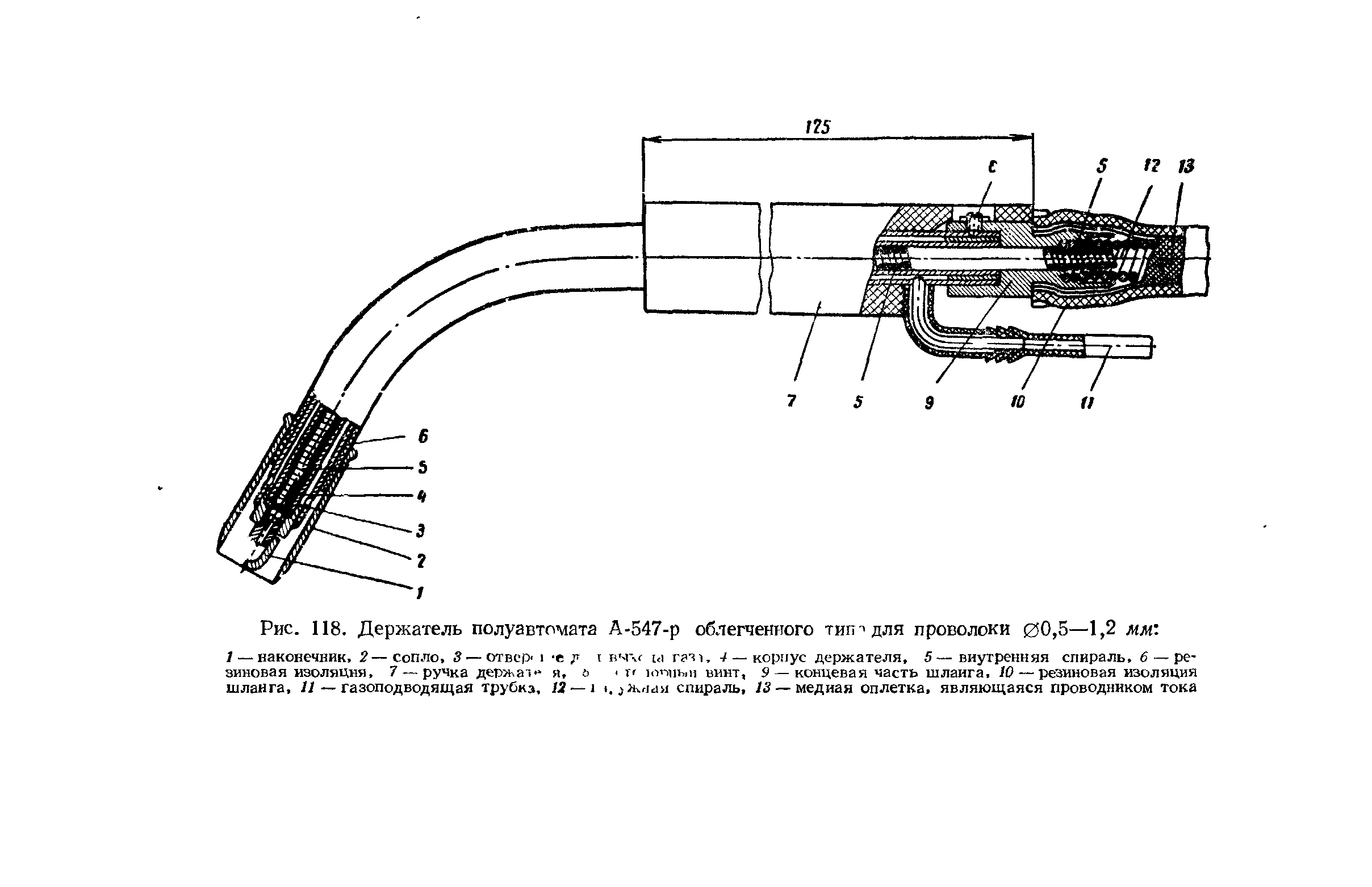
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
О тонкостях настройки механизма смотрите в видео:
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариантИспользуя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Полуавтомат сварочный — принцип работы, технология полуавтоматической сварки, режимы сварки полуавтоматом
Существует несколько видов сварочных аппаратов. Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Что такое сварка и основные принципы работы сварочного полуавтомата
Для начала, давайте рассмотрим, что собой представляет сам процесс сварки. Сварка – это процесс соединения деталей путем нагрева и деформирования. Твердые материалы нагреваются, начинают деформироваться и, таким образом, соединяются между собой. В зависимости от способа выбирается и оборудование.
Для того чтобы правильно пользоваться сварочным автоматом, необходимо знать основу и принципы его работы. Сам процесс основан на том, что тепловая энергия направляется на оплавление поверхности металла. В результате металл расплавляется, и необходимые части соединяются между собой.
Для осуществления качественной сварки, оборудование должно иметь определенную силу тока и напряжение. А также должна быть определенная скорость процесса и расход инертного газа.
Режимы сварки полуавтоматом предусматривают, что вместо электродов применяется специальная сварочная проволока. Для того чтобы процесс сварки был эффективным и элементы между собой были соединены качественным и прочным швом, необходимо соблюдать последовательность этапов.
Устройство полуавтомата сварочного работает на переменном токе и очень важно установить правильную полярность сварочного тока. Прямая полярность используется для работы с флюсовой проволокой, а обратная при использовании газовой среды. Переставляя клеммы на корпусе, можно менять полярность с «плюса» на «минус» и наоборот.
Технология полуавтоматической сварки предполагает, что, перед началом работы, будет проведена регулировка расхода газа, натяжение проволоки и регулировка сварочного тока. Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса.
Пользоваться сварочным аппаратом можно только соблюдая правила безопасности. Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.
Из чего состоит сварочный полуавтомат
Перед тем как начать работу, нелишним будет узнать устройство полуавтомата сварочного. К основным его элементам относятся:
- источник питания;
- устройство для подачи проволоки;
- система управления;
- сварочная горелка;
- кабеля и шланги.
Сварочная проволока подается с помощью электродвигателя, редуктора и подающих роликов.
Полуавтоматическая сварка является, пожалуй, самой популярной. Чаще всего ее применяют для алюминия и нержавеющей стали. Но важно знать, что, если не использовать защитный газ, то разбрызгивание металла увеличивается.
Полуавтоматическая сварка – это процесс соединения различных металлов. Устройство полуавтомата сварочного имеет несколько основных режимов:
- циклический – характерен для сварки элетродными проволоками;
- режим сварки оптимизированной короткой дугой;
- режим импульсивной сварки;
- режим переноса металла струйного;
- режим ротационного переноса.
Предусматривает полуавтомат сварочный принципы и режимы работы в защитных газах. Основными параметрами этих режимов являются: напряжение и скорость, диаметр проволоки, расход газа и его состав, колебание электрода.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
его устройство, включая механизм подачи проволоки и горелку
Полуавтоматический сварочный аппарат позволяет существенно повысить скорость сварки. Принцип работы сварочного полуавтомата предполагает наличие защитной среды, обеспечивающей формирование качественного и ровного шва.
Важность понимания процесса
Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Составные детали и принцип действия
В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
- газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.
Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Подающий механизм
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.
Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
Большинство пользователей предпочитает вариант переделанного под автомат бывшего в употреблении инверторного агрегата, имеющего малые габариты и вес, работа которого обеспечивает высокое качество сварки.
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций. При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное.
Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
Страница не найдена
К сожалению, по вашему запросу ничего не найдено. Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, введите более двух символов
Все результаты поискаСварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Принцип работы сварочного полуавтомата | На обзорах
Если у вас возникают вопросы: «Правильное-ли напряжение я использую? Не слишком-ли короткий или длинный электрод? Не слишком-ли быстро я перемещаю горелку?» — то в этой статье вы найдете ответы на эти и многие другие вопросы.
Как работает сварочный полуавтомат
Для начала давайте разберемся, как работает ручная дуговая сварка. В дуговой сварке используют электричество высокого напряжения для питания электрической дуги, которая и выделяет плавящее металл тепло. Существует несколько разновидностей дуговой сварки — штучными электродами, проволочным электродом (MIG), вольфрамовым электродом (TIG). Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды.
В случае ручной дуговой сварки штучными электродами, защитный газ выделяется при нагревании покрытия электрода. При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
Полуавтоматическая сварка отличается от других методов тем, что проволочный электрод подается к рабочей области автоматически, при нажатии кнопки на горелке. Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить.
Методом полуавтоматической сварки можно пользоваться и без использования защитного газа. Для этого нужен порошковый проволочный электрод. При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла).
Настройка сварочного полуавтомата
Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата.
Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов.
Толщина металла определяет силу тока
На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер.
Толщина проволочного электрода
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Таблица зависимости толщины проволочного электрода от толщины и типа материала.
Материал | Диаметр электродной проволоки, мм | Сварочный ток, А |
Алюминий и алюминиевые сплавы | 0,8 | 50-175 |
1,2 | 90-250 | |
1,6 | 160-350 | |
2,4 | 225-400 | |
3,2 | 350-475 | |
Магниевые сплавы | 1 | 150-300 |
1,2 | 160-320 | |
1,6 | 210-400 | |
2,4 | 320-510 | |
3,2 | 400-600 | |
Медь и медные сплавы | 0,9 | 150-300 |
1,2 | 200-400 | |
1,6 | 250-450 | |
2,4 | 350-550 | |
Никель и никелевые сплавы | 0,5 | — |
0,8 | — | |
0,9 | 100-160 | |
1,2 | 150-260 | |
1,6 | 100-400 | |
Титан и титановые сплавы | 0,8 | — |
0,9 | — | |
1,2 | — | |
Нержавеющая стал | 0,5 | — |
0,6 | — | |
0,8 | 75-150 | |
0,9 | 100-160 | |
1,2 | 140-310 | |
1,6 | 280-450 | |
2 | — | |
2,4 | — | |
2,8 | — | |
3,2 | — | |
Низкоуглеродистая сталь, катанная или холодно-тянутая | 0,5 | — |
0,6 | — | |
0,8 | 40-220 | |
0,9 | 60-280 | |
1,2 | 125-380 | |
1,3 | 260-460 | |
1,6 | 275-450 | |
2 | — | |
2,4 | — | |
3,2 | — | |
Углеродистая сталь повышенной прочности, некоторые низколегированные стали | 0,9 | 60-280 |
1,2 | 125-380 | |
1,6 | 275-450 | |
2 | — | |
2,4 | — | |
3,2 | — | |
4 | — |
Напряжение
От напряжения зависят высота и толщина сварочного шва. Если в руководстве по эксплуатации отсутствует соответствующая таблица, характеристики шва в зависимости от напряжения можно выяснить опытным путем. Для этого возьмите ненужный кусок металла и начните варить. Попросите ассистента поворачивать ручку регулировки напряжения до конца вниз. Оцените шов при разных уровнях напряжения. Повторите процедуру поворачивая ручку регулировки напряжения до конца вверх, пока дуга не станет нестабильной.
Кроме того, существует взаимосвязь между напряжением дуги и ее длинной. Короткая дуга уменьшает напряжение и в результате получается узкий сварочный шов. Длинная дуга (больше напряжения) дает плоский, широкий сварочный шов.
Скорость подачи проволочного электрода
Скорость подачи проволочного электрода зависит от толщины свариваемых листов, от необходимой глубины плавления металла, от силы тока и некоторых других параметров. Слишком высокая скорость подачи электрода может привести к прожигам.
Установите правильную скорость подачи проволоки в соответствии с таблицей:
Толщина металла (мм) | Толщина электродной проволоки (мм) | Сила тока (А) | Напряжение дуги (В) | Скорость подачи проволоки (м/ч) | Расход защитного газа (л/мин) | Вылет электрода (мм) |
1,5 | 0,8-1,0 | 95-125 | 19-20 | 150-220 | 6-7 | 6-10 |
1,5 | 1,2 | 130-150 | 20-21 | 150-200 | 6-7 | 10-13 |
2,0 | 1,2 | 130-170 | 21-21,5 | 150-250 | 6-7 | 10-13 |
3,0 | 1,2-1,4 | 200-300 | 22-25 | 380-490 | 8-11 | 10-13 |
4,0-5,0 | 1,2-1,6 | 200-300 | 25-30 | 490-680 | 11-16 | 10-20 |
6,0-8,0 и более | 1,2-1,6 | 200-300 | 25-30 | — | 11-16 | 10-20 |
Оцениваем сварной шов
Оценить насколько правильно вы установили параметры сварочного аппарата можно по качеству сварного шва. Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
Хороший шов
Обратите внимание на глубину плавления металла и на надежность соединения в основании шва (граница шва и материала). Шов плоский, не слишком узкий или широкий.
Напряжение слишком высокое
При слишком высоком напряжении сварочную дугу сложно контролировать. Глубина плавления металла не постоянна, турбулентность в сварочной ванне препятствует образованию надежного соединения между металлами.
Напряжение слишком низкое
При слишком низком напряжении сварочную дугу так-же сложно контролировать. Глубина плавления металла при этом незначительная. Низкое напряжение ведет к разбрызгиванию расплавленного металла, шов выпуклый, связь с металлом в основании шва непрочная.
Слишком быстрое перемещение сварочного электрода вдоль шва
Узкий, выпуклый шов с плохим сплавлением в основании. Незначительная глубина плавления металла.
Слишком медленная скорость перемещения сварочного электрода вдоль шва
При слишком медленном перемещении электрода металл будет перегреваться. Шов при этом будет очень широким с незначительной глубиной плавления металла. При сварке тонких листов могут появляться прожиги.
Слишком высокая скорость подачи электрода или сила тока
Если скорость подачи электрода или сила тока слишком высокие, сварной шов будет широким с незначительной глубиной плавления материала. При этом также могут наблюдаться разбрызгивание расплавленного металла и прожиги.
Скорость подачи электрода или сила тока слишком низкие
При таких параметрах сварной шов узкий, часто выпуклый, с плохой связью в основании.
Защитный газ отсутствует
При отсутствии защитного газа сварной шов получается пористый, с полостями.
Полуавтоматический сварочный аппарат— лучший выбор
Готовы оптимизировать процесс ручной сварки для повышения его эффективности и постоянного улучшения конечных продуктов? Обновление ваших методов сварки с помощью полуавтоматического сварочного аппарата выведет ваш производственный процесс на новый уровень, при этом увеличивая вашу прибыль.
Роботизированная или полностью автоматизированная сварка не идеальна для каждого проекта — ожидаемый срок службы, стоимость инструментов и требуемая гибкость — все это факторы, которые следует учитывать.При этом полуавтоматические сварочные системы — отличный вариант, поскольку они могут удвоить производительность квалифицированного сварщика вручную, сохраняя при этом высокий уровень контроля.
Что такое полуавтоматическая сварка?
Полуавтоматическая сварка — это форма ручной сварки, в которой используется соответствующее оборудование, которое автоматически контролирует один или несколько условий сварки. Оператор машины манипулирует элементами управления машины, чтобы начать сварку, и наблюдает за процессом и конечным результатом для обеспечения качества.Это полезно для рабочих, поскольку требует гораздо меньше физических усилий, чем ручная сварка.
Преимущества полуавтоматических сварочных аппаратовОбласти применения, которые больше всего выигрывают от полуавтоматического оборудования — это когда качество или функция вашего сварного шва очень важны, если необходимо выполнять повторяющиеся сварные швы или детали уже прошли дополнительные процессы до начала сварки. Полуавтоматические сварочные системы предлагают множество преимуществ для множества применений:
- Повышает безопасность работников
- Поддерживает высокое качество сварки — целостность и повторяемость
- Повышает общий выпуск продукции
- Уменьшает количество производимого брака
- Менее дорого, чем роботизированная сварка
- Может использоваться с различными методами, включая сварку TIG и сварку MIG
Готовы перейти на автоматическую сварочную систему? Свяжитесь с нашими инженерами по сварке сегодня.
Тип сварочных процессов (ручная, полуавтоматическая, машинная, автоматизированная, роботизированная сварка) — Общие технические знания
Определено в Американском национальном стандарте: стандартные термины и определения для сварки, AWS A3.0: 2001:
1. Ручная сварка (MMA, TIG…)
Сварка, при которой вся сварочная операция выполняется и контролируется вручную. Поскольку сварщик выполняет всю работу вручную, это требует больших физических усилий и может привести к травмам.
При ручной сварке как «сварка с помощью горелки, пистолета или электрододержателя, удерживаемая и управляемая вручную», сварщик выполняет функцию сварки и постоянно контролирует сварочные операции вручную.
2. Полуавтоматическая сварка (FCAW, MIG, MAG…)
При полуавтоматической сварке, определяемой как «ручная сварка с помощью оборудования, которое автоматически контролирует один или несколько условий сварки», сварщик манипулирует сварочным пистолетом для создания сварного шва, в то время как электрод автоматически подается на дугу.
3. Машинная (механизированная) сварка
Сварка с помощью оборудования, требующего манипуляций со стороны оператора или регулировки в ответ на изменения условий сварки. Резак, пистолет или электрододержатель удерживается механическим устройством, а механическое устройство, которое удерживает пистолет, горелку или электрод, может быть роботом.
В механизированной сварке определяется как «сварка с использованием оборудования, которое требует ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за сваркой, с горелкой, пистолетом или электрододержателем, удерживаемым механическим устройством», вмешательство сварщика состоит в настройки органов управления оборудованием в ответ на визуальное наблюдение за операциями.
4. Автоматическая сварка (SAW…)
Сварка с использованием оборудования, которое требует лишь периодического наблюдения за сварным швом или его отсутствия, а также без ручной регулировки органов управления оборудованием. При этом типе сварки сварщик запускает машину и следит за дефектами или проблемами, которые требуют исправления.
В автоматизированной сварке определяется как «сварка с использованием оборудования, которое требует только периодического наблюдения за сварным швом или без него и без ручной регулировки органов управления оборудованием», участие сварщика ограничивается активацией аппарата для запуска цикла сварки и наблюдением сварка на прерывистой основе, если вообще.
5. Роботизированная сварка
Сварка выполняется и контролируется роботизированным оборудованием, которое не требует участия сварщика. Основная функция сварщика в роботизированной сварке — поддерживать контроль качества и устранять любые отклонения или проблемы.
Роботизированная сварка, , определяемая как «сварка, которая выполняется и управляется роботизированным оборудованием», не предполагает участия сварщика в выполнении сварки, поскольку сварочные операции выполняются и контролируются сварочными роботами.
В чем разница между механизированной, автоматизированной и роботизированной сваркой?
Определения каждого термина в соответствии с Британским стандартом BS 499: Часть 1: 1991 следующие:
Механизированная сварка — Сварка, при которой параметры сварки регулируются механически или электронно и могут быть изменены вручную во время сварки для поддержания требуемого положения при сварке.
Автоматическая сварка — Сварка, при которой контролируются все параметры сварки.Ручная регулировка может производиться между сварочными операциями, но не во время сварки.
Роботизированная сварка — Автоматическая сварка с использованием робота, который можно предварительно запрограммировать на различные пути сварки и геометрию изготовления.
Успешное применение механизированных / автоматизированных систем может дать ряд преимуществ. К ним относятся повышение производительности, стабильное качество сварки, прогнозируемая производительность сварки, снижение переменных затрат на сварку и снижение затрат на детали. Ограничения включают более высокие капитальные вложения, чем для ручного сварочного оборудования, потребность в более точном расположении и ориентации деталей, а также более сложных устройствах перемещения дуги и управления.Таким образом, производственные требования должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, техническое обслуживание оборудования и обучение операторов / программистов для автоматизированного / роботизированного оборудования.
Справочный документ:
+ TWI
+ AWS A3.0
+ BS 499
Нравится:
Нравится Загрузка …
Связанные11 Полуавтоматическое сварочное оборудование и его применение
Сварщику очень важно иметь базовые знания о сварочном оборудовании и его использовании, чтобы повысить производительность и избежать опасностей.
Вот некоторые из наиболее часто используемых для полуавтоматического сварочного оборудования:
1. СВАРОЧНЫЙ МАНИПУЛЯТОРУстройство, которое служит дополнительной рукой при сварке. Он используется для точного подъема и достижения мест во время сварочных работ. Он имеет регулируемую функцию и ремни безопасности, которые могут помочь вам безопасно перемещать заготовку в нужном вам направлении.
2. СВАРОЧНЫЙ РОТОРЭтот инструмент помогает при сварке цилиндрических сосудов.Он может вращаться и удерживать тяжелые цилиндрические металлы на месте.
3. СВАРОЧНЫЙ ПОЗИЦИОНЕРУстройство наклоняет и поворачивает металл на 360 градусов. Сварщик стоит в одном положении, работая на ровной поверхности. Это добавляет комфорта и предотвращает усталость из-за отсутствия движений во время работы.
4. СВАРОЧНЫЙ МАШИНАСварочные аппараты используются в качестве источника питания для сварки. Мощность напряжения, (переменный ток) переменный или (постоянный ток) постоянный ток и рабочий цикл — вот некоторые из факторов, которые следует учитывать.
Рабочий цикл — это время, в течение которого сварщик может проработать, прежде чем остынет. Более дешевые сварочные аппараты имеют более короткие рабочие циклы, в то время как более дорогие сварочные аппараты могут непрерывно работать до 100% рабочего цикла. Это предпочтительно для сварщиков, работающих с толстыми металлами.
5. ДЕРЖАТЕЛЬ ЭЛЕКТРОДАЭлектрододержатель вручную помогает электроду и проводит к нему ток. Размер часто соответствует длине кабеля, а затем соответствует выходной силе тока сварочного аппарата.Размеры варьируются от 150 до 500 Ампер.
6. СВАРОЧНЫЙ ЭЛЕКТРОДКабели необходимы для проведения тока, идущего от источника питания через электрододержатель, дугу, изделие, а затем обратно к источнику сварочного тока. Это кусок проволоки или прутка из металлического сплава, который может иметь или не иметь покрытия. Имеет два типа:
- Расходный электрод — структура электрода изменяется или расходуется при сварке. Он имеет различные функции, такие как предотвращение загрязнения и стабилизатор дуги.
- Неплавящийся электрод — этот электрод не плавится сразу во время процесса сварки, но его длина со временем уменьшается из-за окисления и испарения материала электрода во время сварки.
Сварочный пистолет или горелка подает электродную проволоку и защитный газ в сварочную ванну.
8. ЗАЩИТНЫЙ ГАЗЗащитный газ используется для получения чистого и бесшлакового шва. В зависимости от целей сварки можно выбирать из различных типов газа.
9. ОТБОЙНЫЙ МОЛОТОК И ПРОВОЛОЧНАЯ ЩЕТКАЭти инструменты можно использовать для очистки поверхности, брызг расплавленного металла и удаления шлака.
10. СВАРОЧНЫЕ КЛЕЩИМожет использоваться для снятия контактного наконечника, горячего сопла или обрезки проволоки.
11. ЗАЩИТНЫЕ ШЕСТЕРНИИспользуйте защитные средства, такие как сварочные перчатки, сварочную обувь и сварочный фартук, чтобы защитить свое тело от шлака и ожогов. Сварочный шлем с автоматическим затемнением также рекомендуется для предотвращения попадания летящих искр или мусора в лицо, а также для защиты глаз от слепящего света во время сварочной операции.
Сварка трудоемка и сопряжена с некоторыми рисками. Знание основ и инвестиции в сварочное оборудование позволят вам упростить процесс сварки.
Наши сварочные манипуляторы не только обеспечивают неизменно высокое качество сварных швов, но и повышают безопасность сварщиков. Свяжитесь с Arcboss, чтобы узнать больше.
Дуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) — это процесс, в котором соединение металлов производится дугой или дугой между неизолированным металлическим электродом или электродами и изделием.
Дуга защищена слоем гранулированного плавкого материала на рабочем месте.
Давление не используется.
Компоненты оборудования для сварки под флюсом, необходимые для сварки под флюсом, показаны на рис. 10-59.
Оборудование состоит из сварочного аппарата или источника питания, механизма подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочного пистолета и кабельной сборки для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы восстановления флюса, и механизм передвижения для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Если используется источник питания с рабочим циклом 60 процентов, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентного режима работы.
При использовании постоянного тока переменного или постоянного тока необходимо использовать систему подачи проволоки с чувствительным к напряжению электродом.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью.Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но выпрямительные машины более популярны.
Сварочные аппараты для дуговой сварки под флюсом мощностью от 300 до 1500 ампер.
Их можно подключать параллельно для обеспечения дополнительной мощности для сильноточных приложений.
Электропитание постоянного тока используется для полуавтоматических применений, но питание от переменного тока используется в основном с машиной или автоматическим методом.
Для систем с несколькими электродами требуются специальные типы цепей, особенно когда используется переменный ток.
Для полуавтоматического применения сварочная горелка и кабельная сборка используются для передачи электрода и тока, а также для обеспечения потока на дуге.
Небольшой бункер для флюса прикреплен к концу кабельной сборки.
Электродная проволока подается через дно этого флюсового бункера через наконечник датчика тока к дуге.
Подача флюса из бункера в зону сварки осуществляется самотеком.
Количество подаваемого флюса зависит от того, насколько высоко расположен пистолет над изделием.
Бункерный пистолет может включать пусковой переключатель для инициирования сварки или может использовать «горячий» электрод, чтобы при прикосновении электрода к изделию подача начиналась автоматически.
Для автоматической сварки горелка присоединяется к двигателю подачи проволоки и включает в себя наконечники датчиков тока для передачи сварочного тока на электродную проволоку.
Бункер флюса обычно прикрепляется к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое оборудование, которое иногда используется, может включать в себя передвижную тележку, которая может быть простым трактором или сложным движущимся специализированным приспособлением. Блок рекуперации флюса обычно используется для сбора неиспользованного флюса подводной дуги и возврата его в питающий бункер.
Система для дуговой сварки под флюсом может стать довольно сложной из-за включения дополнительных устройств, таких как толкатели для швов, ткацкие станки и рабочие вездеходы.
Схема сваркиSAW
Рисунок 10-59. Блок-схема оборудования для сварки под флюсом.Преимущества SAW
Основными преимуществами процесса сварки под флюсом или под флюсом являются:
- металлический шов высокого качества.
- чрезвычайно высокая скорость и производительность наплавки
- гладкий, однородный сварной шов без брызг.
- мало или совсем нет дыма.
- Отсутствие вспышки дуги, поэтому необходимость в защитной одежде минимальна.
- высокий коэффициент использования электродной проволоки.
- простая автоматизация для высокого оператора.
- в норме, никаких манипулятивных навыков.
Основные области применения SAW
Процесс под флюсом широко используется при производстве толстолистовой стали. Сюда входит сварка:
- фасонный профиль
- Продольный шов трубы большего диаметра
- производство деталей машин для всех видов тяжелой промышленности,
- производство сосудов и резервуаров для давления и хранения использовать
Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях промышленности, где используется сталь средней и большой толщины.
Применяется также для наплавочных и наплавочных работ, технического обслуживания и ремонта.
При сварке SAW флюс и проволока разделены. И то и другое влияет на свойства сварного шва, что требует от инженера выбора оптимальной комбинации для каждого проекта.Ограничения процесса
Основным ограничением сварки под флюсом (SAW) является ограничение положения при сварке. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Высокая погонная энергия и цикл медленного охлаждения могут быть проблемой при сварке закаленной и отпущенной стали.При сварке под флюсом необходимо строго соблюдать ограничение теплопроводности рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, когда однопроходный сварной шов приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть сведены к тому моменту, когда следует рассматривать дуговую сварку порошковой проволокой или какой-либо другой процесс.
При полуавтоматической сварке под флюсом невозможность видеть дугу и лужу может быть недостатком для достижения корня шва с разделкой кромок и правильного заполнения или калибровки.
Демонстрация процесса сварки пилой.Принципы работы
Процесс
Процесс сварки под флюсом показан на рисунке 10-60. Он использует тепло дуги между непрерывно подаваемым электродом и изделием.
Рисунок 10-60: Схема процесса сварки под флюсом (SAW)Тепло дуги плавит поверхность основного металла и конец электрода. Металл, выплавленный из электрода, переносится через дугу к заготовке, где он становится наплавленным металлом сварного шва.
Экранирование достигается за счет слоя гранулированного флюса, который накладывается непосредственно на область сварного шва. Флюс вблизи дуги плавится и смешивается с расплавленным металлом сварного шва, помогая его очистить и укрепить.
Флюс образует стеклоподобный шлак, который легче по весу, чем наплавленный металл шва, и плавает на поверхности в качестве защитного покрытия.
Сварной шов погружается под этот слой флюса и шлака, отсюда и название сварка под флюсом. Флюс и шлак обычно покрывают дугу, так что ее не видно.
Нерасплавленная часть флюса может быть использована повторно. Электрод вводится в дугу автоматически из катушки. Дуга поддерживается автоматически.
Путешествие может быть ручным или машинным. Дуга возникает при запуске с плавким предохранителем или системой реверсирования или возврата.
Нормальный метод применения и возможности положения
Самым популярным методом нанесения SAW является машинный метод, при котором оператор контролирует сварочную операцию.
На втором месте по популярности находится автоматический метод, при котором сварка осуществляется нажатием кнопки.Процесс может применяться полуавтоматически; однако этот способ нанесения не слишком популярен.
Этот процесс нельзя применить вручную, потому что сварщик не может контролировать невидимую дугу. Процесс дуговой сварки под флюсом — это сварочный процесс с ограниченными позициями.
Позиции сварки ограничены, потому что большая ванна расплавленного металла и шлака очень текучие и имеют тенденцию вытекать из стыка. Сварку можно легко выполнять как в горизонтальном, так и в горизонтальном положении.
В соответствии со специальными контролируемыми процедурами, можно сваривать в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства для удержания флюса, чтобы расплавленный шлак и металл шва не могли уйти. Процесс нельзя использовать в вертикальном или верхнем положении.
Металлы свариваемые и диапазон толщины
Сварка под флюсом применяется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально его использовали для сварки некоторых медных сплавов, никелевых сплавов и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок. С подготовкой кромок можно выполнять сварные швы за один проход на материале от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация обобщена в таблице 10-22. Горизонтальные угловые швы можно выполнять до 3/8 дюйма.(9,5 мм) за один проход и в плоском положении угловые швы могут быть выполнены размером до 1 дюйма (25 мм).
Совместное проектирование
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки защищенным металлом, для максимального использования и эффективности дуговой сварки под флюсом предлагаются другие детали соединения. Для сварных швов с канавкой можно использовать конструкцию с квадратными канавками толщиной до 5/8 дюйма (16 мм).
При превышении этой толщины требуются фаски.Используются открытые корни, но необходимы подкладки, так как расплавленный металл будет проходить через стык.
При сварке более толстого металла, если используется достаточно большая поверхность основания, опорный стержень может быть удален. Однако для обеспечения полного проплавления при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно сделать подкладочный сварной шов, который вплавится в исходный сварной шов, чтобы обеспечить полное проплавление.
Сварочная цепь и ток
При сварке под флюсом или под флюсом в качестве сварочной мощности используется постоянный или переменный ток.Постоянный ток используется в большинстве приложений, в которых используется одиночная дуга. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Источник постоянного напряжения постоянного тока более популярен для дуговой сварки под флюсом с использованием электродной проволоки диаметром 1/8 дюйма (3,2 мм) и меньшего диаметра.
Система постоянного тока обычно используется для сварки электродной проволокой 5/3 2 дюйма (4 мм) и большего диаметра. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги.Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или увеличиваться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен с системой постоянного тока, так как она требует использования реверсивной системы, чтобы зажигать дугу, отводить и затем поддерживать заданное напряжение дуги.
При сварке SAW на переменном токе всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугой переменного, так и с постоянным током, используется система постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подводятся к дуге, питаемой от одного источника питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 до 2000 ампер. Чаще всего сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любой другой дуговой сварке.Скорость наплавки для одиночных электродов показана на рисунке 10-62. Скорость наплавки при сварке под флюсом определяется как минимум четырьмя факторами: полярность, большой вылет, добавки во флюсе и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, увеличив «вылет».”Это расстояние от точки, где ток вводится в электрод, до дуги. При использовании «длинного вылета» степень проникновения уменьшается. Скорость наплавки может быть увеличена за счет добавок металла во флюс под флюсом. Дополнительные электроды можно использовать для увеличения общей скорости осаждения.
Качество наплавленного металла шва, наплавленного дуговой сваркой под флюсом, высокое. Прочность и пластичность металла сварного шва превышают таковые у низкоуглеродистой стали или низколегированного основного материала, когда используется правильное сочетание электродной проволоки и флюса под флюсом.Когда сварка под флюсом выполняется машиной или автоматически, человеческий фактор, присущий процессам ручной сварки, исключается. Сварной шов будет более однородным и без неровностей. В общем, размер сварного шва за проход при сварке под флюсом намного больше, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения ниже. По этой причине газам дается больше времени для выхода. Кроме того, поскольку плотность шлака под флюсом ниже плотности металла сварного шва, он будет всплывать в верхнюю часть сварного шва.Однородность и последовательность — преимущества этого процесса при автоматическом применении.
При использовании полуавтоматического метода нанесения может возникнуть ряд проблем. Электродная проволока может искривляться на выходе из сопла сварочной горелки. Эта кривизна может привести к возникновению дуги в месте, не ожидаемом сварщиком. При сварке в достаточно глубоких канавках кривизна может привести к тому, что дуга будет направлена на одну сторону сварного соединения, а не на основание. Это приведет к неполному сращиванию корней.Флюс останется у основания сварного шва. Другая проблема, связанная с полуавтоматической сваркой, заключается в том, что сварная канавка полностью заполняется или сохраняется точный размер, поскольку сварной шов скрыт и не может быть замечен во время его выполнения. Для этого нужно сделать дополнительный проход. В некоторых случаях получается слишком много сварного шва. Вариации раскрытия корня влияют на скорость движения. Если скорость движения одинакова, сварной шов может быть недостаточно или переполнен на разных участках. Высокая квалификация оператора решит эту проблему.
Есть еще одна проблема качества, связанная с очень большими наплавками за один проход.Когда эти большие сварные швы затвердевают, все примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке замерзания, которая является центральной линией сварного шва. Если в этом месте будет собрано достаточное количество примесей, может произойти растрескивание по средней линии. Это может произойти при выполнении больших однопроходных плоских угловых швов, если основные металлические пластины расположены под углом 45º от плоскости. Простое решение — избегать размещения деталей под истинным углом 45 °. Его следует изменять примерно на 10º, чтобы корень шва не совпадал с центральной линией углового шва.Другое решение — сделать несколько проходов, а не пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла шва. Чрезмерно твердые отложения сварного шва способствуют растрескиванию сварного шва во время изготовления или во время эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, недостаточная обработка после сварки или чрезмерное поглощение сплава металлом шва.Чрезмерное поглощение сплава связано с выбором электрода со слишком большим количеством сплава, выбором флюса, который вводит слишком много сплава в сварной шов, или использованием слишком высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце шва. Лучшее решение — использовать вкладки биения, чтобы запуски и остановки находились на вкладках, а не на продукте.
Графики сварки
Процесс сварки под флюсом, применяемый машиной или полностью автоматически, должен выполняться в соответствии с графиками сварочных работ.Все сварные швы, выполненные с помощью этой процедуры, должны пройти аттестацию и испытания, предполагая, что были выбраны правильный электрод и флюс. Если графики отличаются более чем на 10 процентов, следует провести квалификационные испытания для определения качества сварки.
Сварочные параметры
Параметры сварки для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При сварке под флюсом тип электрода и тип флюса обычно основываются на механических свойствах, требуемых сварным швом.Размер электрода зависит от размера сварного шва и тока, рекомендованного для конкретного соединения. Это также необходимо учитывать при определении количества проходов или валиков для конкретного соединения. Сварные швы с одинаковым размером стыка можно выполнять за несколько или несколько проходов, в зависимости от желаемой металлургии металла шва. За несколько проходов обычно получается более качественный сварной металл. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость наплавки.
Основные переменные, влияющие на сварку, включают подвод тепла и включают сварочный ток, напряжение дуги и скорость перемещения.Сварочный ток — это самое главное. Для однопроходных сварных швов сила тока должна быть достаточной для желаемого проплавления без прожога. Чем выше сила тока, тем глубже проникновение. При многопроходной работе ток должен быть подходящим для получения сварного шва того размера, который ожидается при каждом проходе. Сварочный ток следует выбирать исходя из размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток.Это влияет на ширину и форму борта. Более высокое напряжение приведет к тому, что борт будет шире и ровнее. Следует избегать чрезмерно высокого напряжения дуги, так как это может вызвать растрескивание. Это связано с тем, что чрезмерное количество флюса расплавляется, и избыточные раскислители могут быть перенесены в наплавленный слой, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого магнитного потока. Низкое напряжение дуги создает более жесткую дугу, которая улучшает проплавление, особенно в дне глубоких канавок.Если напряжение слишком низкое, получится очень узкий валик. У него будет высокий венец, и удалить шлак будет сложно.
Скорость движения влияет как на ширину борта, так и на глубину проникновения. Более высокие скорости движения позволяют получить более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, когда требуются небольшие валики и минимальное проплавление. Однако при слишком высоких скоростях возникает тенденция к образованию поднутрений и пористости, поскольку сварной шов быстрее застывает. Если скорость движения слишком низкая, электрод слишком долго остается в сварочной ванне.Это создает плохую форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол электрода к изделию, угол самой работы, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Этот последний фактор, называемый «вылетом» электрода, оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и деталью составляет от 1 до 1-1 / 2 дюйма (от 25 до 38 мм). Если вылет увеличивается сверх этого значения, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки.По мере увеличения вылета уменьшается проникновение в основной металл. Этому фактору необходимо уделить серьезное внимание, потому что в некоторых ситуациях требуется проникновение.
Также необходимо учитывать глубину слоя флюса. Если он слишком тонкий, то в потоке или вспышке дуги будет слишком много дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может быть узким и выпуклым. Слишком большое количество мелких частиц во флюсе может вызвать точечную коррозию на поверхности, поскольку газы, образующиеся в сварном шве, могут не выйти.Иногда их называют следами клюва на поверхности борта.
Советы по использованию процесса
Одно из основных применений дуговой сварки под флюсом — это круговые сварные швы, когда детали вращаются под неподвижной головкой. Эти сварные швы могут быть выполнены по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая сварочная лужа и расплавленный шлак, который имеет тенденцию стекать. Это означает, что на наружных диаметрах электрод должен располагаться впереди крайнего верха или положения на 12 часов, чтобы металл сварного шва начал затвердевать до того, как начнется наклон вниз.Это становится еще большей проблемой, когда диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность улавливания шлака или плохой поверхности сварного шва. Также следует изменить угол наклона электрода и направить его в направлении движения вращающейся части. Когда сварка выполняется по внутренней окружности, электрод следует наклонить так, чтобы он находился впереди центра нижней части или в положении «6 часов».
Иногда свариваемая деталь имеет уклон вниз или вверх, чтобы обеспечить различные типы контуров сварных швов.Если работа идет под уклоном, борт будет иметь меньшую глубину проникновения и будет шире. Если сварной шов идет вверх с уклоном, валик будет иметь более глубокий провар и будет уже. Это основано на том, что все остальные факторы остаются неизменными.
Сварочный шов будет отличаться в зависимости от угла наклона электрода по отношению к работе, когда работа выровнена. Это угол перемещения, который может быть углом сопротивления или толкания. Он оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проваром корня может быть получена дуговой сваркой под флюсом.Если сварное соединение спроектировано с плотным отверстием в корне и довольно большой поверхностью корня, следует использовать высокий ток и положительный электрод. Если соединение спроектировано с корневым отверстием и минимальной поверхностью основания, необходимо использовать опорный стержень, поскольку нет ничего, что могло бы поддерживать расплавленный металл сварного шва. Расплавленный флюс очень жидкий и будет проходить через узкие отверстия. Если это произойдет, металл шва последует за ним, и сварной шов прожигет соединение. Опорные стержни необходимы всякий раз, когда есть отверстие в корне и минимальная поверхность корня.
Медные опорные стержни используются при сварке тонкой стали. Без подкладных стержней сварной шов будет иметь тенденцию плавиться, и металл шва будет выпадать из стыка. Опорная планка удерживает металл сварного шва на месте, пока он не затвердеет. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и захвата меди в металле сварного шва. Для более толстых материалов основа может быть флюсом под флюсом или флюсом другого специального типа.
Варианты процесса SAW
Существует множество разновидностей процесса, которые дают дополнительные возможности для сварки под флюсом.Некоторые из наиболее популярных вариантов:
- Двухпроводные системы — один источник питания.
- Двухпроводные системы — отдельный источник питания.
- Трехпроводные системы — отдельный источник питания.
- Ленточный электрод для наплавки.
- Добавки порошка железа во флюс.
- Сварка с длинным вылетом.
- Электрически «холодная» присадочная проволока.
Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов.На рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания, а другой — с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки для обеспечения электрической изоляции между двумя электродами. С двумя электродами и раздельным питанием можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом.Электроды можно размещать рядом. Это называется поперечным положением электрода. Их также можно разместить один перед другим в положении тандемного электрода.
Двухпроводной тандем
Двухпроводной тандемный электрод с индивидуальными источниками питания используется там, где требуется очень глубокое проникновение. Ведущий электрод положительный, а задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов.Когда две дуги постоянного тока находятся в непосредственной близости, существует тенденция к взаимному влиянию дуги между ними. В некоторых случаях второй электрод подключается к переменному току, чтобы избежать взаимодействия дуги.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует питание переменного тока на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления высокоскоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться при соответственно высоких скоростях движения и производительности наплавки.
Система сварки лент
Система сварки полос используется для наплавки низкоуглеродистой и легированной стали, как правило, нержавеющей сталью. Получается широкий валик с равномерным и минимальным проплавлением. Этот вариант процесса показан на рисунке 10-69. Он используется для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали, используя при этом прочность и экономичность низколегированных сталей для толщины стенок. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс.Когда ширина полосы превышает 2 дюйма (51 мм), используется устройство колебания магнитной дуги для обеспечения равномерного прожигания полосы и равномерного проплавления.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом — добавление компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под воздействием тепла дуги и станет частью наплавленного металла шва. Это увеличивает скорость наплавки без ухудшения свойств металла шва.Добавки для металлов также можно использовать для специальных наплавок. Этот вариант может использоваться с однопроводной или многопроволочной установкой.
Другой вариант — использование электрически «холодной» присадочной проволоки, подаваемой в зону дуги. «Холодный» присадочный пруток может быть сплошным или порошковым для добавления специальных сплавов к металлу сварного шва. Регулируя добавление подходящего материала, можно улучшить свойства наплавленного металла шва. Можно использовать порошковую проволоку для электрода или для одного из нескольких электродов для введения специальных сплавов в наплавленный металл шва.Каждый из этих вариантов требует специальной инженерии, чтобы гарантировать, что правильный материал добавлен для обеспечения желаемых свойств отложения.
Типичные области применения
Процесс дуговой сварки под флюсом широко используется при производстве большинства тяжелых стальных изделий. К ним относятся сосуды под давлением, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Применяется для приварки фланцев к стенке. Промышленность тяжелого оборудования является основным пользователем дуговой сварки под флюсом.
Используемые материалы
При сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для дуговой сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять загрязнения из расплавленного металла шва. Флюс также обеспечивает введение сплавов в металл сварного шва. Когда этот расплавленный флюс охлаждается до стеклообразного шлака, он образует покрытие, которое защищает поверхность сварного шва.Нерасплавленная часть флюса не меняет своей формы и не влияет на ее свойства, поэтому ее можно восстанавливать и использовать повторно. Флюс, который плавится и образует шлаковый покров, необходимо удалить со сварного шва. Это легко сделать после того, как сварной шов остынет. Во многих случаях шлак действительно отслаивается, не требуя особых усилий для удаления. При сварке с разделкой кромок затвердевший шлак может быть удален с помощью отбойного молотка сварщика.
Флюсыразработаны для конкретных применений и для определенных типов наплавок.Флюсы под флюсом имеют разный размер частиц. Многие флюсы не имеют маркировки по размеру частиц, потому что размер разработан и произведен для предполагаемого применения.
Нет спецификации для флюсов под флюсом, используемых в Северной Америке. Однако метод классификации флюсов основан на наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуговой сварки под флюсом. Это соответствует стандарту Американского общества сварки. Электроды из углеродистой стали и флюсы для дуговой сварки под флюсом.Таким образом, можно назначить флюсы для использования с различными электродами для обеспечения желаемого анализа наплавленного металла шва.
Ссылки для SAW
Процесс дуговой сварки под флюсом
сварка MAG | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MAG, в которой рассматриваются области, в которых используется сварка MAG, типы используемых защитных газов и сварочной проволоки, а также характеристики сварочных аппаратов MAG. Также объясняются различные подкатегории сварки MAG в защитном газе.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания о сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей. Скачать СваркаMAG (Metal Active Gas) — это тип дуговой сварки, в которой используется активный газ (углекислый газ [CO 2 ] или газовая смесь аргона и CO 2 ). Этот процесс также называется дуговой сваркой CO 2 или сваркой CO 2 .Этот процесс обычно используется для автоматической или полуавтоматической сварки черных металлов. Он не подходит для цветных металлов, таких как алюминий, из-за химической реакции CO 2 .
При автоматической или полуавтоматической сварке MAG в качестве электрода используется сварочная проволока, свернутая в бухты, вместо сварочного стержня, используемого при дуговой сварке защищенным металлом (ручная дуговая сварка).
Свернутая проволока прикрепляется к устройству подачи проволоки и автоматически направляется к наконечнику горелки подающим роликом, который приводится в действие электродвигателем.На провод подается напряжение, когда он проходит через контактный наконечник, удерживающий провод.
Между проволокой и основным материалом зажигается дуга, которая одновременно плавит проволоку и основной материал для их сварки. Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы. В качестве защитного газа используется газ CO 2 , газовая смесь аргона и CO 2 или газовая смесь аргона с несколькими процентами кислорода.
По сравнению с дуговой сваркой в среде защитного металла скорость наплавки, при которой электрод становится металлом шва, выше, что дает преимущество высокой эффективности работы за счет глубокого проплавления основного материала. Есть и другие важные преимущества, например, высокое качество металла шва и то, что установка сварочной горелки на роботе позволяет выполнять автоматическую сварку.
- Ar + CO 2 газовая смесь
или CO 2 газ - Сплошной проволочный электрод
Полуавтоматический сварочный аппарат MAG в основном состоит из следующих компонентов:
- Источник сварочного тока
- Устройство подачи проволоки
- Горелка сварочная
- Баллон газовый
Проволока должна подаваться от устройства подачи с постоянной скоростью.Следовательно, для источника питания сварки обычно используется источник питания с характеристикой постоянного напряжения. Устройство подачи проволоки представляет собой механизм подачи с постоянной скоростью.
- Баллон газовый
- Регулятор расхода газа
- Источник сварочного тока
- Устройство подачи проволоки
- Блок дистанционного управления
- Горелка сварочная
MAG можно классифицировать по защитному газу или типу сварочной проволоки.
Что касается сварочной проволоки, то сплошная проволока имеет поперечное сечение, полностью состоящее из того же материала.Поверхности проволоки для углеродистой стали покрыты медью для повышения устойчивости к ржавчине и повышения электропроводности. Сплошная проволока без покрытия без медного покрытия дает такие преимущества, как стабильная дуга и простота обслуживания внутренней части сварочной горелки.
Порошковая проволока содержит сердечник из флюса внутри проволоки. Они обеспечивают такие преимущества, как стабильная дуга, меньшее разбрызгивание и хороший внешний вид сварного шва.
Кроме вышеперечисленного, существуют порошковые и металлопорошковые проволоки.Первый характеризуется высокой скоростью осаждения, а второй — меньшим образованием шлака.
Дом
Газовая дуговая сварка металла — обзор
8.2.2 Дуговая сварка
При дуговой сварке тепло, необходимое для плавления металлов в месте соединения, создается электрической дугой между электродом и соединяемыми деталями. Используются два типа электродов: (1) плавящийся стержень или проволочный электрод, который не только проводит ток, но также плавит и подает присадочный материал в стык, и (2) электрод из неплавящегося стержня, который просто проводит ток в зону сварного шва.Дуга создает температуру около 3500 ° C на конце электрода и создает лужу жидкого металла в области сварного шва. Когда ванна затвердевает за электродом по мере ее удаления от стыка, между соседними частями создается металлургическая связь. Чтобы предотвратить химическую реакцию между жидким металлом и кислородом или азотом в окружающем воздухе, область сварного шва защищена источником инертного газа или шлака.
В автомобильной промышленности дуговая сварка применяется как для стали, так и для алюминия.Однако методы дуговой сварки стали и алюминия различаются из-за различий в их температурах плавления, теплопроводности и коэффициентах теплового расширения (см. Таблицу 8.3). На дуговой сварке алюминия также влияет наличие на его поверхности слоя оксида алюминия. Температура плавления оксидного слоя составляет примерно 2035 ° C, что в три раза выше, чем у алюминия. Этот оксидный слой имеет тенденцию поглощать влагу из воздуха, и, поскольку влага является источником водорода, она вызывает пористость в сварных швах алюминия.Водород также может поступать из масла, смазок, краски и различных поверхностных загрязнителей. Поскольку водород растворяется в жидком алюминии, он растворяется в жидкой сварочной ванне. Однако при понижении температуры во время охлаждения растворимость водорода в алюминии уменьшается, и растворенный водород удаляется во время затвердевания. При высоких скоростях охлаждения свободный водород захватывается сварным швом и вызывает пористость. Поэтому слой оксида алюминия необходимо удалить с поверхности алюминия перед дуговой сваркой.Помимо образования водородной пористости, мелкие частицы оксида, смещенные из оксидного слоя, могут захватываться сварным швом и вызывать снижение пластичности, неполное плавление и растрескивание.
Целостность металла сварного шва обычно не является проблемой для низкоуглеродистых сталей. Однако при дуговой сварке сталей с цинковым покрытием требуется осторожность, поскольку пары цинка могут вызвать пористость в сварных швах при высокоскоростных сварочных процессах. Обычно дуговая сварка низкоуглеродистой стали имеет такую же прочность, как и основная сталь; но в большинстве случаев дуговая сварка в алюминиевом сплаве слабее, часто в значительной степени, чем у основного алюминиевого сплава.Для сплавов серии 5000, не подвергающихся термической обработке, зона сварного шва будет иметь свойства без отпуска, отожженные, независимо от начальной холодной обработки. Для термообрабатываемых сплавов серии 6000 свойства зоны сварного шва будут значительно ниже, чем свойства состояния T6. Послесварочная термообработка может помочь восстановить свойства зоны сварки в термообрабатываемых сплавах.
Среди алюминиевых сплавов, используемых для автомобильных кузовов, сплавы серии 5000 имеют более высокую свариваемость, чем сплавы серии 6000.Сплавы серии 5000 можно сваривать с присадочным материалом или без него, в то время как сплавы серии 6000 нуждаются в присадочном материале для предотвращения усадочного растрескивания, возникающего во время затвердевания жидкой сварочной ванны. Обычно в качестве присадочного материала с алюминиевыми сплавами используется алюминиевый сплав с высоким содержанием Mg, например сплав 5356 (Al – 5% Mg). Второй присадочный материал, используемый со сплавами серии 6000, представляет собой алюминиевый сплав с высоким содержанием Si, такой как сплав 4043 (Al – 5% Si). Другая проблема, связанная с дуговой сваркой алюминиевых сплавов, — это термически индуцированная деформация, которая может создавать значительные проблемы при сохранении размерной подгонки.
С увеличением использования высокопрочных сталей и высокопрочных сталей возникла необходимость учитывать их способность к дуговой сварке. В таблице 8.4 приведены значения прочности сварного шва, определенные в результате испытаний на сдвиг внахлест на высокопрочной низколегированной стали (HSLA), которая является обычной высокопрочной сталью, и четырех AHSS, а именно двух сталей DP и двух сталей мартенситного (M). Эффективность соединения, определяемая как соотношение прочности сварного шва и прочности основного металла, очень высока для сталей HSLA и DP, но значительно ниже для мартенситных сталей.Низкая эффективность соединения мартенситных сталей объясняется разупрочнением зоны термического влияния (ЗТВ) из-за отпуска на стадии охлаждения. Интересно отметить, что на усталостную прочность этих сталей не влияет размягченная ЗТВ, и обнаружено, что они нечувствительны к статической прочности основного материала (Yan et al., 2005).
Таблица 8.4. Прочность и эффективность сварного шва для GMAW высокопрочных сталей.
| Марка стали | Покрытие поверхности | Прочность основного металла | Прочность сварного шва (МПа) | Эффективность соединения (%) | |||
|---|---|---|---|---|---|---|---|
| Предел текучести (МПа) | UTS (МПа)24 | ||||||
| HSLA350 | Без покрытия | 350 | 512 | 508 | 99 | ||
| DP 600 | Оцинковка горячим погружением | 379 | 617 906 906 906 906 906 906 Без покрытия | 645 | 980 | 726 | 74 |
| M900 | Электрогальваническое цинкование | 848 | 965 | 468 | 49 | 645 | |
DP , двухфазный; GMAW , газовая дуговая сварка металлическим электродом; HSLA , высокопрочный низколегированный; UTS , предел прочности.
Источник: на основе данных Яна Б., Лалама С.Х., Чжу Х., 2005. Оценка характеристик сварных швов GMAW для четырех высокопрочных сталей. В: 2005 Всемирный конгресс SAE. Документ № 2005-01-0904. Общество автомобильных инженеров, Уоррендейл, Пенсильвания.
8.2.2.1 Газовая дуговая сварка металлическим электродом
Газовая дуговая сварка металлическим электродом (GMAW), также называемая сваркой в среде инертного газа, представляет собой процесс дуговой сварки, при котором тепло для плавления металла генерируется электрической дугой между плавящимся электродом и металл (рис.8.5). Электрод представляет собой сплошную проволоку, непрерывно подаваемую через дугу в сварочную ванну, которая в конечном итоге становится присадочным металлом в сварном шве. Тип проволоки выбирается в соответствии с прочностью металла сварного шва и прочностью основного металла. Смесь инертных газов, таких как гелий и аргон, втекает в зону сварного шва для экранирования и защиты дуги, сварочной ванны, электрода и основного металла, прилегающего к сварному шву, от взаимодействия с атмосферой. Параметры сварки, которые контролируются для получения приемлемых сварных швов, включают ток дуги, напряжение дуги, скорость подачи проволоки, скорость перемещения электрода, плотность тока и температуру предварительного нагрева.Предварительный нагрев включает нагрев основного металла в области, окружающей стык, перед сваркой. Его часто используют для снижения остаточных усадочных напряжений и повышения стойкости к растрескиванию в зоне сварного шва.
Рисунок 8.5. GMAW процесс. GMAW , Газовая дуговая сварка металла.
GMAW может использоваться для соединения разнородных металлов с близкими температурами плавления и металлургической совместимостью. Близкая температура плавления требуется для обеспечения контролируемого плавления с обеих сторон соединения.Металлургическая совместимость требуется для предотвращения растрескивания в ЗТВ или в основных металлах, а также для создания микроструктуры в зоне сварного шва, которая может обеспечить адекватные характеристики соединения и коррозионную стойкость. Например, при сварке низкоуглеродистой стали с высоколегированной сталью граница плавления может содержать недопустимые уровни очень твердой, хрупкой мартенситной фазы, что снижает прочность соединения. Для некоторых металлургически несовместимых металлов можно выполнить удовлетворительный сварной шов с использованием подходящего присадочного материала.
Сталь и алюминиевые сплавы несовместимы для дуговой сварки, так как (1) существует большая разница между их температурами плавления (см. Таблицу 8.3), (2) железо имеет почти нулевую растворимость в алюминии и (3) хрупкие интерметаллические соединения , такие как Fe 2 Al 5 и FeAl 3 , образуются в месте сварки. Кроме того, большие различия в их тепловых свойствах, таких как коэффициент теплового расширения и теплопроводность, приводят к возникновению внутренних усадочных напряжений после сварки.По этим причинам сварные швы плавлением стали и алюминия в процессе эксплуатации растрескиваются и ломаются.
8.2.2.2 Газовая дуговая сварка вольфрамом
При газовой вольфрамовой дуговой сварке (GTAW), также называемой сваркой вольфрамовым электродом в инертном газе, электрическая дуга создается между неплавящимся вольфрамовым электродом и соединяемыми деталями. Как и в GMAW, для защиты сварочной ванны вокруг дуги используется экранирование инертным газом. Вольфрам является хорошим электродным материалом из-за его высокой температуры плавления 3410 ° C.В случае алюминия сам электрод используется для разрушения оксидного слоя на поверхности алюминиевого листа. В некоторых случаях может потребоваться наполнитель. Когда используется присадочный материал, он подается в место сварки из отдельного стержня или проволоки, а не через электрод. Присадочный материал расплавляется дугой и добавляется в сварочную ванну. GTAW работает медленнее, чем GMAW, но сварные швы, выполненные с помощью GTAW, имеют гораздо лучший внешний вид и не требуют отделочных операций или требуют совсем немного, поскольку в GTAW не образуются брызги.
Зависимость постоянного тока от постоянного выходного напряжения
У меня дома есть небольшой сварщик MIG. Я хочу использовать его для сварки штангой, но мне сказали, что я не могу. Почему это? В работе у нас есть несколько разных типов сварочных аппаратов. Почему некоторые из них могут использоваться только для сварки штучной сваркой, а некоторые — только для сварки проволокой, а другие аппараты могут использоваться и для того, и для другого? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV / CC» внутри них.Значит ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что их задавали многие сварщики. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, вырабатывающие на выходе постоянный ток (CC), и источники питания, которые производят постоянное выходное напряжение (CV). Многопроцессорные источники питания — это те, которые содержат дополнительные схемы и компоненты, которые позволяют им выдавать как CC, так и CV выход в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, в которой ток (A) и напряжение (V) постоянно меняются. Источник питания отслеживает дугу и вносит изменения в миллисекунды, чтобы поддерживать стабильное состояние дуги. Термин «постоянный» относителен. Источник питания CC будет поддерживать ток на относительно постоянном уровне, несмотря на довольно большие изменения напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока. Рисунок 1 содержит графики типичных выходных кривых источников питания постоянного и постоянного тока. Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
Рисунок 1: Выходные кривые для источников питания постоянного и постоянного тока |
Следует также отметить, что в этой статье обсуждаются только обычные типы источников сварочного тока.При импульсной сварке с использованием многих новых источников питания с технологией управления формой волны вы действительно не можете рассматривать выход как строго CC или CV. Скорее, источники питания отслеживают и изменяют как напряжение, так и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о CC и CV, мы должны сначала понять эффекты как тока, так и напряжения при дуговой сварке.Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой электрод или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или тем выше скорость плавления, измеряемая в фунтах в час (фунт / час) или килограммах в час (кг / час). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение регулирует длину сварочной дуги, а также ширину и объем дугового конуса. По мере увеличения напряжения длина дуги становится больше (и конус дуги шире), а по мере ее уменьшения длина дуги становится короче (и конус дуги уже). На рисунке 2 показано влияние напряжения на дугу.
Рисунок 2: Влияние напряжения дуги |
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварочной мощности является наиболее стабильным и, следовательно, предпочтительным. Процессы дуговой сварки защищенного металла (SMAW) (также известные как MMAW или Stick) и газо-вольфрамовая дуговая сварка (GTAW) (также известные как TIG) обычно считаются ручными процессами.Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом перемещения, рабочим углом, скоростью перемещения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (т. Е. Ручных процессах) CC является предпочтительным типом выхода от источника питания.
И наоборот, процесс газовой дуговой сварки (GMAW) (он же MIG) и процесс дуговой сварки порошковой проволокой (FCAW) (он же флюсовый сердечник) обычно считаются полуавтоматическими процессами.Это означает, что вы по-прежнему держите сварочный пистолет в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние между контактным наконечником и рабочим расстоянием (CTWD). Однако скорость подачи электрода в соединение (известная как скорость подачи проволоки (WFS)) автоматически регулируется устройством подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (то есть полуавтоматических процессов) предпочтительным выходом является CV.
Таблица 1 содержит сводку рекомендуемых типов вывода по процессу сварки.
Таблица 1: Рекомендуемый тип выхода источника питания для процесса дуговой сварки |
Чтобы использовать более простую конструкцию и снизить затраты на закупку, источники сварочного тока обычно предназначены для использования только с одним или двумя типами сварочных процессов. Таким образом, базовая машина для стержневой сварки будет иметь мощность только CC, поскольку она предназначена только для сварки стержнем.Аппарат TIG также будет иметь выход только CC, так как он предназначен только для сварки TIG и электродной сварки. И наоборот, базовая машина MIG будет иметь только выходное напряжение CV, поскольку она предназначена только для сварки MIG и сердечника под флюсом. Что касается вашего первого вопроса «Почему я не могу выполнять сварку при помощи сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено и не рекомендуется для сварки при помощи сварочного шва. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG.Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут производить как CC, так и CV. Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рис. 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рисунок 3: Пример источников сварочного тока по типу выхода |
Вы можете создать сварочную дугу с любым из сварочных процессов на выходе типа CC или CV (если вы можете настроить сварочное оборудование для этого).Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Теперь давайте обсудим, почему эти последние утверждения верны. С помощью двух ручных процессов, SMAW и GTAW, вы управляете всеми переменными вручную (вот почему они являются двумя процессами, требующими наибольшего количества навыков оператора).Вам необходимо, чтобы электрод плавился с постоянной скоростью, чтобы вы могли подавать его в соединение с постоянной скоростью. Для этого сварочная мощность должна поддерживать постоянный ток (т. Е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение — менее контролируемая переменная. При ручных процессах очень трудно постоянно поддерживать одну и ту же длину дуги, потому что вы также постоянно вводите электрод в соединение. Напряжение меняется в результате изменения длины дуги.С выходом CC ток — это ваша предварительная установка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь сваривать с помощью процесса SMAW, например, используя выходное напряжение CV, ток и итоговая скорость плавления будут слишком сильно отличаться. Когда вы двигались по стыку (пытаясь согласоваться со всеми другими параметрами сварки), электрод плавился бы быстрее, затем с меньшей скоростью, затем с большей скоростью и т. Д. вы вставили электрод в стык.Это невыполнимое условие, поэтому выход CV нежелателен.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. Хотя вы все еще управляете многими параметрами сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, установленной на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролирующая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь выполнить сварку с использованием процессов GMAW или FCAW, используя выход CC, напряжение и результирующая длина дуги будут слишком сильно отличаться. При уменьшении напряжения длина дуги станет очень короткой, и электрод войдет в пластину.Затем по мере увеличения напряжения длина дуги станет очень большой, и электрод сгорит обратно к контактному наконечнику. Электрод будет постоянно вонзаться в пластину, затем гореть обратно к кончику, затем врезаться в пластину и т. Д. Это невыполнимое условие, что делает выход CC нежелательным.
В качестве примечания, также принято полностью автоматизировать процессы сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются под постоянным углом, расстоянием или скоростью.Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, а для автоматизированных GMAW и FCAW — по-прежнему CV. Пятый распространенный процесс дуговой сварки, сварка под флюсом (SAW) (также известная как поддуговая дуга), также обычно является автоматизированным процессом. Для SAW обычно используется выход CC или CV. Определяющими факторами, определяющими, какой тип вывода является наилучший, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. При полуавтоматической SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. Пример на , рис. 4 ). Это оборудование, которое позволяет вам идти вразрез с основными правилами, описанными в этой статье… в некоторой степени. Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они могут работать с источником питания постоянного тока, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Когда впервые появились эти портативные механизмы подачи проволоки, теория заключалась в том, что их можно было использовать с большой существующей базой источников питания CC, уже используемых в полевых условиях (в основном, сварочных аппаратов с приводом от двигателя), и, таким образом, теперь дают производителям GMAW и FCAW (т.е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете на выходе CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
Рисунок 4: Пример переносного устройства подачи проволоки |
Реальность сварки проволокой с выходом CC состоит в том, что она довольно хорошо работает с одними приложениями и плохо работает с другими. Относительно хорошая стабильность дуги достигается при использовании процесса порошковой сварки в среде защитного газа (FCAW-G) и процесса GMAW в режиме струйной дуги или импульсной струйной дуги для переноса металла. Тем не менее, стабильность дуги все еще очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме передачи металла при коротком замыкании.В то время как напряжение изменяется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуга MIG со струйным распылением, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги очень хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (например, 22 В или меньше), более чувствительны к колебаниям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Другой фактор, связанный с использованием электродов FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги, по сути, могут привести к чрезмерному попаданию дуги в атмосферу. Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих переносных механизмов подачи проволоки с источником питания с выходом CV используйте его вместо выхода CC.Наконец, хотя выход CC может быть приемлемым для сварки FCAW-G общего назначения, а также для струйной дуги и импульсной сварки MIG, он не рекомендуется для работы с качеством кода.
.