10 советов, которые помогут начинающему TIG сварщику

TIG сварка (Tungsten Inert Gas) получает все большее распространение благодаря исключительному качеству сварных соединений. Но, к сожалению, в массовом производстве она практически не применяется. Это вызвано тем, что она имеет низкую производительность и все работы на ней, зачастую, производятся вручную. А где люди, там и человеческий фактор, поэтому каждый сварщик, который работает с TIG сваркой должен знать эти 10 простых правил:
Чистота — залог здоровья
Для TIG сварки, как ни для какой другой, важна чистота зоны сварки, поскольку любые загрязнения приведут к потере качества шва, который наносится. В случае сварки алюминия, даже если травление производилось за несколько часов до начала сварки, перед самим процессом желательно еще раз пройтись щеткой, чтобы уничтожить новообразовавшуюся оксидную пленку, так как в процессе сварки металл становится очень чувствительным к подобного рода загрязнениям.
Правильно подобранный электрод — хороший электрод
Не смотря на то, что TIG сварка практически не расплавляет электрод, как обычные способы, но химический состав, диаметр и заточка электрода всё же имеют значение.
Если в случае с диаметром все более-менее понятно: тоньше материал — меньше диаметр электрода, то с химическим составом возникают вопросы. Так решим же их, рассмотрев различия в трёх самых популярных типах электродов:

Чистый, нелегированный вольфрам (обозначается зеленой меткой на электроде)
Чистый вольфрам обычно используется для сварки алюминия, поскольку прекрасно работает на переменном токе и может использоваться со всевозможными защитными газами. К недостаткам можно отнести сравнительно быстрое расходование (сгорание) по сравнению с другими типами электродов, но это с лихвой компенсируется низкой стоимостью электродов из чистого вольфрама.
Торированный вольфрам (обозначается красным)
Главным преимуществом торированного электрода перед представленным ранее чистым вольфрамовым, является лучшая стабильность работы на постоянном токе. Эти электроды так же могут использоваться на переменном токе, но только на небольших толщинах. Главный их недостаток — небольшое радиоактивное излучение, поэтому они нуждаются в особых условиях хранения и работы с ними.
Лантанированный вольфрам (обозначается синим)
Этот тип электродов отличается удобством использования — на них значительно проще зажигать и удерживать дугу, лучше сохраняется форма заточки наконечника. Также к плюсам можно отнести значительную износостойкость и, как следствие, меньшее потребляемое количество на единицу шва.
Знай с чем работаешь
При сварке ответственных конструкций крайне важно знать, с какой толщиной и маркой металла ведется работа, поскольку в зависимости от этих факторов нужно подбирать присадочную проволоку, электрод и тип заточки. Соответственно, чем больше ответственность шва, тем более скрупулёзно нужно подходить к выбору используемого материала.
Постоянный или переменный?
Тип тока, который используется при сварке, сильно влияет на конечный результат.
Для сварки алюминия и магния обычно используется переменный ток. Обусловлено это тем, что постоянная перемена полярностей обуславливает разрушение оксидной пленки, которой покрывается металл (Т° плавления алюминия — 660°С, а Т° плавления оксидной плёнки — около 2000°С).
В остальных же случаях допускается использование постоянного тока.
Правильно затачивать тоже надо уметь


В зависимости от материала, который сваривается, нужно по-разному готовить электрод. В случае со сваркой стальных листов средней толщины, достаточно просто заточки «в половину» (электрод толщиной 3 мм заточить до 1.5 мм). Это помогает сфокусировать дугу и улучшить точность позиционирования. Чем тоньше метал — тем острее нужна заточка. Для переменного тока необходимо несколько закруглить конец, для постоянного — плоская заточка. И еще: затачивать нужно, чтобы канавки оставались по длине электрода, а не в поперёк, поскольку так дуга будет гореть намного более сфокусировано. Для алюминия действуют совсем другие законы. При сварке алюминия необходимо, чтобы кончик электрода был закруглен, для улучшения стабильности горения дуги.
Так же нужно не забывать, что электрод изнашивается, поэтому нужно контролировать его состояние (при необходимости затачивать и следить за его чистотой)
Регулирование силы тока
В большинстве современных сварочных аппаратов для TIG сварки существует автоматическая система регулирования силы тока, но что делать, если в аппарате её не предусмотрено, а шов нужно нанести? При ручном управлении силой тока, рекомендуется начинать процесс с как можно большей силой, и только после образования сварной ванны уменьшать её до комфортных значений.
Правильное движение
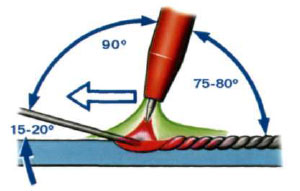
Для TIG сварки, как ни для какой другой, важно, как происходит перемещение сопла. Чтобы начать нанесение шва, необходимо разместить сопло под углом 90° относительно шва. После формирования сварочной ванны угол уменьшается до 70-80°. При заварке кратера угол уменьшают до 20-30°.
Осторожно с алюминием
При работе с алюминием нужно быть предельно осторожным, поскольку он обладает значительной теплопроводимостью и не имеет цветов побежалости. Поэтому при сварке алюминия травмоопасность значительно выше, чем при сварке других металлов.
Учитывай форму соединения
Различные соединения требуют различного подхода. При сварке внахлестку, к примеру, необходимо увеличить фокусировку тепла на торцах, поскольку это позволит обеспечить максимальную прочность при минимальном тепловложении. Так же необходимо учитывать форму шва при добавлении присадочного материала (больше тепла — больше присадочного металла).
Больше практики
Ничто так не помогает при TIG сварке, как опытная рука. Ведь даже прочтя все теоретические рекомендации, но взяв держак и присадочную проволоку впервые в жизни, идеальный шов никак не получится. Поэтому, перед тем, как приступать к сложным и ответственным швам необходимо попрактиковаться.
Аргонодуговая сварка для чайников | Сварка своими руками
SUPERIOR TIG 421 DC — HF/LIFT + TIG acc
Аргонодуговая сварка (TIG) – это сварка несгораемым вольфрамовым электродом в среде инертного газа. Основа процесса заключается в том, что между вольфрамом и деталью происходит интенсивное перетекание электрического тока (дуга), а зона сварочной ванны ограждена от вредного влияния воздуха защитной атмосферой.
В самом начале аргонодуговая сварка была создана для алюминиевых сплавов. Но в процессе освоения данного нового способа выяснилось, что таким образом отлично соединяются и нержавеющие стали, а так же другие металлы и их сплавы: черные стали (если требуются высокие показатели качества шва), Сu, Ti, Mg, бериллий (Be).
Плюсы (если сравнивать с ручной электродной и полуавтоматической сваркой):
- выполнение операций с деталями малых размеров.
- Отсутствие окалины, шлака, чистота рабочей зоны
- Широкий спектр свариваемых металлов. Есть такие, которые поддаются только TIGу : магний, титан.
- идеальный шов
- возможность работы с разнотолщинными листовыми металлами.
Минус:
- небольшой КПД
Чтобы начать работать
с аргонной сваркой необходим источник тока, аксессуары к нему TiG –горелка, кабель массы, редуктор, баллон с газом, присадочные прутки, сварочная маска и краги (перчатки).
Выбор источника тока
зависит от того, какие задачи перед Вами стоят.
- Источников существует большое количество, начиная от самых простых и заканчивая довольно сложно устроенными аппаратами. Но для того, чтобы научиться варить и получить первые навыки достаточно приобрести инвертор ММА постоянного тока с функцией TiG. Чем он будет отличаться от тех, которые такой функции не имеют? Возможностью понизить выходное напряжение для TIG, тогда как ручная сварка выполняется на более высоком напряжении. Такой вариант подойдет для обучения и неответственных работ по нержавейке, углеродистой и низколегированной стали, латуни и меди.
- Для полноценной сварки в аппарате необходимо присутствие двух функций. Это :
- бесконтактный поджиг
- заварка кратера.
- Если вы хотите варить алюминий, магний, титан, вам нужно приобрести более серьезный инвертор, который кроме работы на постоянке, предоставит возможность переключиться на переменный ток.
- В последнее время появились инверторы, которые помимо прочих стандартных функций оснащены дополнительными, что облегчает работу с разнотолщинными деталями в разных пространственных положениях. Например, пульсовый режим. Но нужно заметить, что правильно им пользоваться и производить корректные настройки могут только сварщики с большим опытом.
Среда защитного газа
В аргонодуговой сварке применяется исключительно инертные газы: это аргон, либо гелий. но практически в 100% случаев используется аргон. Гелий применяется крайне редко в промышленных задачах, иногда применяется смесь аргона с гелием. Часто задают вопрос: можно ли применить углекислоту или смесь с ней. Ответ: нет, потому что вольфрам реагирует в окислительной среде и начинает плавиться. Давление/расход газа, если на редукторе установлен ротаметр 5-8 л./мин. Если редуктор без ротаметра, на манометре должно быть приблизительно 0,2 Бар
Вольфрамовые электроды
Очень важная часть сварочного дела. Так как между электродом и изделием зажигается дуга. элемент вольфрам выбран не случайно т.к. это самый тугоплавкий из металлов. Более высокая температура плавления, разве что у углерода, который, впрочем, относится к неметаллам. Вольфрам выдерживает высокие температуры и не плавится. Существует огромное количество марок вольфрамовых электродов. Все они обозначаются цветовыми кодами. Есть универсальные электроды для сварки на постоянном/переменном токе, а так же те, которые предназначены только для переменного или постоянного тока. Например, для сварки на переменном токе есть электроды, верхняя нерабочая часть которых окрашена в зеленый цвет, это означает, что они состоят из чистого вольфрама. На постоянном токе они не применяются, потому что их сложно заточить. Есть электроды с добавлением других компонентов, таких как: лантан, церий. Сами компоненты добавляются для того, чтобы электрод хорошо затачивался и держал форму в процессе работы. Окрашиваются они в синий, белый, серый, желтый и золотистый цвета. В серый и синий электроды добавляется лантан, только в разных пропорциях.
Электроды для сварки на постоянном токе окрашиваются исключительно в красный цвет, и это означает, что туда добавлен торий, что делает их максимально устойчивыми. Не забывайте, что торий радиоактивен и при его заточке нужно соблюдать правила техники безопасности. Нужно организовать вытяжку, которая будет вытягивать радиоактивную пыль, либо, если нет возможности таковую оборудовать, можно использовать специальные машинки для зачистки, единственный минус которых ( правда, довольно ощутимый) это их цена.
Есть возможность выбрать диаметр электрода Ø1мм;Ø 1,6мм; Ø2мм; Ø3,2мм; и мах -Ø4мм. Каждый существует для, того, чтобы им работать на определенном диапазоне сварочных токов.
| Электрод, мм | Ток, А |
| 1 | до 50 |
| 1,6 | до 100 |
| 2/2,4 | до 200 |
| 4мм | свыше 300А |
По заточке электродов
есть определенные требования, как это правильно делать, выдерживая определенный угол и направление, но многие затачивают «на глаз» так, чтобы он был острый, как игла. Это нужно для того, чтобы дуга была максимально сфокусирована в небольшом пятнышке сварочной ванны. Если заточки не будет, дуга образует слишком большой диаметр и тепловложение будет недостаточным.
Для сварки на переменном токе электрод так же необходимо затачивать, но таким образом, чтобы его кончик был немного притуплен, так как он греется сильнее и наблюдается подплавление. Это не страшно, так и должно быть.
Присадочный материал
Присадочный материал
Так же для осуществления сварки необходимо в качестве материалов иметь сварочную проволоку в прутках, которая представляет собой главный компонент сварного соединения, помимо основного металла. Добавляется он для того, чтобы создать шов, заполнить фаски.
Химический состав прутков должен соответствовать химсоставу основного металла или быть близким к нему по количеству углерода и содержанию легирующих элементов.
Перечислим основные прутки применяемые для аргонодуговой сварки:
- TIG ER-308LSi для нержавеющих сталей аустенитного класса типа пищевой нержавеки 12Х18Н10Т или 308-й
- TIG 316LSi для других коррозионостойких сталей типа10Х17Н13М3Т
- 5356 для алюминиево-магниевых сплавов, маркирующихся АМг
- 4043 подойдет для широкого спектра литейных алюминиевых сплавов. содержащих множество химэлементов в своем составе
- СuSi3 используется для сварки меди.
- Существуют так же отдельные виды прутков для низко/среднеуглеродистых сталей, низколегированных, а так же для латуни, магния, бериллия, титана и других спецметаллов.
Диаметр проволоки подбирается в зависимости от толщины металла. Если нужно сварить 1 мм, соответственно, берите миллиметровую присадку. Если толщина металла 5 мм – подойдут прутки 3-4мм.
TIG сварка: особенности и преимущества
Аргонодуговая TIG сварка (или просто сварка тиг) очень популярна у профессиональных сварщиков. Ее широко используют не только на крупных производствах, но и в небольших мастерских, например, автосервисах. Все дело в универсальности такой технологии: вы сможете без труда сварить как тонкий эстетичный шов, так и полностью проплавить толстые стыки деталей. Вам также не страшна сварка меди, алюминия или нержавеющей стали. Но не все так просто. Эта технология имеет ряд нюансов, которые нужно учесть перед сваркой.

В этой статье мы подробно расскажем, что такое аргонодуговая tig сварка, какие достоинства и недостатки есть у этой технологии, как правильно варить тиг сваркой и какое оборудование необходимо для работы.
Содержание статьи
Общая информация
Что такое автоматическая аргонодуговая сварка или ручная аргонодуговая сварка TIG? Давайте начнем с самой аббревиатуры. TIG означает «tungsten –Inertgasschweißen» (адаптивный перевод «вольфрам-защитный инертный газ»). В этой аббревиатуре заложена вся суть данного метода сварки: в работе применяется вольфрамовый электрод и защитные газы.

Вольфрамовый электрод — ключевой компонент TIG сварки. Он обладает уникальными свойствами: плавится при относительно небольшой температуре (около 3500 градусов по Цельсию), так что его можно без проблем использовать со всеми видами алюминия и стали. При этом «плавление» номинальное. Сам электрод считают неплавящимся, а это значит, что его необходимо периодически затачивать, чтобы дуга была стабильной и ее было легче вести. Сам стержень фиксируется в горелке, при этом нет нужды беспокоиться о длине электрода, поскольку неиспользуемая длина находится в специальном колпачке.
На конце горелки расположено сопло, в котором держится электрод, и вокруг горелки осуществляется подача защитного газа с помощью специальной кнопки. В большинстве случаев в качестве защиты используют газ аргон. Если не использовать аргон, то в сварочную ванну попадет кислород и качество шва будет неудовлетворительным. Соединение будет пористым и непрочным, не исключено образование трещин. Все эти проблемы и предотвращает газ.
Необходимо зажечь дугу. Она будет плавить предварительно разделанные кромки. Если есть возможность расположить детали как можно ближе друг к другу, то это хорошо. Шов получится очень надежным и герметичным. Если имеет место работа с зазорами или нужно сварить крайне прочный шов, способный переносить существенные механические нагрузки, то сварщики используют присадочную проволоку.
В качестве присадочного материала нужно использовать проволоку, изготовленную из того же металла, который требуется сварить. С помощью такой технологии можно легко сварить алюминий, с которым у новичков обычно много проблем. При высокой температуре на поверхности алюминия образуется окисная пленка, которая препятствует формированию качественного шва. В худших случаях пленка просто не дает сделать сварочную ванну и вести шов. С помощью тиг сварки можно решить эту проблему, поскольку защитный газ не дает пленке формировать на поверхности металла.
Применение
TIG сварка с поддувом получила свое распространение еще и потому, что температура горения дуги достаточно высокая. Благодаря такой особенности сварщик может соединить и углеродистую сталь, и цветной металл. При этом качество шва будет на достойном уровне. Можно работать с чугуном, алюминием и его сплавами, титаном и другими металлами. Особенно эстетичными получаются швы при тиг сварке нержавейки. Шов сразу получается чистым, его не нужно очищать от шлака или брызг.

Все эти достоинства TIG сварки позволяют данной технологии находить себе применение на заводах крупных автоконцернов, в пищевом бизнесе, в химической и нефтеперерабатывающей отрасли, многих частных автосервисах и станций технического обслуживания автомобилей.
Преимущества
Помимо всех перечисленных выше плюсов есть еще ряд достоинств, которые нельзя не упомянуть. Все они связаны, конечно, с использованием вольфрамовых стержней и инертных газов. Итак, плюсы:
- Не смотря на высокую температуру минимальная деформация металла при сварке за счет узкой зоны прогрева.
- Газ аргон тяжелее кислорода, поэтому воздух беспрепятственно вытесняется из сварочной зоны.
- Работа проводится быстро, обучиться не сложно, сваркой может заниматься даже мастер без высокой квалификации.
- Сварное соединение получается очень аккуратным и ровным, не требуется никакая механическая обработка шва.
- Можно сварить множество металлов, в том числе проблемных (вроде алюминия).
- Значительно меньше негативного влияния на экологию.
Недостатки
Аргоновая сварка всем хороша, но наша статья объективна, так что расскажем и о минусах:
- Сварка на открытом воздухе при ветреной погоде затруднительна, поскольку газ буквально выдувается из сварочной зоны (проблема решается установкой ветрозащитных щитов, но при этом расход газа существенно увеличиться).
- В отличие от других видов сварки, тиг сварка требует тщательной подготовки металла. Кромки нужно зачистить, не должно быть никаких следов масла и грязи, поверхности должны быть обезжирены. Если проигнорировать этот этап, то шов получится пористым и некачественным.
- Горелка устроена таким образом, что работа в труднодоступном месте может превратиться в настоящую проблему. Мастера предлагают увеличивать вылет стержня или обрезать электрод, но все это приводит к перегреву или другим неприятностям.
- Если вы используете в своем аппарате функцию «TIG lift», при этом разжигаете дугу вне сварочной зоны, то на поверхности металла могут образоваться следы, которые нужно потом зачищать. Но это скорее минус, связанный с неопытностью сварщика.
Как варить TIG сваркой
Запомните самое главное: 50% успеха — это правильный режим TIG. От этого зависит, насколько оправдаются ваши старания по подбору электрода. Но об этих особенностях мы поговорим позднее. Для начала расскажем о подготовке металла.
Очистите кромки от грязи, краски, масла и коррозии (если имеется). Даже если вам кажется, что кромки не нуждаются в очистке, все равно не игнорируйте этот этап. Затем нужно выбрать силу тока. От этого будет зависеть то, насколько хорошо проплавится металл. Ниже таблица с рекомендациями по установке силы тока.

Затем нужно установить полярность. Если вы работаете на постоянном токе, то используйте прямую полярность. Если вам предстоит тиг сварка переменным током, то соответственно обратную полярность.
Также нужно хорошо заточить электрод. Конец электрода следует отполировать. Если вам нужно сварить тонкий металл, то выбираются специальные электроды для тонкого металла, которые затем затачиваются до остроты. Если предстоит сварка тиг толстого металла, то можно изменять угол заточки.
Чтобы зажечь дугу можно провести электродом по поверхности металла (метод чирканья, по аналогии со спичками), можно включить функцию TIG lift, упрощающую поджиг дуги, или пользоваться методом бесконтактного поджига. Мы рекомендуем использовать именно третий метод, но он доступен только при работе с профессиональными дорогими аппаратами.
А теперь поговорим немного про оборудование, которое обязательно вам понадобиться, если вы решите заниматься этим видом сварки профессионально. Для начала приобретите или узнайте, если на вашем рабочем месте аппарат, в котором доступны разные режимы TIG сварки, кабель для крепления на массу, газовый баллон и редуктор. Это очень важно.
Также неплохо было бы узнать о том, какая горелка используется в вашем аппарате. Есть два типа: первый применяется при работе с тонкими металлами (до 3 миллиметров), второй соответственно для всех остальных металлов. Горелка для тонких металлов отличается малой мощностью, поэтому с ней удобнее работать, она быстро остывает. А вот горелка второго типа нуждается в дополнительной системе охлаждения. Например, система водяного охлаждения, когда в горелку встроена трубка с подачей холодной воды и спирта, чтобы вода не замерзла, когда система охлаждения долго не используется.
Вместо заключения
Сварка tig — технологичный и современный способ сварки, открывающий новые возможности даже для опытного мастера. Сварка аргоном с применением вольфрамового электрода или присадочной проволоки позволяет сварить различные типы металлов, от тонких до толстых. Вам доступна быстрая и качественная сварка меди, алюминия, чугуна и титана. Больше не нужно тратить уйму времени, пытаясь решить все проблемы, связанные с особенностями каждого металла.
TIG сварка — это выбор профессионалов своего дела. Эта технология востребована во многих сферах деятельности человека и постоянно требуются мастера со знанием этой технологии. Применяя в своей работе наши рекомендации вы сможете приступить к сварке и успешно завершить ее. Но не останавливайтесь на достигнутом, изучайте как можно больше теории, чтобы затем применить ее на практике. Желаем удачи в работе!
Аргонная сварка: обучение для начинающих
Аргон — часто применимый в сварке газ. Не имеет цвета и запаха, обладает отличными защитными свойствами. Главное достоинство аргона — невысокая цена. По этой причине аргон применяется не только в условиях заводского производства, но и в домашней сварке. Аргон можно приобрести только в стальных баллонах. Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.

К тому же, аргон не выделяет токсичные пары и не взрывоопасен. Зачастую аргон используется в дуговой, плазменной и лазерной сварке. Для дуговой сварки аргоном дополнительно используют плавящиеся или неплавящиеся электроды. В этом материале мы собрали для вас все самые полезные статьи о сварке аргоном. Они помогут вам в обучении.
Содержание статьи
Полезные статьи
Преимущества и особенности сварки аргоном
Сварка аргоном имеет своим преимущества и особенности, как и любая другая технология сварки. В данной статье мы рассказали обо всех нюансах: начиная от настройки режима сварки, заканчивая всеми плюсами и минусами данной технологии. Прочтите, чтобы понимать суть аргонодуговой сварки и не совершить ошибки.
Эта статья, по сути, краткий экскурс в тему аргонной сварки. Она обязательна к прочтению, если вы понятия не имеете, что это за технологии и каковы ее характерные особенности. Мы также рассказываем, какое оборудование можно использовать в связке с аргоном, чтобы добиться наилучшего результата.
Особенности сварки алюминия аргоном
Алюминий — один из самых популярных металлов. Его широко применяют при производстве всего: начиная от посуды, заканчивая деталями в микроэлектронике. Но несмотря на свою распространенность не все новички знают, как варить алюминий. Главная особенность алюминия — оксидная пленка, покрывающая всю поверхность металла. Она является главной головной болью для новичков. Из-за нее шов получается неаккуратным и непрочным.
Что такое оксидная пленка, как от нее избавиться и какое оборудование использовать, чтобы получить качественный шов — обо всем мы рассказываем в отдельной статье. Вы также узнаете, как правильно поджигать дугу и как сформировать сварочную ванну. Словом, все, что вам необходимо знать, чтобы сварить алюминий аргоном даже в гаражных условиях.
Как сварить черный металл аргоном
К черным металлам принято относить железо и его сплавы. Зачастую черный металл является сырьем для изготовления чугуна и различных сталей. Но бывают ситуации, когда приходится варить чистое железо. Сделать это непросто, но использование аргона значительно упрощает задачу.
Тем не менее, сварка черного металла аргоном тоже имеет свои плюсы и минусы. И вам в любом случае нужно соблюдать технологию, чтобы сделать сварное соединение прочным. Обо всем этом мы рассказываем в нашей статье. Из статьи вы также узнаете, какой выбрать режим сварки для сварки чермета и какие правила пожарной безопасности нужно соблюдать, чтобы избежать несчастных случаев.
Как своими руками сварить нержавейку аргоном
В этой статье мы подробно рассказываем, как варить нержавеющую сталь с помощью аргона. Нержавеющая сталь — материал непростой, со множеством нюансов. Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Вы узнаете обо всех нюансах: от оптимального расхода газа до положения горелки во время сварки. Мы поделились некоторыми советами, которые выработали в своей практике. Например, рассказали, как избежать окисления металла или как варить тонкие листы нержавеющей стали. В ГОСТах такой информации вы не найдете 🙂
Вместо заключения
Обязательно прочтите эти статьи, чтобы узнать все особенности сварки аргоном. Ведь аргоновая сварка нержавеющей стали и алюминия есть свои нюансы, которые нужно учитывать, чтобы качество шва было удовлетворительным. Ознакомьтесь со всеми достоинствами и недостатками сварки с применением аргона, чтобы знать, в каких случаях эта технология может оправдать себя.

Если вы профессиональный мастер, то поделитесь в комментариях своим опытом сварки аргоном. Это будет полезно для многих начинающих сварщиков, которые только начинают обучаться непростому сварочному делу.
[Всего голосов: 4 Средний: 3.8/5]Tig сварка: описание, особенности, оборудование, расходники
Существует несколько режимов ведения сварочного процесса. Они отличаются друг от друга условиями формирования сварного шва в металлах, применимостью, а также используемым оборудованием. Среди этих режимов важное место занимает tig сварка (Tungsten Inert Gas), название которого говорит о том, что он ведется в среде инертного газа.
Такой способ соединения металлов применяется на производстве и в автосервисах. В результате выполненных работ можно получить отличный по качеству и эстетике шов, эффективное проплавление кромок заготовок, а также качественное соединение деталей, имеющих большую площадь сечения.

Особенности
Если перевести на русский язык наименование режима, дающего аббревиатуру TIG, то получится «вольфрам с инертным газом». Разберем подробнее назначение каждого элемента в сварочном процессе. Проплавление металла осуществляется под воздействием электрической дуги, которая создается между двумя электродами под высоким напряжением. Роль одного электрода играет свариваемая деталь, а другого – специальный вольфрамовый стержень, которым управляет сварщик.
Вольфрамовый электрод плавится при температуре 4000°C градусов. Этот показатель существенно выше, чем у других металлов и сплавов, поэтому таким электродом можно вести сварку практически любых типов сталей. Для получения точного и аккуратного шва следует периодически затачивать электрод. Вольфрамовый стержень закреплен в цанге горелки, а незадействованная часть уложена в специальный колпак, предотвращающий замыкание.
Горелка сварочного аппарата устроена таким образом, что в середине сопла размещен электрод, а газ при этом подается по кругу. Так как в качестве защитного газа выступает аргон, то подобный способ сварки называют аргонодуговым. Идея защиты инертным газом заключается в вытеснении кислорода. Если он проникнет в сварную ванну, то в результате химических реакций начнет выделяться водород, что приведет к появлению множества трещин при кристаллизации металла. Для каждого сплава определяется свой режим сварки, характеризующийся определенным количеством газа и значением напряжения на электродах.

При достаточно точной обработке кромок свариваемых деталей происходит их проплавление и последующая кристаллизация. Если между поверхностями существует зазор, который нельзя устранить, то используется специальное присадочное вещество, которое подается в зону сварки в виде проволоки.
Тип сварки TIG получил широкое распространение. Благодаря тому, что температура дуги достаточно высокая, имеется возможность ведения работ с углеродистой сталью, а также с цветными металлами и их сплавами. Сварку ТИГ применяют при обработке чугунных, медных и алюминиевых изделий, но основное свое преимущество она показывает при сварке нержавеющей стали. Нержавейку можно сваривать и инверторами MMA, однако именно при ведении аргонодуговой сварки получается аккуратный и точный шов, который не следует впоследствии очищать от шлаков.
Проволока для присадки должна быть выполнена из того же материала, что и свариваемые элементы. ТИГ сварка позволяет сваривать алюминий. Если нет защитного газа, то расплавленный алюминий быстро окисляется. В среде аргона характерная пленочка окисла не образуется, и кромки равномерно расплавляются.

Сварка TIG чаще всего применяется в следующих работах и отраслях:
- машиностроение;
- работа с пищевой сталью, производство посуды;
- производство емкостей для хранения химически агрессивных веществ;
- ремонт автомобилей.
Как и любой другой вид сварки, аргонодуговой предъявляет ряд требований и обладает определенными особенностями. О них должен знать каждый сварщик, так как в противном случае невозможно будет гарантировать качественного результата.
- Свариваемые детали, в частности поверхности кромок, необходимо очистить от посторонних элементов и обезжирить.
- Вольфрамовый электрод подключается к отрицательной клемме инвертора.
- Для сварки алюминия необходимо оборудование, работающее в режиме AC (переменный ток).
- Необходимо правильно рассчитать сварной ток, исходя из условий работы. В частности, на выбор его значения влияет диаметр электрода. Чрезмерно большой ток приведет к плавлению электрода, что нежелательно.
- При отсутствии должного опыта рекомендуется формировать дугу небольшого размера.
- Перед сваркой необходимо провести подготовку горелки. Вольфрамовый электрод должен выступать из цанги на 3-5 мм.
- Необходимо обратить внимание на равномерное распределение газа по сечению сопла горелки.

Оборудование
Производство инверторных сварочных аппаратов совершило революцию на рынке сварочного оборудования. Традиционно считается, что для работы в режиме ТИГ необходимо иметь под рукой выпрямитель, однако, помня о том, что параметры сварки должны быть настроены, исходя из начальных условий, необходимо понимать, что одно лишь наличие выпрямителя не позволят осуществить процесс аргонодуговой сварки. Современные инверторы ТИГ особым способом преобразуют электрический ток, что позволяет существенно выигрывать в стоимости устройства, его габаритах и функциональности.
В комплекте поставляется силовой кабель «массы» и горелка. Также необходим баллон с редуктором. Более мощные грелки, приспособленные для работы с металлами, толщина которых превышает 3 мм, оснащены системой водяного охлаждения. В качестве носителя используется спирт и дистиллированная вода. В стандартные функции TIG инвертора входит возможность регулировки силы тока, полярности, скорости подачи газа.

Любой инвертор имеет определенное ограничение на длительность непрерывной сварки, оно обусловлено перегревом силовой установки при работе на больших мощностях. Длительность непрерывной сварки – это один из параметров, на который следует обращать внимание при выборе устройства. Существует еще ряд нюансов, и о них следует помнить.
- Адаптированность инвертора к изменениям параметров питающей сети. Зачастую случаются перепады напряжения, особенно явно это проявляется в сельской местности. Функциональный инвертор не только способен поддерживать стабильное горение дуги при пониженном напряжении, но и регулировать прочие параметры, стабилизируя процесс сварки. Обычно такие возможности имеются у сварочных аппаратов с синергетическим управлением.
- Функциональный инвертор должен иметь переключающийся режим AC/DC, то есть, работать с постоянным и переменным напряжением. Это существенно расширяет сферу применимости данного устройства.
- Конструкция грелки может обеспечить ведение вертикальных, горизонтальных или потолочных работ.
- Система защиты позволяет автоматически отключаться при превышении температуры критического значения. Для возобновления работоспособности инвертор должен остыть.

Расходные материалы
Сварка неплавящимся электродом не предполагает того, что он не расходуется в процессе. Скажем более, вольфрамовый электрод считается одним из видов расходников, за состоянием которого необходимо постоянно следить. Он действительно на 99 процентов состоит из вольфрама. Этот материал выбран не случайно, так как именно вольфрам имеет высокую температуру плавления. В качестве примесей используются такие компоненты, как тантал, иттрий, торий, лантан. Концентрация присадки обозначается условными цветами: белый, зеленый, синий.
К процедуре настройки относятся работы по заточке электрода. Форма торца стержня влияет на форму дуги, она в разных условиях должна быть различной. При ведении сварки постоянным током необходимо, чтобы дуга напоминала конус. Если ток переменный, то характерно закругление в месте контакта. Поверхность стержня дополнительно полируется.

Еще одним расходным материалом является газ. В сварке ТИГ его роль выполняет аргон. Аргон тяжелее воздуха, поэтому он вытесняет кислород из факела. В некоторых случаях приходится защищать зону горения от водорода. Здесь целесообразнее использовать гелий (самый легкий газ, за исключением водорода).
При ведении гелиевой сварки увеличивается мощность дуги и, как следствие, производительность. Взвесив все факторы, включая себестоимость процесса, гелий применяют только при работе с тугоплавкими металлами. В случае необходимости ведения сложных работ используют смесь, состоящую из аргона и гелия. Доля аргона составляет 40%. Аргон обеспечивает стабильное значение параметров сварки, а гелий позволяет осуществить проплавление металла на большую глубину.
Режимы
Сварка TIG может проводиться как постоянным, так и переменным током. Вот почему для большей функциональности рекомендуется приобретать инверторы AC/DC. По статистике чаще всего приходится применять однополярный режим (постоянный ток), который подходит для сварки многих металлов и сплавов. Но для работы с алюминием, титаном и некоторыми тугоплавкими материалами приходится переводить инвертор в режим AC (переменный ток).
Различия в методах ведения сварки могут проявляться еще на этапе формирования дуги. Первый способ реализуется проведением иглой по поверхности металла. При этом необходимо достаточно точно установить значение сварного тока. При слишком большом токе может произойти сквозное проплавление заготовки. Низкий ток становится причиной залипания электрода.

Поджиг дуги точечным касанием производится на большинстве сварочных аппаратов среднего ценового сегмента. Это дополнительная функция, которая заключается в подаче дополнительного импульсного тока именно в тот момент, когда происходит касание электрода поверхности металла.
Самым простым и эффективным способом розжига считается бесконтактный. Далеко не все инверторы оснащены такой функцией. Те сварочные аппараты, которые позволяют формировать дугу при поднесении электрода на определенное расстояние, стоят достаточно дорого.
Независимо от выбранного режима ведения сварки необходимо помнить, что для обеспечения ровного и эстетичного шва, а также стабильного проплавления металла на кромках необходимо выдерживать зазор в 3 мм между иглой и поверхностью. При увеличении этого зазора дуга останется стабильной, однако площадь сварной ванны увеличится, а глубина проплавления металла уменьшится. При сварке толстых заготовок кромки стыков разделывают под углом 45° градусов.
При ведении сварки постоянным током силовые кабели подключаются так, чтобы положительная клемма соединялась с деталью, а «минус» подавался на электрод. При таком способе подключения можно добиться оптимальной скорости сваривания, а вольфрамовый стержень будет расходоваться в меньшей степени. Помимо этого, получается глубокая ванна, что обеспечивает качественное проплавление металла. ТИГ сварку постоянным током используют при работе с легированными и высоколегированными сталями, а также с различными типами нержавеющей стали.

Переменный ток подразумевает изменение полярности электродов. При прямой полярности образуется сварная ванна. Изменение полярности влечет за собой очищение металлической поверхности и разрушение защитной пленки. В процессе сварки мастер имеет возможность балансировать время прямой и обратной полярности.
Недостатки
Несмотря на то, что аргонодуговая сварка считается универсальной, ей присущи некоторые недостатки. Прежде всего, следует понимать, что защитный газ эффективен только в безветренную погоду или при ведении работ в закрытых помещениях. Нередко приходится устанавливать заградительные щиты или увеличивать расход аргона.
Следующий недостаток, который выделяют многие сварщики, — необходимость качественной подготовки поверхности. Действительно, если сварку ММА можно вести по загрязнению или ржавчине, то металл перед сваркой ТИГ следует отчистить и обезжирить. Особенности конструкции горелки не позволяют вести работы в труднодоступных местах. В таких случаях приходится жертвовать электродом, ведь замена колпачка на более маленький требует обрезки вольфрамового стержня.
что это такое, способы соединения, особенности, преимущества
Сварка металлических деталей известна человечеству давно. Однако с развитием металлургии, появлением новых сплавов, соединений технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.

ТИГ сварка
Что такое ТИГ сварка?
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки. TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся». Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.

Красивые швы сварки
Применение
Поскольку ТИГ технология позволяет соединять множество металлов и сплавов на их основе, её используют в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология применяется в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали от кузова автомобилей, чинят радиаторы.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.

Режим ТИГ сварки
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.

Инвертор ТИГ сварки
Алгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
Чтобы не ошибиться при подключении элементов, можно посмотреть схемы и обучающее видео. После сборки необходимо провести настройку аппарата. От этого будет зависеть качество проводимых работ.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить. Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л/мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор. Горелку поднести к поверхности металла.
- После нажатия на кнопку включения появится искра. Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхностью должно быть не менее 3 мм. Вести заострённую часть можно по-разному. Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево. Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
ТИГ сварка используется для соединения металлов и сплавов на их основе. Защитный газ, применяемый во время проведения работ, не даёт появляться оксидной плёнке. Важно правильно настраивать оборудование, затачивать неплавящийся электрод перед работой, удерживать дугу на одном расстоянии от заготовки.
что это такое, как работает, где применяется, ее преимущества и недостатки
Одним из самых распространенных видов сварки является аргонодуговая, иначе TIG, сварка. Любимая профессионалами сварочного дела, она применяется как на крупных, так и на малых производствах (к примеру, в автосервисах).
Причиной тому – многофункциональность данного способа. Представляется возможным как сформировать качественный сварочный шов, так и хорошо сплавить детали большой толщины.
Аргонодуговая сварка легко справляется с алюминием, медью и нержавейкой. Однако есть особенности, на которые надо обращать внимание при работе с этой методикой.
Плюсы и минусы TIG сварки, точная технология выполнения процесса сварки, необходимое оснащение – все эти аспекты мы раскроем в этой статье для вас.
Содержание статьиПоказать
ЧТО ИЗ СЕБЯ ПРЕДСТАВЛЯЕТ ЭТА ТЕХНОЛОГИЯ
Аббревиатура TIG происходит от Tungsten-Inertgasschweißen и примерно переводится как «вольфрам-защитный инертный газ» (tungsten – англ. «вольфрам», Inertgasschweißen – нем. «инертный газ»).
Название определяет основу технологии, при которой используется вольфрам и защитные газы.
Главный элемент аргонодуговой сварки – это вольфрам, а точнее, вольфрамовый электрод. Применимый ко всем металлам: это позволяет его температура плавления около 3500 C.
«Плавление» в этом случае является номинальным. Вольфрамовый электрод причисляют к таким, что не плавятся, то есть время от времени его нужно затачивать для стабильности и легкого ведения дуги.
Вы можете не переживать о длине используемого электрода, так как остальная длина расположена под специальным футляром.
К горелке прикреплено сопло (коническая трубка), где закреплен электрод. Посредством нажатия кнопки со всех сторон горелки подается защитный газ.
Как правило, таким газом является аргон, поскольку при использовании другого газа кислород проникает в сварочную ванну. В итоге выйдет низкокачественный шов: сплав получится пористый и ненадежный, возможно появление расколов и трещин.
Аргон же средством предотвращения подобных проблем.
В начале работы сначала нужно зажечь дугу, которая расплавит заранее разделенные детали. Поставьте края настолько близко друг к другу, насколько это возможно. Это позволит сформировать устойчивый, непроницаемый шов.
Если нужен надежный шов, предназначенный для тяжелых нагрузок, воспользуйтесь присадочной проволокой при tig сваривании.
Берите присадочную проволоку и детали, которые вы будете приваривать, из одинакового материала. Новичкам это дает легко справиться с проблемной сваркой алюминия.
Высокая температура способствует образованию на поверхности этого металла окисной пленки, что мешает качественному свариванию. Иногда это просто не позволяет сформироваться сварочной ванне и шву.
Во время аргонодуговой сварки таких трудностей не возникает, потому что пленка не появляется из-за защитного газа.
ГДЕ ТРЕБУЕТСЯ СВАРКА TIG?

Еще одна причина популярности аргоновой сварки заключается в высокой температуре горения дуги. TIG разрешает сваривать углеродистую сталь и цветной металл, сохраняя качество шва.
Для этого подходят чугун, титан, алюминий, остальные металлы. Очень хорошо сваривается нержавеющая сталь – формируется высокопробный шов. При этом не требуется его очистка.
Предприятия больших автоконцернов, пищевкусовые фабрики, химическая и нефтеперерабатывающая сфера, автосервисы – производства всех этих отраслей нуждаются сварке TIG.
ДОСТОИНСТВА

Кроме тех, что мы уже назвали, имеются еще некоторые плюсы TIG, о которых важно сказать. Они существуют за счет ключевых компонентов технологии — вольфрамового стержня и инертного газа.
- Получение небольшой деформации деталей при высоких температурах из-за узкой области прогрева.
- Невозможность попадания воздуха в сварочную зону, поскольку аргон имеет больший вес, чем кислород.
- Нетрудоемкий процесс, которому легко обучиться. Такой сваркой может заниматься любитель или даже новичок.
- Сварочный шов в результате выходит аккуратный, ровный и не нуждается очистке и другом механическом вмешательстве.
- Возможность иметь дело трудными металлами, например, с алюминием.
- Производит менее пагубное воздействие на окружающую среду.
НЕДОСТАТКИ

Также своим долгом считаем рассказать вам и о минусах TIG технологии.
- Ветреная погода может разрушить все ваши планы на сварку, ведь газ будет выдуваться из сварной зоны (вы можете установить щиты для защиты, однако будет тратиться больше газа).
- Необходима скрупулезная подготовка металлических поверхностей перед сваркой. Детали должны быть очищены, не иметь масляных, грязных и жирных следов. Без этого обязательного этапа существенно снизится качество сварочного шва.
- Механизм горелки не дает легко сварить детали в малодоступных зонах. Вы можете сделать больше вылет стержня или уменьшить электрод, однако может произойти перегрев или другие проблемы.
- Если вы не опытны в деле сварки TIG, поджигание дуги вне сварной области может привести к образованию следов, которые затем надо убирать.
НЮАНСЫ TIG СВАРКИ

Большое значение для TIG сварки имеет правильный подобранный режим. Это напрямую связано с тем, какой электрод вы будете использовать. Об этих нюансах мы расскажем позже, а сейчас поговорим о подготовке металла.
Сперва необходима очистка краев от пятен масла, краски, от грязи или ржавчины. Не стоит пренебрегать этим, даже если вы думаете, что очистка не нужна. Следующий этап – это выбор силы тока. Значение этого показателя влияет на то, степень плавления металла.
Для вас мы подобрали таблицу с рекомендованными значениями силы тока для разных толщин металла и диаметров электрода.
После этого выбирается тип полярности. Для сварки постоянным током берется прямая полярность, а для переменного – обратная.
Важно приступать к работе с хорошо заточенным, отполированным электродом. Для сварки тонких деталей, используйте остро заточенный электрод. В других случаях угол заточенности электрода может изменяться в зависимости от толщины металла.
Есть пара способов поджигания дуги. Вы можете словно спичкой по коробку, чиркнуть электродом по детали, воспользоваться опцией TIG lift, которая облегчает этот процесс или вовсе применить способ бесконтактного зажигания.
Мы советуем вам прибегать к использованию последнего метода, хотя он имеется только в профессиональных дорогих инструментах.
Когда вы захотите освоить навыки сварки на уровне мастера или профессионала, будет необходимо иметь специальное оборудование.
Узнайте, какие режимы имеются в сварочном инструменте,что у вас имеется, есть ли кабель для крепления на массу, газовый баллон, редуктор.
Выясните тип горелки вашего аппарата. Их всего два: для металлов до 3 мм и для всех других. Первый удобен тем, что из-за своей небольшой мощностью, может быстро охладевать.
Горелки для металлов толще 3 мм требуют наличия вспомогательных систем охлаждения. Как, к примеру, система жидкостного охлаждения.
В аппарате находится трубка, которая подает холодную воду и спирт. Спирт – чтобы вода не замерзала, если система какое-то время не приводится в действие.
ПОДВЕДЁМ ИТОГИ
TIG сварка – перспективна и актуальна, разрешает за счет наличию вольфрамового электрода и присадочной проволоки сваривать разные виды металлов.
Вы можете легко и добросовестно сваривать титан, алюминий, чугун, медь, не затрачивая время на трудности, обусловленные характеристиками каждого металла.
Аргоновой сварке отдают предпочтение многие мастера этого дела. Она существенно важна для многих отраслей человеческой деятельности, что приводит к нужде профессионалов сварочного производства.
Следуйте нашим советам и у вас преуспеть в этом деле. Однако желаем вам не останавливаться на достигнутом и ставить новые цели. Удачи вам в ваших начинаниях!