Как сделать аргонную сварку своими руками из инвертора
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере.

- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.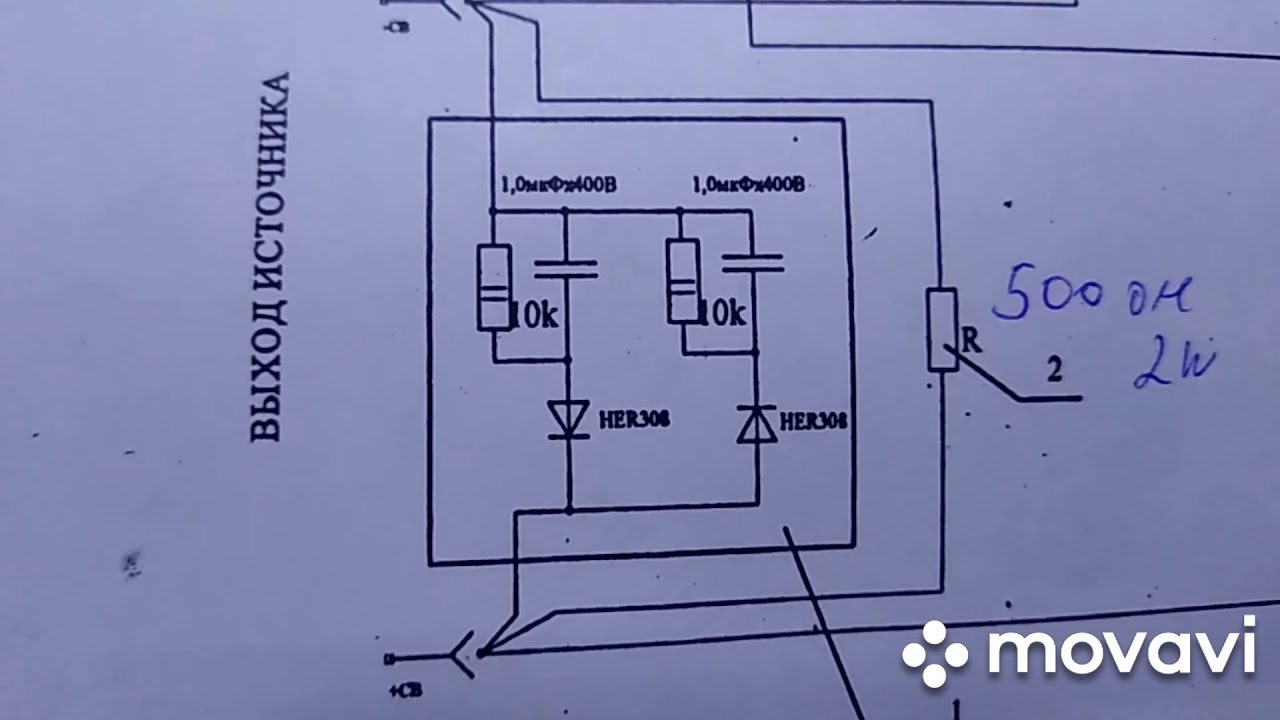
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.

Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится.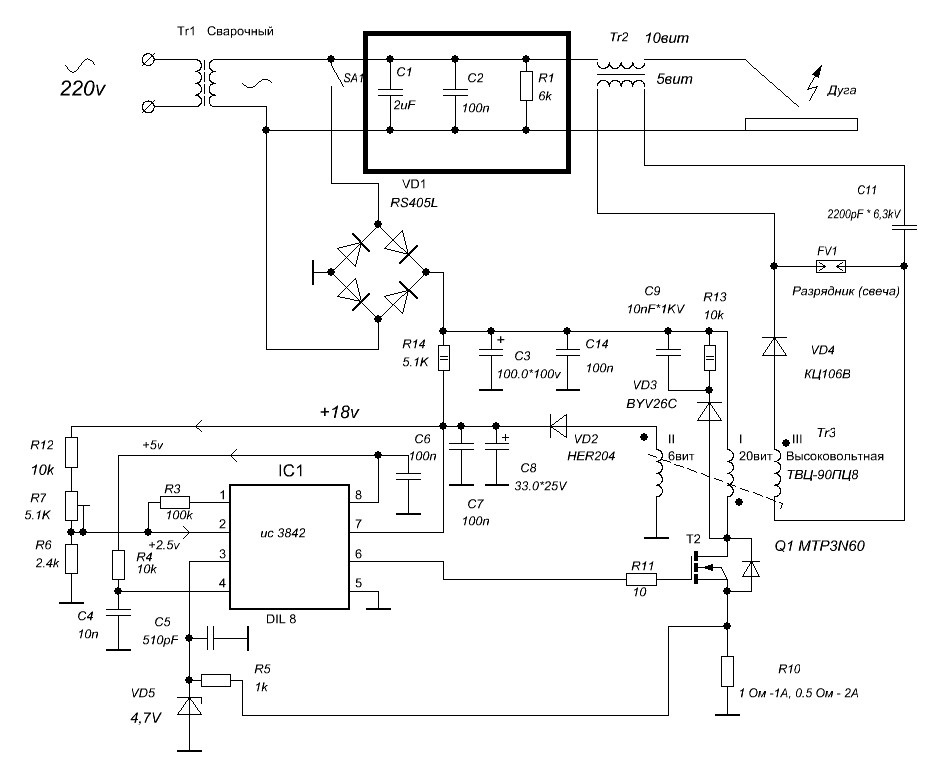 Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая
Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая
Осциллятор и блок защиты
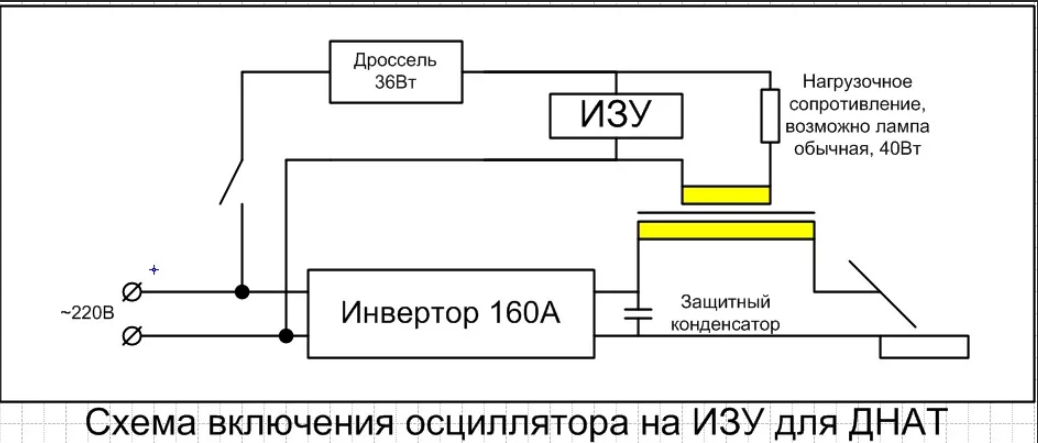
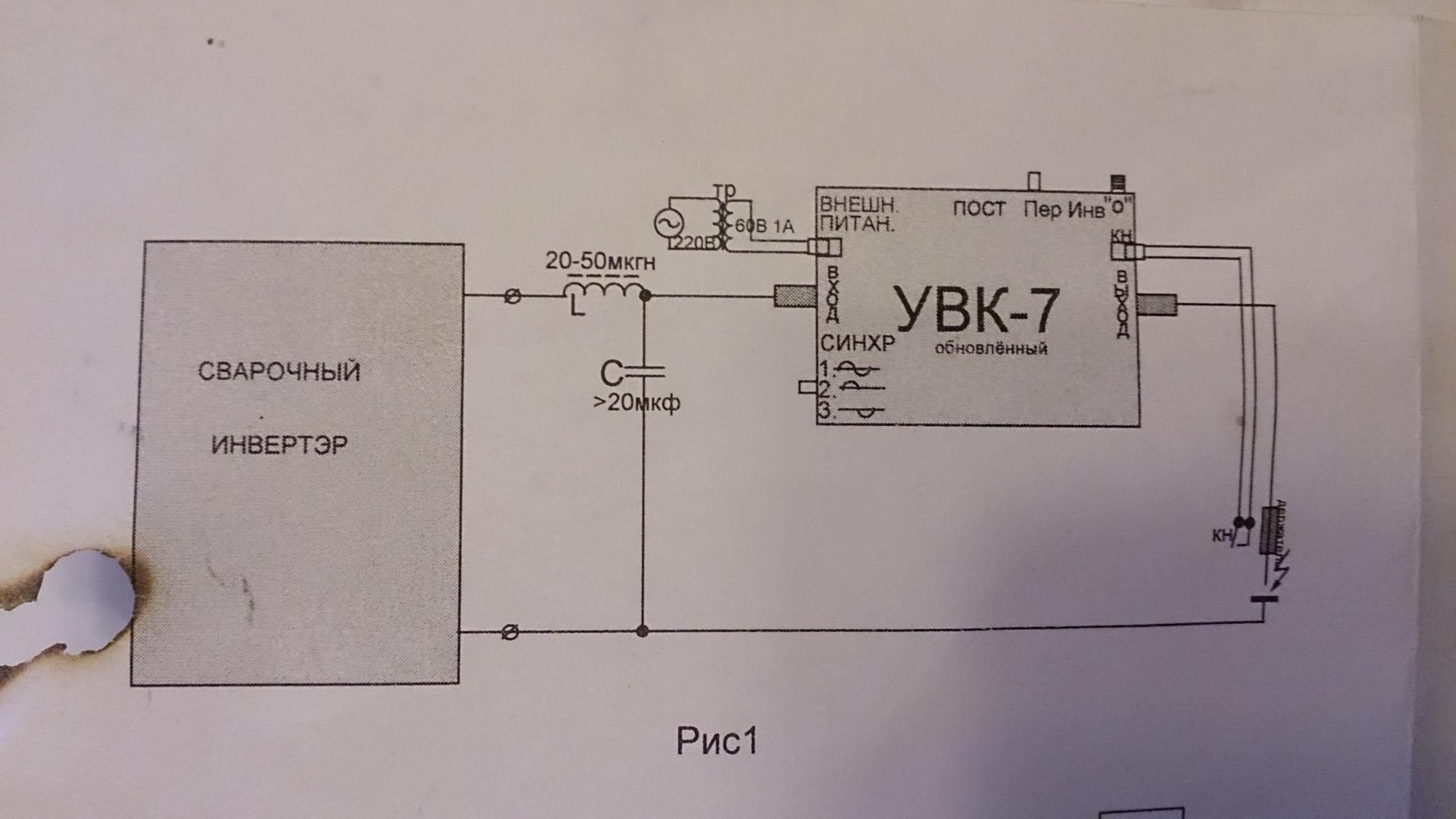
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
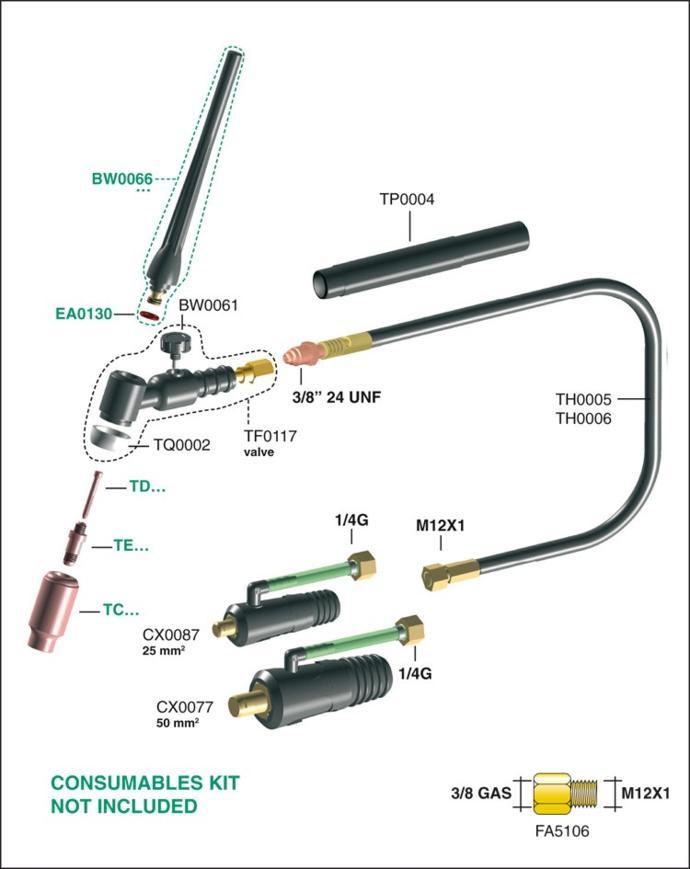
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.
Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор.
Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
 Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Аргоновая сварка из инвертора: собираем своими руками
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Содержание статьи
Общая информация
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.
После того, как дуга стабилизировалась, можно подавать в сварочную ванну присадочный материал. Это можно делать вручную или с помощью подающего механизма. Дуга плавит металл, а вот присадочная проволока позволяет сформировать сварной валик. Проволока плавится вместе с металлом и смешивается с ним.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Сборка самодельного аргонового аппарата
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.
Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.
Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
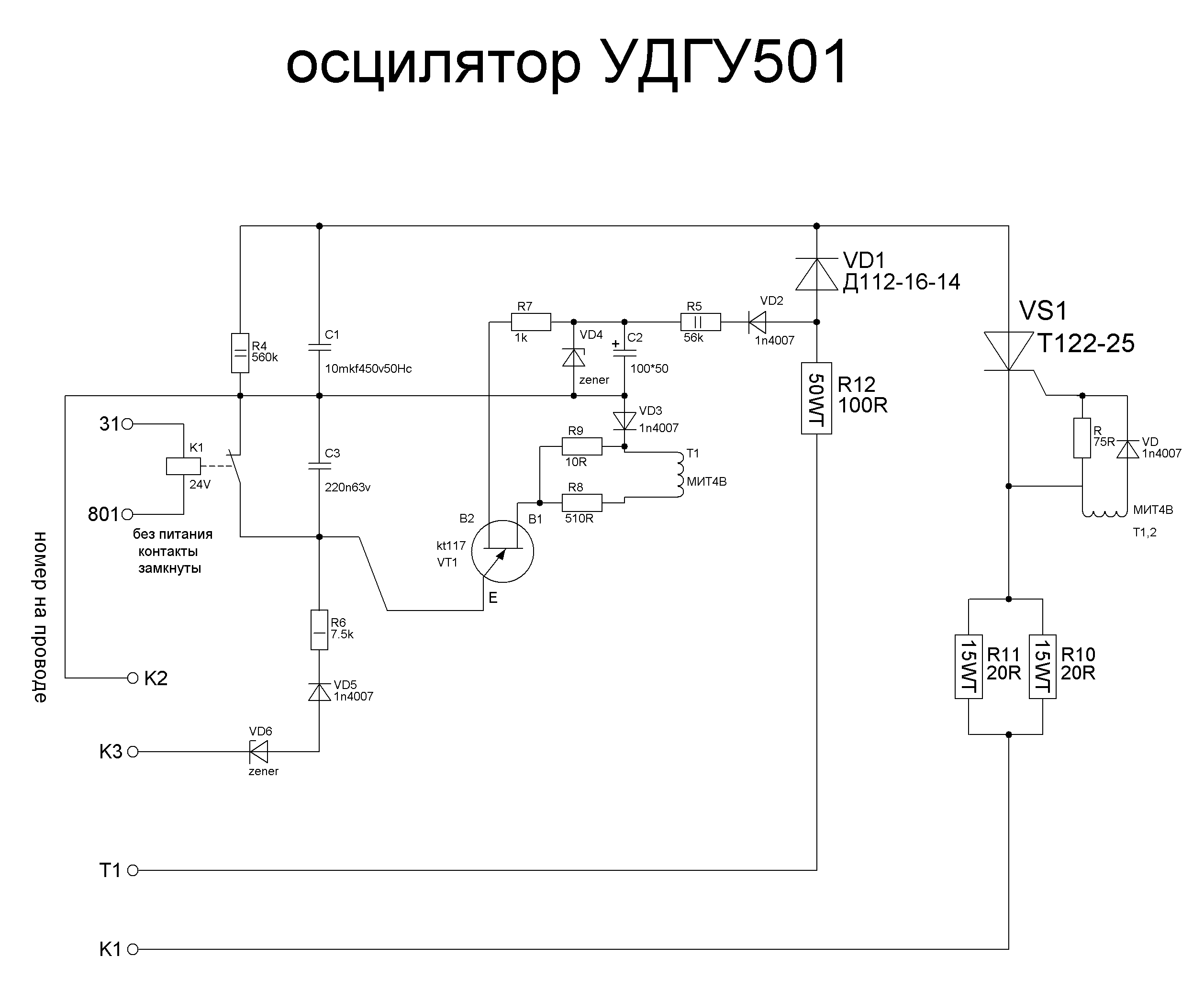
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.
На ней показан как блок, так и осциллятор. Если вы не знаете, как применить эту схему, посмотрите видео ниже.
Про горелку и газ
Теперь о второстепенных компонентах.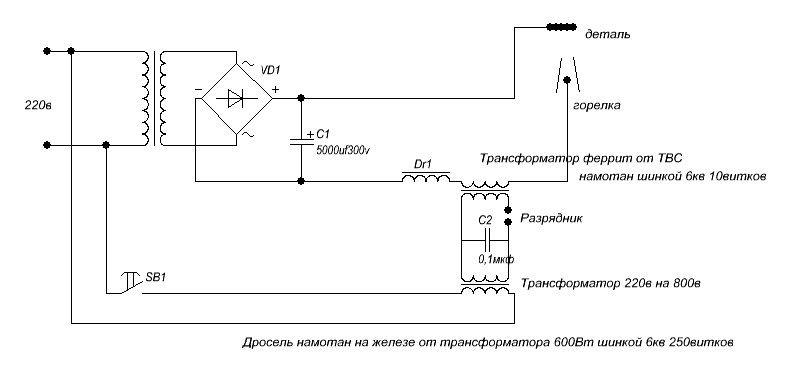 Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
Вы можете самостоятельно собрать аргонную горелку дома, купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор. Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Читайте также: Оптимальный расход углекислоты при сварке полуавтоматом
Теперь вам нужно включить осциллятор с блоком защиты и поднести горелку к металлу. Предварительно на металл присоединяется масса. Держите горелку близко к поверхности металла. При включении появится сварочная дуга. Далее вам нужно опять включить подачу газа, одновременно отводя горелку чуть дальше.
Вот и все. Аппарат настроен и готов к работе.
Вместо заключения
Как видите, аргоно дуговая сварка своими руками собирается довольно просто. Для его сборки вам понадобятся детали, которые можно купить с рук или поискать у себя в гараже. Самодельный аппарат обладает множеством достоинств. Он прост в применении, стоит недорого и ремонтопригодный. К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
Конечно, не стоит требовать слишком многого от самодельного аргонного аппарата. Он точно не подойдет для регулярной профессиональной сварки. А вот для работы на дому его можно смело использовать.
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.

Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.

Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
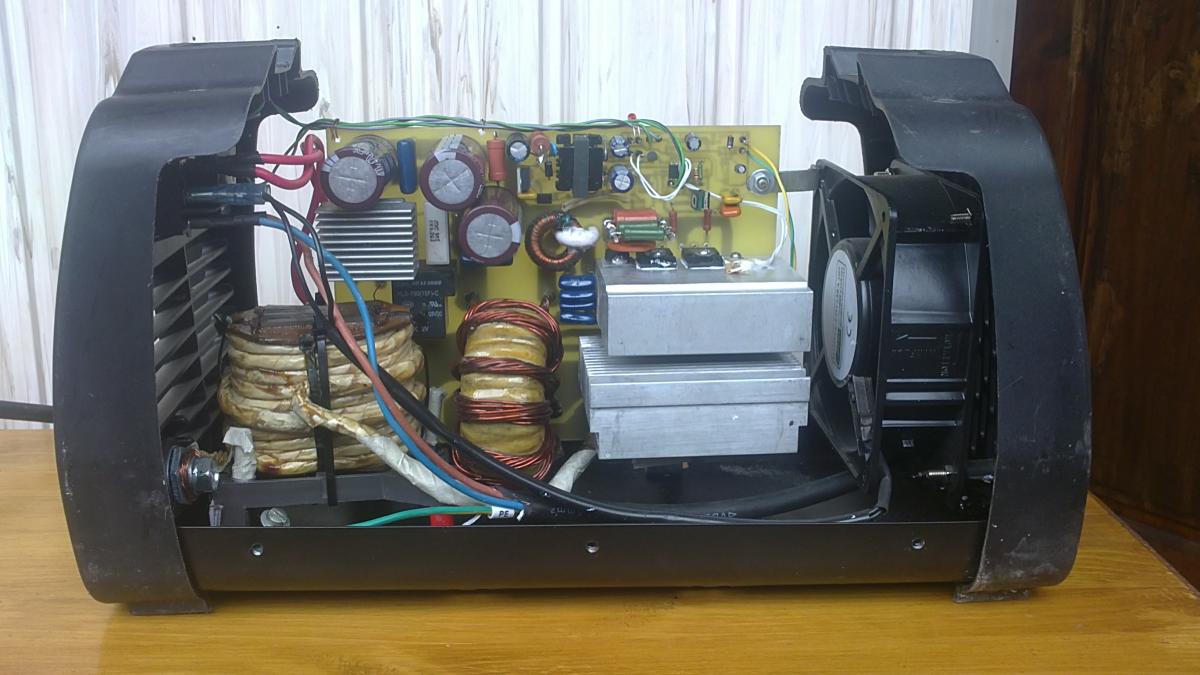
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ.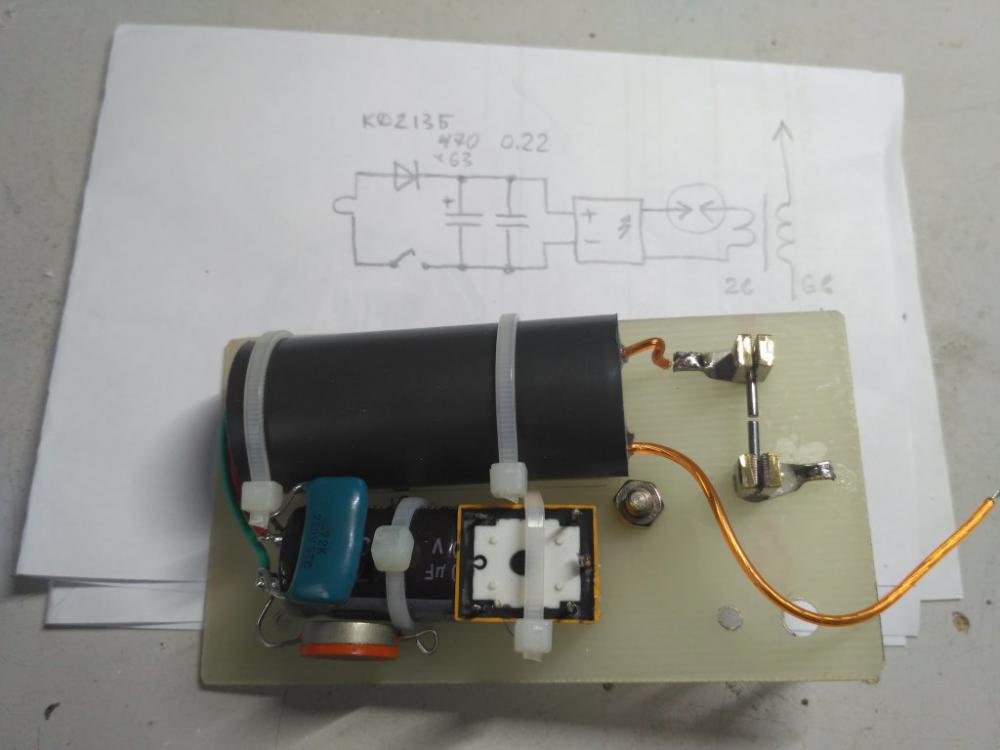 Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов.
 Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.

Аргоновая сварка своими руками
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Из каких узлов состоит оборудование для аргонодуговой сварки?
Прежде чем собирать собственный комплект для аргоновой сварки своими руками, нужно ознакомиться с принципом действия оборудования заводского изготовления.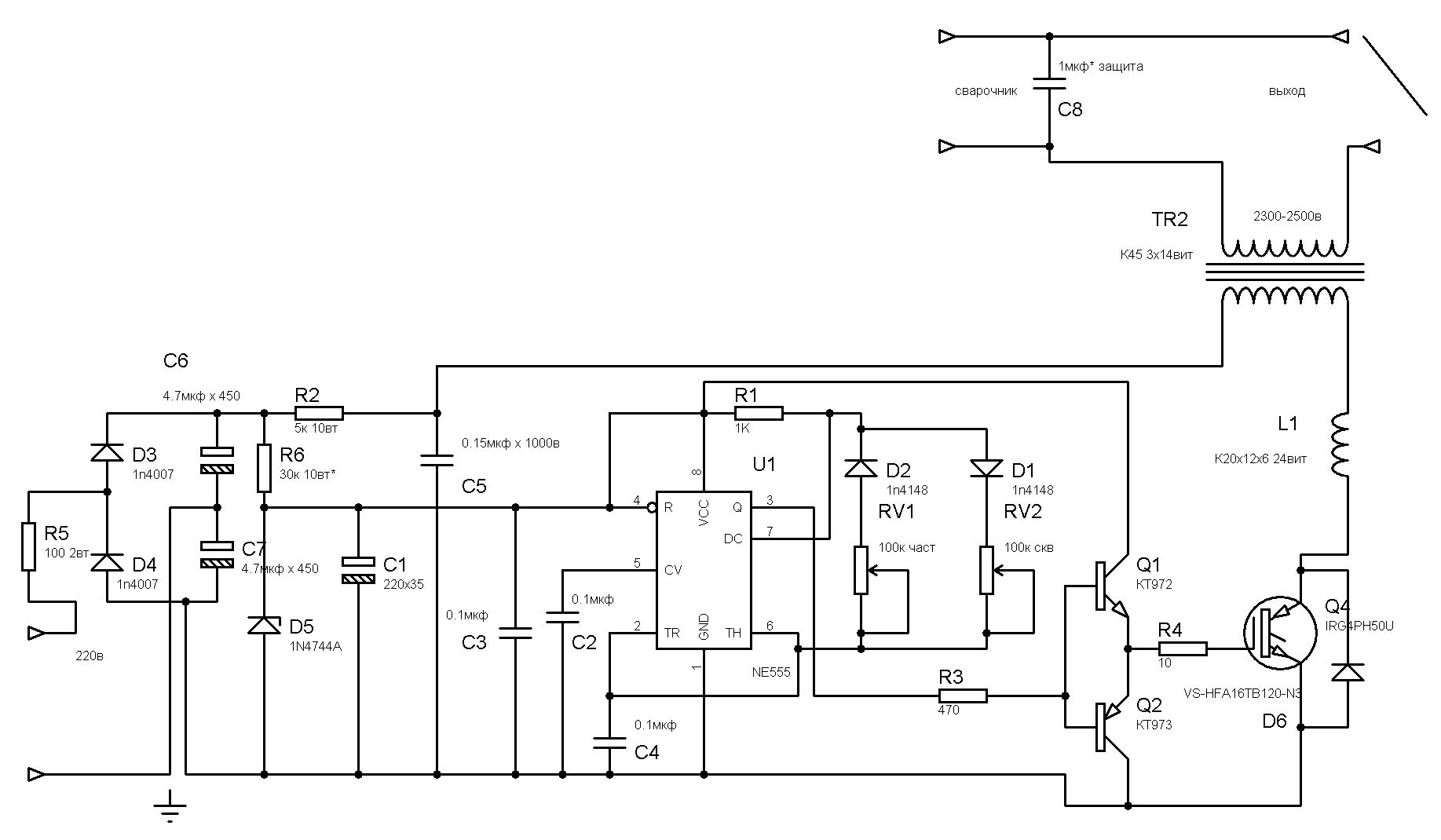 Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Эти обстоятельства диктуют применение двух баллонов, в одном из которых находится инертный, а в другом углекислый газ. Соответственно, в этом случае, необходимо использовать двойной комплект редукторов и манометров, которые придётся приобрести наряду с баллонами необходимой ёмкости.
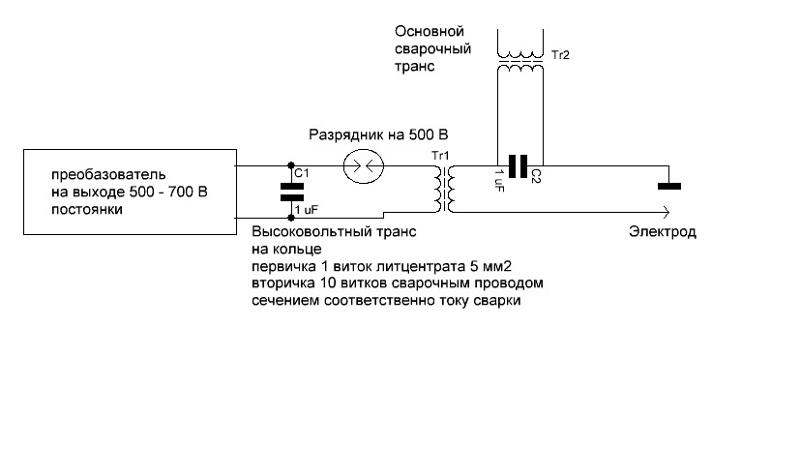
Нужно знать, что подача импульсов от осциллятора, которые способствуют быстрому розжигу дуги практически без касания электрода и свариваемых деталей, должна происходить с задержкой относительно подачи защитного газа. Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде. Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
В основном оборудование для сварки в инертной среде состоит из следующих узлов:
- источник питания, которым может быть сварочный трансформатор или инвертор, позволяющий переключать полярность при работе;
- комплект баллонов и редукторов с манометрами для подачи газовой смеси;
- соединительные шланги, с возможностью подачи управляющих импульсов, сварочного тока и инертного газа в зону плавления, снабжённые евроразъёмом;
- горелка с узлом крепления вольфрамового электрода и соплом подачи защитного газа в сварочную ванночку;
- встроенный в источник питания сварочный осциллятор и схема задержки подачи высоковольтного импульса.

Очень важно использовать исправные шланги для подачи газа в зону плавления и надёжно крепить их во избежание утечек, а также обеспечить надёжные электрические контакты силовых и управляющих кабелей.
Процентное соотношение компонентов газовой смеси зависит от типа металлов и подбирается по справочным таблицам. В их состав может входить аргон, гелий и углекислый газ, с суммарным расходом от 6 до 12 л/мин. Тугоплавкие вольфрамовые электроды затачивают определённым способом, крепят в керамическом держателе горелки и по возможности оберегают от загрязнений, существенно влияющих на качество сварки. Состав присадочной проволоки, подаваемой вручную в зону плавления, должен быть как можно ближе к свариваемым металлам или их сплавам.
Необходимые инструменты и комплектующие детали
При выборе комплекта для аргонно-дуговой сварки необходимо исходить из величины затрат, которые вы можете себе позволить.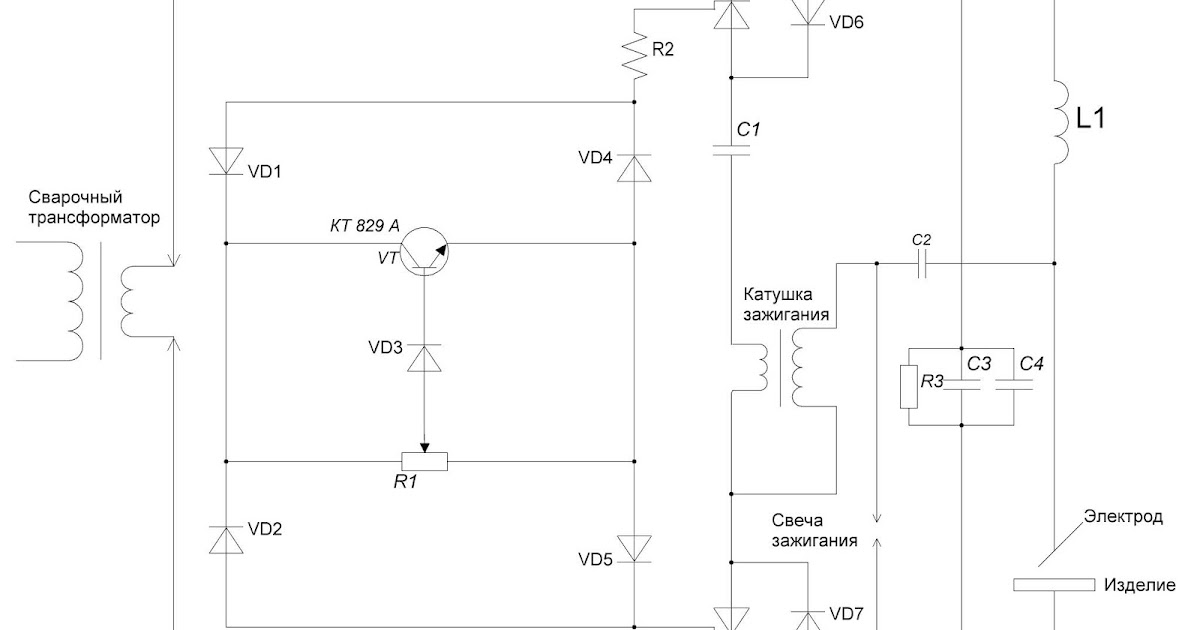 Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки. Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки. Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
В иных вариантах необходимо будет изготавливать все элементы комплекта своими руками, что, безусловно, обойдётся дешевле, но будет менее надёжным и потребует значительных временных затрат на сборку и настройку оборудования. В обоих вариантах приобретать газовые баллоны, редукторы и манометры совершенно необходимо.
Для сборки нового оборудования понадобится корпус, в котором можно будет закрепить элементы конструкции, эффективную систему охлаждения и контактную группу, поэтому для работы понадобятся следующие инструменты и оборудование:
- мощный вентилятор для охлаждения радиаторов силовых полупроводниковых элементов;
- электродрель или шуруповёрт со свёрлами;
- углошлифовальная машина и ножовка по металлу;
- наждачная бумага, напильники;
- пассатижи, отвертки, гаечные ключи;
- линейка, штангенциркуль и микрометр;
- крепёжный материал или устройство для нарезки резьбы;
- текстолит разной толщины, в том числе и фольгированный;
- мощный паяльник, трансформаторные и соединительные провода соответствующей длины и диаметра;
- мультиметр, осциллограф;
- радиодетали и полупроводниковые элементы.

Перед тем как подбирать комплектующие, необходимо иметь на руках электрическую схему и чёткий план действий по согласованию отдельных узлов будущей конструкции.
Основой комплекта является блок питания, который можно собрать из подходящего по параметрам трансформатора и диодного выпрямителя с ёмкостным фильтром, обеспечивающим напряжение холостого хода от 45 до 60 В и выходным током не менее 120 А. Также необходимо запитать вентилятор охлаждения, схему задержки и высоковольтный осциллятор. Собирать инверторную схему сварочного аппарата нецелесообразно, поскольку эта работа требует опыта при настройке конечного изделия и подборе номиналов радиодеталей.
Сборка и настройка аппарата своими руками
Для создания блока питания используется силовой трансформатор мощностью более 1 кВт, первичная обмотка наматывается проводом с диаметром 0,72−0,9 мм от 320 до 410 витков. Рекомендованные значения для вторичной обмотки из медной шины 15−25 мм2 с количеством витков от 10 до 12 с индивидуальным подбором под необходимые параметры по току и напряжению.
Рекомендованные значения для вторичной обмотки из медной шины 15−25 мм2 с количеством витков от 10 до 12 с индивидуальным подбором под необходимые параметры по току и напряжению.
Кроме блока питания, необходимо добиться корректной работы осциллятора, который должен выдавать на выходе напряжение в пределах от 2500 до 6000 В с частотой от 200 до 500 кГц. Именно такие параметры позволяют ионизировать пространство между вольфрамовым электродом и заготовкой, чтобы облегчить розжиг дуги короткого замыкания.
При таком способе, как сварка аргоном, необходимы шланги для подачи газа в зону сварки соединённые с кабелем подачи сварочного тока и управляющего сигнала от кнопки к схеме задержки и газовому клапану. Но самым сложным является изготовление горелки своими руками, поскольку необходимо в одном корпусе разместить кнопку управления, цанговый зажим вольфрамового электрода с подсоединённым сварочным кабелем диаметром 6 мм. Кроме того, необходимо закрепить узел фиксации керамического газового сопла поэтому если есть возможность, то лучше приобрести горелку заводского изготовления наряду с баллонами, манометрами и редуктором.
Последовательность настройки оборудования заключается в проверке работы осциллятора, схемы задержки, газового клапана и сварочных параметров блока питания. Последовательность сварочных работ заключается в выполнении следующих операций, а именно:
- вентилями устанавливается необходимая концентрация газовой смеси и выставляется по манометрам расход от 6 до 12 л/мин в зависимости от тока сварки и толщины заготовок;
- в цанговом зажиме крепится вольфрамовый электрод, который выступает не более 4 мм от среза газового сопла, при этом дуга должна быть не более 2,5−4 мм;
- заготовки фиксируются во избежание сдвига относительно друг друга в процессе работы;
- подбирается проволока и включается инвертор, при этом импульс осциллятора должен подаваться с задержкой на 1−2 сек относительно открытия газового клапана;
- после возникновения стабильной дуги и сварочной ванночки вручную подаётся присадочная проволока в зону шва.
Крайне важно при работе пользоваться защитной маской типа Хамелеон, крагами и специальной одеждой, чтобы избежать ожогов и ущерба для зрения, также необходимо обеспечить электробезопасность при сварочных работах.
Итоги
Мы рассмотрели состав комплекта оборудования для аргоновой сварки и его возможности. Собрать такое оборудование своими руками опытному человеку вполне по силам, но если есть возможность, то лучше покупать готовые блоки и на их основе изготовить работоспособный аппарат. Это, возможно, более дорогостоящий вариант, но он обеспечит лучшее качество и сэкономит много личного времени.
Сварочный инвертор своими руками: схема и сборка
Детали из цветных сплавов и металлов требуют особого отношения, и при необходимости сварного соединения лучше сделать профессиональную аргоновую сварку.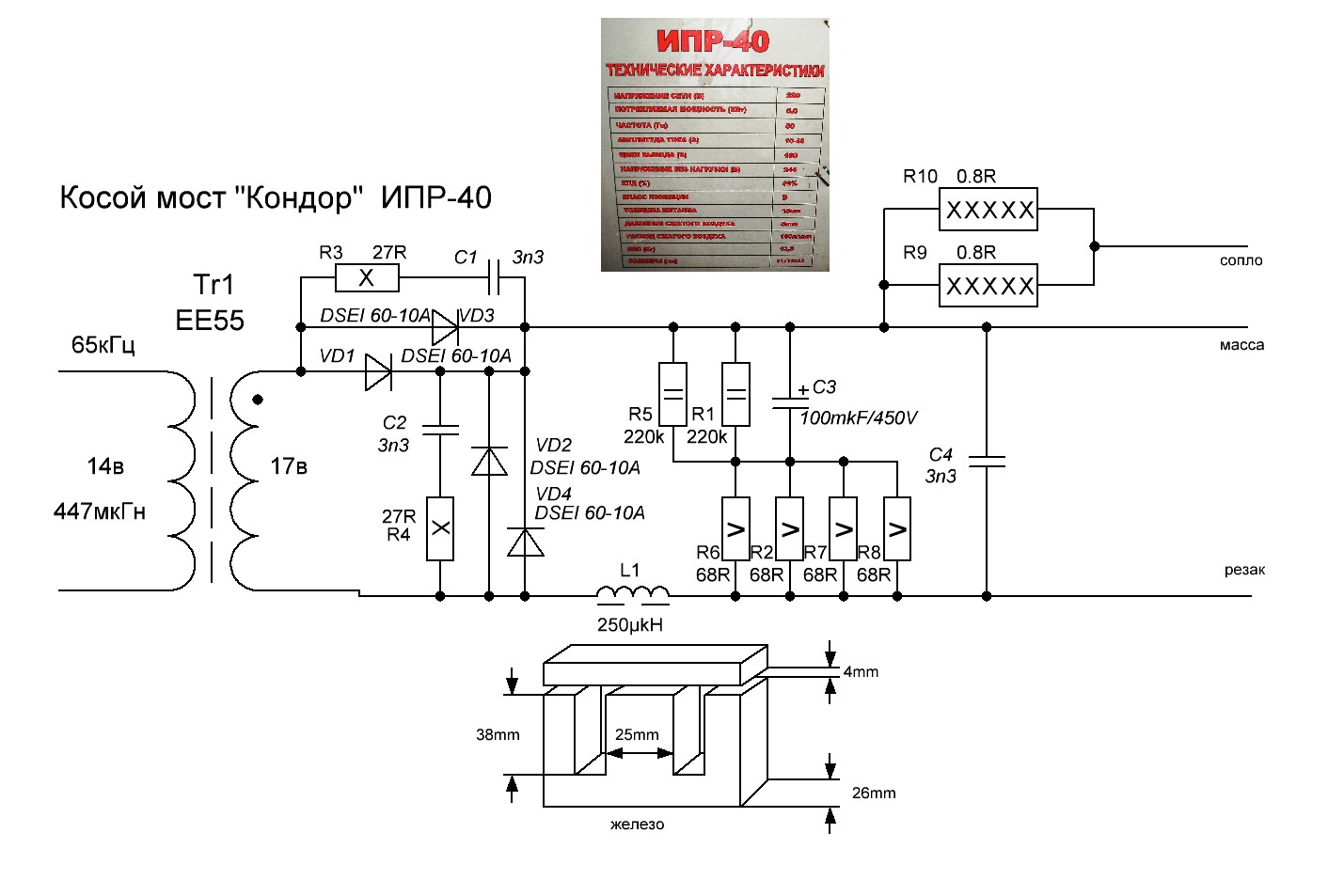 Но цена на нее часто заставляет заменять весь узел или покупать новые комплектующие. Процесс дорогой и требующий некоторого мастерства. Спасает то, что можно сделать сварочный инвертор своими руками, при этом изрядно сэкономив на ремонте и обеспечив себя инструментом на будущее.
Но цена на нее часто заставляет заменять весь узел или покупать новые комплектующие. Процесс дорогой и требующий некоторого мастерства. Спасает то, что можно сделать сварочный инвертор своими руками, при этом изрядно сэкономив на ремонте и обеспечив себя инструментом на будущее.
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
- Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.
Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.
При рабочей температуре аргонной сварки она плавится и качественно заливает шов.
Главное отличие процесса аргонной сварки от ММА — отсутствие обязательных формирующих движений и использование минимального размера дуги (всего 2 мм). Горелка идет медленно плавно по одной линии. Этим достигается постоянный обдув аргоном места соединения, предотвращается окисление металла, и сварочный шов получается очень тонким.
Вторым по важности будет необходимость подключения осциллятора. Он нужен для розжига электрической дуги при использовании вольфрамового электрода. Кроме того, зажигать нужно на угольной пластине, а гасить вдали от свариваемых деталей.
Осциллятор для сварки
Схема для осциллятораПри сварке ММА дуга разжигается касанием. Вольфрам в этом методе может пригореть, проплавить металл, зацепить прилипающий кусочек, или испортить электрод другими способами. Чтобы избежать неприятностей, нужен специальный блок, вырабатывающий ток высокой частоты для импульсного розжига. Он не только дает начальный разряд, но и поддерживает его стабилизирующими импульсами. Это позволяет сварщику одинаково легко работать с постоянным и переменным током
Чтобы избежать неприятностей, нужен специальный блок, вырабатывающий ток высокой частоты для импульсного розжига. Он не только дает начальный разряд, но и поддерживает его стабилизирующими импульсами. Это позволяет сварщику одинаково легко работать с постоянным и переменным током
Прибор можно купить в магазине (УВК7) или собрать своими руками по одной из массы приведенных в интернете схем.
Примеры схем:
На основе схемы обратнохода на UC3842-5 и телевизионного трансформатора.
На базе таймера NE555.
Для самостоятельного изготовления нужен определенный навык по созданию печатных плат, детали и время, поэтому часто проще купить готовый. Он уже собран, настроен и часто надежнее самосборок.
Еще один плюс заводского аппарата — подключение практически к любому сварочному аппарату через навеску на сварочные кабели. Он не влияет на аппарат, работает параллельно только с дугой. При покупке нужно учесть напряжение холостого хода, если оно выше планируемого при аргонной сварке, то осциллятор не сработает.
Для изготовления аппарата аргонной сварки из инвертора своими руками потребуется несколько частей:
- инвертор, подходящий для сварки ММА;
- баллон с аргоном;
- TIG-горелка;
- шланги и кабели для соединения;
- осциллятор;
- редуктор.
Схема сварки переменным током
Если есть возможность, то лучше воспользоваться заводскими блоками. Можно сказать, это будет аппарат для ММА с дополнительными модулями. Но самодельная установка выйдет по стоимости в два раза дешевле, чем покупка заводского агрегата с TIG-режимом.
При покупке обязательно нужно обратить внимание на горелку — нужна рассчитанная на диаметр вольфрамовых стержней и ток силой до 200 А. Такие параметры предусмотрены в некоторых моделях для бытового использования, они гораздо дешевле промышленных. В интернете можно найти способы изготовления горелки, но стоит учесть, что заводское качество и широта настроек лучше, чем у самодельных агрегатов, а по цене сборка будет минимально отличаться от покупки готовой.
Та же проблема и с рукавом. Самостоятельная сборка даст плохо гнущийся и тяжелый, а приобретение готового вполне сопоставимо по цене электрического и газового шланга, плюс разъемы для подключения к горелке и инвертору.
Горелка для аргонной сварки
Пошаговая инструкция по изготовлениюИзготовление агрегата аргонной сварки своими руками состоит из нескольких последовательных действий:
- Подключение осциллятора к инвертору.
- Подключение кабелей: масса к «+» клемме осциллятора, провод от горелки — к «-» клемме. Если планируется варить алюминий, то подключение обратное.
- Горелка подключается к сварочному рукаву с газовым шлангом и питанием.
- К газовому баллону прикручивается редуктор, и через него подсоединяется газовый шланг.
- Осциллятор подключается к блоку питания на 6 Вт, а инвертор в сеть с 220 В.
 Если планируется варить алюминий, то подключение обратное.
Если планируется варить алюминий, то подключение обратное.Схема инверторного сварочного аппарата
Настройка и тестированиеОт правильной настройки готового аппарата напрямую зависит качество шва и безопасность сварщика. Проверять следует несколько параметров:
- Вольфрамовый электрод должен быть заточен до минимального диаметра.
- Цанга на горелке и диаметр электрода должны соответствовать. Проверяется установкой.
- При открытом вентиле расход аргона оптимально должен быть 12-15 л/мин. Регулируется редуктором.
- Розжиг дуги.
Обязательно нужно проверить устройство перед использованием
Тестирование розжига дуги проводится в несколько действий, очень аккуратно и медленно.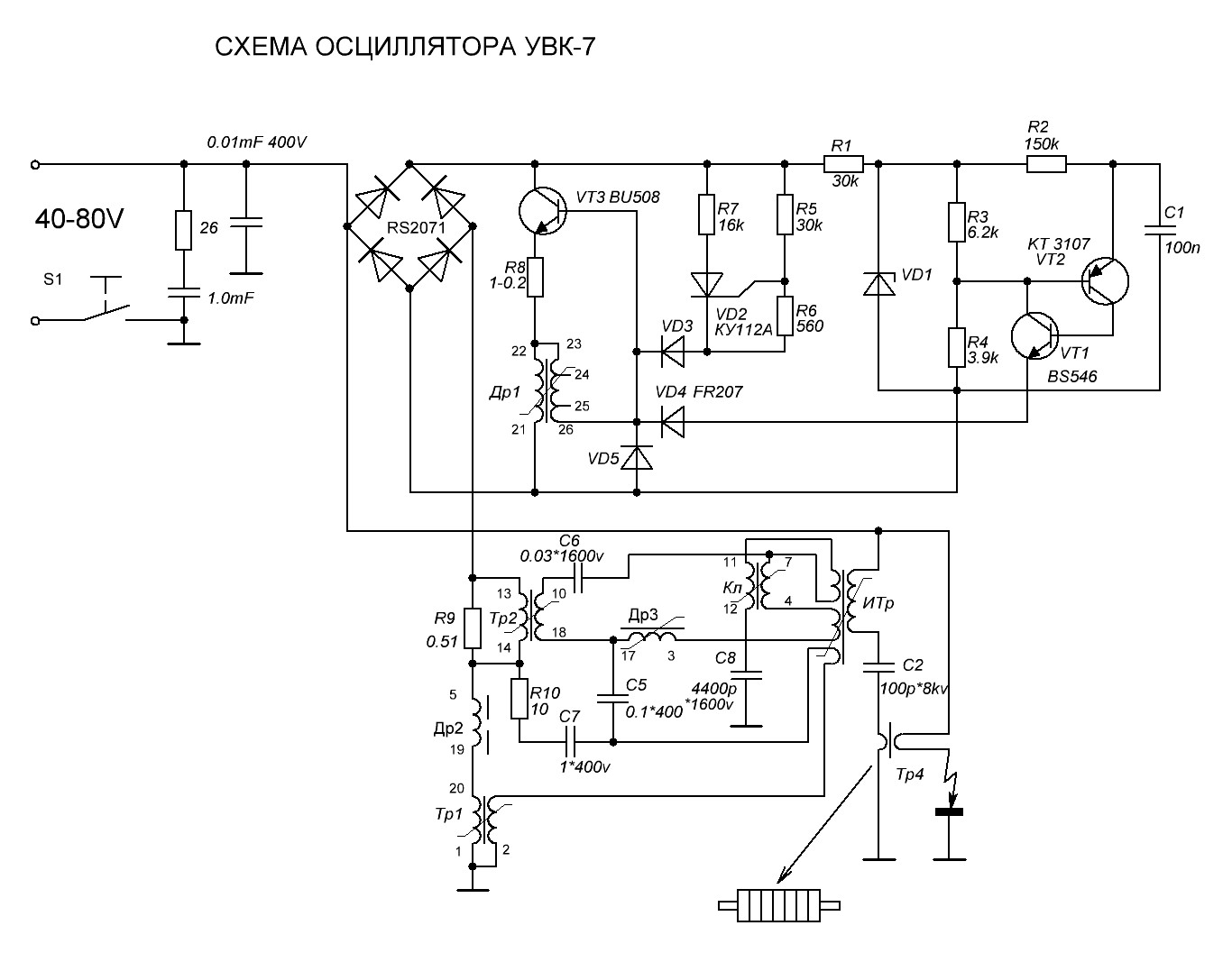 Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Тестирование самодельного аппарата для сварки лучше провести сразу после сборки и не на рабочих деталях. Для пробного шва выбираются настройки параметров тока в соответствии с металлом, выбирается присадочная проволока. Для оценки работоспособности аппарата можно попробовать расплавить массивные детали, проверить равномерность наплавления присадочной проволоки, внимательно проследить окутывание аргоном сварочной ванны (нет ли окислительной пленки или нагаров).
Видео: Сварочный инвертор из ATX блока питания
Сварка аргоном своими руками.
 Как быстрее освоить процесс?
Как быстрее освоить процесс?Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Содержание:
- 1. Аргонодуговая сварка. Что это?
- 2. Что понадобится для работы?
- 3. Описание сварочного процесса
- 4. Тонкости сваривания различных металлов
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом. Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями. У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.

Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность. Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном. Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.
Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах. Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование.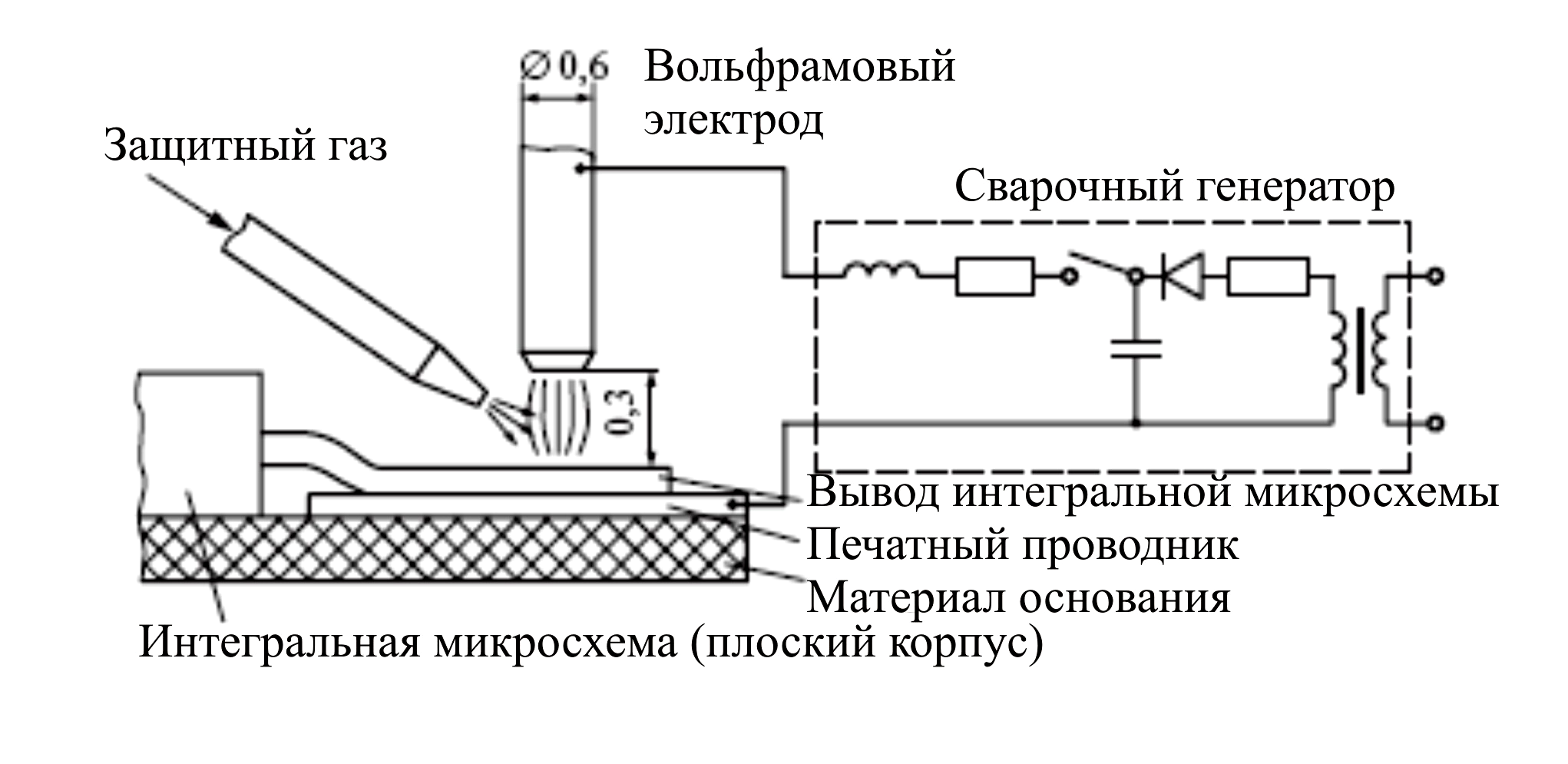 Расскажем какое.
Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса
Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм. Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется. Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.
Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения. Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
 В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы». Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | — | 40 |
| 0,8 – 1,2 | 1,6 | — | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | — |
| 3 | 3 – 4 | 120 – 160 | — | |
| 4 | 4 – 5 | 160 – 200 | — | |
| 5 | 5 – 6 | 240 – 300 | — | |
| 6 | 6 – 7 | 260 – 340 | — | |
| 8 | 7 – 8 | 380 – 400 | — | |
| 10 | 7 – 8 | 400 – 420 | — |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки.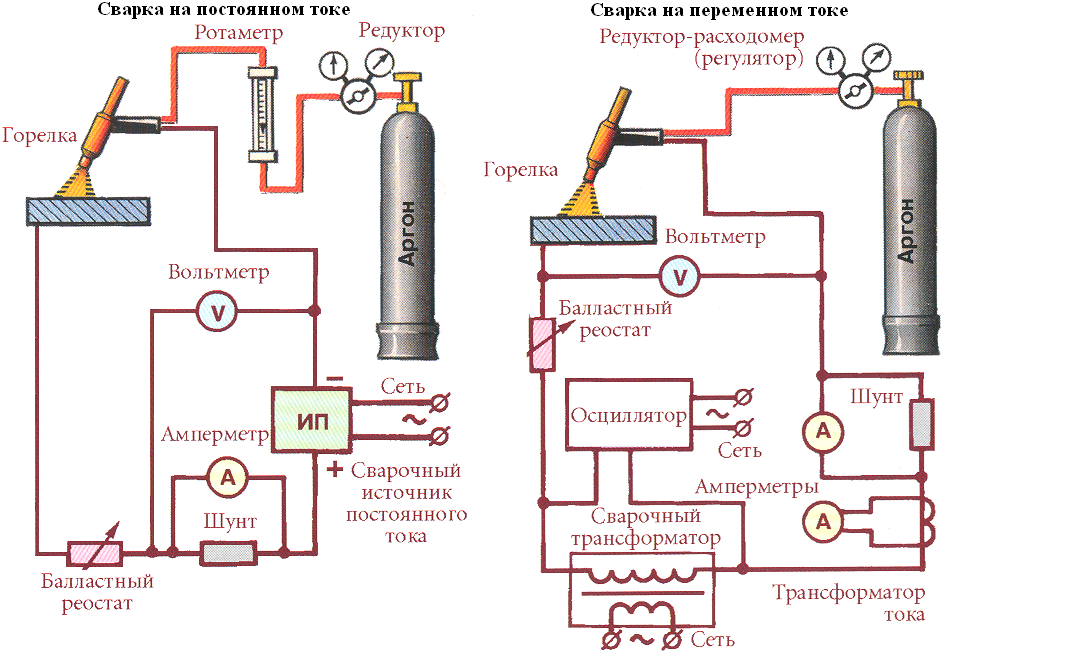 Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
как собрать, особенности, характеристики и настройка
Главная / Аппараты
Назад
Время на чтение: 4 мин
0
1625
Сварочная технология с применением аргона даёт мастеру много возможностей. Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Но у сварщика, который работает для себя, может не быть возможности купить производственный аппарат для такой сварки: кто-то сомневается в производителях, кто-то не найдет аппарат с нужной ценой.
Эту проблему можно решить так же, как и многие другие технологические проблемы в сварке — сделать аппарат для аргонодуговой методики самому из инвертора.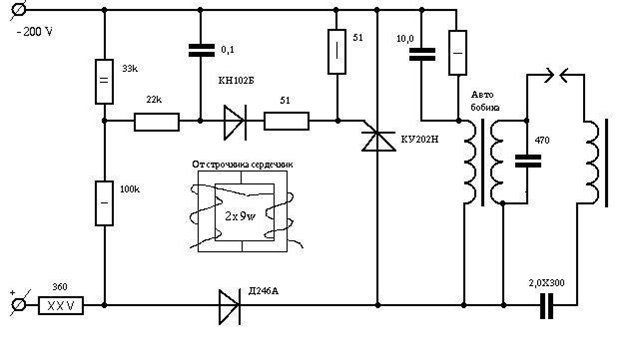 Он может заменить простые заводские модели, не уступая им по функционалу и удобству работы.
Он может заменить простые заводские модели, не уступая им по функционалу и удобству работы.
Мы расскажем вам об основах сборки аргонного аппарата.
- Общая информация
- Сборка самодельного аргонного аппарата Из чего собрать?
- Про источник тока
- Про осциллятор и блок защиты
- Про горелку и газ
- Про редуктор и шланг
Общая информация
От простой ручной электродуговой сварки аргоновая отличается наличием газового баллона с аргоном и присадочного материала. Остальные детали этих методов похожи.
Аргонодуговая сварка (также известная как ТИГ/TIG) обязательно включает применение вольфрамового тугоплавкого электрода, который поджигает дугу. Шов формируется присадкой.
Аргонодуговая сварка сама по себе не сложная. В зону образования шва из горелки подаётся защитный газ. После начала подачи, зажигается дуга. Для зажигания дуги горелка со вставленным стержнем подносится к металлической детали.
В какой момент и из-за чего происходит поджог?
Этим занимается осцилляторный механизм. Он заряжает аргон и направляет его частицы. Этот заряд и провоцирует поджог дуги.
Присадочная проволока подаётся в сварочное углубление только после стабилизации электродуги. Она двигается или подающим механизмом, или рукой сварщика.
Металл плавится дугой, а сварные валики формируются из присадки. Последняя расплавляется одновременно с металлом и сливается с ним в однородную массу.
В следующем блоке мы опишем сборку аппарата для аргонодуговой сварки и что понадобится для неё.
Сложности сварки алюминия
Алюминий считается наиболее распространенным в промышленности материалом. Сварка его представляет большую сложность из-за оксидной пленки, у которой плавление выше, чем у металла. Прежде чем начинать сварку алюминия аргоном, необходимо внимательно изучить все нюансы соединительного процесса:
- Основной ошибкой начинающих сварщиков является некачественная предварительная зачистка металла. Не может быть и речи о хорошем соединении металла, если на поверхности присутствует грязь, пыль или жировая пленка.
- Малая температура плавления алюминия и его высокая теплопроводность требует от сварки инертным газом больших затрат энергии.
- Плавится алюминий при малой температуре, чтобы избежать повреждения материала, нужно выставить правильный режим на инверторе.
- Сварочный аппарат для алюминия должен иметь специальную функцию, которая перед началом сварки подает усиленный ток, чтобы проплавить пленку, а в конце — полностью заварить кратер.
 Не может быть и речи о хорошем соединении металла, если на поверхности присутствует грязь, пыль или жировая пленка.
Не может быть и речи о хорошем соединении металла, если на поверхности присутствует грязь, пыль или жировая пленка.Сборка самодельного аргонного аппарата
Из чего собрать?
Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Но сделать из инверторного устройства аппарат для аргонодуговой сварки несколько сложнее. Если вы попробуете просто подключить к нему осциллятор, инвертор может выйти из строя вместо того, чтобы варить в аргоновой среде.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Состав оборудования
Прежде чем понять принцип работы устройства, необходимо ознакомиться с основными составными частями оборудования. Для качественной сварки понадобятся:
Для качественной сварки понадобятся:
- Сварочный аппарат любого типа с холостым ходом 60–70 вольт.
- Силовой контактор, передающий напряжение на головку от сварочного аппарата.
- Осциллятор. Это устройство, которое стандартное напряжение преобразует в напряжение 2000–3000 В с частотой 150–500 кГц, что облегчает розжиг дуги.
- Керамическая горелка.
- Прибор, предназначенный для обдува аргоном.
- Емкость для инертного газа.
- Проволока для присадки и неплавящийся электрод.
Сборка аппарата
Когда у вас есть все составляющие, можно начинать сборку. В первую очередь подключите осциллятор и защитный блок к инверторному аппарату. Чтобы понять, как это делается, поищите наглядные схемы.
Массу присоедините к клемме осцилляторного прибора со знаком «плюс». К «минус»-клемме подсоедините кабель, который отходит от горелки. Для сварки алюминия кабели нужно подключить наоборот.
Подключите горелку к газовому рукаву и объедините баллон с редуктором. Рукав с горелкой подведите к газовому шлангу и кабелям. Потом подключите между собой редуктор и шланг.
Рукав с горелкой подведите к газовому шлангу и кабелям. Потом подключите между собой редуктор и шланг.
Только после этого аппарат можно подключать к обычной сети питания в 200 вольт. Мощность у осциллятора должна быть около шести вольт. После всех этих действий нужно настроить инверторное оборудование для аргонодуговой технологии сварки.
Особенности сварки нержавейки
Нержавеющая сталь — это металл, который обладает высокой антикоррозийной стойкостью и большой прочностью, широко используется в любых погодных условиях. Особые свойства этого металла требуют специальных технологий обработки изделия. Именно сварка нержавейки аргоном позволяет добиться хорошего качества соединения таких изделий.
Главной проблемой при работе с нержавейкой является ее растрескивание. Кроме того, есть и другие особенности:
- Из-за низкой теплопроводности нержавейки во время процесса сварки температура в зоне плавления должна быть высокой, что создает большой риск прожечь металл. Во избежание такой неприятности требуется выбирать меньшую силу тока, чем у обычной стали.
- Нержавеющая сталь имеет повышенное линейное расширение, поэтому при сварке возникает большая литейная усадка, что может привести металл к растрескиванию. Чтобы избежать этого, нужно создавать больший зазор между частями изделия.
- Так как нержавейка имеет высокое электрическое сопротивление, то в процессе сварки электрод очень нагревается, что также отрицательно влияет на качество соединения.
 Во избежание такой неприятности требуется выбирать меньшую силу тока, чем у обычной стали.
Во избежание такой неприятности требуется выбирать меньшую силу тока, чем у обычной стали.При сварке дисков аргоном нужно учитывать, что неправильно выбранная температура сварочного режима может привести к потере антикоррозийных свойств нержавейки.
Настройка самодельного аппарата
Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Первый этап — заточка электродного стержня.
 Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.
Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Недостатки аргоновой сварки
Как и любое другое соединение, аргоновая сварка имеет и некоторые недостатки, которые необходимо учитывать при выполнении работы. Основные минусы такого соединения:
Основные минусы такого соединения:
- Наличие сквозняка существенно снижает защиту места пайки, поэтому работы рекомендуется осуществлять в закрытых помещениях. Только при этом нужно позаботиться о хорошей общей вентиляции объекта.
- При необходимости получения высокоамперной дуги нужно обеспечить охлаждение соединяемых изделий.
- Оборудование относится к категории сложных приспособлений, поэтому сварка аргоном для начинающих является трудновыполнимым процессом. Произвести правильную настройку режимов может только опытный сварщик.
Соединение с помощью полуавтомата
Процесс сварки аргоном полуавтоматом существенно повышает производительность работы. Технология применения сварки в полуавтоматическом режиме позволяет получать надежные и внешне привлекательные сварочные швы.
Основным нюансом сварки полуавтоматом является необходимость использования в составе сварочной проволоки никеля. Если возникла необходимость сварки трубы аргоном, то при большой толщине детали в защитный состав добавляется и углекислый газ, который улучшает смешиваемость краев сварки.
Процесс сварки полуавтоматом может осуществляться по нескольким технологиям:
- импульсного режима;
- струйного переноса;
- короткой дуги.
Изготовление газовой горелки из подручных материалов: поэтапно
Список материалов и инструментов:
• дрель; • болгарка; • молоток; • наждачная бумага; • заготовки из латуни для форсунки рассекателя; • тонкая латунная трубка диаметром 15 мм; • деревянные бруски; • тиски; • силиконовый уплотнитель или ФУМ-лента; • шланги для соединения; • вентиль для регулировки.
Как изготовить форсунку и ручку
В первую очередь берем латунную трубку и приделываем к ней ручку – например, из старой горелки, или из деревянного бруска, перед этим его обработав. В бруске сверлим отверстие под латунную трубку с соответствующим диаметром. Засунув трубку в брус, закрепляем ее силиконом или эпоксидной смолой.
Далее приступаем к более трудоемкому и длительному этапу работы – изготовлению форсунки. Отверстие по размеру желательно должно быть 0,1 мм.
Отверстие по размеру желательно должно быть 0,1 мм.
Сверлом можно проделать отверстие чуть больше, и затем края подогнать до 0,1 мм. Отверстие должно иметь правильную форму, чтобы пламя было ровное.
После этого фиксируем заготовку в тисках, берем молоток и аккуратно, в вертикальной плоскости с «оттяжкой» к середине заготовки наносим удары по будущей форсунке. Изделие равномерно прокручиваем для образования идеального отверстия.
Затем берем наждачную бумагу с мелкой зернистостью и шкурим головку форсунки. Для соединения с трубкой на заднюю часть изделия наносится резьба, также элементы можно просто спаять – но в дальнейшем ремонт деталей будет более сложным.
Теперь мы присоединяем устройство к газовому баллону и поджигаем его – горелка своими руками готова к работе. Однако здесь можно увидеть, что для регулировки газового потока можно только открывать и закрывать кран газового баллона, и так получить нужное пламя весьма сложно. Что мы можем сделать?
Как улучшить регулировку пламени
Для нормальной работы нашего самодельного агрегата мы установим на него рассекатель и кран. Кран монтировать лучше возле ручки, на расстоянии около 2–4 см, но можно закрепить и на подводящую трубку. Как вариант – взять кран горелки от старого автогена или другой аналогичный кран, который крепится резьбой. Чтобы уплотнить соединение, берем ФУМу-ленту.
Кран монтировать лучше возле ручки, на расстоянии около 2–4 см, но можно закрепить и на подводящую трубку. Как вариант – взять кран горелки от старого автогена или другой аналогичный кран, который крепится резьбой. Чтобы уплотнить соединение, берем ФУМу-ленту.
Рассекатель устанавливаем на трубе с форсункой, он изготовляется из латуни, диаметр 15 мм. Самым оптимальным вариантом является деталь цилиндрической формы, где есть отверстие под трубку с форсункой. В случае отсутствия таковой, делаем так:
1. Берем трубу из латуни диаметром 35 мм и отрезаем кусок 100–150 мм. 2. Берем маркер, отступаем от конца и намечаем 3–5 точек, с равным расстоянием между ними. 3. Сверлим в трубе отверстия 8–10 мм, берем болгарку и к ним ровно делаем пропилы. 4. Подгибаем все к центру и привариваем к трубе горелки.
Как выполнять сварку TIG с помощью инверторного сварочного аппарата — Welding Mastermind
Там
Есть много преимуществ использования сварки TIG для определенных сварочных работ. Так как
этот тип сварного шва позволяет значительно глубже проплавить присадочный материал,
делает его подходящим типом сварного шва для сосудов высокого давления и других металлических швов / стыков.
которые нужно просвечивать, чтобы кодировать. Многие сварщики не знают, что вы
во многих случаях может выполнять сварку TIG инверторным сварочным аппаратом.
Так как
этот тип сварного шва позволяет значительно глубже проплавить присадочный материал,
делает его подходящим типом сварного шва для сосудов высокого давления и других металлических швов / стыков.
которые нужно просвечивать, чтобы кодировать. Многие сварщики не знают, что вы
во многих случаях может выполнять сварку TIG инверторным сварочным аппаратом.
Итак, как можно выполнять сварку TIG с помощью инверторного сварочного аппарата? При сварке TIG с помощью инверторного сварочного аппарата заостренный вольфрамовый стержень используется для запуска дуги TIG, а присадочный стержень находится в прямом защитном газе аргоне, который используется со скоростью примерно 8–10 литров в минуту для предотвращения загрязнения.
Сварка TIG на инверторном сварочном аппарате может показаться сложной, но с несколькими подготовительными этапами это не так. Любой, кто выполнил базовую кислородно-топливную сварку, может разобраться в сварке TIG. Прочтите, чтобы узнать больше о том, как использовать инверторный сварочный аппарат для его снятия.
Что такое Сварка TIG?
Для тех которые не знакомы с этим термином, сварка TIG — это сокращение от слова «вольфрам». сварка в инертном газе, метод сварки, при котором возникает электрическая дуга. неплавящийся вольфрамовый электрод, защищенный инертным газом от окисления и загрязнение.Этот защитный газ обычно представляет собой чистый аргон, но иногда используется смесь гелия и аргона.
TIG Сварка медленнее и сложнее, чем у его конкурента, MIG (металлический инертный газ) сварка, но обеспечивает более точное соединение.
Его также можно использовать при более низких силах тока, чем сварка MIG, что означает, что его можно использовать на экзотических металлах, которые не могут выдерживать более высокие значения силы тока, и на более тонких металлах без прожигания и нарушения структурной целостности материалов.
Инверторные сварочные аппараты получают питание от переменного тока (который проходит через большинство жилых домов) в полезный постоянный ток. Электропитание постоянного тока влияет на качество сварного шва двумя способами:
Электропитание постоянного тока влияет на качество сварного шва двумя способами:
- Положительно Постоянный ток: Повышенное проникновение в стальную основу сварного шва
- Отрицательно Постоянный ток: Более высокий уровень присадки для сварки тонколистового металла
Что Проекты Следует ли использовать сварку TIG? Кому следует выполнять сварку TIG?
Сварка TIG с помощью инверторного сварочного аппарата — отличный выбор для более тонких материалов, поскольку сварка TIG требует, чтобы соединяемые металлические части были достаточно горячими, чтобы образовались атомные связи в местах их пересечения.Напротив, сварка MIG использует присадочную проволоку для соединения двух частей металла швом.
Использование сварки TIG на более толстом материале может по-прежнему выполнять работу, но может привести к растрескиванию под действием теплового напряжения и другим косметическим или структурным проблемам.
Сварка TIG известна тем, что она немного сложнее и труднее в освоении, чем сварка MIG, и сварка MIG обычно рекомендуется для начинающих сварщиков, которые не имеют опыта, поскольку она не так прощает ошибки новичков, как другие методы сварки.
TIG сварка требует очень четкого понимания следующих переменных в середине шва:
- Время
- Давление
- Электрический текущий
Нет надлежащий мониторинг или управление любой из этих переменных оператора во время сварка может привести к выходу сварного шва из строя (в лучшем случае) или сварщику травмирован (худший сценарий).
Для по этой причине сварку TIG с помощью инверторного сварочного аппарата следует выполнять только кто-то комфортно и хорошо разбирается в электрических и металлургических концепциях занимается сваркой.
Сварка TIG — хороший вариант для изделий из стали или нержавеющей стали, но ее нельзя использовать с алюминием, для которого требуется переменный ток. Некоторые аппараты TIG имеют опцию для переменного тока, но поскольку инверторные сварочные аппараты предназначены для преобразования переменного тока в постоянный ток, многие из них не имеют этой опции.
Принадлежности Требуется для сварки TIG с помощью инверторного сварочного аппарата
Для выполнения
Сварка TIG с помощью инверторного сварочного аппарата, есть несколько основных сварочных материалов. нужный.
нужный.
Это лучше собрать все эти материалы перед началом сварки, так как сварка это точная поделка, и вам не захочется карабкаться по середине шва, пытаясь чтобы найти что-то, что вы забыли найти рядом со своим рабочим столом.
Здесь Вот некоторые из материалов, которые вам понадобятся для сварки TIG с помощью инверторного сварочного аппарата:
- Вольфрамовый электрод
- Инверторный сварочный аппарат с высокочастотным блоком
- Горелка (электрододержатель)
- Защитный газ (аргон или гелий)
- Защитный стержень с наполнителем
- Сварочная маска
- Сварочные перчатки
- Защитная сварочная куртка или фартук
Некоторые
защитного снаряжения, необходимого для сварки TIG, может показаться ненужным,
специально для опытных сварщиков.Тем не менее, сварка требует работы с расплавленным металлом.
металл и дуги такие яркие, что могут обжечь глаза. В хобби или профессии вроде
сварка, защитное оборудование имеет решающее значение.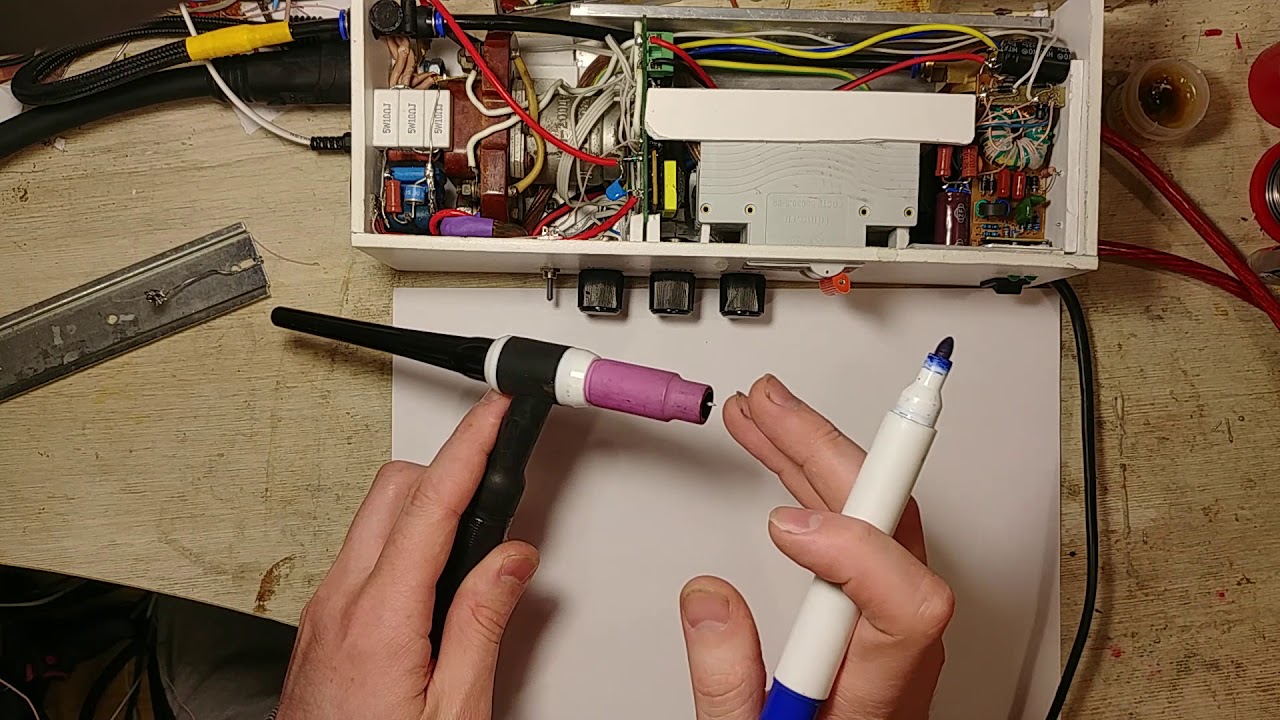
Марка перед началом соревнований убедитесь, что вы одеты в защитное снаряжение. сваривайте и держите все инструменты под рукой, чтобы не вставать. Как указано ранее сварка TIG требует точного контроля задействованных элементов, поэтому вы не хочу отвлекаться.
Как выполнять сварку TIG с помощью инверторного сварочного аппарата
Like другие виды сварки штучной сваркой, сварка TIG инверторным сварочным аппаратом имеет серию шагов, которые необходимо выполнить, чтобы сварка прошла гладко.Первая вещь вам нужно сделать, это высунуть свою палку.
Что «Выбег» и как его запустить
дюйма Сварка TIG, электрический вылет определяется как расстояние между контактный наконечник и нерасплавленный конец вольфрамового электрода. Это расстояние также называется количеством провода в сопротивлении. Электрический торможение влияет на множество факторов в сварном шве, включая следующие:
- Скорость плавления: Скорость плавления — это вес или длина электрода / проволоки / прутка / порошка, расплавленного за заданную единицу времени
- Проникновение: Проникновение — это глубина, на которую линия сплавления в сварном шве проникает в основной металл; чем глубже проплавление сварного шва, тем прочнее сварное соединение. Сварка TIG, вылет должен составлять примерно половину диаметра внутреннего диаметра защитной чашки в стандартной установке .Конкретная длина будет варьироваться от сварочной установки до настройки, но это практическое правило служит хорошим стандартом для большинства из них. Эксперименты со сварочной установкой дополнительно проинформируют сварщика об оптимальном вылете для поддержания хорошего сварного шва.
Одним из способов увеличения длины вылета, который можно использовать без ущерба для качества сварки, является установка линзы из стекла TIG.
Эти линзы помогают удерживать вольфрам неподвижно и обеспечивают надлежащую электрическую передачу, одновременно улучшая экранирование и доступность свариваемого соединения.
Использование Заостренный вольфрам при сварке TIG на инверторном сварочном аппарате
Сварку TIG можно выполнять на инверторном сварочном аппарате с присадочной проволокой или без нее, но при использовании заостренной вольфрамовой проволоки следует быть осторожным, чтобы вольфрам не прилипал.
Если это так, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.Случайно Загрязнение вольфрамового электрода при сварке TIG может произойти в нескольких различных способов:
- Погружение вольфрамового электрода в расплавленную сварочную ванну
- Прикосновение вольфрамового электрода к присадочному стержню
Загрязнение вольфрама во время сварки TIG — одна из наиболее распространенных ошибок, которые вы можете совершить.К счастью, все, что вам нужно сделать, это заново заточить вольфрам на шлифовальном станке, и вы снова окажетесь в седле. Чтобы затачить или повторно затачить вольфрам для сварки TIG, выполните следующие действия:
- Измельчите вольфрам в настольном шлифовальном станке, предназначенном для обработки вольфрама (не используйте настольный шлифовальный станок, используемый для шлифования стали, иначе вы попадете в загрязнение вольфрам)
- Отшлифуйте вольфрам по длине, следя за тем, чтобы кончик вольфрама оставался примерно в два раза больше диаметра электрода.
- Отрежьте кончик вольфрамового конуса, чтобы он не отсоединился и не испортил следующий сварной шов.
В вольфрам, необходимый для сварки TIG на постоянном токе, — это не просто вольфрам, либо.
Вам понадобится торированный вольфрам, который может быть довольно токсичным и с ним следует обращаться осторожно. Торированный вольфрам обрабатывают торием, который является радиоактивным соединением. Эта радиоактивность инертна и защищена во время регулярной сварки, но может выделяться и вдыхаться во время измельчения вольфрама.
Царапина или запуск дуги метчиком
Это основное отличие сварки TIG от сварки MIG. При использовании сварочного аппарата TIG горелка становится под напряжением, как только вы включаете сварочный аппарат. Кнопки для запуска дуги нет, поэтому для этого вам нужно либо нажать кнопку «Старт», либо начать дугу с нуля.
Кран Зажигание дуги для сварки TIG с помощью инверторного сварочного аппарата
One Способ зажигания дуги при сварке TIG заключается в запуске дуги легким нажатием.
Это делается
резкое постукивание стержнем по металлу, над которым вы работаете, удалит
любой дополнительный поток от конца вольфрамового стержня, а также создаст электрические
контакт необходим, чтобы начать дугу.Это движение должно выполняться решительно и резко, касаясь только момент перед вытягиванием стержня назад. Это действие также необходимо выполнить в светлый путь. Если вы нажимаете слишком медленно или слишком сильно нажимаете, это может вызвать прилипание вольфрама.
Если Ваши вольфрамовые палочки, поздравляю, вы испортили сварной шов TIG. Вернись к предыдущему разделу этого практического руководства, повторно заточите вольфрам и попробуйте очередной раз. Одним из преимуществ сварки TIG на инверторном сварочном аппарате является то, что если ваш стержень прилипает, инверторный сварочный аппарат должен автоматически понижать напряжение.
Если вы достаточно новичок в сварке TIG, будет разумным попрактиковаться в запуске сварного шва на металлоломе, пока у вас не появится уверенность в этом, прежде чем приступить к серьезной сварке.
Царапина Зажигание дуги для сварки TIG с помощью инверторного сварочного аппарата
Другой способ зажигания дуги для сварки TIG, кроме запуска с метчика, — это начать сварку с нуля. Здесь вы перемещаете стержень по металлу, чтобы удалить лишний магнитный поток и инициировать электрический контакт. При появлении царапины, зажигающей дугу, стержень следует оторвать от металла, как только на нем начнется искрение.
При возникновении дуги с нуля перемещайте стержень вперед и назад небольшими царапающими движениями, чтобы удалить покрытие из флюса. Старайтесь не царапать продолжительными движениями, так как это может привести к возникновению сварочной дуги дальше от желаемой начальной точки, чем необходимо.
Во избежание прилипания стержня его следует вытаскивать при появлении искры, а затем возвращать к нормальной длине сварочной дуги. Избегайте чрезмерного давления, так как это способствует прилипанию.
Царапина, запускающая дугу, аналогична запуску дуги легким прикосновением, но может прилипать, если сварщик недостаточно быстр или не имеет опыта зажигания дуги таким способом.Однако старт с нуля может быть хорошим выбором для удилищ, которые сложнее заводить.
Газ Экранирование сварных швов TIG с использованием инверторных сварочных аппаратов
Другое Основная проблема, с которой сталкиваются люди, пытающиеся выполнить сварку TIG с помощью инверторного сварочного аппарата, — это недостаточная защита инертным газом, что приводит к загрязнению материалов. Для Сварка TIG, вы должны использовать чистый аргон или аргон-гелий. смешивание.
Если вы выполняете сварку TIG с использованием аргона с углекислым газом, вы немедленно загрязняете и разрушаете сварной шов. По этой причине очень важно иметь соответствующую газовую защиту во время сварки TIG.Чтобы обеспечить надлежащую газовую защиту для сварки TIG, соблюдайте следующую процедуру:
- Установите скорость потока газа. Правильный расход газа для сварки TIG с использованием инверторного сварочного аппарата должен составлять 8-10 литров в минуту. Так же важно не устанавливать слишком высокий расход, как и устанавливать достаточно высокий расход — высокие скорости потока защитного газа могут вызвать турбулентность, которая привносит загрязняющие вещества, переносимые по воздуху.
- Проверить фитинги и шланги на предмет утечек. Если вы наблюдаете загрязненный сварной шов и считаете, что ваш экран должен быть подходящим, проверьте свою установку на предмет утечек. Чтобы проверить герметичность, промойте шланги и фитинги мыльной водой. Если есть протечка, вы должны увидеть пузыри на протекающем шве.
Другое Распространенные проблемы при сварке TIG инверторным сварочным аппаратом
В то время как Сварку TIG может легко освоить любой человек, имеющий некоторый базовый опыт в методы и концепции сварки, есть несколько проблем, с которыми сталкиваются сварщики TIG Это может поразить любого сварщика, как новичка, так и эксперта.
Здесь Вот некоторые из распространенных проблем, с которыми вы сталкиваетесь во время сварки TIG с инверторный сварочный аппарат:
- TIG-сварка алюминия на постоянном токе: Постоянный ток не идеален для сварки алюминия, и вместо него следует использовать переменный ток. Сварка алюминия TIG постоянным током приводит к загрязнению.
При сварке алюминия методом TIG убедитесь, что все оксидные соединения выгорели, а точка сварного шва идеально блестящая, прежде чем вводить присадочную проволоку для предотвращения загрязнения.Сварка TIG на переменном токе может удалить эти оксиды, но имейте в виду, что она также притупляет вольфрам и может усилить травление.
В TIG Сварка на инверторном сварочном аппарате, название игры — Arc Control
При сварке TIG на инверторном сварочном аппарате одним из наиболее важных навыков, которым вы можете научиться, чтобы стать лучше сварщиком TIG, является управление дугой — это означает, что с момента нажатия или поцарапайте дугу до момента выключения переключателя.
Наряду с обучением правильной газовой защите, это очень важно для успешной, прочной и эстетичной сварки TIG.
Кому правильно контролировать дугу при сварке TIG, вам нужно, чтобы дуга была как можно короче. возможный. Хотя может показаться более естественным удлинить дугу, поскольку это позволяет чтобы лучше было видно контакт и сварочную лужу, лучше повернуть голову или перемещайте свое тело, а не факел.
Любая регулировка длины дуги в середине сварного шва ухудшит однородный вид сварного шва, а также может вызвать структурные проблемы в более серьезных случаях. При первом обучении сварке TIG может оказаться полезным попрактиковаться в сварке многих сварных швов. различные положения на металлоломе перед серьезной сваркой проект.
TIG Сварка для каждого сварщика
Любой, кто знаком со сваркой MIG, может запрыгнуть на сварочный поезд TIG, и для этого нет необходимости приобретать промышленный источник питания для сварки TIG. Это может сделать любой, у кого есть инверторный сварочный аппарат, горелка TIG, баллон с аргоном и регулятор.
с инверторный сварочный аппарат и подходящие инструменты, легко выполнить высокое качество, прочная и точная сварка TIG тонких и экзотических металлов, не выходя из цех.
Можно ли выполнять сварку TIG без газа?
Размещено: 11 мая, 2017 Автор: MattMВ связи со снижением стоимости и повышением качества сварочных аппаратов TIG за последние 5 лет у нас появляется все больше начинающих сварщиков, задающих вопросы о том, что можно сделать с помощью TIG и где его можно использовать.Понимание того, как работает сварочный процесс со сварочным аппаратом TIG, позволит вам понять, является ли он лучшим сварщиком для вашего цеха. Сварка TIG является предпочтительным методом среди большинства сварочных мастерских высокого класса, но у нее есть свои ограничения.
Вам нужно проводить сварку снаружи, где нельзя использовать защитный газ или вы не можете позволить себе баллон с газом? Сварка без защиты сварочной ванны невозможна при ЛЮБОМ типе сварки. Разница в том, что некоторые методы сварки (например, сварка TIG) требуют фактического сварочного газа, а другие используют флюс или покрытие на присадочной проволоке, которое выгорает, создавая защитный экран, необходимый сварочной ванне для предотвращения попадания загрязнений в расплавленный металл.При сварке сварочным аппаратом TIG вы используете кусок голой присадочной проволоки без покрытия и вольфрам, который подает электрическую дугу на заготовку, образуя лужу. Этот метод сварки требует, чтобы каждая часть процесса была ОЧЕНЬ чистой, и в качестве защитного газа требуется 100% аргон. Без защитного газа вы сожжете вольфрам, загрязните сварной шов и не получите никакого проникновения в заготовку.
Теперь не теряйте надежды и мечты о приобретении сварочного аппарата TIG из-за проблем с газом! Хорошей новостью является то, что многие современные сварочные аппараты TIG — это инверторные, многоцелевые аппараты, которые могут выполнять сварку TIG и сварку палкой одним щелчком переключателя и заменой пары фитингов.Процесс сварки TIG и дуговой сварки ОЧЕНЬ похож, если у вас есть провод с электрододержателем или «горелкой». В любом случае вы либо касаетесь электродом детали, либо подносите ее достаточно близко, чтобы дуга подпрыгивала, и начинаете сварку. На этом различия заканчиваются: в дуговой сварке используется расходный материал. Он носит множество шляп, он является присадочным стержнем, создает электрическую цепь для сварки, а также покрыт покрытием, которое создает защитный газ, необходимый для защиты сварочной ванны во время сварки.При сварке TIG вы держите присадочный стержень в одной руке, а горелку / вольфрам — в другой, и вы добавляете присадочный стержень в лужу с защитным газом, текущим из горелки и над расплавленной сварочной лужей.
Итак, если вы хотите сваривать без газа, но позже можете увидеть, как вы перейдете к сварке TIG, мы рекомендуем приобрести многофункциональный аппарат для сварки TIG, который также позволяет выполнять дуговую сварку или сварку палкой. Мы предлагаем множество аппаратов для сварки TIG, и большинство из них также позволяет выполнять дуговую сварку без газа.Ознакомьтесь со всей линейкой наших сварочных аппаратов TIG здесь: https://www.eastwood.com/welders/tig-welders.html.
TIG против сварки MIG — что мне подходит?
Сварка в среде инертного газа (MIG) и сварка в среде вольфрама в среде инертного газа (TIG) — это два уникальных процесса сварки, использующих разные методы и дающие разные результаты. Важно знать, что требуется для каждого типа сварки и какой из них лучше подходит для ваших нужд.
Мы хотим помочь вам понять, какой вид сварки лучше всего подходит для вас.В Fairlawn Tool, Inc. мы стремимся предоставлять решения, отвечающие вашим потребностям. Сравнение плюсов и минусов сварки TIG и MIG поможет вам принять обоснованное решение о том, какой тип вам следует выбрать.
Сравнение сварки TIG и сварки MIG
ГорелкиTIG и MIG создают электрическую дугу между материалом и электродом во время сварки. При этом металл плавится, и присадочный материал может соединиться с ним. Оба процесса сварки требуют чистых и прозрачных поверхностей для достижения наилучших результатов.Убедитесь, что вы смахнули щеткой всю грязь или мусор перед началом сварки.
Оба метода сварки нагревают металлы до жидкого состояния. Затем они используют присадочный материал для соединения металлов. Итак, как эти две техники по-разному влияют на этот процесс?
При сваркеTIG используется вольфрамовый электрод, который пропускает ток через металлы, которые вы хотите соединить. После того, как электрод нагреет металлы и они станут жидкими, сварщик вручную окунает присадочный материал в лужу, и две детали начинают соединяться.
Сварка TIG требует использования обеих рук, поскольку горелка и присадочный материал отделены друг от друга. Однако для успешной сварки TIG не требуется присадочный материал. Сварщики TIG также имеют ножную педаль для управления количеством электричества, которое подается на горелку. Некоторые сварочные швы при дуговой сварке создают брызги. Сварка TIG не оставляет брызг и обеспечивает более чистую поверхность.
СваркаMIG включает подачу металлической проволоки, соединенной с электродом, который объединяет ваш проект.Эта проволока пропускает присадочный материал через горелку к расплавленному металлу. MIG использует сварку коротким замыканием. Когда образуется сварочная лужа, инертный газ выходит из пистолета и защищает лужу от других элементов в атмосфере. В результате инертный газ действует как экран, позволяющий сваривать металлы.
Сегодня процесс MIG более распространен, чем сварка TIG. Сварку MIG легче освоить и она намного быстрее.
Выбирая, какой из двух сварочных процессов выбрать, вы можете увидеть, что у них есть свои сходства и различия.В следующем разделе мы более подробно рассмотрим, чем они отличаются. Для будущих сварочных работ вы можете предпочесть одно другому.
В чем разница между методами сварки TIG и MIG?
TIG и MIG — это разные виды сварки, которые имеют ситуативные преимущества и недостатки. Чтобы найти лучший для вас способ, посмотрите на цели вашего проекта и на то, что вам нужно сделать для достижения этого конечного продукта. Учитывайте свой опыт в сварке, с какими материалами вы работаете, сколько времени у вас есть на проект и ваш бюджет.
Некоторые различия между сваркой TIG и MIG включают:
- Техника: Основное различие между этими методами заключается в используемой технике. Сварка TIG требует, чтобы сварщик одной рукой подавал на сварной шов отдельный присадочный материал, а другой работал с горелкой. При сварке MIG проволочный электрод непрерывно подается через катушку для создания сварного шва.
- Сложность: При сварке TIG вы должны держать сварочную горелку в одной руке, а присадочный материал — в другой, что затрудняет работу неопытных пользователей.Метод непрерывной подачи проволоки MIG делает его более простым в обращении, чем TIG.
- Толщина объекта: MIG позволяет сваривать более толстые металлы быстрее, чем сварка TIG. Если металл, который вы используете, тонкий, лучшим вариантом может стать TIG.
- Типы металлов: Сварочные работы MIG с большинством типов металлов. Вы можете использовать алюминий, нержавеющую сталь и низкоуглеродистую сталь. Сварка TIG также совместима с этими металлами, но лучше работает с материалами более тонкой толщины.
- Скорость: TIG — более медленный метод, но обеспечивает более высокий уровень детализации.MIG — это более быстрый метод сварки, что делает его идеальным для проектов, требующих более высокой производительности.
- Размер проекта: Размер вашего проекта может определить, какую форму сварки выбрать. Сварные швы TIG лучше подходят для тонких металлов и небольших проектов, потому что они обеспечивают точные и чистые сварные швы. Сварные швы MIG хорошо подходят для больших проектов с толстыми металлами, которые требуют более длительных непрерывных циклов.
- Контроль: Сварщики TIG должны иметь опыт работы с синхронизацией и балансировкой материалов в обеих руках.MIG обычно легче контролировать, и он лучше подходит для начинающих.
- Стоимость: TIG — более дорогой метод, чем сварка MIG.
- Внешний вид: Сварку TIG многие любят за ее чистую и красивую поверхность. Этот вид сварки часто используется в художественных и декоративных целях из-за привлекательного внешнего вида.
- Оборудование: Оборудование тоже сделано иначе. Сварные швы TIG и MIG имеют уникальную конструкцию и компоненты, которые подходят для их конкретных задач.
Компоненты сварки TIG и MIG
Основное различие между этими двумя формами дуговой сварки заключается в используемом оборудовании. Поскольку они оба подходят к сварке разными методами, оборудование должно быть разным, чтобы приспособиться к этим изменениям. В следующих разделах будут показаны различные компоненты, используемые при сварке TIG и MIG.
Компоненты для сварки TIG
Вот основные компоненты сварки TIG:
- Питание: Источник может быть переменного или постоянного тока.У некоторых сварщиков есть переключатель для выбора предпочтительного электрического тока. Источник питания переменного тока лучше работает с металлом, например, с алюминием. Источник питания постоянного тока даст сильную дугу, но заготовку следует предварительно очистить, чтобы газовая защита работала.
- Горелка: Горелки для сварки TIG могут иметь самые разные конструкции. У некоторых может быть переключатель включения / выключения и управление на ручке, или педаль может управлять этими командами.
- Ножная педаль: Регулирует подачу электричества на резак.Когда вы сильнее нажимаете на педаль, количество электричества увеличивается, и дуга становится горячее. Это ускоряет процесс сварки, но вам нужно знать, как справиться с дополнительным нагревом и скоростью.
- Электрод и газовая защита: Угол наконечника электрода формирует дугу, которая образует сварочную ванну. В перерывах между сварками необходимо следить за тем, чтобы он был в хорошем состоянии. Сопло горелки требует газовой линзы для потока газа, чтобы защитить дугу и сварочную ванну. Форсунки бывают разных размеров, чтобы обеспечить различное газовое покрытие.Обычно это аргон.
- Присадочный материал: Присадочные стержни бывают разных материалов и размеров. Стержень должен соответствовать материалу, который вы свариваете, а толщина материала определяет размер присадочного стержня.
- Опорные стержни: Они помогают охладить зону сварки быстрее, чем если бы вы дали ей остыть самостоятельно. Вы зажимаете опорные стержни к задней части свариваемой детали. Несущий стержень может быть изготовлен из меди или алюминия для отвода тепла. Также доступны опорные стержни с водяным охлаждением, в которых холодная вода циркулирует через стержень для ускорения процесса охлаждения.
Компоненты для сварки MIG
При сваркеMIG и TIG используется разное оборудование для достижения схожих целей. В следующем списке описаны компоненты сварки MIG:
- Питание: Источником обычно является постоянный ток с постоянным напряжением.
- Проволока: Система подачи проволоки должна работать плавно, чтобы сварка была равномерной. Системы подачи включают прижимные ролики, пушпульные и катушечные.
- Электрод: В зависимости от вашего проекта вам понадобится правильный диаметр и состав для сварки MIG.
- Горелка: Сварочная горелка подает газ, который защищает дугу и сварочную ванну и передает сварочный ток на проволоку. Горелки могут иметь воздушное или водяное охлаждение. Горелки с воздушным охлаждением обычно дешевле и легче, чем резаки с водяным охлаждением. Проходящий через них газ охлаждает сопло. Они подходят для более легких сварочных работ. Пистолеты с водяным охлаждением предпочтительны, когда сварщик использует большой ток и выполняет тяжелые работы.
- Трубопровод: Кабель должен быть коротким и прямым, чтобы подача могла происходить без проблем.
- Присадочный металл: Он проводит электрический ток для плавления электрода, но также усиливает то, что вы сварили.
- Защита от газа: Газ, защищающий сварочную ванну и дугу, обычно состоит из аргона и двуокиси углерода.
Каковы плюсы и минусы сварки TIG и MIG?
Помня о своем проекте, учитывайте плюсы и минусы сварки TIG и MIG, чтобы принять решение.
Возможно, вы склоняетесь к определенному типу сварочной техники, но знание преимуществ и недостатков поможет вам принять более осознанное решение о том, что поможет вам достичь своей цели и выполнить лучшую сварочную работу для вашего проекта.
Профи для сварки TIG
Вот некоторые из преимуществ сварки TIG, которые могут подойти для вашего следующего проекта:
- Точность: Сварка TIG более точна и имеет более высокое общее качество, чем сварка MIG.
- Более чистый процесс: Процесс TIG чище и лучше для окружающей среды.
- Не требуется присадочный материал: Сварка TIG не требует присадочного материала.
- Большой контроль: Используемая педаль позволяет ножной педали регулировать подвод тепла.
- Минимальные затраты на обслуживание: При сварке MIG в процессе сварки расходуется сварочный электрод, но это не относится к сварке TIG. Электроды не нуждаются в таком уходе, хотя их нужно чистить между использованиями.
Сварка TIG Cons
СваркаTIG — отличный вариант для определенных сценариев, но перед выбором следует учесть некоторые факторы. Вот несколько общих соображений при сварке TIG:
- Расходы: Стоимость сварки TIG выше, чем сварка MIG, потому что это более медленный процесс и низкая скорость наплавки.Скорость наплавки измеряется в фунтах в час наплавки при определенном сварочном токе.
- Необходимость чистой поверхности: Сварочную поверхность необходимо тщательно очистить перед использованием этого метода.
- Большая сложность: Сварка TIG требует более опытного оператора, поскольку сварочные швы сложнее выполнять.
- Больше времени: Этот метод требует больше времени на подготовку, и процесс сварки занимает больше времени.
Профи для сварки MIG
Многие сварщики могут найти MIG как лучший вариант для своих нужд. Изучите следующий список профессионалов, чтобы убедиться, что этот процесс сварки соответствует вашим требованиям:
- Более короткое время: MIG создает сварные швы за более короткое время.
- Меньше затрат: этот процесс не так дорог, как сварка TIG, а необходимое оборудование более доступно.
- Точность: при сварке MIG легче получить точное соединение.
- Более чистый процесс: этот метод обеспечивает чистый сварной шов, требующий минимального обслуживания после сварки.
Сварка MIG Cons
Когда дело доходит до сварочных процессов, вы всегда найдете как плюсы, так и минусы. Вот некоторые аспекты сварки MIG, которые вы должны учитывать, прежде чем выбирать ее для своих сварочных проектов:
- Более низкая прочность: MIG обычно не такой прочный, как сварка TIG.
- Меньшая надежность: Надежность этого метода сварки может быть проблематичной из-за таких факторов, как пониженная стабильность дуги и обратный прогорание проволоки.
- Опасности: Сварка MIG может привести к образованию сильного дыма и дыма и потенциально искр.
- Ржавчина: Этот метод может вызвать образование отложений ржавчины.
- Требуемая толщина: При работе с тонкими материалами сварочные швы MIG могут прожечь металл.
- Экологические ограничения: Этот метод трудно использовать на открытом воздухе из-за присутствия газов.
- Требования к различным материалам: MIG может сваривать многие металлы, но каждый из них имеет особые требования к проволоке и газам.
Когда мне следует использовать сварку TIG и MIG?
Использование сварки TIG и MIG может стать важным отличием вашего проекта, который выведет его на новый уровень. Вы можете значительно сократить время и усилия, затрачиваемые на его изготовление, а также улучшить качество и долговечность конечного продукта.
Знание типов проектов, для которых подходят сварочные швы TIG и MIG, может привести вас к решению, какой тип сварного шва следует использовать в ваших собственных усилиях.
Применение для сварки TIG
Если у вашего проекта есть определенные потребности или характеристики, лучшим выбором может быть сварка TIG.Вот некоторые из лучших примеров и приложений, чтобы выбрать его для вашего следующего сварочного проекта:
- Вы свариваете более тонкие металлы: Если в вашем проекте используется более тонкий металл или металл меньшего размера, то TIG — лучший вариант. Лучше для точных сварных швов, которые сделают ваш проект отличным и не требуют очистки.
- У вас хорошая зрительно-моторная координация и вы попрактиковались: Сварка TIG — это трехэтапный процесс, при котором вам необходимо иметь сильную координацию рук и ног.Это тонкая техника, требующая практики и терпения. Педаль позволяет более точно контролировать температуру.
- Вы работаете с легкодоступными углами: Хотя сварщикам нравится использовать ножную педаль для сварки TIG, этот метод может не работать, когда вы пытаетесь сваривать небольшие участки под нечетными углами. Для этого подумайте об использовании кончика пальца, чтобы вы могли получить эти углы и правильно сварить их.
- Вы свариваете подходящие металлы: TIG может работать со многими видами металлов, такими как алюминий и медь, но не с чугуном.
- Вы свариваете короткие тиражи: Короткие технические швы лучше всего подходят для сварки TIG. Более длинные пробеги могут быть сложнее и дороже.
- Вы беретесь за деликатный или художественный проект: Если ваш проект представляет собой что-то вроде ящика для инструментов или раковины, TIG — лучший вариант. TIG также лучше всего работает с произведениями искусства, такими как декоративные конструкции и автомобильные проекты. Когда имеет значение окончательный внешний вид вашего проекта, вы можете выбрать сварку TIG.
Применение для сварки MIG
Для успеха вашего проекта могут потребоваться уникальные возможности сварки MIG.Рассмотрите возможность выбора сварки MIG, если ваш проект включает следующие сценарии и требования:
- Вы свариваете более толстые или большие куски металла: Если в вашем проекте используются более толстые и большие куски металла, для которых потребуется много сварочных работ, MIG — это вариант для вас. Наполнитель, который непрерывно подается на катушку, соединит ваши части вместе, чтобы получить конечный продукт, который вы хотите. Этот вид сварки может потребовать некоторой шлифовки или сглаживания после процесса сварки.
- Вам нужен более плавный процесс с меньшим количеством дефектов: Непрерывный характер MIG снижает вероятность неисправности, поскольку вам не нужно беспокоиться о повторном запуске и остановке.
- Вы работаете под сложными углами или вам нужна свободная рука для большего контроля: сварочные швы MIG имеют триггеры, которые управляют работой и позволяют свободной рукой прихватывать или удерживать материалы определенным образом, чтобы они могли правильно сваривать.
- Вам нужно сваривать более длинные тиражи: сварочные швы MIG подходят для более длительных производственных циклов, поскольку ими проще управлять, и они работают быстрее, чем сварочные швы TIG.
- Вы новичок в сварке: сварка MIG лучше подходит для крупных проектов, поскольку с ней проще работать и с ней можно выполнять более длинные сварные швы.
Безопасность при сварке
Независимо от выбранного вами процесса сварки, вы должны быть уверены в своей безопасности. Независимо от того, доверяете ли вы профессионалу, который занимается этим 30 лет, или впервые занимаетесь сваркой, меры безопасности должны быть вашим главным приоритетом. Все сварщики должны носить защитные средства для предотвращения серьезных травм.
Вот обзор того, в какую защиту вам следует инвестировать, а также почему это важно:
- Лицевая сторона: Сварочный шлем защитит ваши глаза и лицо от излучения, искр, яркого света и ожогов, которые могут возникнуть в результате сварки. Если вы видите открытую кожу на части головы или шеи, наденьте огнестойкий чехол под шлем.
- Глаза: Во время сварки нельзя носить контактные линзы. Контактные линзы могут собирать частицы пыли и химикаты из воздуха и вызывать раздражение глаз.
- Уши: Надевайте наушники, чтобы предотвратить потерю слуха из-за шума сварки. Если вы носите беруши, убедитесь, что они огнестойкие.
- Легкие: При сварке выделяется много дыма и оксидов, которые опасны при вдыхании. Респиратор сохранит здоровье легких.
- Кожа: Прикрывайте открытые участки кожи огнеупорной одеждой. Обязательно закрывайте карманы и снимайте наручники с брюк, потому что они могут собирать искры. Брюки должны закрывать голенище ботинок, чтобы искры не попали в них и не повредили ногу или ступню.
- Руки и ноги: Надевайте изолированные огнестойкие перчатки и резиновую обувь, чтобы защитить себя от поражения электрическим током или ожогов. Перчатки должны полностью закрывать предплечья.
Кроме того, убедитесь, что сварной шов наклонен таким образом, чтобы образовавшиеся искры брызнули от вас. Перед сваркой снимите все украшения и убедитесь, что одежда не из синтетических материалов. Они легко воспламеняются, а это значит, что вы подвергаете себя ненужному риску ожога.
Сделайте инструмент Fairlawn своим профессиональным сварщиком TIG и MIG
Компания Fairlawn Tool, Inc. гордится тем, что поставляет вам все материалы, необходимые для успеха. Мы предоставим вам непревзойденный опыт в области сварочных работ и других услуг в области металлообработки для таких отраслей, как сельское хозяйство, телекоммуникации, строительство и др.
Если вашей компании требуются средние и крупные заказы на сварку для выполнения вашего проекта, мы — решение для вас. Мы предоставляем качественный сервис с беспрецедентными результатами.Наши сварочные услуги и возможности обязательно удовлетворят ваши потребности. Начни проект своей мечты прямо сейчас! Позвоните нам, чтобы узнать больше или назначить консультацию для вашего следующего проекта.
Последнее обновление 2 апреля 2021 г.
7 лучших сварщиков для начинающих (MIG, TIG, Stick)
0Последнее обновление: 13 января 2021 г.
Как выбрать из всех сварщиков онлайн, если ты начинающий сварщик? Вы можете рискнуть и посмотреть, как все пойдет, или вы можете прочитать ряд честных обзоров, подобных этому, и получить рекомендации по лучшим вариантам.
Мы знаем, каково это в начале пути к сварке. Иногда глубокий конец кажется пугающим, но вы не одиноки; все мы были в самом начале, и несколько советов помогут вам добиться максимальных результатов.
Мы выбрали семь наших любимых сварщиков-новичков и кратко рассказали об их плюсах и минусах, чтобы помочь вам решить, что подойдет вам лучше всего. Не каждый выбор будет правильным для вас, но есть множество примеров, на которых можно поучиться, и каждый вариант здесь хорошо послужит новичку.
Сравнение наших фаворитов на 2021 год
7 лучших сварщиков для начинающих
1. Универсальный сварочный аппарат Weldpro 200 — лучший результат
Наш любимый выбор — многоцелевой инверторный сварочный аппарат Weldpro на 200 А. Это не слишком дорого, он предлагает функции MIG и TIG, и это одна из самых простых машин для обучения.
Он имеет предварительно заданные внутренние параметры, которые вычисляют наилучшее сочетание настроек для сварки, поэтому все, что вам нужно сделать, это включить его и сварить.Вы можете увеличить или уменьшить температуру, но не нужно беспокоиться о других мелких деталях, которые часто затрудняют начальный этап обучения.
Имеется кнопка для переключения между автоматической или ручной подачей проволоки, что позволяет вам сосредоточиться на легком маневрировании резаком, не беспокоясь о удерживании спускового крючка. Это также меньший по размеру аппарат, поэтому его легко транспортировать, и он способен выполнять широкий спектр сварочных работ по очень разумной цене. Это наш универсальный любимый сварщик-новичок для получения базовых знаний о сварке.
Плюсы
- Машина определяет сложные настройки
- MIG и TIG
- Автоматический выключатель сварки
- Простота установки и использования
Минусы
- Желтый цвет легко пачкается
2. Lotos TIG200 Начинающий сварщик TIG
Lotos TIG200ACDC — лучший сварочный аппарат TIG для начинающих сварщиков. В нем достаточно настроек, чтобы дать место для прогресса, без панели сбивающих с толку опций, которые помешали бы новичкам начать работу.Это не просто сварщик TIG, как многие люди сначала начинают. Обычные сварщики дешевы, но с ними очень трудно учиться. Этот доступный по цене и один из самых простых в использовании аппаратов для сварки TIG.
Этот сварочный аппарат отличается идеальными возможностями и простотой. Может сваривать любой металл; просто не забудьте переключить его в режим переменного тока при сварке алюминия и постоянного тока для любого другого металла. На панели настроек есть несколько основных настроек, но вы можете оставить большинство из них в покое, если хотите только почувствовать сварку TIG, не зная всех параметров.
В комплект входит простая в использовании ножная педаль, которая помогает легко почувствовать сварку при различных температурах. Без педали нужно останавливаться и часто начинать менять температуру.
Нам очень нравится этот сварщик. Если вы интересуетесь исключительно сваркой TIG, это наш лучший выбор. В остальном он занимает второе место среди начинающих сварщиков.
Плюсы
- Легкая дуга
- Включает педаль
- Отличный фонарик для начинающих
- Можно сваривать любой металл
- Простота использования
3.Сварочный аппарат Forney Easy Weld 271 MIG — лучшее соотношение цены и качества
На третьем месте мы выбрали Forney Easy Weld 271 в качестве нашего любимого сварочного аппарата MIG за такие деньги. Он также может выполнять сварку TIG, что удобно, если вы хотите расширить свои сварочные возможности, но в комплекте с ним нет горелки TIG.
Это прежде всего машина MIG, и это отличный вариант для начинающих. У него нет большого диапазона сварочных возможностей для толстых металлических секций, но он идеально подходит для любой сварки легкой и средней толщины, на которой сосредотачивается большинство новичков.
УForney есть одни из лучших руководств для сварщиков, поэтому у вас не должно возникнуть проблем с настройкой и запуском этого аппарата. Наша любимая часть — это цена. Это качественный сварщик, который предлагает многое любому начинающему сварщику без затрат, которые имеют другие машины.
Это лучший сварочный аппарат MIG для новичков среди всех наших онлайн-опций. Мощность TIG обеспечивает дополнительный бонус для всех, кто хочет перейти к новому процессу сварки.
Плюсы
- Высокое качество
- Возможность сварки MIG и TIG
- Простота использования
- Низкая цена
- Простое руководство для сварщика
4.Сварочный аппарат ESAB на 120/230 В MIG / TIG / Stick
ESAB EMP215IC — одна из лучших машин для обучения с настройками MIG и TIG. Его легко настроить вместе с изменением любых параметров сварки, как и в сварочном аппарате Weldpro с инвертором на 200 А для многопроцессорной сварки. Все сложные настройки определяются и инициируются за вас. Вам нужно только беспокоиться о том, какой процесс сварки вы хотите запустить, и о температуре шва.
Недостатком этого сварочного аппарата является то, что он немного дороже.То, что он предлагает, определенно стоит своей цены, но это не сварщик, который вы бы купили, если тестируете воду. Однако, если вы хотите заплатить немного больше, чтобы прочно заняться сваркой, имея простой в освоении аппарат, это отличный выбор.
Этот аппарат не предназначен для сварки алюминия, хотя вы можете сваривать алюминий методом MIG с небольшими изменениями. Если вы хотите производить сварку алюминия методом TIG, инверторный многофункциональный сварочный аппарат Weldpro 200 Amp очень похож на него и обеспечивает функцию переменного тока, необходимую для сварки алюминия.
Плюсы
- MIG и TIG
- Прочный чемодан
- Простой в использовании цифровой экран
- Машина определяет сложные настройки
Минусы
- Дорого
- Не предназначен для сварки алюминия
5. Lotos MIG140 Сварщик флюсовых стержней для начинающих
Lotos MIG140 — отличный выбор для новичка, желающего испытать воду с помощью сварки MIG.Его не так просто использовать, как инвертор Weldpro 200 Amp или ESAB EMP215IC, но он является одним из самых простых для сварки из аппаратов MIG, требующих ручной настройки параметров.
Он поставляется с удобным переключателем, называемым переключателем 2T / 4T, который дает вам возможность ручной и автоматической подачи сварочной проволоки. Это позволяет вам больше сосредоточиться на технике сварки, а не удерживать неудобный спусковой крючок.
Этот сварочный аппарат предназначен для сварки под флюсом без использования газа.Наличие этой возможности обеспечивает доступный вариант для начала сварки без затрат или хлопот по настройке газа для сварки.
Если у вас небольшой бюджет, этот вариант стоит того. Он не такой качественный, как другие сварщики из нашего списка, но хороший начинающий сварщик.
Плюсы
- Низкая цена
- Простота использования
- Автоматический выключатель сварки
- Возможности сварки алюминия
Минусы
- Без функции ВИГ
- Без схемы сварки
6.Hobart Handler 210 Сварочный аппарат MIG для начинающих
Hobart’s Handler 210 — это высококачественная машина, рассчитанная на длительный срок службы. Это также один из самых простых в настройке и использовании ручных MIG-аппаратов, но вам нужно выяснить собственное сочетание силы тока и настроек подачи проволоки, чтобы получить правильный сварной шов для каждого проекта, в котором вы его используете.
Нам не нравится, насколько он тяжелый. Он в первую очередь предназначен для сидения в одном месте, а не для переноски, если только он не на тележке.Вы можете сварить проект любого размера, для которого он понадобится начинающему сварщику, поэтому простота продвижения — бонус этой машины.
Это не дорогой сварочный аппарат, но он предлагает меньше по своей цене по сравнению с другими доступными машинами. Однако, если вам нужен качественный сварочный аппарат MIG с множеством настроек сварки для ряда свариваемых материалов для дальнейшего совершенствования, этот вариант стоит рассмотреть.
Плюсы
- Качественная машина
- Простота использования
- Широкие возможности сварки
Минусы
- Тяжелая машина
- Без функции ВИГ
- Не для алюминия
7.Сварочный аппарат для дуговой сварки Amico TIG160
Аппарат Amico TIG 160 Amp — один из самых доступных сварочных аппаратов TIG, доступных в Интернете. Это хороший выбор, если у вас небольшой бюджет, но для начала это более сложная машина. Сварку TIG сложно освоить, и использование такого низкокачественного аппарата обычно усложняет процесс обучения.
Он разработан для сварки профилей малой и средней толщины, хотя приваривать к нему листовой металл сложно из-за его плохой сварочной способности.Большинство людей купят его для сварки штангой или в качестве недорогого сварочного аппарата TIG для базовой сварки. Он не предназначен для того, чтобы помочь кому-либо улучшить свои сварочные способности.
С его помощью нельзя сваривать алюминий, и существует очень мало функций, помогающих выполнять сварку TIG. Есть только циферблат для изменения температуры сварки. Также отсутствует функция MIG; это всего лишь базовая машина по невысокой цене. Стоит купить, чтобы получить представление о сварке TIG, но помните, что научиться этому непросто.
Плюсы
- Недорогой станок
- Малогабаритный сварочный аппарат
- Простая установка
Минусы
- Сложная сварка аргонодуговой сваркой на
- Без функции MIG
- Нет возможности использовать алюминий
- Низкое качество
Справочник покупателя
На что вы обращаете внимание при выборе нового сварочного аппарата? Отличный вопрос.Есть несколько факторов, и не все они применимы к вам, но знание разницы кардинально изменит общие результаты. Мы надеемся, что это поможет вам.
Процесс
Первый шаг — выяснить, на каких процессах вы хотите сосредоточиться. Читаем нашу статью «TIG против MIG: какой процесс сварки выбрать?» статья даст вам полезное изложение обоих вариантов, которые стоит рассмотреть.
Полезно на какое-то время сосредоточиться на одной области, чтобы увеличить количество повторений и убедиться, что вы выучите как можно больше в кратчайшие сроки.Лучше всего начать с одного. Сварка MIG — самый простой способ. Это дает любому начинающему сварщику полезную базу для понимания роли сварочной дуги и того, как работает расплавленная лужа, а также ее поведения в различных условиях, температурах и металлах.
С чего бы вы ни решили начать, заблаговременное решение изменит ваше решение о выборе сварочного аппарата. Есть много сварщиков, с которыми вы можете использовать MIG и TIG, но процесс, с которого вы хотите начать, определит, какого сварщика выбрать.
Конечный гол
После того, как вы выбрали процесс, вы захотите начать сварку во время процесса или даже во время него. Это помогает понять, какова ваша конечная цель сварки. Если вы хотите просто поиграться и почувствовать сварку, это существенно повлияет на то, какого сварщика вы захотите купить, по сравнению с завершением конкретного проекта или превращением сварки в побочный бизнес.
Обдумайте свою конечную цель, чтобы выбрать подходящего сварщика.Есть сварщики более низкого качества, которые являются доступным способом поиграть со сваркой в вашем гараже, но этот тип машины не предлагает вариантов для дальнейшего развития, которые вы можете пожелать.
Сварочные аппараты, такие как Weldpro 200 Amp Inverter или ESAB EMP215IC, хороши, если вы новичок с целями быстрого продвижения к крупным проектам и даже к побочным делам [включить ссылку]. Но это не самые доступные варианты для экспериментов.
Если вы хотите сосредоточиться только на сварке TIG, сварочный аппарат TIG для алюминия LOTOS TIG200ACDC 200A AC / DC обеспечит легкий запуск и хороший прогресс, не беспокоясь о сварке MIG.
Forney Easy Weld 271, 140 MP Welder и Hobart Handler 210 MVP MIG Welder разработаны аналогичным образом, чтобы помочь начинающему сварщику быстрее учиться и добиваться высоких результатов в сварке.
Существует множество вариантов, но первым шагом является определение вашей цели покупки сварочного аппарата, а также того, как далеко вы зайдете с этим и с какой скоростью.
Цена
Цена на сварочный аппарат, который вы покупаете, очень важна и определяется, прежде всего, вашей конечной целью. Чем быстрее вы хотите научиться и чем больше вы хотите сваривать на своем станке, тем больше вы будете платить, но это не всегда так.
Наш лучший сварочный аппарат для точечной сварки, инверторный многоцелевой сварочный аппарат Weldpro 200 Amp — отличный сварщик для новичков, способный на гораздо большее, чем у большинства аппаратов. Цена на удивление невысока, несмотря на то, что это качественный и универсальный сварочный аппарат высшего класса.
Однако, вообще говоря, чем больше вы хотите, тем больше вы будете платить. Меньшая плата за сварщика сэкономит вам деньги заранее, но редко позволяет сэкономить деньги в долгосрочной перспективе. Стоимость сварочного аппарата постоянного тока с дуговым электродом Amico TIG 160 Amp удивительно низка.Однако он не прослужит долго, со временем может сломаться и потребовать замены. Обдумывание конечной цели приобретения сварочного аппарата поможет вам принять наилучшее решение.
Заключение:
Для новичков есть множество хороших сварщиков, и наш фаворит — многоцелевой инверторный сварочный аппарат Weldpro на 200 А. Он очень доступен по цене и предоставляет широкие возможности для сварки MIG и TIG с простой функцией, которая определяет за вас сложные настройки.
Еще один сварочный аппарат, который можно купить за свои деньги, — это Forney Easy Weld 271, 140 MP Welder.Он не так много, как наш лучший выбор, но имеет очень низкую цену. Это дает вам отличные возможности сварки MIG и возможность сварки TIG, если вы хотите купить с ней отдельную горелку TIG.
Подумайте об основной цели, которую вы преследуете при покупке сварочного аппарата, и подумайте о своих долгосрочных целях, и вы обязательно найдете отличный выбор для покупки. Мы надеемся, что эти обзоры были полезны. Не стесняйтесь оставлять нам любые комментарии или вопросы ниже.
Сварочные аппараты— что такое рабочий цикл и как он рассчитывается?
Что такое рабочий цикл?Рабочий цикл — это процент времени, в течение которого машина будет безопасно работать (или сваривать) в течение определенного периода времени при заданной силе тока.Например, многофункциональный сварочный аппарат Weldforce WF-205MST имеет рабочий цикл 200 А при 30%. Это означает, что он будет работать при 200 А в течение 3 минут в течение 10 минут. В течение оставшихся 7 минут машина переключится на тепловую перегрузку для охлаждения.
Все сварочные аппараты оснащены (или должны быть) оснащены защитой от тепловой перегрузки, что означает, что аппарат отключается, когда внутренние критически важные компоненты достигают определенной температуры, чтобы предотвратить повреждение. Затем машина перезапустится, когда она вернется к безопасной температуре.
Рабочий цикл будет меняться при разной силе тока. При более высокой выходной силе тока машина будет нагреваться быстрее, и рабочий цикл уменьшится. При более низких значениях тока рабочий цикл увеличивается.
Например — если мы снова посмотрим на машину WF-205MST;
Рабочий цикл при 200 А = 30%
Рабочий цикл при 145 А = 60%
Рабочий цикл при 110 А = 100%Как рассчитывается и тестируется рабочий цикл?
Хотя основная формула всегда одна и та же (% времени включения в течение периода тестирования), существует несколько переменных, которые могут повлиять на результат теста рабочего цикла, в том числе:
- Период времени, в течение которого он измеряется (обычно 5 или 10 минут — 10-минутный период более требователен).
- Температура окружающей среды, при которой проводился тест (более высокая температура окружающей среды является более требовательной).
- Был ли тест проведен на «свежей», холодной машине или на машине, которая уже была нагрета от длительного использования. (Очевидно, что испытание уже нагретой машины требует гораздо больших усилий с ее системой охлаждения.)
Наиболее широко принятым стандартом для тестирования и определения значений рабочего цикла является европейский стандарт EN60974-1, на котором основан австралийский стандарт AS60974-1.Этот стандарт очень требователен и поэтому считается лучшим показателем того, как машина будет работать в «реальных» условиях. Все машины Weldforce от Weldclass протестированы на соответствие этому стандарту.
Снова возьмем пример Weldforce WF-205MST с номинальным рабочим циклом 200 А при 30%. Чтобы достичь этого рейтинга в соответствии со стандартом EN60974-1, сначала машина была «нагрета» перед испытанием путем непрерывной сварки, чтобы заставить ее отключиться при тепловой перегрузке как минимум дважды.Затем он был испытан в контролируемой камере, нагретой до 40 ◦ C. В течение 10 минут он был способен сваривать при 200 А (что на этой машине является максимальной мощностью) в общей сложности 3 минуты … следовательно, номинальный рабочий цикл 200 А при 30%.
Испытываются ли все сварочные аппараты на рабочий цикл одинаково?
К сожалению, не все машины проходят испытания в соответствии со стандартом EN / AS60974-1, и поэтому может быть сложно сравнить номинальные значения рабочего цикла одних машин с другими.Например, , если испытание Weldforce WF-200MST проводилось всего за 5 минут и / или с холодным аппаратом и / или при более низкой температуре окружающей среды, рейтинг вполне мог быть 200 А при 50-60%, что быть нереалистичным и вводящим в заблуждение.
Все машины Weldforce от Weldclass проходят испытания на рабочий цикл в соответствии с EN / AS60974-1, что означает, что указанные значения рабочего цикла точно представляют, как каждая машина будет работать в «реальных» условиях.
Рабочий цикл — лучший способ оценить производительность сварочного аппарата?
Да и нет!
Номинальный рабочий цикл — при условии, что он точен и не завышен (как это иногда бывает) — является полезным показателем того, как сварочный аппарат будет работать с точки зрения производительности и мощности (или производительности).
Однако рабочий цикл не следует рассматривать изолированно.
Точно так же, как вы (обычно) не принимаете решение о покупке автомобиля, основываясь только на его максимальной скорости (скажем, без учета таких аспектов, как управляемость, ускорение, безопасность и т. Д.) …. Таким же образом существуют и другие факторы. следует учитывать, когда речь идет о сварочных машинах.Во-первых, сам процесс сварки может влиять на продолжительность рабочего цикла. Более высокий рабочий цикл может быть важен для сварщиков MIG, но может быть менее важным для Stick / MMA и TIG.См. Дополнительную информацию об этом ниже.
Потребляемая мощность, источник питания и эффективность сварочного аппарата также добавляют еще одно измерение к теме рабочего цикла.
Это особенно характерно для однофазных (240 В) сварочных аппаратов, где аппарат (в соответствии со стандартом AS60974-1) должен иметь эффективный входной ток (I 1eff ), равный или меньший номинальной мощности. источник питания, на который рассчитана машина — обычно 10А или 15А.Часто этим требованием является ограничение (или «потолок») рабочего цикла, больше, чем то, на что фактически способна машина. Например, сварочный аппарат Weldforce WF-180MST MIG имеет рабочий цикл 10% при максимальной мощности 180 А. Эта машина на самом деле способна к значительно более высокому рабочему циклу, но для того, чтобы быть подходящей для источника питания 10 А, мощность и рабочий цикл были ограничены или ограничены.
Вот почему машины с большей эффективностью имеют преимущество (особенно однофазные машины 240 В 10 А / 15 А).Благодаря большей эффективности они могут обеспечить более высокую мощность и рабочий цикл при том же уровне потребляемой мощности.
Следующие машины Weldclass включают технологию «PFC», которая значительно увеличивает эффективность и увеличивает рабочий цикл; Сварочные аппараты Weldforce WF-205MST и WF-255MST MIG / Stick / TIG, а также аппарат плазменной резки Cutforce CF-45P.Важность рабочего цикла в различных сварочных процессах
Хотя рабочий цикл никогда не бывает «второстепенным», различные сварочные процессы предъявляют более высокие или низкие требования к сварочному аппарату с точки зрения производительности или рабочего цикла.
Приведенные ниже комментарии основаны на «практическом опыте» и могут служить руководством к тому, какое внимание следует уделять номинальным рабочим циклам — по сравнению с другими факторами и характеристиками — при выборе подходящего сварочного аппарата.
Обратите внимание, что каждое приложение отличается, и общие комментарии здесь не всегда могут быть применимы к вашей ситуации.
Рабочий цикли сварка MIG
Поскольку это автоматический процесс (например, присадочный металл подается автоматически), оператор MIG может выполнять сварку в течение длительных периодов времени с минимальным временем отключения или простоя между сварками.
Конечно, это зависит от приложения к приложению.
В производственных ситуациях, например, когда могут использоваться приспособления для минимизации настройки и максимального увеличения «времени сварки», рабочий цикл может быть очень важным. Когда дело доходит до выбора правильного сварщика, выбор сварщика, у которого «слишком много» мощности, а не «ровно столько», является мудрым решением. Например, ваше приложение может включать производственную сварку стали толщиной до 8 мм. Теоретически сварочный аппарат на 200 А, такой как Weldforce WF-205MST, способен на это, однако в производственной ситуации аппарат на 250 А (например, WF-255MST) будет обеспечивать больший рабочий цикл.(При токе 200 ампер WF-255MST имеет почти вдвое больший рабочий цикл, чем WF-205MST).
При техническом обслуживании рабочий цикл может быть не столь критичным, поскольку% «Время сварки» обычно ниже. Часто оператор может выполнить всего 1 или несколько сварных швов, прежде чем ему придется выполнять другие операции перед возобновлением следующего шва.
Рабочий цикл и сварка стержневыми электродамиBecuase MMA / сварка стержнем — это очень ручной процесс, включающий замену электродов, измельчение шлака и т.д.Это означает, что рабочий цикл обычно не так критичен, как для MIG.
С этой точки зрения рабочий цикл 30% (в случае MMA) можно считать «высоким». Например, Weldforce WF-135S — это самый маленький аппарат MMA / Stick в линейке Weldclass (максимальная выходная мощность 140 А), но с рабочим циклом 100 А при 60% его мощности достаточно для работы с обычными электродами 2,6 мм почти без остановок и также легко будет использовать электрод 3,2 мм.
Исключения из этого правила — приложения для стержней / ММА, требующие очень высокого рабочего цикла — могут включать наплавку, когда каждый электрод запускается в быстрой последовательности с очень небольшим «тайм-аутом».
Рабочий цикл и сварка TIG
Когда дело доходит до сварки TIG, значение рабочего цикла может значительно варьироваться.
TIG обычно используется для детальной работы с более тонкими материалами и / или небольшими деталями. В этом случае машина часто даже близко не приближается к достижению предела рабочего цикла … и действительно, большая часть сварочных работ выполняется при низкой силе тока, когда рабочий цикл машины может составлять 100%. Кроме того, поскольку TIG — это ручной процесс (когда присадочный металл подается вручную), соотношение «время сварки / время включения» и «время выключения» ниже (по сравнению с MIG).
Однако есть некоторые приложения для сварки TIG, где очень важен высокий рабочий цикл. Одним из примеров этого является сварка TIG стыков труб, когда требуется длинный непрерывный шов.
Комментарии и вопросы?
Есть свои мысли или вопросы по дежурному циклу? Не стесняйтесь оставлять комментарии ниже ↓ или нажмите здесь, чтобы отправить нам запрос.
Еще статьи по инверторным сварочным аппаратам;
Что такое инверторный сварочный аппарат и как он работает?
Использование генераторов для питания инверторных сварочных аппаратов
Что такое горячий запуск, сила дуги и защита от прилипания?
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Великая дискуссия: трансформаторы или инверторы
Если вы хотите начать гражданскую войну в сварке, просто спросите группу сварщиков, что лучше: инвертор или трансформатор.Краткий ответ на этот вопрос: «Это зависит от обстоятельств». Однако длинный ответ — это оживленные дискуссии о плюсах, минусах и конкретных областях применения машин.
Первые трансформаторы были разработаны, когда электричество стало обычным явлением в конце 1800-х годов. Вскоре после этого, в начале 1900-х годов, было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в то время находился в зачаточном состоянии. Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой в среде защитного металла ( SMAW) или сваркой ручкой.
Во время Первой мировой войны сварка подверглась значительным исследованиям и разработкам из-за того, что она широко использовалась в стальном судостроении и танкостроении. Учтите, что перед сваркой сталь соединяли заклепками, ковкой и газовой сваркой. В течение 1920-х и 1930-х годов источники питания для дуговой и трансформаторной сварки стали обычным явлением, и по мере роста энергосистемы росла и дуговая сварка. К концу Второй мировой войны США переживали бум сварки и производства. С 1930-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.
80-е годы ознаменовали собой новую эру технологий, в центре которой была электроника, что совпало с ростом популярности персональных компьютеров. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки, что открыло новый мир возможностей. Как и в случае с большинством новых технологий, инверторные источники сварочного тока в 1990-е годы стали вызывать проблемы. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и влажности.Эти вопросы по-прежнему находятся в центре дискуссии о внедрении инверторов. Но к началу 2000-х годов эти устройства стали популярными благодаря своей универсальности и способности управлять дугой.
Где резина встречает дорогу
Итак, как именно трансформаторы и инверторы сочетаются друг с другом? Конечно, в настоящее время инверторы, безусловно, считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Давайте сравним.
Надежность. Это горячо обсуждаемый вопрос для тех, кто участвует в спорах между трансформатором и инвертором.В течение почти столетия трансформаторные машины подвергались обширным исследованиям и разработкам, чтобы создать надежные и прочные машины. Для сравнения, инверторные машины имели лишь небольшую часть этого времени — примерно 30 лет, плюс-минус. Можно утверждать, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что за последние годы разрыв между ними значительно сократился. Прошли те времена 90-х, когда отказы инверторов были кошмаром.
Универсальность. Было время, когда трансформаторная технология сочеталась с инверторной технологией, чтобы создать то, что считалось самым совершенным сварочным аппаратом. Однако эта технология была слишком сложной и дорогой. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новую задачу в мире сварки. Если у вас есть какие-либо сомнения по этому поводу, подумайте о своем первом компьютере или мобильном телефоне и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов.Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете регулировать практически любую электрическую переменную, которую можно вообразить с помощью программного обеспечения, чтобы обеспечить непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные машины. Преимущество инверторов в универсальности.
Качество дуги. Говоря о сварочных машинах, мы не можем игнорировать характеристики дуги и полученные сварные швы. Если вы относитесь к тому типу сварщиков, который весь день, каждый день сваривает только низкоуглеродистую сталь, вам не нужно смотреть мимо трансформаторной машины.Однако мы живем в мире сварки, который требует совершенства сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно сияют.
Поскольку инверторы могут быть запрограммированы на выполнение чего угодно, теперь мы видим, как усовершенствованная импульсная газовая дуговая сварка (GMAW), а также высококвалифицированная газовая дуговая сварка вольфрамовым электродом (GTAW). Перед нами открывается мир программного обеспечения и передовой электроники, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо.Я высоко оцениваю качество сварки и инновации в инверторных машинах, но я все же предпочитаю, чтобы для стали все было просто.
Стоимость. Последняя обычно обсуждаемая переменная — это цена. В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, поскольку инверторы вошли в мир массового производства электроники. Инверторы начинают становиться дешевле, чем машины на базе трансформаторов, хотя они значительно сложнее.
Инверторный источник питания — один из важнейших в сварочной отрасли. технологические достижения последних двух десятилетий. Но до этого правила сварка трансформаторными машинами. Итак, как они сравниваются? Есть ли еще место старому среди нового?
При рассмотрении стоимости машины обязательно учитывайте следующее:
- Первоначальная стоимость покупки. В настоящее время первоначальные инвестиции, вероятно, примерно равны.
- Power (потребление электроэнергии). Как правило, инверторы потребляют меньше электроэнергии, чем трансформаторы.
- Расходы на техническое обслуживание. По истечении гарантийного срока обслуживание инвертора обходится дороже, чем трансформатора.
- Затраты на простой. Это вызывает споры, потому что эти затраты действительно зависят от того, как используется машина. Определенные приложения и среды более проблематичны для инверторных машин и способствуют отказу машин или необходимости ремонта.Например, строжка с помощью инвертора, хотя и возможна, обычно не рекомендуется и создает значительную нагрузку на определенные компоненты инвертора, что может вызвать сбои. Грязная, пыльная и влажная среда также может стать причиной выхода из строя платы инвертора. Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они все же не так надежны, как трансформаторные машины для определенных применений.
- Затраты на качество сварных швов. Ведутся споры о том, реальны ли некоторые улучшения качества и производительности, приписываемые инверторным машинам.Например, многие утверждают, что пульсация повышает производительность, но другие утверждают, что пульсация может привести к недостатку плавления. Обе стороны дискуссии правдивы. Некоторые утверждают, что импульсная сварка в среде защитного газа может заменить GTAW, и, возможно, это верно для определенных приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественной сварки. Во многих случаях программное обеспечение и количество переменных, которые могут быть изменены с помощью инверторных машин, опережают общие знания в области сварки и способы наилучшего внедрения технологических улучшений.
Все сводится к тому, трансформаторные машины или инверторные машины больше подходят для конкретного применения. Следующая диаграмма представляет собой обобщенное мнение, основанное на опыте и многочисленных обсуждениях.
Инверторные сварочные аппараты сильно изменились за последние 15 лет. Их производительность и стоимость продолжают улучшаться, но это не означает, что нам нужно копать могилу для сварочных машин для трансформаторов, поскольку они по-прежнему занимают важное место в нашей отрасли. В конце концов, все сводится к личному взвешенному решению, основанному на многих факторах.В конце концов, выбор за вами.
Фотографии любезно предоставлены Forney Industries, Форт-Коллинз, Колорадо.
100 основных правил, которые можно и нельзя делать в сварке
Умение работать с металлом — захватывающий и вдохновляющий опыт. Как сварщик, вы сможете превратить некоторые из самых прочных материалов в мире в продукт, который будет полезен другим. Этот навык используется в автомобилестроении, дорожном строительстве, строительстве и производстве систем вооружения и транспортных средств.Вот список из 100 правил, которые можно и чего нельзя делать в отношении любого сварочного аппарата MIG, сварочного аппарата TIG и аппарата плазменной резки.
Что нужно делать в сварочном аппарате
- Проверьте и дважды проверьте свою рабочую зону на наличие горючих материалов. Убедитесь, что в полу нет отверстий или треснувших окон, через которые могут пройти искры.
- Убрать воспламеняющиеся жидкости и газы с территории. Все, что нужно, — это небольшая искра, чтобы вызвать огромный взрыв.
- Уберите все горючие материалы на безопасное расстояние.Все горючие материалы должны находиться на расстоянии не ближе 20 футов от вашего проекта.
- Вымойте пол перед началом работы. Пыль и мусор на полу могут стать источником искр, которые попадают туда.
- Закройте все горючие материалы, которые нельзя сдвинуть. Если вы не можете переместить их все с рабочего места, накройте их негорючими материалами, такими как металлическая пленка или асбестовая занавеска.
- Накройте и намочите горючий пол. Если напольный материал сам по себе горючий, накройте его металлической пленкой или асбестовыми материалами.
- соблюдайте все надлежащие процедуры при работе с материалами, которые содержат или содержат легковоспламеняющиеся жидкости. Это включает в себя изоляцию, гашение, продувку и инвертирование. Непосредственно перед сваркой MIG проверьте материалы, чтобы убедиться в отсутствии горючих паров. Подумайте о том, чтобы заполнить привариваемый контейнер / резервуар водой на расстоянии нескольких дюймов от рабочей зоны в качестве дополнительной меры предосторожности.
- Защитить шланги. Держите шланги на безопасном расстоянии от любого оборудования.
- Зафиксировать все цилиндры.Транспортируйте их только с установленными крышками.
- Убедитесь, что все электрическое оборудование установлено правильно. Соблюдайте все рекомендуемые пределы нагрузки цепи с рекомендуемой защитой цепи.
- Перед использованием размотать все шланги. Шланги вашего оборудования должны быть размотаны и расположены на безопасном расстоянии от технологического процесса.
- Защитите сварочные провода. Накройте или подвесьте провода, чтобы предотвратить повреждение.
- Храните кислород и ацетилен в разных местах. Разделите газы на расстоянии не менее 20 футов или пятифутовым брандмауэром, рассчитанным на полчаса.
- При необходимости установить пожарную охрану. Если сомневаетесь, всегда проявляйте осторожность.
- Убедитесь, что огнетушитель легко доступен. Последнее, что вам нужно делать в случае пожара, — это копаться в поисках чего-нибудь, чтобы его потушить.
- Убедитесь, что между вами и другими сварщиками достаточно места. Вы не хотите оказаться на пути искр от другого оператора.
- Еще раз проверьте все соединения на вашей установке. Перед началом работы все муфты и фитинги должны быть плотно прижаты.
- Проверяйте все свое оборудование перед каждым использованием. Этот шаг очень важен, чтобы гарантировать, что вы не закончите работу с неправильно настроенной буровой установкой.
- Храните все газовые баллоны в вертикальном положении. Конец клапана должен быть направлен вверх, а не в сторону или к полу.
- Пользоваться защитными очками. Травмы глаз составляют примерно 25% всех травм, связанных со сваркой и плазменной резкой, и фактически являются наиболее распространенными среди сварщиков. Особому риску подвержены те, кто производит промышленное / торговое оборудование, компьютерные материалы и металлические изделия.Всегда надевайте под шлемом защитные очки или защитные очки с боковым щитком, соответствующим стандарту ANSI Z87.1.
- Найдите лучший заземляющий зажим, который вы можете найти. Хороший заземляющий зажим будет иметь медные контактные точки на губках, а также шунт.
- Используйте хороший спрей для защиты от брызг. Если вы работаете в месте с соблюдением правил, вам, вероятно, потребуется приобрести утвержденный спрей для защиты от брызг. Однако, если вы работаете сварщиком-любителем или работаете у независимого подрядчика со своим собственным бизнесом, вы можете обойтись кулинарным спреем PAM, который менее опасен для здоровья и дешевле.
- Держите запасной вкладыш под рукой. Замените лайнер до того, как он достигнет точки, в которой проволока не сможет пройти должным образом.
- Используйте правильные цепи тока и предохранители в том месте, где вы подключаете свою установку. Убедитесь, что проводка достаточна для безопасного отвода тока.
- Используйте достаточный расход защитного газа. Средняя скорость потока составляет около 20 кубических футов в час. Однако, поскольку калибровка всех расходомеров будет отличаться, вам может потребоваться больше или меньше.
- Убедитесь, что у вас правильная вентиляция. Несоблюдение этого правила может убить вас.
- Носить длинные рукава. Короткие рукава не рекомендуются.
- Надеть респиратор. Ношение одного не делает вас слабаком. Респираторы защитят вас от вредных газов, которые используются в процессе сварки TIG.
- Практикуйтесь часто. Проведите тесты на металлоломе, чтобы убедиться, что ваши настройки и техника дадут желаемые результаты.
- Обратный шов для предотвращения деформации тонкого листового металла.Приварите несколько дюймов в начале, середине и конце и повторяйте, пока не будет сварен весь шов. Этот метод может помочь предотвратить чрезмерное коробление при попытке сварить непрерывный длинный шов.
- Убедитесь, что ваша установка издает правильные звуки. При плазменной резке на короткое замыкание говорится «услышать жареный бекон». По возможности стремитесь к более плавному звучанию. При сварке алюминия методом MIG вы захотите услышать гудящий звук, а не треск и треск.
- Убедитесь, что ваши сварные поверхности чистые.Грязь, ржавчина, масло и жир повлияют на качество сварного шва.
- Следите за своими перчатками. Они могут быть дорогими, поэтому, когда они станут жесткими и неподатливыми, обращайтесь с ними, как с парой охотничьих ботинок, со смазкой для ботинок и феном.
- Используйте тонкую перчатку на руке, на которой подается наполнитель. Некоторые сварщики рекомендуют использовать перчатки для механиков или перчатки для сварки TIG из козьей кожи.
- Используйте вольфрам наименьшего размера для выполнения поставленной задачи. Использование слишком большого электрода может привести к возникновению нестабильной дуги и загрязнению сварного шва.В худшем случае возникнет дуга внутри чашки и наружу сбоку от вольфрама, что приведет к разрушению тонких краев и потенциальной потере дорогостоящих деталей.
- При работе с алюминием в качестве сварочного аппарата TIG используйте умеренное количество горелочного газа. В отличие от стали, которая очень хорошо удерживает тепло, алюминий отводит тепло от сварочной ванны быстрее, чем вы можете его поддерживать.
- Рассмотрите возможность использования для защиты газов, отличных от аргона. Хотя аргон на сегодняшний день является наиболее распространенным и универсальным защитным газом, используемым при сварке TIG, вы получите лучшие результаты при использовании смеси гелия / аргона в определенных обстоятельствах.
- Использование Смесь гелия и аргона пятьдесят на пятьдесят для толстого алюминия и магния позволяет.
- Для толстых алюминиевых отливок используйте гелий и аргон в соотношении 3: 1. Соотношение гелия и аргона 3: 1 быстро образует лужи и обеспечивает более чистый сварной шов, чем 100-процентный аргон.
- Убедитесь, что в любом проекте есть вентиляционное отверстие, которое в конечном итоге будет герметичным. Если вы этого не сделаете, воздух внутри нагреется и унесет защитный газ. В некоторых случаях он может взорваться в конце сварного шва и испортить вашу работу.
- Перед началом работы убедитесь в надежном заземлении. Поражение электрическим током может привести к серьезным травмам или смерти.
- Не держите в каждой руке по два оголенных провода. Электрический ток может пройти через провода и оператора, что может привести к смертельному поражению электрическим током.
- Не прикасайтесь руками к электроду и металлическим частям электрода кожей или одеждой.
- Изолируйте себя от рабочей зоны и земли.
- Всегда надевайте сухие перчатки в хорошем состоянии.
- Сохраняйте сухую изоляцию между вашим телом, объектом и землей.
- Используйте промышленную систему вентиляции при использовании сварочного аппарата в закрытых помещениях в коммерческих целях. Для любителей позаботьтесь о достаточной вентиляции с открытыми окнами и вентиляторами.
- По возможности используйте вытяжной колпак. Вытяжные колпаки удаляют газы, выходящие из рабочей зоны, для ограничения воздействия.
- Носите соответствующие СИЗ (средства индивидуальной защиты). Это убережет от ожогов и воздействия дуговых лучей.
- Избегайте свернутых рукавов или манжет брюк при работе сварщиком TIG. Искры или горячий металл могут попасть в складки и прожечь кожу насквозь.
- Используйте надежные средства защиты органов слуха. Это поможет сохранить ваш слух при работе в шумной обстановке и предотвратит попадание мусора в слуховой проход.
Что нельзя делать при сварке
- Не допускайте перегрузки электрической цепи при использовании сварочного аппарата MIG. Это может создать опасность пожара.
- Не работайте в закрытом помещении. Вы можете убить себя от вдыхания опасных газов.
- Не работайте на сварочном аппарате без достаточных средств защиты глаз. Хотя большинство травм глаз временные, вы можете навсегда ослепнуть.
- Не используйте дешевые зажимы заземления, если это возможно. Использование дешевых зажимов увеличит время пуска и не обеспечит хорошее заземление.
- Не используйте в коммерческих целях ничего, кроме одобренного спрея для защиты от брызг.
- Не эксплуатируйте буровую установку с забитым хвостовиком. Работа с засоренным лайнером может привести к плохой подаче проволоки, возникновению гнезд птиц и ожогам спины.
- При сварке запрещается носить одежду с короткими рукавами или одежду с манжетами. Вы можете получить ожоги от искр или горячего металла.
- Не допускайте контакта рук с острыми краями при открытии банок с электродами.
- Не работайте в зоне с горючими материалами.
- Не работайте в местах, где искры могут выходить из трещин в стенах или окнах и контактировать с горючими материалами снаружи.
- Не работайте с легковоспламеняющимися жидкостями или газами в этом районе. Одна искра может вызвать огромный взрыв.
- Не начинайте проект, если пол грязный. Пыль и мусор — отличное средство для разжигания огня.
- Не сваривайте контейнер, который содержал или в настоящее время содержит легковоспламеняющиеся материалы, без соблюдения надлежащих процедур очистки.
- Не обращайте внимания на расположение шлангов. Держите их на безопасном расстоянии от любого оборудования и источников тепла.
- Не работайте со спиральными шлангами. Засорение может привести к разрыву шлангов и травмам.
- Не перевозите баллоны без установленных крышек.
- Не храните баллоны боком или вверх ногами. Клапаны с крышками всегда должны быть обращены вертикально.
- Не превышайте пределы нагрузки для электрических цепей. Все электрооборудование должно быть установлено в соответствии со спецификациями производителя.
- Не допускайте контакта проводов со сварочной поверхностью.Держите их закрытыми или подвешенными, чтобы не повредить.
- Не храните баллоны с кислородом и ацетиленом в одном месте. Разнесите их на расстоянии не менее 20 футов.
- Не начинайте работу без огнетушителя. Ваш успех в предотвращении возгорания зависит от того, как быстро вы сможете его потушить.
- Не используйте ярлыки. Ярлыки приводят к долгим (и, возможно, опасным) задержкам.
- Не работайте в непосредственной близости от других сварщиков.Между вами и другими должно быть достаточно места, чтобы избежать травм.
- Не начинайте работу, пока не перепроверете все свои соединения и муфты. Перед началом работы следует позаботиться о любых ослабленных соединениях.
- Не используйте аппарат для сварки TIG, не убедившись, что все правильно настроено.
- Не используйте оборудование, рассчитанное на более высокий ток, чем рассчитаны на схему и предохранитель.
- Не экономьте на деталях для сварщика.Покупайте качественные запчасти и аксессуары у проверенного продавца.
- Запрещается использовать сварочный аппарат без респиратора. Вдыхание газов, образующихся в процессе сварки, может нанести вред вашему здоровью.
- Не пытайтесь использовать сварщика без соответствующей подготовки. Если вы не знаете, что делаете, вы можете травмировать себя и других.
- Не продолжайте эксплуатировать установку, если она звучит неправильно. Как MIG, так и TIG методы сварки подавляют определенные звуки при работе с разными металлами.
- Не используйте рваные или жесткие сварочные перчатки. Сделайте их эластичными с помощью смазки для ботинок.
- Не надевайте перчатки механика на руки, которые подают наполнитель. Их может быть трудно снять, если они станут слишком горячими для ношения.
- Не используйте вольфрам большего размера, чем необходимо для выполнения работы. Использование слишком больших электродов приведет к загрязнению сварного шва и может привести к возникновению нестабильной дуги.
- Не используйте слишком много защитного газа. Каждый тип металла имеет свой собственный расход газа для горелки.
- Не используйте не рекомендованные газовые смеси. Это могло вызвать серьезные проблемы.
- Не приваривайте проект, который будет герметичным на конце, не оставив небольшого вентиляционного отверстия. В противном случае это может закончиться потерей защитного газа или выдуванием сварного шва.
- Не эксплуатируйте буровую установку без надежного заземления. Поражение электрическим током может привести к травмам или смерти.
- Не держите две оголенные проволоки в каждой руке при использовании сварочного аппарата TIG. Это может привести к тому, что ваше тело станет проводником тока между проводами.
- Не допускайте контакта электрода с кожей или одеждой, чтобы избежать ожогов.
- Не надевайте мокрые перчатки или перчатки, которые истираются или рвутся.
- Запрещается использовать сварочный аппарат на влажной изоляции.
- Не выполняйте сварку без надлежащих средств защиты органов слуха. Это поможет предотвратить повреждение из-за шума окружающей среды, а также предотвратить попадание мусора в слуховой проход.
- Не выполняйте сварку без использования одобренных средств индивидуальной защиты. Это подвергает вас повышенному риску ожогов и травм.
- Не используйте 100-процентный аргон для сварки толстых алюминиевых отливок. Если вы это сделаете, ваш сварной шов может иметь дефекты.
- Не работайте на сварочном аппарате без рекомендованных защитных газов. Всегда следуйте рекомендациям производителя.
- Не сваривайте, если в чем-то не уверены. Вы же не хотите укоренять в уме вредные привычки.
- Не сваривайте весь длинный шов на тонком листе металла. Это может привести к искажению изделия.
- Не используйте расход защитного газа выше или ниже того, что требуется для безопасности вашего проекта.
- Запрещается сваривать емкость, в которой раньше находились легковоспламеняющиеся жидкости, не заполнив ее водой на несколько дюймов ниже места проекта.
 Сварка TIG, вылет должен составлять примерно половину диаметра внутреннего диаметра защитной чашки в стандартной установке .Конкретная длина будет варьироваться от сварочной установки до настройки, но это практическое правило служит хорошим стандартом для большинства из них. Эксперименты со сварочной установкой дополнительно проинформируют сварщика об оптимальном вылете для поддержания хорошего сварного шва.
Сварка TIG, вылет должен составлять примерно половину диаметра внутреннего диаметра защитной чашки в стандартной установке .Конкретная длина будет варьироваться от сварочной установки до настройки, но это практическое правило служит хорошим стандартом для большинства из них. Эксперименты со сварочной установкой дополнительно проинформируют сварщика об оптимальном вылете для поддержания хорошего сварного шва.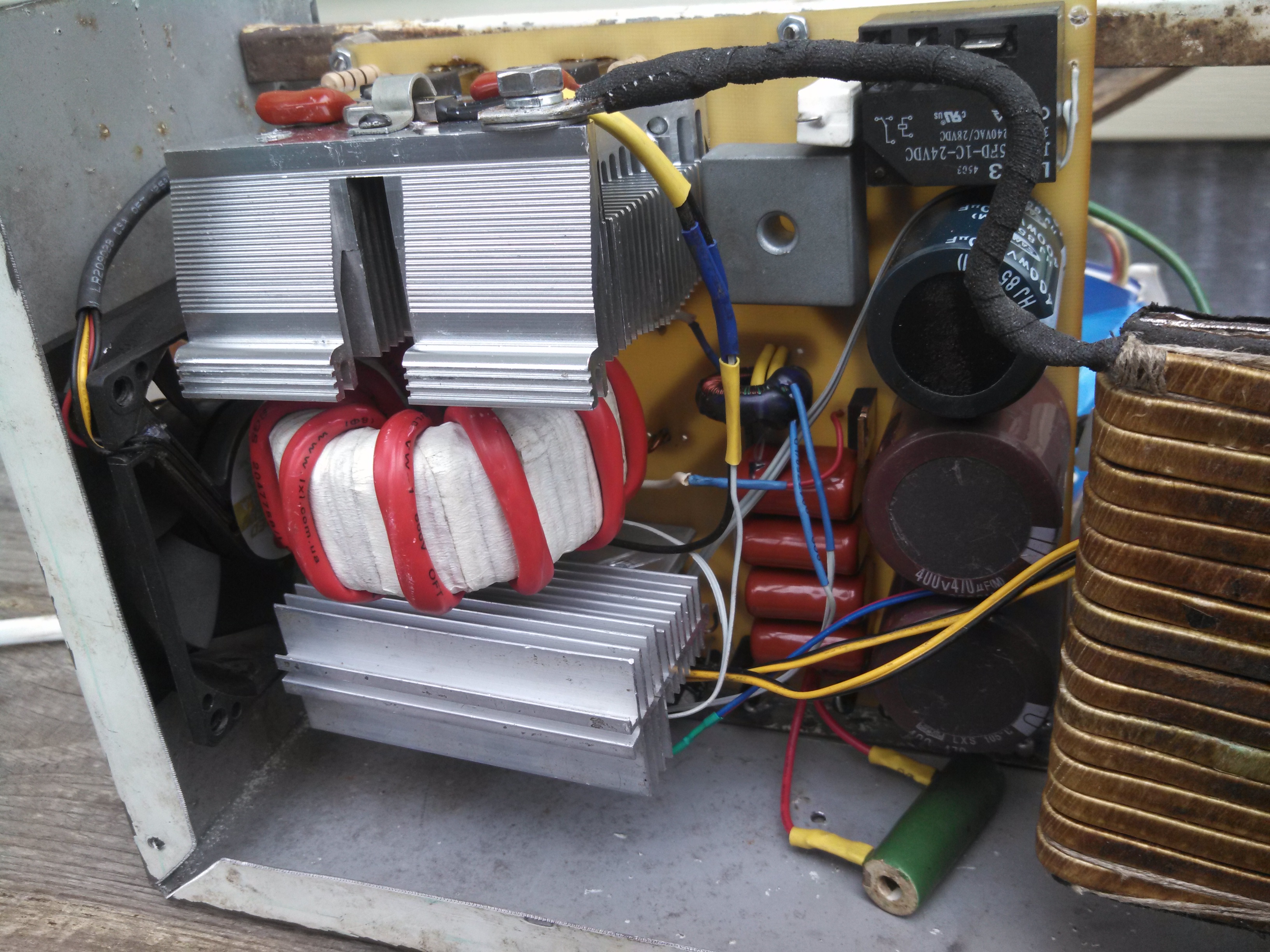 Если это так, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.
Если это так, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.
 Это делается
резкое постукивание стержнем по металлу, над которым вы работаете, удалит
любой дополнительный поток от конца вольфрамового стержня, а также создаст электрические
контакт необходим, чтобы начать дугу.
Это делается
резкое постукивание стержнем по металлу, над которым вы работаете, удалит
любой дополнительный поток от конца вольфрамового стержня, а также создаст электрические
контакт необходим, чтобы начать дугу.